Изобретение относится к способам гибки кольцевых деталей и в частности к способам восстановления формы зубьев грабель.
Известен способ гибки кольцевых деталей, имеющих сложную, расчетную форму периметра, заключающийся в гибке кольцевых деталей на трехвалковом устройстве (см. К.Энглиш. Поршневые кольца. Том I. Машгиз, Москва. 1962 г. С.501. Рис.417.)
Однако, т.к. гибка осуществляется в холодном состоянии, детали, изготовленные описанным способом, не обеспечивают требования достаточного ресурса.
По технической сущности и достигаемому результату наиболее близким техническим решением к предлагаемому является способ гибки (восстановления формы) зубьев поперечных граблей, описанный в сборнике статей III Международной научно-практической конференции «Технологическое обеспечение качества машин и приборов», Нестеров П.В. Теоретическое обоснование восстановления зубьев поперечных грабель, Пенза, - 2006.- С.56. - прототип. Способ заключается в совмещении операций непрерывно-последовательной термофиксации на профильной оправке (нагрев, фиксация формы на оправке и охлаждение) поверхностного пластического деформирования, закалки и отпуска каждого сечения восстанавливаемого грабельного зуба.
Недостатком этого способа являются его недостаточно широкие технологические возможности, в частности он не обеспечивает качественного восстановления формы грабельного зуба (минимальное отклонение формы от расчетной составляет 20 мм).
Технической задачей изобретения является расширение технологических возможностей известного способа, а именно более точная гибка периметра грабельных зубьев, отработавших ресурс.
Поставленная задача достигается тем, что способ восстановления формы зубьев поперечных грабель, включающий нагрев, поверхностное пластическое деформирование и охлаждение, в котором согласно изобретению производят изгиб зубьев роликами в направлении, обратном направлению нагружения при эксплуатации зуба, при этом нагрев, поверхностно-пластическое деформирование и изгиб зубьев осуществляют одновременно и непрерывно-последовательно по