Область техники
Изобретение относится к пайке, в частности к нанесению покрытий и восстановлению дефектных участков на поверхностях металлических конструкций, подверженных воздействию окислительного газа высокого давления и температуры.
Предшествующий уровень техники
Известно техническое решение, защищенное авторским свидетельством СССР №1225727, МКИ В23К 1/00, 1986 г., в котором предложен способ запаивания изношенных поверхностей, изготовленных из цветных металлов. Этот способ предусматривает очистку поверхностей дефекта от загрязнений, предварительный нагрев указанных поверхностей, облуживание дефектного участка и расплавление припоя в присутствии флюса пламенем газовой горелки с последующим охлаждением (аналог предлагаемого изобретения).
Этот способ применим для восстановления деталей монолитной конструкции. Для двухслойных паяных конструкций применение пламя газовой горелки может привести к расплавлению паяного соединения в районе дефектного участка и к повреждению всей конструкции.
В авторском изобретении СССР №1268331, МКИ В23К 1/20, 1986 г. предложен способ запаивания дефектных участков на поверхности металлических емкостей, включающий зачистку поверхности дефектного участка от загрязнений, закрепление на ней металлической сетки, втирание в ячейки сетки флюса, нагрев этого участка пламенем газовой горелки до температуры пайки и подачей медносеребряного припоя в виде проволоки в зону заплавления. В качестве припоя используется проволока из РСр40. В результате получается напаянный слой высокой прочности, что обеспечивает требуемую герметичность дефектного участка.
Применение припоя ПСр40 обеспечивает работоспособность конструкции в окислительной среде высокой температуры и давления.
Однако этот способ запаивания дефектных участков многослойных паяных конструкций не применим, т.к. в процессе запаивания тонкостенного участка этой конструкции может произойти прожог этого участка, что приведет к выходу всей детали в брак. Кроме того, наличие металлической сетки на поверхности дефектного участка может привести к возгоранию этой поверхности в потоке окислительного газа высокой температуры и давления
Раскрытие изобретения
Задачей предлагаемого изобретения является создание такой технологии восстановления дефекта в двухслойной паяной конструкции, при которой не происходило бы прожога дефектного участка, при которой наплавляемый слой обладал хорошими прочностными свойствами и не возгорался в окислительной среде высокой температуры и давления.
Эта задача решена за счет того, что в способе запаивания тонкостенного дефектного участка многослойной паяной металлической конструкции, включающем его зачистку, предварительный нагрев и выполнение на границе дефектного участка валика методом аргонодуговой наплавки проволоки припоя с получением утолщенного участка, после охлаждения и зачистки полученного валика осуществляют формирование напаянного слоя отдельными валиками посредством воздействия на проволоку припоя дуги аргонодуговой горелки, причем каждый последующий валик создают за счет расплавления предыдущего валика и ввода в его расплав проволоки припоя до полного запаивания всей поверхности дефектного участка, а в качестве материала проволоки припоя используют сплав, по физико-химическим свойствам близкий к соответствующим свойствам металла конструкции дефектного участка и имеющий температуру плавления ниже температуры плавления припоя паяной конструкции
Другими отличиями предлагаемого способа являются те, что:
- при запаивании медно-стальной паяной конструкции, работающей в окислительном газе высокой температуры и давления, с дефектным участком в зоне медного сплава после зачистки его подвергают предварительному подогреву до температуры 200±10°С, причем запаивают сначала на 3/4 объема припоем ПСр37,5, обладающим прочностью, близкой к прочности медного сплава, а затем припоем ПСр72, препятствующим процессу испарения с поверхности дефектного участка цинка и марганца при эксплуатации в окислительном газе высокой температуры и давления.
- время воздействия дуги аргонодуговой горелки при напайке каждого валика составляет ~5-7 сек.
- используют припой в виде проволоки, покрытой слоем флюса.
Технический результат от применения предлагаемого изобретения состоит в полном восстановлении бракованной многослойной паяной конструкции.
Пример реализации изобретения
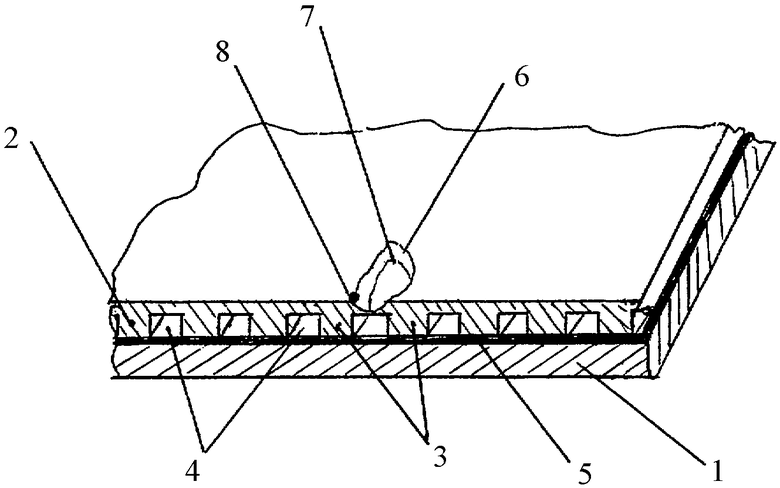
Суть изобретения поясняется чертежом, на которой изображен фрагмент двухслойной паяной медно-стальной конструкции.
Фрагмент двухслойной паяной конструкции включает стальную оболочку 1, тонкостенную оболочку 2, выполненную из сплава Брх-08, имеющую ребра 3, образующие каналы охлаждения 4. Соединение силовой оболочки 1 с ребрами 3 тонкостенной оболочки 2 осуществлено посредством пайки (паяный шов 5). На внешней поверхности тонкостенной оболочки показан дефектный участок 6 в форме углубления 7 и отдельный первоначальный валик 8, наплавленный на утолщенную поверхность тонкостенной оболочки 2.
