Изобретение касается ЕСМ-машины для электрохимической обработки металлической заготовки путем анодного растворения заготовки с помощью электролита и приложенного постоянного напряжения.
Принцип ЕСМ-обработки (ЕСМ = Elektro Chemikal Machining - электрохимическая обработка) основывается на том, что между формирующим инструментом и заготовкой, подлежащей обработке, прикладывается постоянное напряжение, которое достаточно для осуществления равномерного анодного растворения заготовки в области, близкой к инструменту. В зазоре между заготовкой и формирующим инструментом (катодом) возникает непрерывный соответствующий поток раствора электролита, причем скорость раствора высокая. Благодаря контролируемому перемещению вперед инструмента осуществляется перенос очертания контура инструмента на заготовку. При осуществлении ЕСМ-способа отсутствует механическое силовое взаимодействие между заготовкой и инструментом, поэтому нет никакого износа. Достигается очень высокая точность переноса контура, а также его повторения, возможно изготовление сложных пространственных форм, поэтому этот метод имеет преимущества при обработке жаропрочных материалов, которые плохо обрабатываются и преобразуются при применении других способов. В качестве примера может служить обработка оснащенных лопатками роторов турбомашин, которые часто еще называется «Blisk». При этом предварительно начерно обработанные лопатки с помощью ЕСМ-машины и соответствующим образом отформованного в виде инструмента катода доводятся до конечного готового вида. Лопатки изогнуты, катоды должны двигаться в стесненном свободном пространстве между лопатками, зависящем от формы лопатки.
Соответствующая ЕСМ-машина известна из ЕР 0292213 В2. В ней применяются два ортогонально расположенных относительно друг друга поворотных стола, оси вращения которых проходят горизонтально и расположены ортогонально друг другу. На одном поворотном столе находятся инструменты-катоды, которые могут поворачиваться над поворотным столом вокруг оси вращения стола и линейно автономно могут перемещаться относительно друг друга. На другом поворотном столе находится на конце поворотный вал устройства для крепления заготовки, на котором расположен ротор, подлежащий обработке. Благодаря такому расположению осей вращения столов лопатки располагаются в позиции обработки относительно друг друга своими свободными торцевыми сторонами перпендикулярно к поворотному столу, несущим катоды, т.е. продольные оси лопаток лежат на одной прямой с осью вращения поворотного стола с катодами. Вал, несущий ротор, имеет возможность перемещаться относительно стола с катодами линейно вдоль прямой оси, проходящей параллельно оси вращения поворотного стола с катодами.
Подобная машина по многим соображениям имеет ограничения. Одно из них то, что выбранное исполнение машины ограничивает перемещение катодов и заготовки относительно друг друга. Ко второму относится то, что выбранная структура с обеими поворотными тарелками и свободно несущий вал, на котором расположен ротор, дают ограничения в статической и динамической жесткости системы, что ведет к уменьшению точности работы. Происходят хотя и незначительные деформации, вызываемые действием сил, а также термическое удлинение, что влечет за собой ошибки в формировании заготовки. Возможности обработки ограничены по размерам и геометрии частей.
Задачей изобретения поэтому является разработка ЕСМ-машины, которая позволяла бы вести гибкую обработку различных заготовок, имеющих различную геометрию, одновременно обеспечивая высокую точность обработки.
Для решения этой задачи согласно изобретению предусмотрена ЕСМ-машина, включающая поворотный стол для крепления заготовки или держатель для заготовки, а также портал с поперечной балкой, на которой предусмотрены один или два катода, при этом
- поворотный стол установлен с возможностью поворота вокруг вертикальной оси вращения,
- портал выполнен с возможностью линейного перемещения по горизонтальным направляющим относительно поворотного стола,
- поперечная балка имеет возможность перемещения по вертикальным направляющим портала,
- поперечная балка имеет возможность поворота вокруг горизонтальной оси вращения, и
- один или оба катода могут быть закреплены каждый на своем или на общем зажимном устройстве на поперечной балке и/или иметь возможность линейного перемещения по поперечной балке по меньшей мере по одной горизонтальной направляющей.
Предложенная согласно изобретению ЕСМ-машина отличается применением портала, на котором с возможностью вертикального перемещения расположена поперечная балка, на которой расположены катоды. Здесь реализована симметричная конструкция, при этом предусмотренная на обеих сторонах вертикальная направляющая горизонтальной балки способствует максимальной жесткости при одновременной минимизации термического воздействия, кроме того, достигается большая траектория движения. С помощью предусмотренных различных осей и подвижности в различных направлениях создается возможность обработки заготовок сложной пространственной формы. Сама заготовка расположена, как уже отмечалось, на поворотном столе, имеющем возможность поворачиваться вокруг вертикальной оси. Портал имеет возможность горизонтального перемещения относительно стола и таким образом относительно заготовки. Сами катоды подвижны в вертикальном направлении относительно заготовки и могут занимать любое угловое положение благодаря конструкции поперечной балки, дающей возможность поворота вокруг горизонтальной оси. Одна или две другие оси подвижности могут реализоваться за счет того, что оба катода имеют возможность перемещаться совместно по общей горизонтальной направляющей, или что каждый катод может смещаться отдельно по горизонтальной направляющей на поперечной балке. В качестве альтернативы при более простых предметах возможно вместо направляющих для катодов на сторонах поперечной балки предусмотреть только зажимное устройство для инструмента, именно в случае, когда нет необходимости в горизонтальном перемещении в этой области. Естественно, возможна альтернатива сделать само зажимное устройство подвижным в горизонтальном направлении по поперечной балке.
В итоге предложенная ЕСМ-машина в связи с предусмотренной относительной подвижностью отдельных элементов относительно других элементов дает повышенную степень гибкости в части перемещения деталей и позволяет вести обработку деталей самой различной конфигурации (цилиндрические, призматические, многоугольные, имеющие форму пластин или дисков и т.д.). Кроме того, наличие портальной направляющей обеспечивает максимальную жесткость и таким образом экстремально высокую точность. Следовательно, предложенная машина решает проблемы позиционирования и точности, свойственные «открытым» конструкциям согласно упомянутому выше уровню техники. Другим преимуществом является хорошая доступность рабочего пространства, так как горизонтальная подвижность всего портала, на котором предусмотрены рабочие компоненты, поворотный стол и устройство для закрепления заготовки хорошо доступны, по другому говоря, заготовка доступна без затруднений благодаря реализуемой длинной траектории движения портала. Соответственно это относится и катодам-инструментам, которые при соответствующем позиционировании портала находятся на удалении от поворотного стола и поэтому очень хорошо доступны, так что здесь может быть очень просто осуществлена замена на поворотном столе.