периметру восстанавливаемого зуба, а изгиб зубьев производят по направлению к центру построения заданной формы зуба на величину ΔR, которую рассчитывают в зависимости от радиуса кривизны зуба и угла расположения роликов в каждом нагреваемом между ними сечении зуба.
Отличие заявленного изобретения от прототипа заключается в том, что производят изгиб зубьев роликами в направлении, обратном направлению нагружения при эксплуатации зуба, при этом нагрев, поверхностно-пластическое деформирование и изгиб зубьев осуществляют одновременно и непрерывно-последовательно по периметру восстанавливаемого зуба, а изгиб зубьев производят по направлению к центру построения заданной формы зуба на величину ΔR, которую рассчитывают в зависимости от радиуса кривизны зуба и угла расположения роликов в каждом нагреваемом между ними сечении зуба.
Изобретение поясняется чертежами, где:
на фигуре 1 изображена форма нового зуба (спираль Архимеда) поперечных грабель ГП-14;
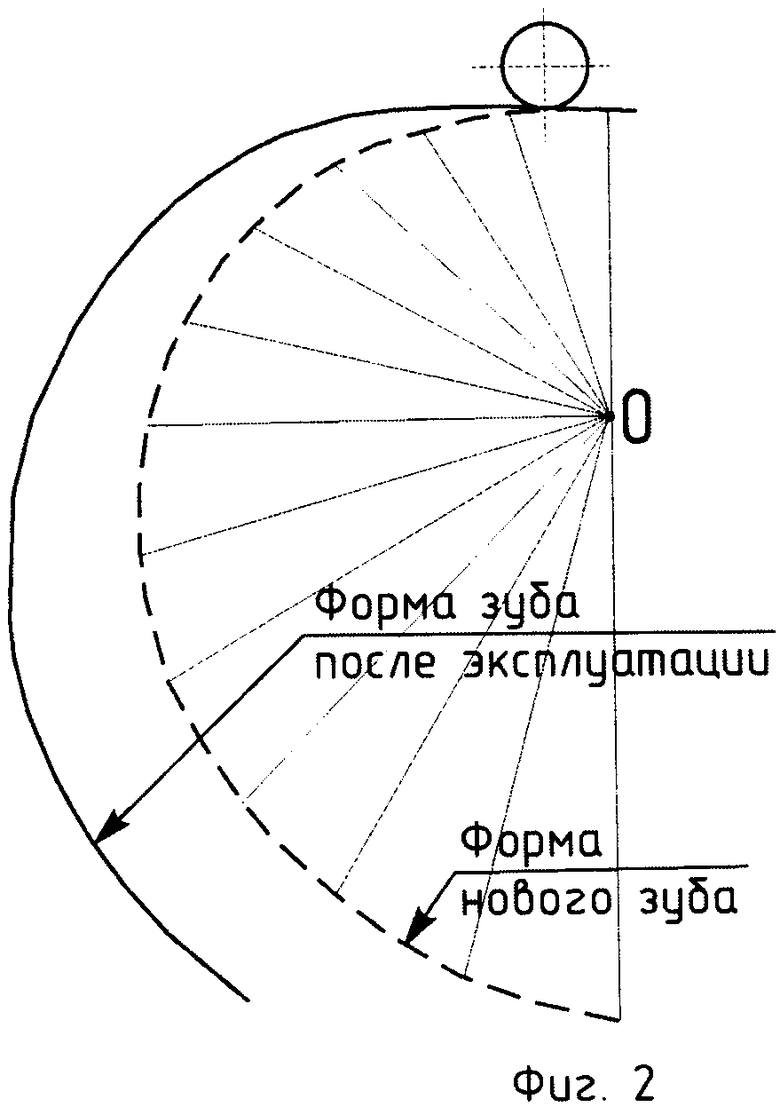
