Изобретение относится к обработке металлов давлением и, в частности, к способам термомеханической обработки валов.
Известны способы поверхностной обработки валов, заключающиеся в нагреве вала и накатке его поверхности роликом (см. Пшибыльский "Технология поверхностной пластической обработки", 1998, Москва). Однако эти способы не обеспечивают восстановления упругости торсионных валов.
По технической сущности и достигаемому результату наиболее близким техническим решением к предлагаемому является способ электромеханической обработки валов, описанный в книге Аскинази Б.М. "Упрочнение и восстановление деталей электромеханической обработкой". Ленинград, "Машиностроение", 1977, на странице 80.
Способ заключается в обкатке поверхности вала роликом с одновременным нагревом места контакта ролика и вала электрическим током и охлаждением.
Недостатком этого способа являются его недостаточные технологические возможности, в частности он не обеспечивает восстановления параметров торсионных валов.
Технической задачей изобретения является расширение технологических возможностей известного способа, а именно восстановление упругих свойств торсионных валов.
Поставленная задача достигается тем, что нагрев, кручение и поверхностное пластическое деформирование осуществляют непрерывно-последовательно по длине торсионного вала, причем кручение каждого нагреваемого сечения осуществляют на угол ϕ
где x - расстояние от конца торсионного вала до нагреваемого сечения (без шлицевой части вала), м;
L - длина торсионного вала (без шлицевой части вала), м;
ϕ°- предельный угол скручивания торсионного вала, отработавшего ресурс, град.
Изобретение поясняется чертежами, где на фиг.1 изображен торсионный вал, отработавший ресурс, имеющий остаточную деформацию угол ϕ°.
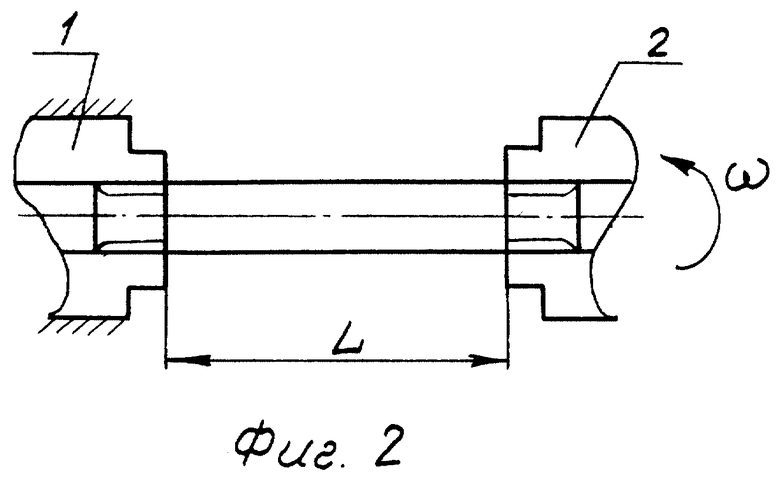
На фиг.2 изображена схема закрепления торсионного вала в неподвижном 1 и подвижном 2 зажимах.
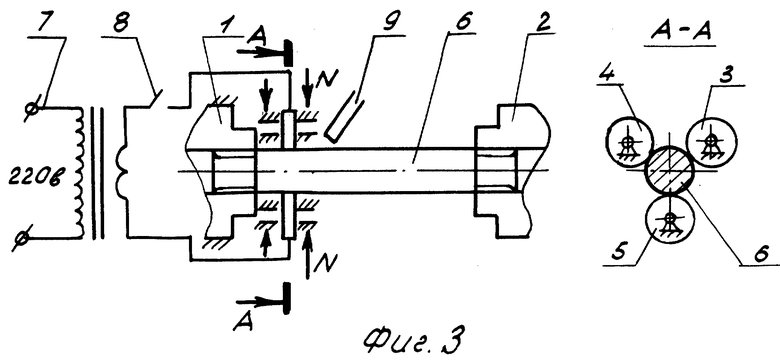
На фиг.3 изображена схема установки для восстановления торсионных валов.
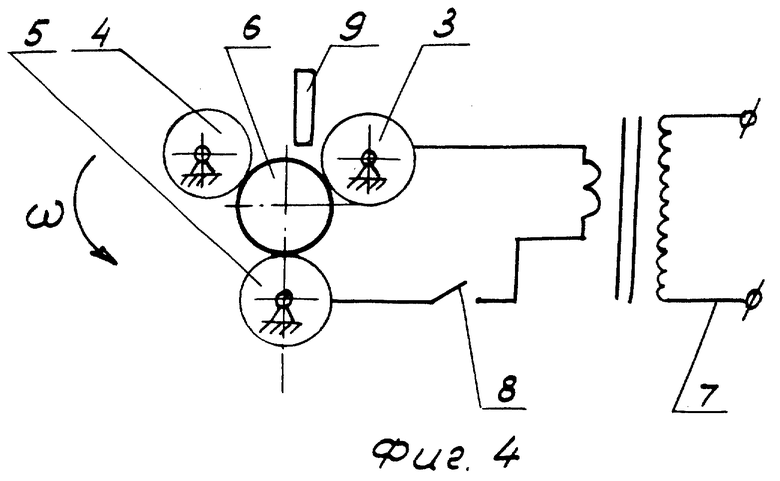
На фиг.4 изображена электрическая схема для нагрева торсионного вала.