Для реализации дальнейших степеней свободы предусматривает преимущественный вариант исполнения изобретения держатель для заготовки, разъемно закрепляемый на поворотном столе, включающий горизонтальную ось вращения, вокруг которой может поворачиваться закрепленная заготовка. Такая форма исполнения целесообразна в первую очередь для обработки роторов, оснащенных лопатками, так как на держателе для заготовки ротор поворачивается вокруг горизонтальной оси вращения шагами, и благодаря реализуемой подвижности новая лопатка может занимать в области действия катодов любое положение. Другие изделия, как, например, симметричные относительно оси вращения корпуса авиационных двигателей или призматические изделия, или кольца, или диски, могут закрепляться непосредственно на поворотном столе.
Для случая, когда предусмотрен держатель с интегрированной горизонтальной осью вращения, преимущественный вариант исполнения изобретения предусматривает конструктивное решение, позволяющее заготовке линейно перемещаться вдоль горизонтальной оси вращения. Такое решение дает возможность закреплять и обрабатывать роторы с многими рядами лопаток. Возможность линейного перемещения позволяет позиционировать вертикальную ось каждого подлежащего обработке ряда лопаток соосно с осью вращения стола, чтобы можно было «установить» катоды в узкий промежуток, для чего поворотный стол во время прохода катодов в узкий промежуток должен несколько повернуться. Такое конструктивное решение изобретения еще в большей степени увеличивает спектр возможных работ.
Горизонтальные направляющие, по которым перемещается портал, сообразно с целью предусмотрены на станине машины, на которой с возможностью поворота установлен и поворотный стол. Это означает, что машина отличается станиной, имеющей соответствующие размеры, что, с одной стороны, позволяет установить поворотный стол, а с другой стороны, расположить горизонтальные направляющие, которые могут находиться на достаточно большом расстоянии друг от друга, так что могут закрепляться и перемещаться в том числе и большие детали.
С точки зрения достижения максимальной жесткости особенно предпочтительным будет исполнение вертикальных направляющих для поперечной балки в виде двух боковых вертикальных колонн, между которыми перемещаются салазки, несущие поперечную балку. Таким образом, согласно изобретению предусмотрена конструкция сдвоенного портала, у которой портал выполнен целенаправленно из двух боковых элементов портала, которые образуют замкнутую структуру, например образуют рамы, которые соединены друг с другом с помощью отдельных стабилизирующих балок.
Предусмотренная согласно изобретению установка салазок поперечной балки позволяет расположить поперечную балку на салазках в поворотных опорах, которые образуют горизонтальные оси вращения поперечной балки. Таким образом, с помощью сдвоенного направленного ведения салазок в этой области обеспечивается максимальная устойчивость, так что горизонтальность поперечной балки может быть достигнута, не оказывая воздействия на устойчивость и, следовательно, на точность позиционирования непосредственно в этой области.
Другую проблему, свойственную ЕСМ-машинам, известным из вначале названного уровня техники, следует усматривать в управлении различными магистралями, служащими для подвода электролита или рабочего напряжения или подачи рабочих и управляющих сигналов для отдельных приводов. Прежде всего трубопроводы для подвода и отвода электролита прокладываются непосредственно в рабочую область через рабочее пространство. Речь идет о стационарно проложенных магистралях, которые препятствуют доступу к катодам/заготовкам. Для устранения этого недостатка в предложенной ЕСМ-машине предусмотрено, что одна или несколько магистралей для подвода электролита и/или подачи напряжения и/или одна или несколько магистралей для осуществления привода и управления линейным приводом катодов, перемещающихся на салазках по поперечной балке, проложены по ней или вдоль поперечной балки. Благодаря портальной конструкции теперь стало возможным рассматриваемые магистрали прокладывать в «спрятанном» виде, так что они во время работы не будут находиться в рабочем пространстве, и, если портал отъедет в сторону, то и в этом случае ему ничто не будет мешать. Расположение со стороны портала, согласно которому магистрали самым целесообразным способом идут через вертикальную балку портала в поперечную балку, позволяет совершать совместное перемещение проложенным магистралям и порталу. Для компактности конструкции, естественно, целесообразно, чтобы по возможности больше магистралей было проложено на стороне портала в «спрятанном виде».
Целесообразно, что циркуляция электролита должна быть замкнута для исключения непроизвольного выхода электролита. Для этого возможны различные конструктивные мероприятия в зависимости от подлежащей обработке заготовки. Если применяется располагающийся на поворотном столе держатель для заготовки, например, в рамках обработки роторов, оснащенных рядами лопаток, то заготовка, по идее, должна располагаться в состоящей из двух частей камере для электролита, при этом электролит по сливному отверстию в донной части возвращается через поворотный стол. Катоды по имеющему уплотнение вводу попадают через верхнюю часть камеры для электролита в рабочую зону, электролит преимущественно через катоды поступает в рабочую зону. Благодаря этому может быть обеспечена замкнутая, герметичная циркуляция. В случае, когда подобный имеющий вид горшка держатель заготовки не применяется, например, при обработке имеющих большие поверхности части корпусов или подобные детали, предусмотрено наличие уплотнительного кожуха, закрывающего катоды, который во время обработки заготовки закрывает ее, а электролит поступает и отводится через соответствующие отверстия для поступления и отвода электролита. При этом исполнении изобретения катоды закрыты соответствующим уплотнительным кожухом. При обработке катоды приближаются к заготовке, в это время уплотнительный кожух плотно прилегает к заготовке. И в этом случае подвод электролита осуществляется через катоды в изолированное пространство, из которого по отводящим магистралям, которые, например, идут сюда от поперечной балки или проходят по ней, может отводиться электролит. Таким образом и в данном случае может быть создана герметичная, замкнутая циркуляция.