на фигуре 2 изображена форма зуба, отработавшего ресурс, в сравнении с формой нового зуба;
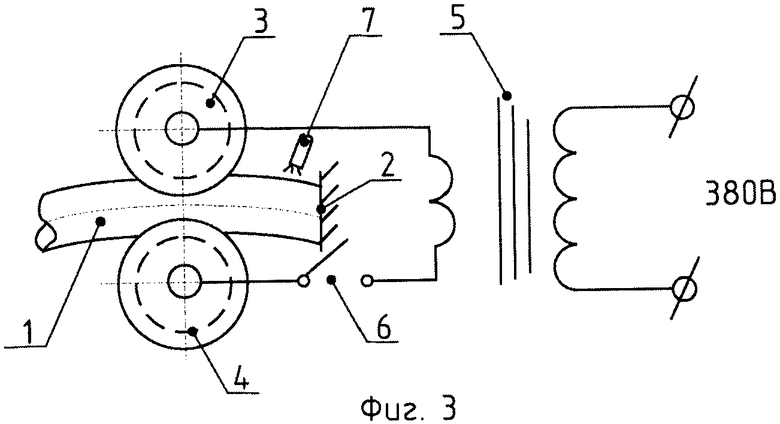
на фигуре 3 изображена схема осуществления способа для восстановления формы зуба, отработавшего ресурс (вид с боку);
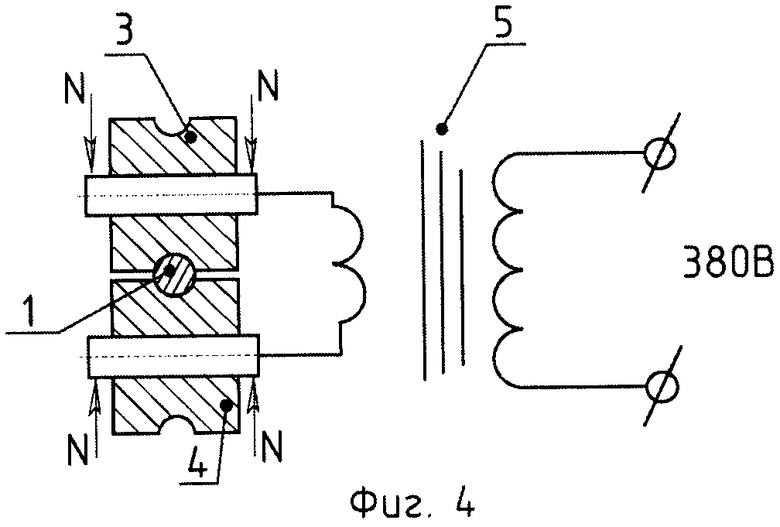
на фигуре 4 изображена схема осуществления способа для восстановления формы зуба в разрезе;
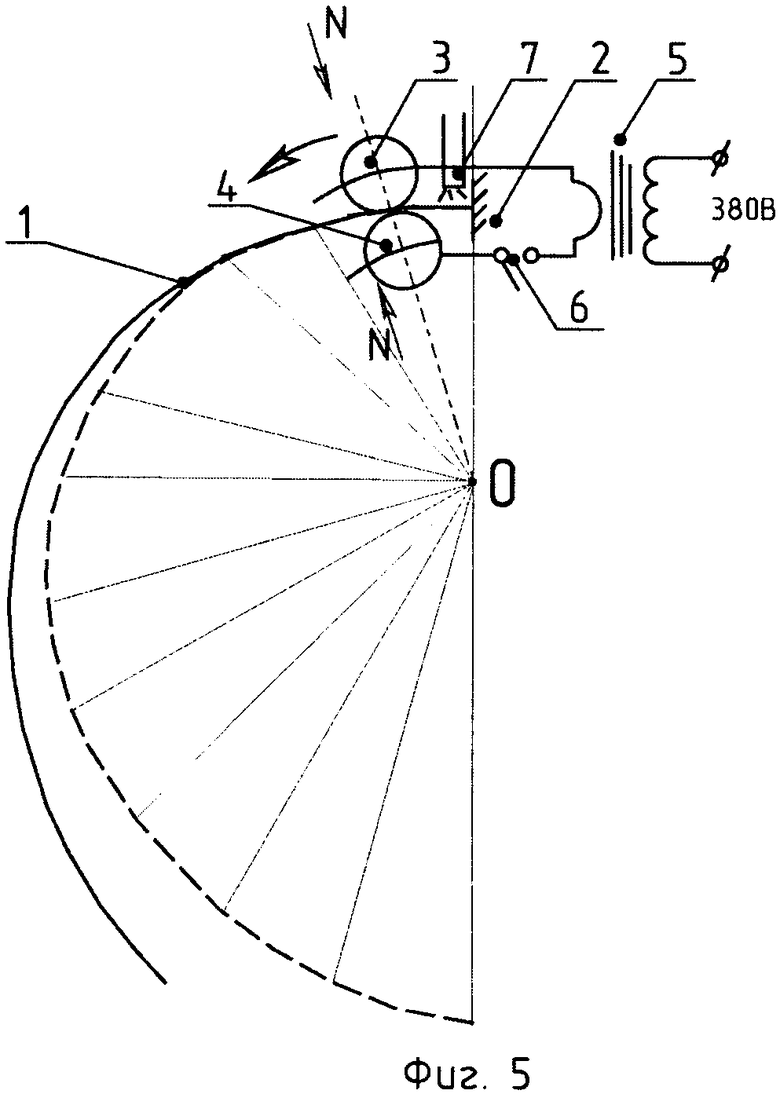
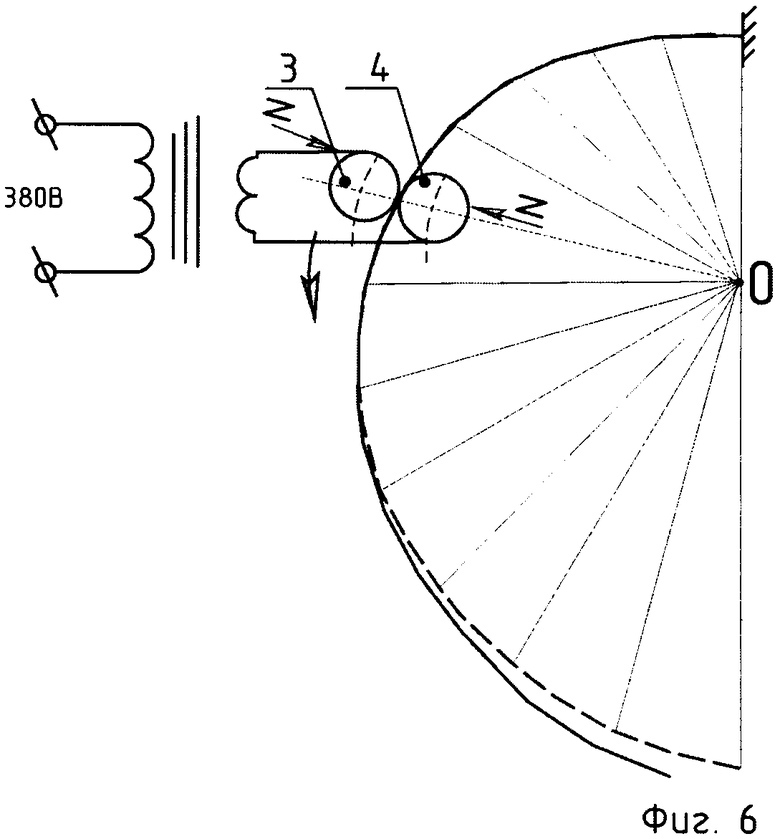
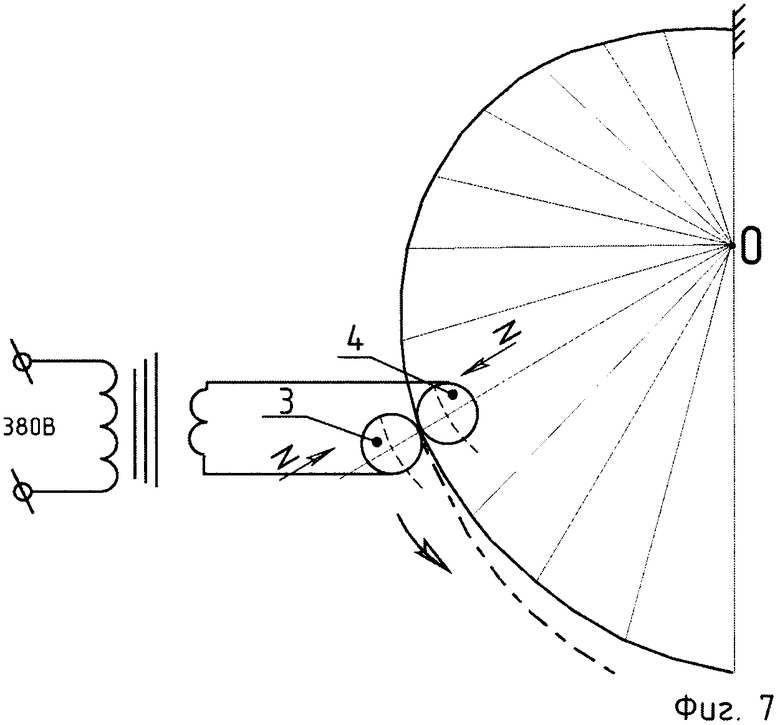
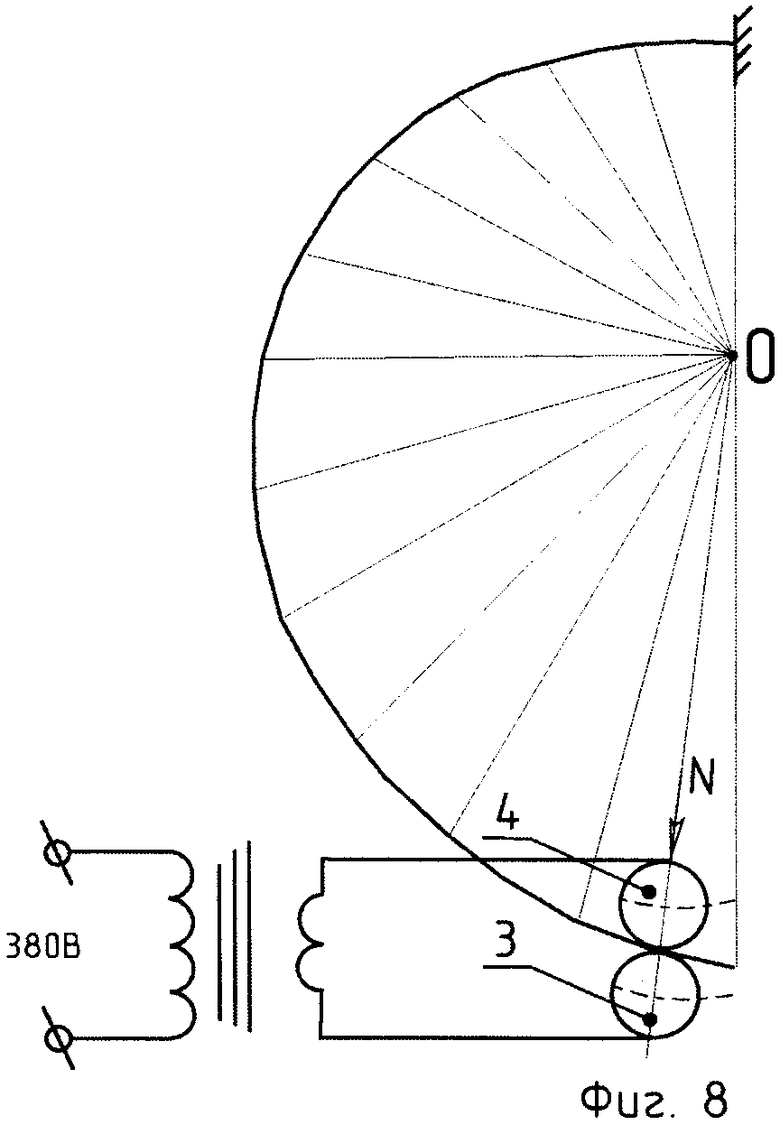
на фигуре 5, 6, 7, 8 изображены схемы восстановления формы зуба при перемещении роликов по его периметру;
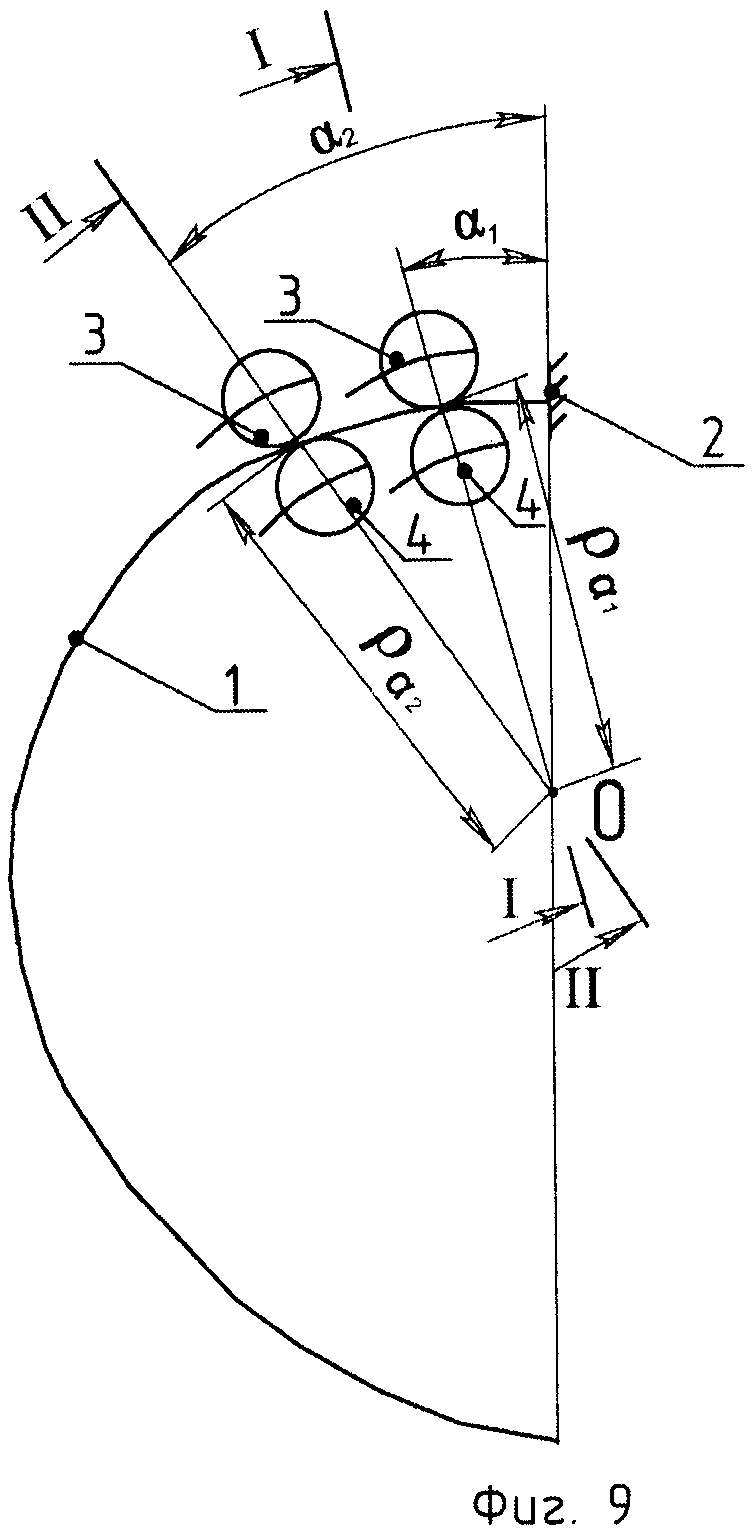
на фигуре 9 изображена схема для расчета ΔR - изгиба прутка восстанавливаемого зуба в каждом сечении, нагретом между роликами.
Предлагаемый способ осуществляют следующим образом.
Поперечные грабли применяются для сгребания скошенной травы.