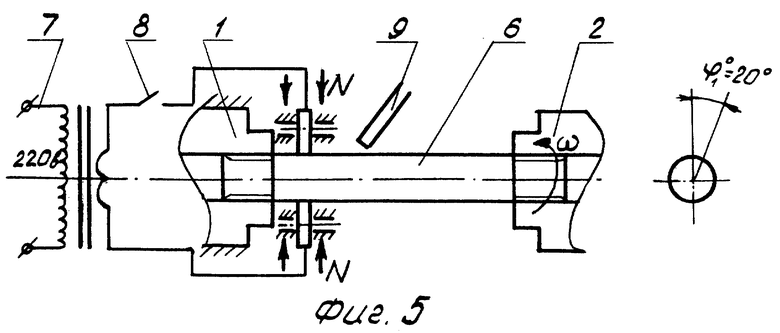
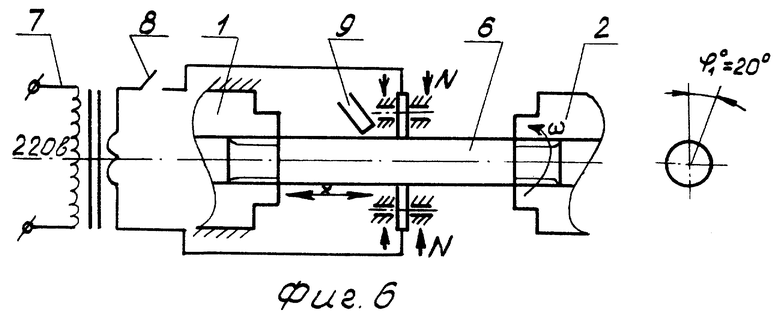
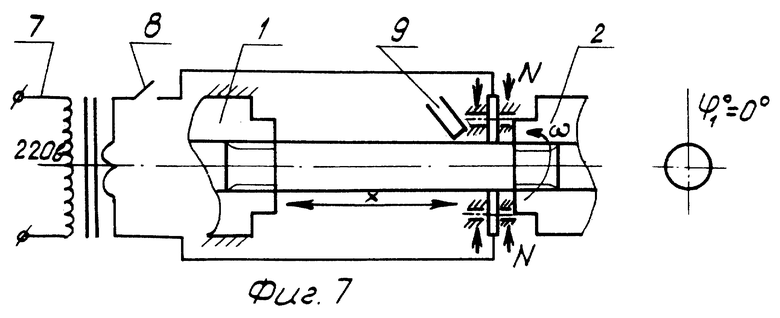
На фиг. 5, 6, 7 изображены схемы восстановления торсионного вала при перемещении обкаточных роликов по длине торсионного вала.
Способ осуществляется следующим образом. Торсионный вал после эксплуатации скручивается по сравнению с новым на угол ϕ
При восстановлении торсионный вал шлицевыми концами закрепляют в зажимах 1 и 2. К валу подводят ролики 3, 4, 5 и прижимают усилием N (фиг. 5).
Одновременно:
- придается вращение роликам 3, 4, 5, они обкатывают восстанавливаемый вал 6, перемещаясь от неподвижно зажатого конца к подвижному (фиг. 5, 6, 7);
- включается магнитный пускатель 8, между роликом 3, валом 6 и роликом 5 пропускается электрический ток с параметрами U=10 В, J=5000 A;
- зажим 2 с закрепленным в нем концом торсионного вала постепенно, по мере продвижения обкаточных роликов 3, 4, 5, поворачивается в сторону, обратную нагружению при эксплуатации на угол ϕ
Причем величина угла поворота ϕ ,
,
где x - расстояние от конца торсионного вала до положения обкаточных роликов (без шлицевой части), м;
L - длина торсионного вала (без шлицевой части вала), м;
ϕ°- предельный угол скручивания торсионного вала, отработавшего ресурс, град.