Особо целесообразное исполнение изобретения предусматривает, что заготовка механически закрепляется с помощью управляемого гидравлическим или пневматическим путем зажимного устройства, к которому подается электрический ток. При этом исполнении изобретения применяется автоматически работающий зажимной механизм, который позволяет создавать воспроизводимый зажим с постоянно одинаковым зажимным усилием, в результате чего может быть обеспечен хороший воспроизводимый электрический контакт. Переоснастка может быть проведена быстро и просто, так как зажимная система остается одинаковой, только может быть заменена на другую непосредственно захватывающая за деталь часть соответственно новой подлежащей зажиму детали, например, если следует зажать еще больший ротор или еще больший корпус. В зависимости от исполнения зажимное устройство может быть предусмотрено на держателе заготовки или на поворотном столе, при этом последний может служить для фиксации как заготовки, подлежащей обработке, так и в случае необходимости для держателя заготовки с соответствующим интегрированным зажимным средством. Интегрированное зажимное средство на стороне держателя заготовки может перемещаться, например, вдоль оси вращения для зажима заготовки. Для перемещения роторов зажимное средство само имеет возможность перемещаться вдоль, например, по внутреннему крепежному или подобному устройству. На поворотном столе зажимное средство может быть выполнено в виде внутреннего или наружного зажима для полых деталей или дисков и колец и т.п.
Хотя и подробно не описывается, однако естественно, что в машине предусмотрены различные измерительные сенсорные датчики для точного определения пути для имеющих числовое управление отдельно управляющихся приводов вращения и линейного перемещения, которые располагаются в соответствующем месте или встроены. Кроме того, проложены сигнальные магистрали таким образом, что они ни в коем случае не могут быть повреждены, будь это собственно при работе или в рамках прочих перемещений.
Другие преимущества, признаки и детали изобретения следуют из описанных ниже примеров осуществления, а также из приведенных чертежей. На них показаны:
Фиг.1 - принципиальное изображение на виде в перспективе предложенной согласно изобретению ЕСМ-машины, первый вариант исполнения,
Фиг.2 - вид сверху машины согласно фиг.1,
Фиг.3 - принципиальное изображение на виде спереди предложенной согласно изобретению ЕСМ-машины, показывающее циркуляцию электролита и электрическую схему,
Фиг.4 - вид сверху изображения фиг.3,
Фиг.5 - продольный разрез ЕСМ-машины, предложенной согласно изобретению, с расположенным вилкообразным держателем заготовки с зажимным механизмом,
Фиг.6 - принципиальное изображение на виде в перспективе, с корпусом, подлежащим обработке,
Фиг.7 - принципиальное изображение на виде в перспективе, с кольцом, подлежащим обработке,
Фиг.8 - принципиальное изображение на виде в перспективе ЕСМ-машины, предложенной согласно изобретению, второй вариант исполнения.
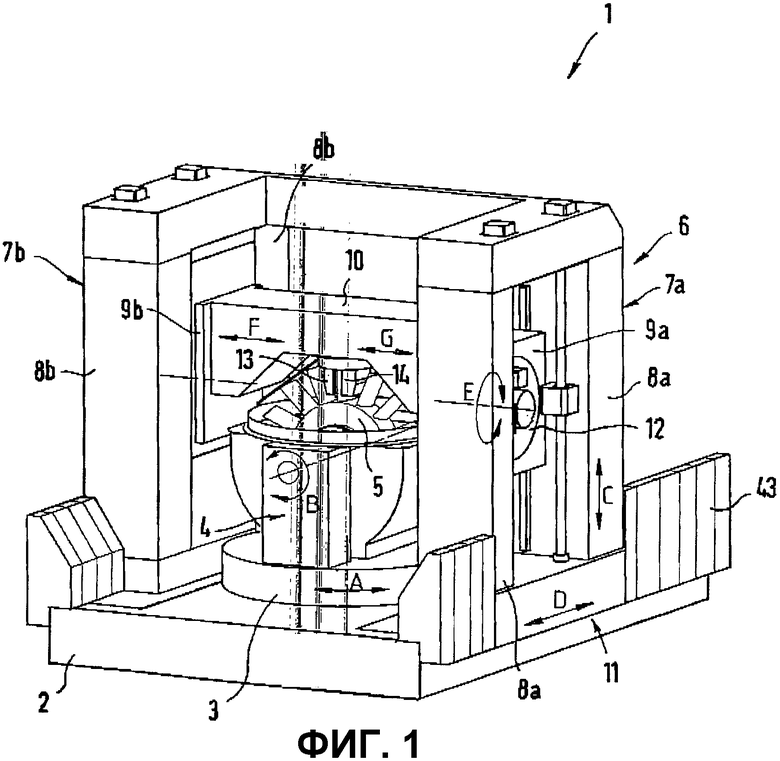
На фиг.1 представлена предложенная согласно изобретению ЕСМ-машина 1, имеющая станину 2 и поворотный стол 3, который служит для закрепления заготовки или держателя заготовки. Поворотный стол 3 имеет возможность поворачиваться вокруг вертикальной оси вращения А, что обозначено с помощью двойной стрелки А.
На поворотном столе 3 закреплен вилкообразный держатель заготовки 4, который может поворачиваться над поворотным столом 3. На держателе заготовки 4 имеется зажимное устройство, о котором ниже еще будет отмечено, и с помощью которого может закрепляться заготовка, в данном случае ротор, оснащенный лопатками. Зажимное устройство позволяет поворачиваться закрепленной заготовке вокруг горизонтальной оси вращения В, как это показано двойной стрелкой В.
Далее показан портал 6, состоящий из правого участка портала 7а и левого участка портала 7b. Каждый участок портала 7а, 7b имеет две вертикальные колонны 8а, соответственно 8b, которые сверху и снизу соединены балками, в результате чего образуются замкнутые рамы. Колонны образуют направляющие для салазок 9а, 9b, на которых закреплена поперечная балка 10. Салазки 9а, b c помощью соответствующего линейного привода и вертикальных направляющих перемещаются непосредственно на внутренней стороне каждой вертикальной колонны 8а, соответственно 8b, таким образом реализуется установка на обеих опорах, а также привод с обеих сторон, о чем также еще будет ниже отмечено. Благодаря такому устройству возможно перемещение поперечной балки 10 в вертикальном направлении вдоль вертикальной оси С, которое также обозначено двойной стрелкой С. Сам портал 6 по горизонтальным направляющим 11, которые выполнены на станине 2, может перемещаться вдоль горизонтальной оси, как это показано двойной стрелкой D. Таким образом он может перемещаться относительно заготовки.