Напайка медно-серебряного сплава на поверхность углубления 7 производится следующим образом.
Дефектный участок тонкостенной оболочки 2 зачищают от загрязнений и подвергают местному предварительному подогреву до температуры 150-200°С. Этот подогрев проводят с целью улучшения процесса расплавления припоя при воздействии дуги аргонодуговой горелки. Далее запаивание дефектного участка 6 осуществляют отдельными валиками, образуемые за счет воздействия дуги аргонодуговой горелки. При этом чтобы не прожечь поврежденный участок первоначальный валик 8 выполняют методом наплавки за счет наплавления дугой аргонодуговой сварки утолщенного участка поверхности тонкостенной оболочки 2 на границе дефектного участка и ввода в его наплав проволоки припоя. После этого включают электропитание аргонодуговой горелки, указанный валик подвергают охлаждению, а затем производят его зачистку от образовавшихся окислов. Остальные валики на поверхности дефектного участка 6 выполняют методом напайки за счет расплавления дугой аргонодуговой горелки первого валика и ввода в его расплав проволочного припоя. После этого второй валик охлаждают, зачищают и производят наплавку остальных валиков до полного запаивания всей поверхности дефектного участка. Воздействие электродуги горелки аргонодуговой сварки в течение короткого времени ~5-7 сек не успевает прогреть паяное соединение до расплавления.
Процесс запаивания дефектного участка 6 отдельными валиками осуществляли в два слоя с использованием медносеребряных припоев разного состава и обладающие разной температурой плавления. При этом при запаивании первого слоя (объемом 3/4) использовался припой ПСр37,5°С. Второй слой запаивался припоем ПСр72.
Это сделано для того, чтобы исключить прожог тонкой оболочки дефектного участка при напайке первого слоя.
Оба припоя ПСр37,5 и ПСр72 обладают хорошими прочностными свойствами и не возгораются в окислительной среде высокой температуры и давления.
Промышленная применяемость
Заявленное изобретение найдет применение при ремонте дефектных участков ответственных агрегатов энергетических установок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| СПОСОБ НАПЛАВКИ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ НА ПОДЛОЖКУ ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2003 |
|
RU2252117C2 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| ПРИПОЙ НА ОСНОВЕ МЕДИ | 2004 |
|
RU2279957C1 |
| Способ пайки трубной решетки с трубками | 1988 |
|
SU1574412A2 |
| Припой для пайки меди и ее сплавов | 1990 |
|
SU1706816A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ ремонта металлических трубопроводов в полевых условиях и установка для его осуществления | 2020 |
|
RU2734312C1 |
Изобретение может быть использовано при ремонте дефектных участков в паяных конструкциях, преимущественно предназначенных для работы в окислительном газе высокой температуры и давления. После зачистки и предварительного нагрева на границе дефектного участка выполняют валик методом аргонодуговой наплавки проволоки припоя с получением утолщенного участка. После охлаждения и зачистки полученного валика осуществляют формирование напаянного слоя отдельными валиками посредством воздействия на проволоку припоя дуги аргонодуговой горелки. Каждый последующий валик создают за счет расплавления предыдущего валика и ввода в его расплав проволоки припоя до полного запаивания всей поверхности дефектного участка. В качестве материала проволоки припоя используют сплав, по физико-химическим свойствам близкий к соответствующим свойствам металла конструкции с дефектным участком и имеющий температуру плавления ниже температуры плавления припоя паяной конструкции. Способ обеспечивает надежное восстановление паяной металлической конструкции и возможность использования ее в энергетической установке. 3 з.п. ф-лы, 1 ил.
1. Способ запаивания тонкостенного дефектного участка многослойной паяной металлической конструкции, при котором проводят его зачистку, предварительный нагрев и выполнение на границе дефектного участка валика методом аргонодуговой наплавки проволоки припоя с получением утолщенного участка, после охлаждения и зачистки полученного валика осуществляют формирование напаянного слоя отдельными валиками посредством воздействия на проволоку припоя дуги аргонодуговой горелки, причем каждый последующий валик создают за счет расплавления предыдущего валика и ввода в его расплав проволоки припоя, до полного запаивания всей поверхности дефектного участка, а в качестве материала проволоки припоя используют сплав, по физико-химическим свойствам близкий к соответствующим свойствам металла конструкции с дефектным участком и имеющий температуру плавления ниже температуры плавления припоя паяной конструкции.
2. Способ по п.1, отличающийся тем, что при запаивании медно-стальной паяной конструкции, работающей в окислительном газе высокой температуры и давления с дефектным участком в зоне медного сплава после зачистки его подвергают предварительному подогреву до температуры 200±10°С, причем запаивают сначала на 3/4 объема припоем, ПСр37,5 и обладающим прочностью, близкой к прочности медного сплава, а затем - припоем ПСр72, препятствующим процессу испарения с поверхности дефектного участка цинка и марганца при эксплуатации в окислительном газе высокой температуры и давления.
3. Способ по п.1, отличающийся тем, что время воздействия дуги аргонодуговой горелки при напайке каждого валика составляет ~5-7 с.
4. Способ по пп.1-3, отличающийся тем, что используют проволоку припоя, покрытую слоем флюса.
| Способ запаивания негерметичностей в металлических емкостях | 1984 |
|
SU1268331A1 |
| Способ напайки сплава на изделие | 1984 |
|
SU1225727A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1998 |
|
RU2138382C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ЛИТЬЯ | 2001 |
|
RU2194603C1 |