Восстанавливаемый торсионный вал 6 последовательно в каждом своем сечении подвергается одновременному поверхностному пластическому обжатию роликами 3, 4, 5, нагреву между роликами 3 и 5, обратной деформации (кручения) на угол ϕ
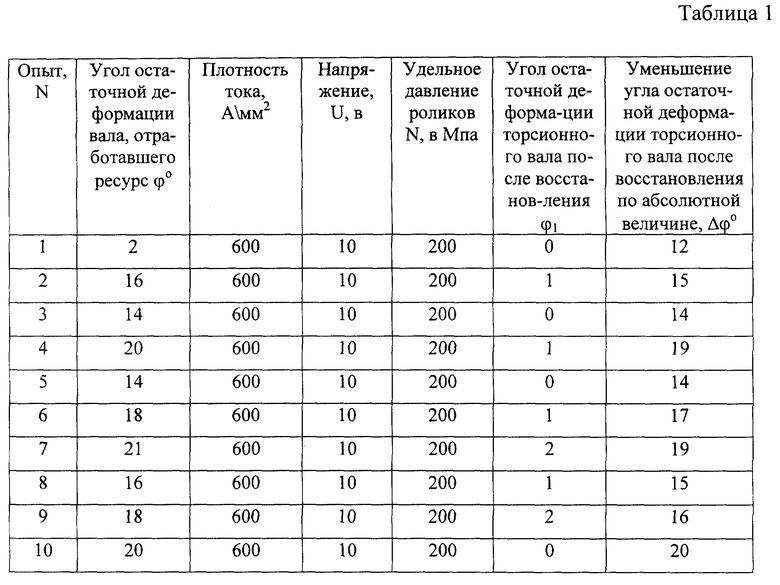
Исходные данные и результаты восстановления упругости выбракованных после эксплуатации торсионных валов заднего моста сельскохозяйственного трактора Т-70 приведены в таблице.
Из таблицы следует, что до восстановления торсионные валы имеют угол остаточной деформации ϕ° от 12o до 21o, а после обработки предлагаемым способом угол остаточной деформации составляет 0-2o.
Предлагаемый способ имеет более широкие технологические возможности и позволяет восстанавливать упругость торсионных валов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ФОРМЫ ЗУБЬЕВ ГРАБЕЛЬ | 2008 |
|
RU2375163C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГАЗОВОЙ КОПТИЛЬНОЙ СРЕДЫ | 2011 |
|
RU2464791C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
| УСТАНОВКА ДЛЯ ИСПЫТАНИЙ ЦИЛИНДРИЧЕСКИХ ОБРАЗЦОВ НА КРУЧЕНИЕ | 2008 |
|
RU2379649C2 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СПОСОБ ЗАДАНИЯ ДЕФОРМАЦИОННЫХ СВОЙСТВ В ОБРАЗЦАХ ИЗ СПЛАВА НИКЕЛИДА ТИТАНА ТН-1 | 2021 |
|
RU2792037C1 |
Изобретение относится к обработке металлов давлением и, в частности, к способам термомеханической обработки валов. Технической задачей изобретения является расширение технологических возможностей известного способа, а именно восстановление упругих свойств торсионных валов. Способ восстановления упругости торсионных валов включает нагрев, поверхностное пластическое деформирование и охлаждение. Причем нагрев, кручение и поверхностное пластическое деформирование осуществляют непрерывно-последовательно по длине торсионного вала. Кручение каждого нагреваемого сечения осуществляют на угол ϕ
где х - расстояние от конца торсионного вала до нагреваемого сечения (без шлицевой части вала), м; L - длина торсионного вала (без шлицевой части вала), м; ϕ0 - предельный угол скручивания торсионного вала, отработавшего ресурс, град. 1 табл., 7 ил.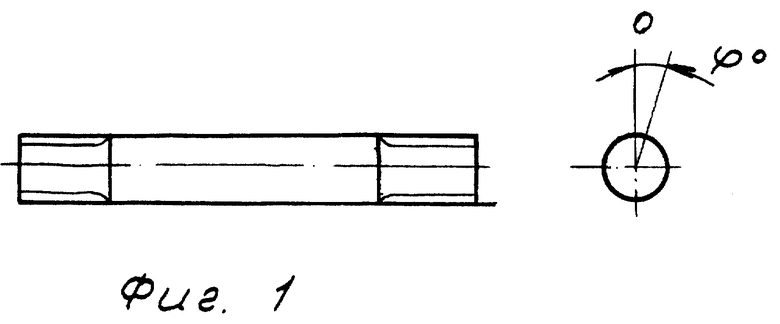
Способ восстановления упругости торсионных валов, включающий нагрев, поверхностное пластическое деформирование, охлаждение, отличающийся тем, что нагрев, кручение и поверхностное пластическое деформирование осуществляют непрерывно-последовательно по длине торсионного вала, причем кручение каждого нагреваемого сечения осуществляют на угол ϕ
где x - расстояние от конца торсионного вала до нагреваемого сечения (без шлицевой части), м;
L - длина торсионного вала (без шлицевой части вала), м;
ϕ0 - предельный угол скручивания торсионного вала, отработавшего ресурс, град.
| АСКИНАЗИ Б.М | |||
| Упрочнение и восстановление деталей электромеханической обработкой | |||
| - Л.: МАШИНОСТРОЕНИЕ, 1977, стр.80 | |||
| СПОСОБ ЗАНЕВОЛИВАНИЯ ТОРСИОННОГО ВАЛА | 1990 |
|
RU2039310C1 |
| Способ изготовления пластинчатогоТОРСиОНА ВиНТООбРАзНОй фОРМы | 1979 |
|
SU853235A1 |
| УСАДОЧНЫЙ РОЛИКОВЫЙ Ti^AHCnOPTEP | 0 |
|
SU351723A1 |
| Способ тепловакуумных испытаний космического аппарата | 2019 |
|
RU2711407C1 |
| US 5810338, 22.09.1998 | |||
| US 5520376, 28.05.1996. | |||