Поперечная балка 10 может перемещаться не только вертикально, как это показано с помощью двойной стрелки, она может также поворачиваться вокруг горизонтальной оси вращения Е, как это показано с помощью двойной стрелки, обозначенной Е. С этой целью поперечная балка 10 с помощью соответствующей поворотной опоры 12 с возможностью поворота закреплена на салазках 9а, b. Таким образом может осуществляться перемещение вокруг горизонтальной оси Е.
На поперечной балке 10 в варианте исполнения, показанном на фиг.1, предусмотрено два катода-инструмента 13, 14, из которых каждый расположен на соответствующих имеющих возможность горизонтального перемещения салазках или выполненном по другому подвижном элементе. С помощью этой подвижной в горизонтальном направлении установки возможно, чтобы каждый катод 13, 14 мог отдельно перемещаться по горизонтали и устанавливаться в положении относительно заготовки, как это показано с помощью двойных стрелок, обозначенных F и G.
В предложенной ЕСМ-машине 1 реализованы следующие возможности линейного или вращательного движения, определяемые наличием:
A: Вертикальной оси вращения поворотного стола 3,
B: Горизонтальной оси вращения держателя заготовки 4,
C: Вертикальной оси линейного перемещения поперечной балки 10,
D: Горизонтальной оси линейного перемещения всего портала 6,
E: Горизонтальной оси вращения поперечной балки 10,
F: Горизонтальной оси линейного перемещения катода 13,
G: Горизонтальной оси линейного перемещения катода 14.
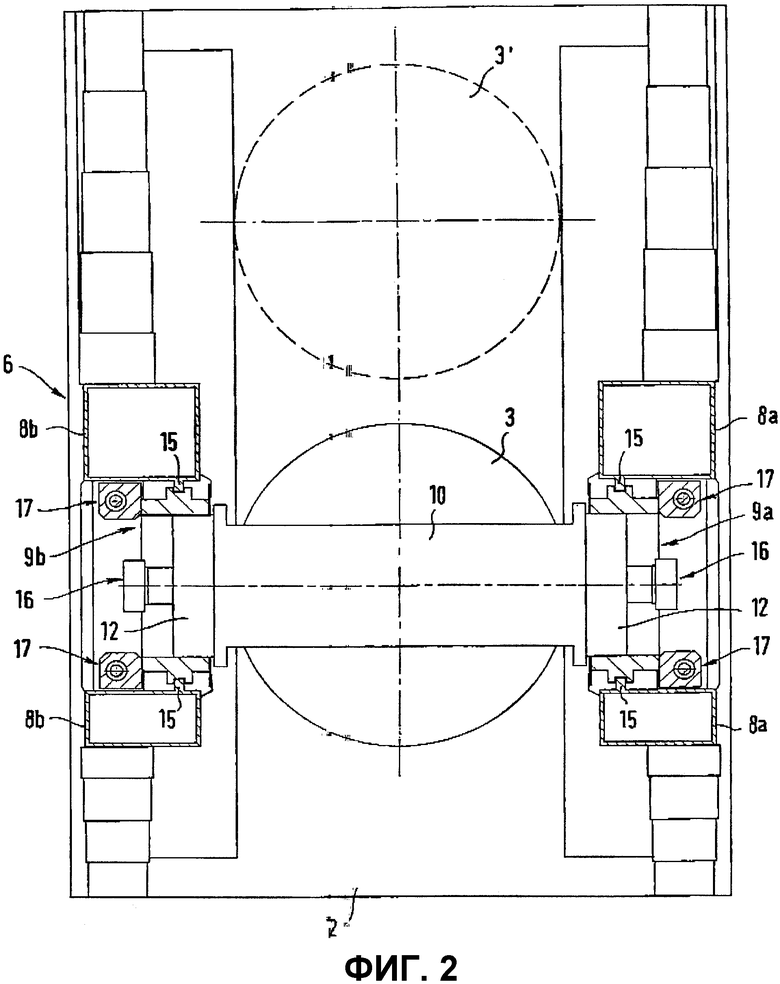
На фиг.2 показан вид сверху разреза ЕСМ-машины, изображенной на фиг.1. Разрез проведен по порталу 6, выполненному в виде двойного портала подъемного крана. На вертикальных колоннах 8а, 8b показаны двое салазок 9а, 9b, которые имеют возможность перемещаться по соответствующим линейным направляющим 15. Для вертикального перемещения каждым салазкам приданы два вертикальных привода 17, в данном случае речь идет о приводах с числовым управлением. Далее показана поворотная опора 12 поперечной балки 10, при этом через эти поворотные опоры, о чем ниже еще будет сказано, осуществляется обеспечение электролитом и подача электрического тока через вращающиеся вводы 16.
Как еще можно видеть на фиг.2, в качестве опции предусмотрен второй поворотный стол 3', здесь он изображен пунктирной линией. При достаточной длине станины машины 2 без всяких сложностей возможно интегрирование второго поворотного стола 3', и в этом случае двойной портал 6 может соответственно перемещаться дальше. Благодаря этому появляется возможность гибкого ведения работ, в то время как работа ведется на поворотном столе 3, поворотный стол 3' может находиться в стадии подготовки.