Грабельный аппарат поперечных грабель состоит из стальных пружинных зубьев. Основным условием эффективной работы грабель является строго определенная форма периметра грабельных зубьев, обеспечивающая формирование валка путем свертывания слоя сена с весом 1 пог.м до 4 кг/м, а не путем сгруживания сена впереди грабельных зубьев, т.е. волочения сена по стерне. На практике форма новых зубьев грабель ГП-14 - это спираль Архимеда (см. В.А.Ильин, А.В.Куркина. Высшая математика. Изд-во «Проспект»: М., 2002, с.100; И.А.Долгов, И.М.Зельцерман. Машины и орудия для механизации сеноуборочных работ. М.: Изд-во Машгиз, - 1963, с.137). При работе грабельный зуб разгибается в сторону приложенного при эксплуатации нагружения. Форма зубьев, отработавших ресурс, искажается, эффективность работы поперечных грабель значительно снижается. Форма восстановленного зуба должна совпадать с формой нового зуба. Форма нового зуба имеет вид - фиг.1. Форма зуба, отработавшего ресурс и подлежащего восстановлению, показана на фиг.2.
Зуб 1, отработавший ресурс, верхним концом закрепляют в неподвижный зажим 2, с противоположных сторон, к неподвижному зажатому концу зуба, подводят два обжимающих ролика 3 и 4 (фиг.4) и прижимают к поверхности зуба усилием N. Для нагрева поверхности контакта роликов 3 и 4 с зубом 1 служат трансформатор 5 и магнитный пускатель 6. Токоподводы трансформатора 5 закреплены на обжимающих роликах 3 и 4. Охлаждающая жидкость подводится в зону нагрева по трубке 7.
При восстановлении зуб 1 верхним концом закрепляют в зажим 2. К поверхности зуба 1 подходят ролики 3, 4 и прижимают усилием N (фиг.5).
Одновременно:
- придается вращение роликам 3, 4, они обкатывают восстанавливаемый зуб 1, перемещаясь от неподвижно зажатого верхнего конца к находящемуся в свободном состоянии нижнему концу зуба (фиг.5, 6, 7, 8);
- включают магнитный пускатель 6, между роликом 3, зубом 1 и роликом 4 пропускается электрический ток с параметрами U=5 В, I=7000 А;
- пруток зуба в каждом сечении, подвергается нагреву, поверхностному пластическому деформированию и изгибу за счет перемещения роликов 3, 4 на величину ΔR по направлению к центру построения 0, заданной формы зуба.
