Изобретение относится к области обработки металлов давлением, а именно резки труб в штампах.
Известен штамп для резки трубчатых заготовок, содержащий верхнюю и нижнюю плиты, подвижный нож, расположенный в ползушке, смонтированный с возможностью вертикального перемещения от ползуна пресса в корпусе, установленном на нижней плите, неподвижный нож, размещенный в корпусе, а также оправки (см. авт. свидетельство СССР №562391, МПК B23D 23/00, 1976).
Недостатком известного штампа является низкая стойкость ножей, что снижает эффективность работы штампа и его долговечность.
Задача изобретения - повышение стойкости ножей и долговечности работы штампа.
Это достигается тем, что в штампе для резки трубчатых заготовок, содержащем верхнюю и нижнюю плиты, подвижный нож, расположенный в ползушке, смонтированной с возможностью вертикального перемещения от ползуна пресса в корпусе, установленном на нижней плите, неподвижный нож, размещенный в корпусе, а также оправки, в отличие от прототипа подвижный и неподвижный ножи расположены в гнездах, выполненных соответственно в ползушке и корпусе, и установлены с возможностью поворота в них по мере износа.
Отличительный признак «подвижный и неподвижный ножи расположены в гнездах, выполненных соответственно в ползушке и корпусе, и установлены с возможностью поворота в них по мере износа» является существенным и необходимым для выполнения поставленной задачи - повышения стойкости ножей и долговечности работы штампа.
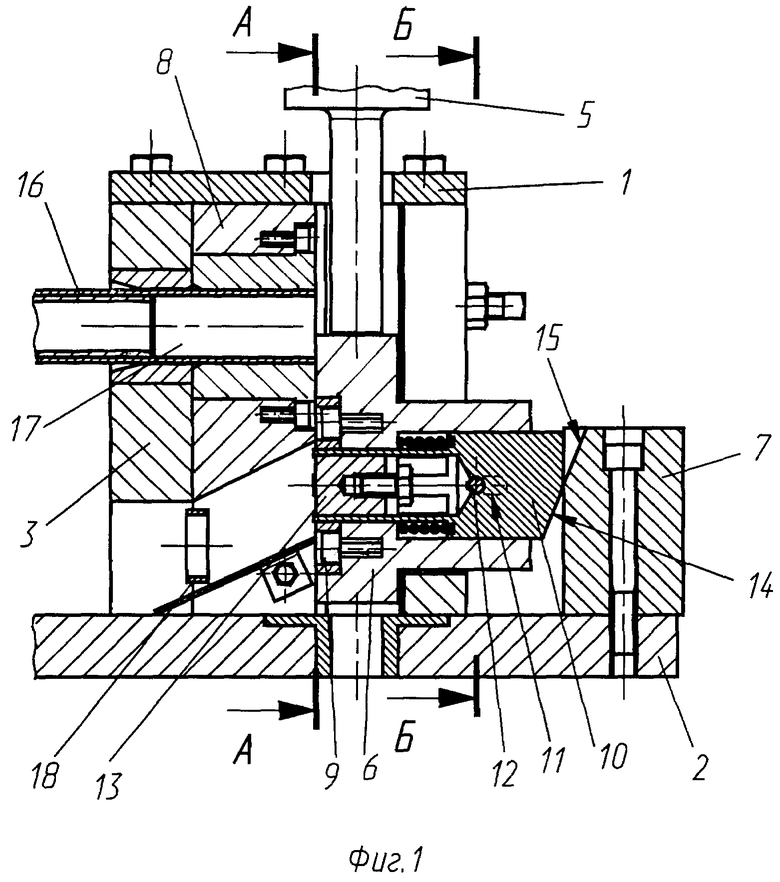
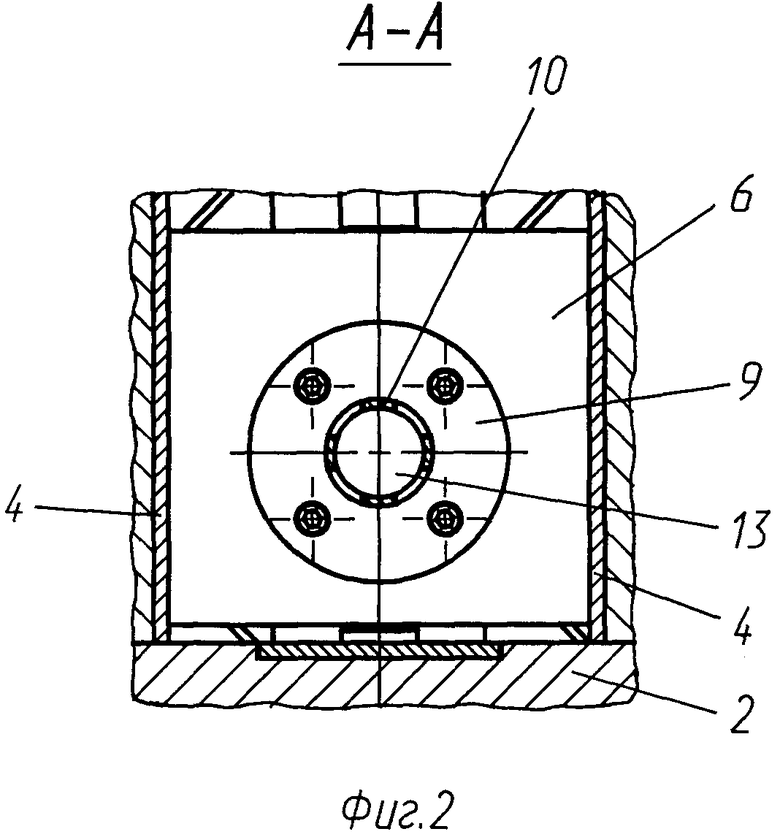
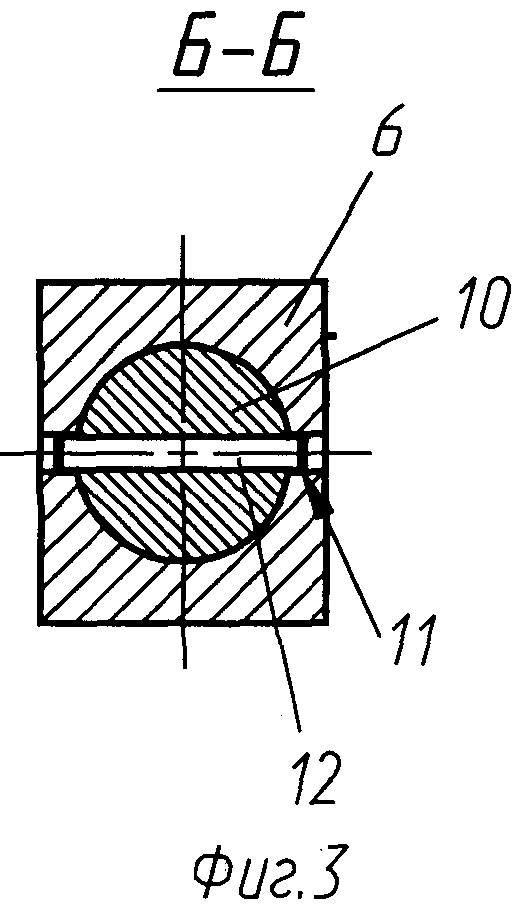
На фиг.1 изображен предлагаемый штамп, разрез; на фиг.2 - разрез по А-А на фиг.1; на фиг.3 - разрез по Б-Б на фиг.1.
Штамп содержит верхнюю плиту 1 и нижнюю плиту 2. На нижней плите 2 расположены корпус 3, в котором перемещается по направляющим 4 от ползуна 5 пресса ползушка 6, и копир 7.
В гнезде корпуса 3 расположен неподвижный нож 8.
В гнезде ползушки 6 закреплен подвижный нож 9, и расположен с возможностью перемещения выталкиватель 10, ориентированный по направляющему пазу 11 ползушки 6 посредством штифта 12.
В полости выталкивателя 10 с одного торца помещена оправка 13, на которую подается отделяемый участок трубы, а другой торец выталкивателя 10 выполнен со скосом 14, взаимодействующим со скосом 15 копира 7.