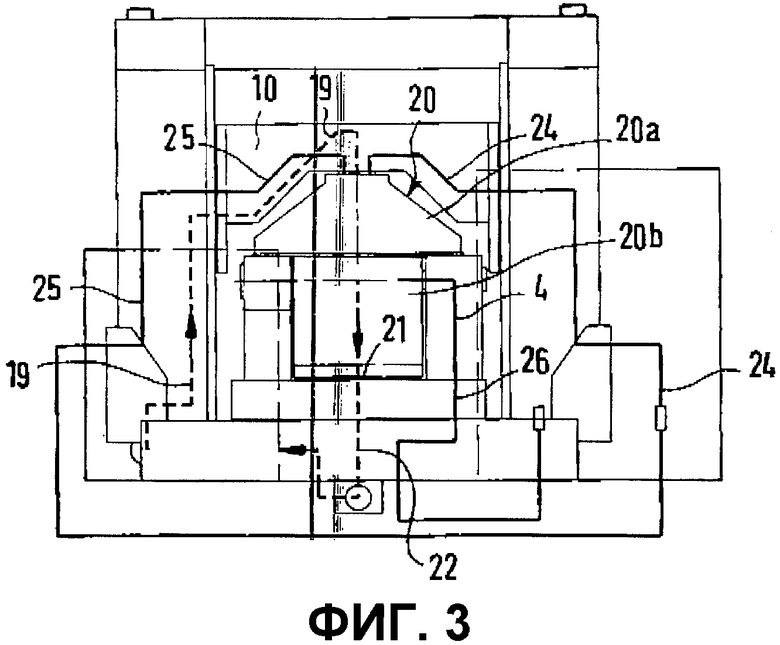
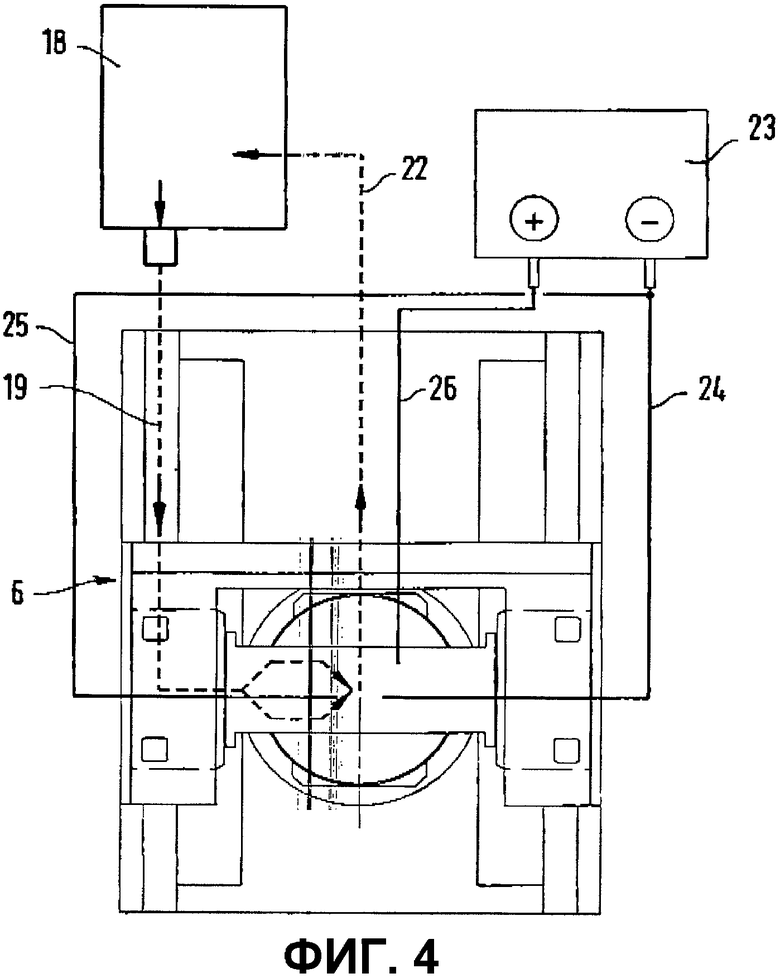
На фигурах 3 и 4 в виде принципиальных схем изображены замкнутая циркуляция электролита, а также схема подачи электрического тока к заготовке и катоду (катодам). Система циркуляции электролита включает узел 18, с помощью которого осуществляется подготовка электролита и его подача. Трубопровод подвода электролита 19, интегрированный в станину машины, ведет к порталу 6. Трубопровод проходит по или в одной из вертикальных колонн к вращающемуся вводу 16, откуда он направляется к поперечной балке 10 и далее направляется к катодам, которые подробно не показаны на фиг.3. В этом примере исполнения катоды проведены через верхнюю часть 20а камеры для электролита 20, состоящей из двух частей. Подведенный электролит проходит через рабочую зону в нижней части 20b камеры для электролита 20, откуда он через сливное отверстие 21 и возвратный трубопровод 22 снова направляется в узел 18, где осуществляется подготовка и снабжение электролитом. Таким образом подвод электролита полностью интегрирован в конструкцию машину, т.е. трубопровод не проложен каким-либо другим свободным образом.
Соответствующим образом осуществляется снабжение катодов 13, 14 электрическим током. От источника тока 23 к ним идет электрическая соединительная магистраль 24, в частности к катоду 13, и такая же электрическая магистраль 25 идет к катоду 14. Обе соединительные магистрали 24, 25 идут по своему участку портала вверх к вертикальной балке 10 и проходят в ней через вращающийся ввод 16 к катодам. Это свидетельствует о том, что и эти магистрали проложены также «в спрятанном виде» и автоматически перемещаются вместе с перемещением портала. Магистраль для подведения тока к заготовке (аноду) 26 проходит в показанном примере в станине машины к поворотному столу 3, например к держателю заготовки 4.