Причем величину гибки ΔR роликами 3, 4 осуществляют непрерывно-последовательно в каждом разогреваемом между ними сечении (фиг.9) и рассчитывают по формуле:

где: ρα1 - радиус кривизны периметра зуба в сечении I-I (м);
ρα2- радиус кривизны периметра зуба в сечении II-II (м);
α1 - угол расположения роликов в сечении I-I (град);
α2 - угол расположения роликов в сечении II-II (град);
а - коэффициент >1.
Восстанавливаемый грабельный зуб 1 последовательно в каждом своем сечении подвергается одновременному нагреву, изгибу и поверхностному пластическому деформированию между роликами 3, 4, причем изгиб каждого нагреваемого сечения осуществляют на величину ΔR в направлении, обратном направлению нагружения при эксплуатации, и охлаждению жидкостью, которая поступает по трубке 7.
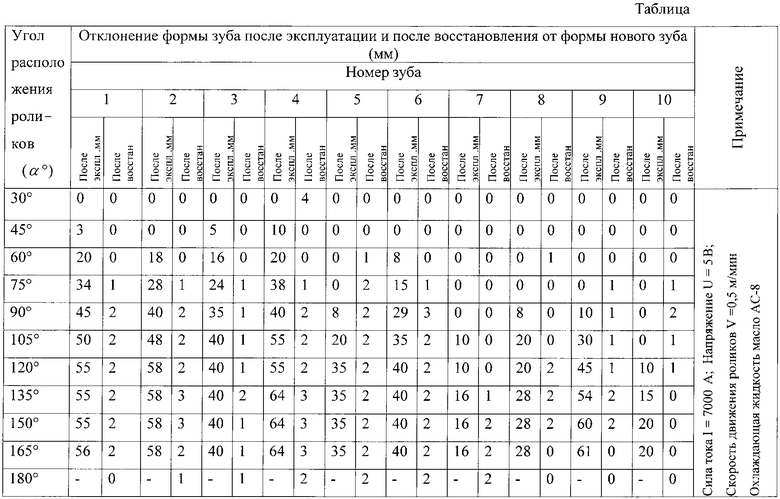
Исходные данные и результаты восстановления формы выбракованных после эксплуатации зубьев поперечных грабель ГП-14 приведены в таблице.
Из таблицы следует, что после эксплуатации зубья грабель имеют отклонение от формы нового зуба от 20 до 64 мм, а после обработки предлагаемым способом отклонение составляет 0-3 мм.
Предлагаемый способ имеет более широкие технические возможности и позволяет более точно восстанавливать форму зубьев грабель.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ УПРУГОСТИ ТОРСИОННЫХ ВАЛОВ | 2000 |
|
RU2161276C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ | 1997 |
|
RU2131800C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| МЕХАНИЧЕСКАЯ РЕШЕТКА ГРАБЕЛЬНОГО ТИПА | 2004 |
|
RU2307696C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ Абрамова В.А. | 2014 |
|
RU2568626C1 |
| ВОЛНОВАЯ ПЕРЕДАЧА С ДВУМЯ ДЕФОРМИРУЕМЫМИ ЗУБЧАТЫМИ ИЛИ ФРИКЦИОННЫМИ КОЛЕСАМИ АБРАМОВА В.А. | 2015 |
|
RU2597055C1 |
| СПОСОБ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖА ДЛЯ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2002 |
|
RU2235188C2 |
| Турбохолодильник,газодинамическая лепестковая опора турбохолодильника,способ изготовления лепестковых элементов опоры (его варианты) и устройство для изготовления этих элементов | 1982 |
|
SU1089367A1 |