Для повышения стойкости штампа по мере износа режущих кромок подвижного 9 и неподвижного 8 ножей предусмотрена возможность поворота ножей в своих гнездах, выполненных соответственно в ползушке 6 и корпусе 3.
Штамп работает следующим образом.
В трубу 16 вставляют оправку 17, устанавливают в отверстие неподвижного ножа 8 и затем перемещают в штампе на оправку 13 подвижного ножа 9 до упора в торец выталкивателя 10.
При ходе от ползуна 5 пресса ползушки 6 вниз подвижный нож 9 опускается и отрезает часть трубы (кольцо) 18.
При дальнейшем ходе ползушки 6 выталкиватель 10 своим скосом 14 находит на скос 15 копира 7 и отрезанная часть трубы 18 удаляется из полости подвижного ножа 9.
При обратном ходе ползушки 6 подвижный 9 и неподвижный 8 ножи совмещаются и штамп готов для нового рабочего цикла.
При износе режущих кромок подвижного 9 и неподвижного 8 ножей их раскрепляют и поворачивают в гнездах ползушки 6 и корпуса 3 и снова закрепляют.
Поворот ножей по мере износа участка режущих кромок (определяется появлением заусенца на отрезанной детали) производится на угол, обусловленный количеством винтов (4 винта - поворот на 90°, 6 винтов - на 60°, 8 винтов - на 45°). Количество винтов обусловлено исходя из диаметральных размеров ножей.
При работе штампа без периодического поворота ножей до образования недопустимого чертежом заусенца на отрезанной детали, на нижнем участке режущей кромки каждого ножа происходит повышенный износ до половины окружности рабочего отверстия ножа и в этом случае поворот ножа возможен только на 180°, и стойкость ножей повысится только в 2 раза.
Изношенные ножи снимают с штампа, рабочие поверхности ножей затачивают и устанавливают в свои гнезда, предварительно установив в них компенсирующие прокладки.
Штамп готов для нового рабочего цикла работы.
Предлагаемая конструкция позволяет повысить стойкость ножей и долговечность работы штампа.
Изобретение промышленно применимо. Подтверждением является факт изготовления мерных заготовок (колец) ⌀ 35×2,5 мм; h=10 мм из трубы на штампе резки на ФГУП «Производственное объединение «Завод им. Серго».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Устройство для резки трубчатых заготовок | 1976 |
|
SU562391A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| Штамп для резки проката | 1981 |
|
SU1159730A2 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки прутка | 1981 |
|
SU1006104A1 |
| Устройство для резки трубчатых заготовок | 1980 |
|
SU919811A2 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
Изобретение относится к области обработки металлов давлением, в частности к устройствам для резки труб в штампах. Устройство содержит верхнюю и нижнюю плиты, подвижный нож, расположенный в ползушке, смонтированной с возможностью вертикального перемещения от ползуна пресса в корпусе, установленном на нижней плите, неподвижный нож, размещенный в корпусе, и оправки. Подвижный и неподвижный ножи расположены в гнездах, выполненных соответственно в ползушке и в корпусе, и установлены с возможностью поворота в них по мере износа. Повышается стойкость штампа и долговечность ножей. 3 ил.
Штамп для резки трубчатых заготовок, содержащий верхнюю и нижнюю плиты, подвижный нож, расположенный в ползушке, смонтированной с возможностью вертикального перемещения от ползуна пресса в корпусе, установленном на нижней плите, неподвижный нож, размещенный в корпусе, и оправки, отличающийся тем, что подвижный и неподвижный ножи расположены в гнездах, выполненных, соответственно, в ползушке и в корпусе, и установлены с возможностью поворота в них по мере износа.
| Устройство для резки трубчатых заготовок | 1976 |
|
SU562391A1 |
| Штамп для резки пруткового материала | 1978 |
|
SU727342A2 |
| Штамп для резки труб | 1990 |
|
SU1799697A1 |
| Устройство для резки проката | 1984 |
|
SU1202757A2 |
| Штамп для резки пруткового материала | 1984 |
|
SU1294503A1 |
| RU 94037434 A1, 10.06.1996. | |||