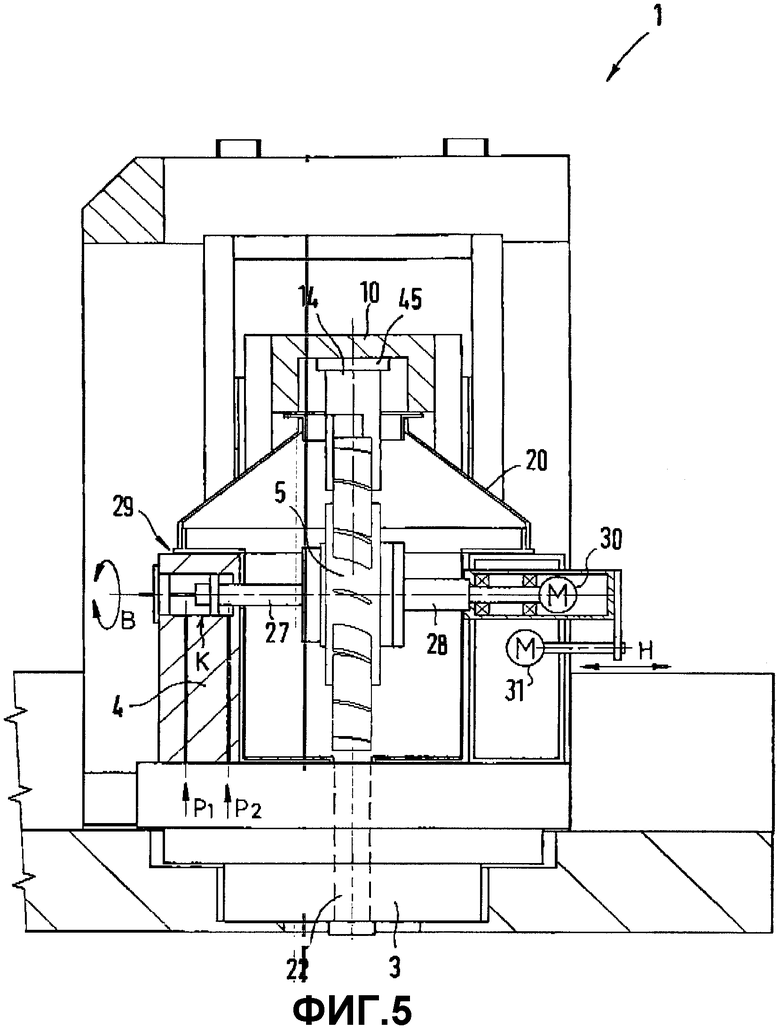
На фиг.5 показан продольный разрез ЕМС-машины 1. Здесь же показан в разрезе держатель заготовки 4. Он имеет вилкообразную форму и оснащен гидравлическим зажимным устройством 29, с помощью которого осуществляется закрепление заготовки, здесь ротора. Зажимное устройство 29 состоит из первого установленного с возможностью поворота частичного вала 27, который с помощью гидравлического передвижного механизма может перемещаться в направлении оси вращения В, и второго частичного вала 28. Для перемещения рабочая жидкость по обоим трубопроводам Р1 и Р2 с помощью насоса подается в показанное слева на частичном валу 27 поршневое пространство К, или соответственно откачивается из него. Для закрепления ротора 5 частичный вал 27 смещается к частичному валу 28, так что зажимная деталь, имеющаяся на частичном валу 27, прижимается к ротору, в результате осуществляется прочная его фиксация. При этом осуществляется электрическое подключение ротора через зажимное устройство, электрический ток подается на частичные валы 27, 28 через магистраль 26. Далее показан приводной двигатель 30, с помощью которого конструкция может поворачиваться (ось вращения Е), еще имеется приводной двигатель 31, который может обеспечивать предусмотренное в качестве опции перемещение всей конструкции в направлении оси вращения, которая обозначена двойной стрелкой Н. Это позволяет закреплять в качестве заготовки ротор, оснащенный многими рядами лопаток. Линейная подвижность позволяет позиционировать ряды лопаток соосно с осью вращения поворотного стола 3, чтобы затем провести их обработку.
На фиг.5 показана поперечная балка 10, на которой расположен катод 14 и по которой он по направляющей, на которой он закреплен с помощью зажимного устройства 45, может перемещаться вдоль направления, указанного двойной стрелкой F на фиг.1. Соответственным образом осуществлена дающая возможность продольного перемещения установка катода 13, который не представлен на фиг.5. Для привода каждого катода 13, 14, в частности относительно всех возможностей перемещения, предусмотрен в каждом случае один приводной двигатель с числовым управлением, с помощью которого осуществляется вращательное или линейное движение, двигатель здесь не показан.
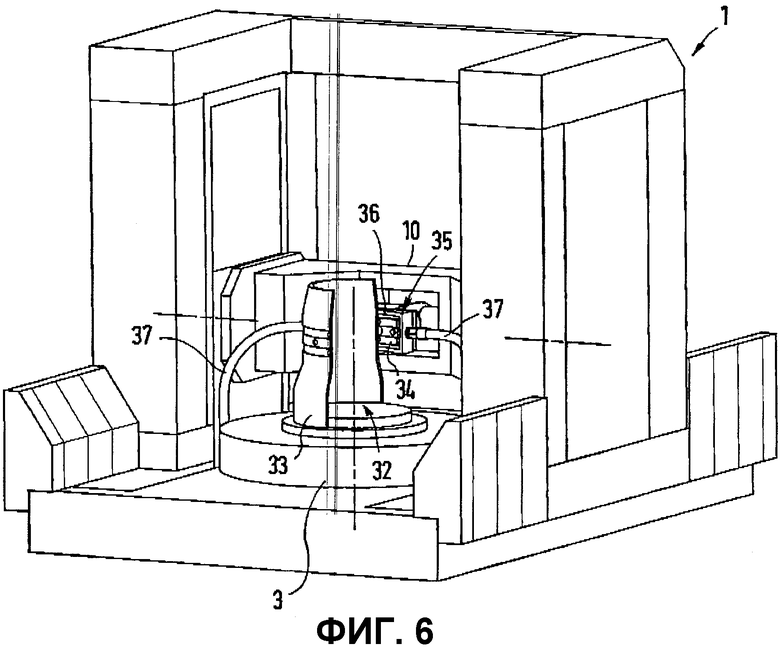
На фиг.6 показан модифицированный вариант исполнения предложенной ЕСМ-машины 1. В этом варианте на поворотном столе 3 на соответствующем, подробно не показанном зажимном устройстве 32 предусмотрена в качестве примера заготовка в виде осесимметричной детали корпуса 33. Чтобы иметь возможность обработки ее внешней оболочки, здесь поперечная балка 10 переведена в опущенное положение вдоль боковой вертикальной направляющей С и повернута вокруг горизонтальной оси вращения Е, так что в основном она находится в боковой позиции повернутой на 90° относительно детали корпуса 33.