Изобретение относится к машиностроению и может быть использовано для гибки кольцевых деталей со сложной формой периметра, в частности для восстановления формы зубьев грабель. Способ включает нагрев, поверхностное пластическое деформирование и охлаждение. При этом производят изгиб зубьев роликами в направлении, обратном направлению нагружения при эксплуатации зуба. Нагрев, поверхностно-пластическое деформирование и изгиб зубьев осуществляют одновременно и непрерывно-последовательно по периметру восстанавливаемого зуба, а изгиб зубьев производят по направлению к центру построения заданной формы зуба на величину ΔR, которую рассчитывают в зависимости от радиуса кривизны зуба и угла расположения роликов в каждом нагреваемом между ними сечении зуба. Расширяются технологические возможности, осуществляется более точная гибка периметра отработавших ресурс грабельных зубьев. 1 табл., 9 ил.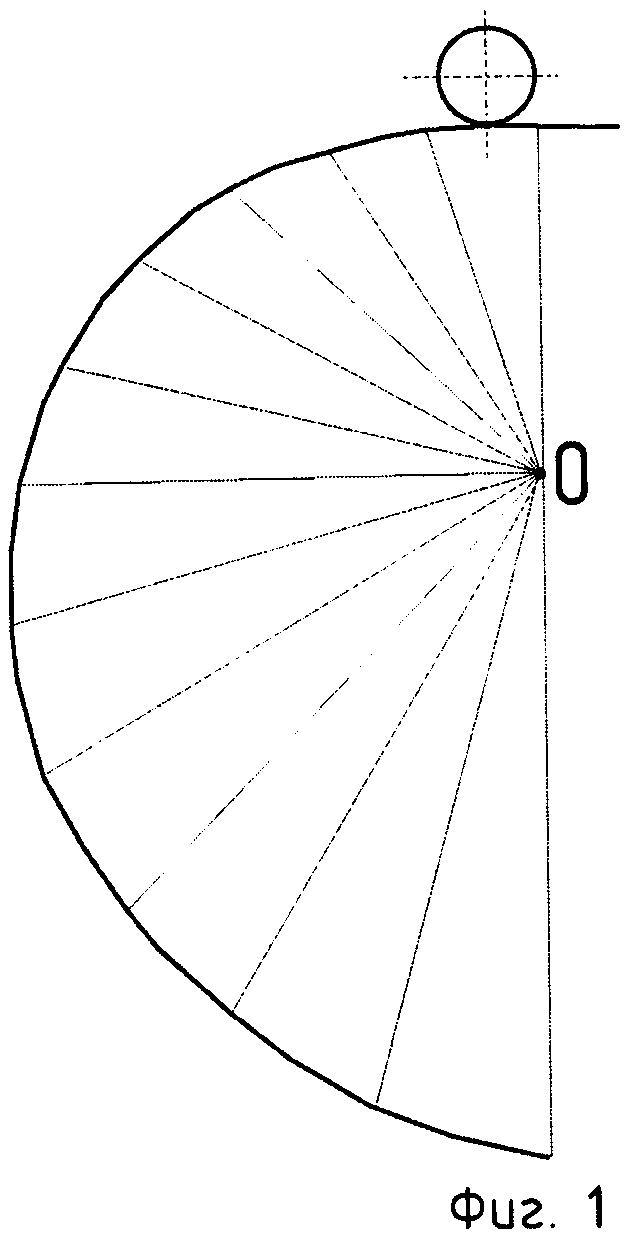
Способ восстановления формы зубьев поперечных грабель, включающий нагрев, поверхностное пластическое деформирование и охлаждение, отличающийся тем, что производят изгиб зубьев роликами в направлении, обратном направлению нагружения при эксплуатации зуба, при этом нагрев, поверхностно-пластическое деформирование и изгиб зубьев осуществляют одновременно и непрерывно-последовательно по периметру восстанавливаемого зуба, а изгиб зубьев производят по направлению к центру построения заданной формы зуба на величину ΔR, которую рассчитывают в зависимости от радиуса кривизны зуба и угла расположения роликов в каждом нагреваемом между ними сечении зуба.
| НЕСТЕРОВ П.В | |||
| Теоретическое обоснование восстановления зубьев поперечных грабель | |||
| III Международная научно-практическая конференция | |||
| Технологическое обеспечение качества машин и приборов | |||
| Сборник статей | |||
| - Пенза, 2006, с.56 | |||
| Способ изготовления грабельного зуба и подобных деталей в автоматическом цикле | 1953 |
|
SU102457A1 |
| Поперечные грабли | 1982 |
|
SU1202517A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ С ЗУБЬЯМИ | 2006 |
|
RU2312747C1 |
| US 2968974 А, 24.01.1961. | |||