Чтобы иметь возможность обработки внешней стороны, здесь предусмотрен только катод 34, который окружен уплотнительным кожухом 35. Этот уплотнительный кожух 35 прилегает плотно своей уплотнительной поверхностью 36 к внешней стенке корпуса, когда катод 34 находится в рабочем положении, так что образуется замкнутое пространство для электролита. В этом варианте, как уже было описано в предыдущем варианте исполнения, электролит подается непосредственно в рабочую зону катодов по трубопроводу 19, проложенному в поперечной балке 10. Для отвода в приведенном примере предусмотрено два отводящих трубопровода 37, которые соединяют с внутренним уплотнительным устройством 35 и которые отводят поступающий туда электролит и направляют его в узел, где осуществляется подготовка электролита и снабжение им. Также и эти отводящие трубопроводы 37 могут быть проложены на поперечной балке 10 в «спрятанном виде».
Закрепление детали корпуса 33 производится и здесь с помощью зажимного устройства 32, с помощью которого осуществляется и подвод электрического тока.
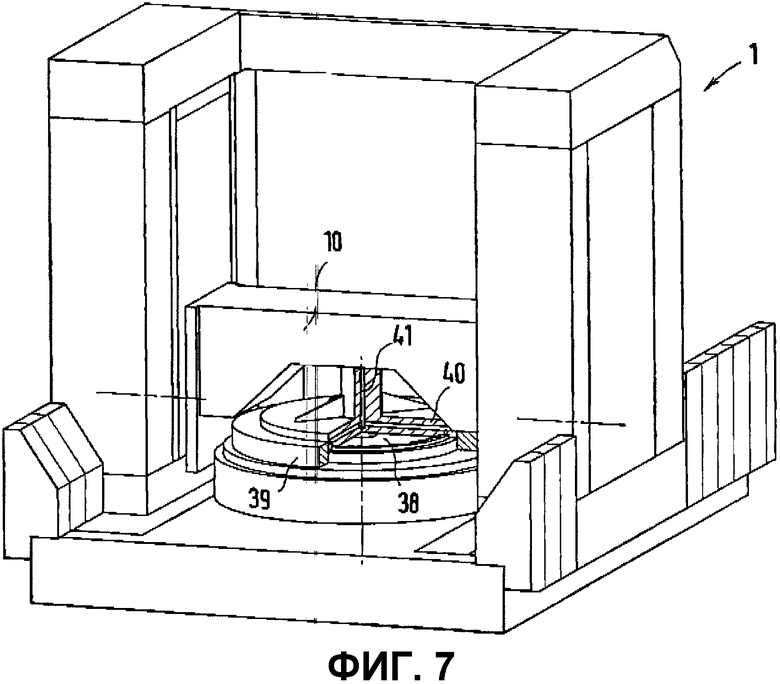
На фигуре 7 показана ЕСМ-машина 1, на которой закреплена заготовка в форме кольца 38. Здесь применяется зажимное устройство 39 с захватом за внешнюю сторону. И в данном случае катод 40 обеспечивается электролитом по подводящему электролит трубопроводу 41, который здесь продолжается, проходя через катод, и который проложен по поперечной балке. При обработке поперечная балка 10 перемещается к заготовке в вертикальном направлении вдоль оси С.
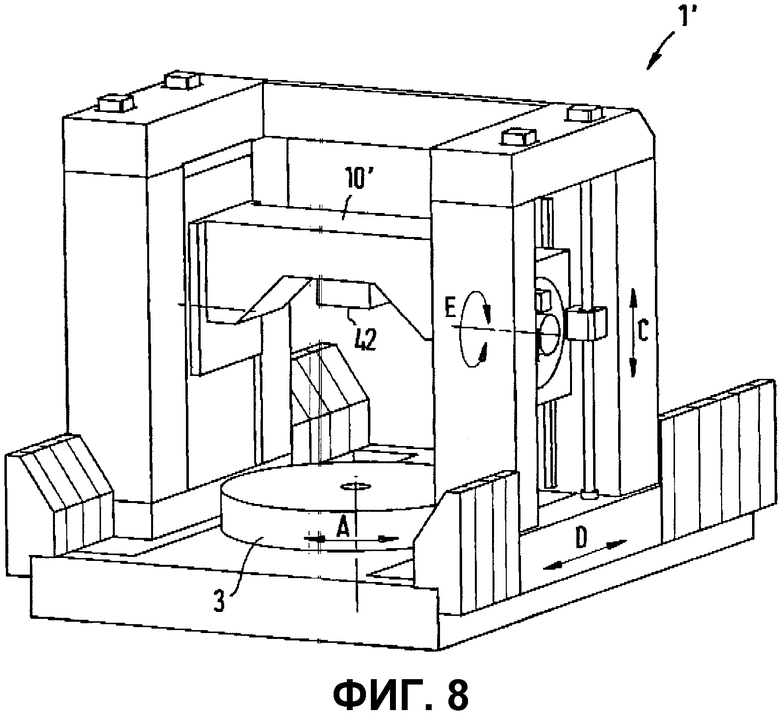
Наконец на фиг.8 показан другой вариант исполнения предложенной ЕСМ-машины 1'. В этом варианте реализованы возможности перемещения как в плане линейного движения, так и вращения по осям и направлениям соответственно А, С, D и Е, в качестве опции держатель заготовки может иметь возможность горизонтального вращения В на поворотном столе 3. Однако для катодов не предусмотрена линейная подвижность F и G. В этом варианте исполнения на поперечной балке 10' предусмотрено зажимное устройство 42 для не показанного в деталях катода, которое не имеет подвижности в горизонтальном направлении, а перемещается только вертикально по поперечной балке 10' и может поворачиваться в случае необходимости. Такое исполнение подходит для обработки деталей корпуса или колец, представленных на фигурах 6 и 7.
В заключение следует отметить, что на фигурах 1 и 8 облицовки, например внешние облицовки обоих участков портала 7а, 7b, показаны не полностью. Кожухи 43 горизонтальных направляющих 11, по которым перемещается портал 6, обозначены только примерным образом. Они выполнены телескопическими и закрывают всю область направляющих.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ В КРУПНОГАБАРИТНЫХ ДЕТАЛЯХ | 2014 |
|
RU2574161C2 |
| ВЕРТИКАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА | 1991 |
|
RU2050261C1 |
| СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ИЗ ВОЛОКНИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2715834C2 |
| Продольно-обрабатывающий станок | 1987 |
|
SU1511054A1 |
| Фрезерно-расточной станок модульного типа | 2022 |
|
RU2797896C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ УДЛИНЕННЫХ, РОТАЦИОННО НЕСИММЕТРИЧНЫХ ЗАГОТОВОК В ФОРМЕ ТУРБИННЫХ ЛОПАТОК | 2011 |
|
RU2562189C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАТРИЦЫ ДЛЯ ДИСКОВОГО НОСИТЕЛЯ ИНФОРМАЦИИ | 1993 |
|
RU2113020C1 |
| ОБРАБАТЫВАЮЩАЯ УСТАНОВКА ДЛЯ СТРУКТУРНЫХ КОМПОНЕНТОВ САМОЛЕТА | 2018 |
|
RU2768822C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2289504C1 |
Изобретение относится к машине для электрохимической обработки металлических заготовок путем анодного растворения заготовки с помощью электролита и прилагаемого постоянного электротока. Машина включает по меньшей мере один поворотный стол для закрепления заготовки или держателя заготовки, а также портал с поперечной балкой, на котором предусмотрено один или два катода, при этом по меньшей мере поворотный стол установлен с возможностью поворота вокруг вертикальной оси вращения, портал выполнен с возможностью линейного перемещения по горизонтальным направляющим относительно поворотного стола, поперечная балка имеет возможность перемещения по вертикальным направляющим портала и возможность поворота вокруг горизонтальной оси вращения, и один или оба катода могут быть закреплены каждый на своем или на общем зажимном устройстве на поперечной балке и/или имеют возможность линейного перемещения по меньшей мере по одной горизонтальной направляющей по поперечной балке. Предложенная машина позволяет вести гибкую обработку различных заготовок, имеющих различную геометрию, одновременно обеспечивая высокую точность обработки. 11 з.п. ф-лы, 8 ил.
1. Машина для электрохимической обработки металлических заготовок путем анодного растворения заготовки с помощью электролита и приложенного постоянного тока, включающая по меньшей мере один поворотный стол (3, 3') для закрепления заготовки (5, 33, 38) или держателя заготовки (4), а также портал (6) с поперечной балкой (10, 10'), на котором предусмотрено один или два катода (13, 14, 34, 40), при этом
по меньшей мере, поворотный стол (3, 3') установлен с возможностью поворота вокруг вертикальной оси вращения (А),
портал (6) выполнен с возможностью линейного перемещения (D) по горизонтальным направляющим (11) относительно поворотного стола,
поперечная балка (10, 10') имеет возможность перемещения (С) по вертикальным направляющим портала (6),
поперечная балка (10, 10') имеет возможность поворота вокруг горизонтальной оси вращения (Е), и
один или оба катода (13, 14, 34, 40) выполнены с возможностью закрепления каждого на своем или на общем зажимном устройстве (42, 45) на поперечной балке (10, 10') и/или с возможностью линейного перемещения по меньшей мере по одной горизонтальной направляющей (F,G) по поперечной балке (10).
2. Машина по п.1, отличающаяся тем, что предусмотрен держатель заготовки, разъемно закрепляемый на поворотном столе (3), включающий горизонтальную ось вращения (В), вокруг которой может поворачиваться заготовка (5).
3. Машина по п.2, отличающаяся тем, что заготовка (5) имеет возможность линейного перемещения вдоль горизонтальной оси вращения (В).
4. Машина по одному из пп.1-3, отличающаяся тем, что на станине машины (2) предусмотрены горизонтальные направляющие (11), по которым перемещается портал (6), на которой с возможностью поворота установлен также поворотный стол (3, 3').
5. Машина по одному из пп.1-4, отличающаяся тем, что вертикальные направляющие для поперечной балки (10, 10') реализованы с помощью двух боковых вертикальных колонн (8а, 8b), между которыми перемещаются несущие поперечную балку (10, 10') салазки (9).
6. Машина по п.5, отличающаяся тем, что поперечная балка (10, 10') установлена на салазках (9) в поворотных опорах (12), которые образуют горизонтальную ось вращения (Е).
7. Машина по одному из пп.1-6, отличающаяся тем, что через или вдоль поперечной балки (10, 10') проложены одна или несколько магистралей для подвода электролита (19, 22) и/или подачи электрического тока (24, 25) к катодам (13, 14) и/или одна или несколько магистралей, через которые осуществляется запуск и управление продольного привода катодов (13, 14, 34, 40), при необходимости перемещаемых по поперечной балке (10, 10').
8. Машина по одному из пп.1-7, отличающаяся тем, что предусмотрена замкнутая циркуляция электролита.
9. Машина по п.8, отличающаяся тем, что вилкообразный держатель заготовки (4), устанавливаемый на поворотном столе (3), имеет камеру для электролита (20), через которую пропускаются катоды, при этом электролит может отводиться через находящееся со стороны поворотного стола сливное отверстие (21).
10. Машина по п.8, отличающаяся тем, что предусмотрен окружающий катод (34) уплотнительный кожух (35), который во время обработки, герметизируя, прилегает к заготовке (33) и из которого может отводиться по меньшей мере по одному отводящему трубопроводу (37) слившийся туда электролит.
11. Машина по одному из пп.1-10, отличающаяся тем, что заготовка может механически закрепляться и к ней подводиться электрический ток с помощью гидравлически или пневматически регулируемого зажимного устройства (29, 32, 39).
12. Машина по п.11, отличающаяся тем, что зажимное устройство (29, 32, 39) предусмотрено на вилкообразном держателе (4) или непосредственно на поворотном столе (3, 3').
| УСТРОЙСТВО ОБЩЕЙ РЕГУЛИРОВКИ УСИЛЕНИЯ ДВУХКАНАЛЬНОГО ПРИЕМНОГО УСТРОЙСТВА | 0 |
|
SU292213A1 |
| US 5244548 А, 14.09.1993 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Станок для электрохимического снятия заусенцев | 1986 |
|
SU1351732A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

