Настоящее изобретение относится к способу согласно ограничительной части п.1 формулы изобретения, а также к устройству согласно ограничительной части п.12 формулы изобретения.
Осевое профилирование тонкостенного цилиндрического полого изделия может осуществляться, например, с помощью способа холодного накатывания. Так, например, известны способы, при которых профилирующие ролики в качестве инструментов оказывают ударное воздействие в радиальном направлении на обрабатываемое изделие на круговой направляющей и, благодаря смещению обрабатываемого изделия в осевом направлении относительно профилирующих роликов, получается желаемое профилирование на внутренней и наружной сторонах при применении снабженного зубьями насадного инструмента. Все же вследствие круговой направляющей профилирующих роликов при внедрении в обрабатываемое изделие получаются продольные контуры в форме дуги окружности, которые в зависимости от величины диаметра направляющей имеют больший или меньший радиус, но имеются в наличии всегда.
Недостаток этого способа холодного накатывания с помощью профилирующих роликов состоит в том, что зубья на цилиндрической заготовке, имеющей уступ, не могут выполняться с плотным подведением к этому уступу. Из-за круговой направляющей профилирующих роликов между концом профильных элементов и уступом остается определенный участок на обрабатываемом изделии, который нельзя обработать.
Задача настоящего изобретения состоит в том, чтобы предложить способ и устройство, которые позволяют точное профилирование тонкостенных цилиндрических полых изделий с определенной геометрией профиля, также вплотную к области уступа.
Эта задача согласно изобретению решается с помощью способа с признаками п.1 формулы изобретения. Предпочтительные варианты выполнения получаются из признаков зависимых пп.2-11 формулы изобретения.
Предпочтительным образом соответствующий изобретению способ профилирования цилиндрических тонкостенных полых изделий осуществляется с помощью холодной обработки давлением с проходящими, по существу, параллельно продольной оси полого изделия профильными элементами, причем в радиальном относительно продольной оси полого изделия направлении на полое изделие воздействует, осуществляя ударное пробивание, по меньшей мере, один профилирующий инструмент, причем профилирующий инструмент соответственно оказывает осциллирующее воздействие на поверхность полого изделия, по существу, в перпендикулярном направлении. Далее профилирующий инструмент перемещается в осевом направлении относительно полого изделия при остающейся одинаковой глубине подачи в радиальном направлении, пока не будет достигнута желательная длина профильных элементов.
Таким образом, можно за один рабочий ход полностью изготовить профиль во всей его длине, причем вся работа обработки давлением подразделяется на большое число отдельных этапов. Благодаря этому можно выдерживать относительно небольшие усилия обработки давлением каждого отдельного этапа обработки. Это приводит к высокой точности изготовленного профиля как внутреннего, так и наружного профиля, а также к исключительному выполнению формы профиля. В частности, с помощью способа согласно изобретению получаются относительно малые радиусы профиля, что значительно увеличивает контактирующую часть боковых поверхностей по сравнению с идентичными размерами профиля. Далее, при этом профилирующий инструмент благодаря направленному, по существу, перпендикулярно поверхности полого изделия осциллирующему движению может располагаться плотно у любого уступа полого изделия и, таким образом, может выполняться профилирование вплотную к этому уступу. Это значит, что профилирующий инструмент практически не выполняет никакого движения в осевом направлении и, таким образом, не требуется никакого свободного пространства для движения в осевом направлении в области обработки полого изделия.
Например, перед осевым перемещением профилирующий инструмент подается в радиальном направлении относительно продольной оси вплоть до заданной глубины подачи. Благодаря тому, что профилирующий инструмент или профилирующие инструменты перед непосредственным процессом обработки расположен радиально в несколько удаленной от полого изделия позиции, полое изделие может располагаться с достаточно свободным пространством в обрабатывающем устройстве или соединяться с приспособлением для крепления изделия.
Предпочтительно, по меньшей мере, один раз осуществляется смена направления осевого перемещения между профилирующим инструментом и полым изделием, предпочтительно после достижения желательной длины профиля, обратно к первоначальному относительному исходному положению между профилирующим инструментом и полым изделием. Тем самым можно выполнять очень высокие требования относительно точности и свойств поверхности профилирования. Возможным является даже многократное возвратно-поступательное перемещение полого изделия относительно профилирующего инструмента, чтобы достичь желательного качества поверхности.
Например, каждый раз после завершения процесса осевого относительного перемещения или движения профилирующий инструмент выходит из профиля полого изделия. Таким образом, можно готовое сформированное полое изделие удалить из обрабатывающего устройства и вставить новую заготовку. С помощью способа согласно изобретению выгодным образом можно осуществить определенное профилирование как, например, выполнение зубчатого венца с определенным шагом зацепления.
Например, осциллирующее возвратно-поступательное перемещение профилирующего инструмента выбрано больше, чем максимальная глубина погружения профилирующего инструмента в полое изделие в радиальном направлении. При этом полое изделие ритмически, синхронно с осциллирующим возвратно-поступательным перемещением, вращается вокруг своей оси, предпочтительно на интервал, равный шагу изготовляемого профилирования.
Профилирующий инструмент может с успехом работать с более 1000 ударов в минуту, предпочтительно с более 1500 ударов в минуту. Таким образом, можно достичь очень высокого выхода продукции, что является большим преимуществом именно для массового производства в автомобильной промышленности.
Далее, в качестве примера, полое изделие для обработки насаживается на профилированную оправку, которая установлена напротив профилирующего инструмента с возможностью перемещения вдоль продольной оси. Тем самым можно быстро и особенно точно изготавливать как наружный, так и внутренний профиль полого изделия соответственно предписанию в отношении формирования.
Например, профилирование оправки доходит от ее свободного конца до выступающего в радиальном направлении наружу уступа и насаживается полое изделие, которое выполнено в виде стакана и также имеет уступ или край. Такие полые изделия находят применение, например, в конструировании передач как, например, для передачи вращения и вращательного момента в автоматических передачах. При этом часто профили должны быть выполнены или изготовлены в виде прецизионного внутреннего и наружного зубчатых венцов вплоть до края полого изделия.
Например, профилирующий инструмент для первой стадии способа устанавливается в области уступа оправки или в области края полого изделия радиально направлению воздействия, а во второй стадии способа оправка сдвигается в осевом направлении от профилирующего инструмента. При этом можно перемещать в машине либо профилирующий инструмент, либо, предпочтительно, полое изделие, чтобы произвести осевое относительное движение между полым изделием и профилирующим инструментом. Это движение выполняется предпочтительно на такой длине, пока профилирующий инструмент больше не будет в состоянии воздействовать на полое изделие. Это движение называется протягивающим движением, так как профилирующий инструмент практически после начального процесса вплоть до основания профиля перемещается с протягиванием относительно полого изделия и тем самым получается вся длина профилирования.
Например, профилирующий инструмент сначала подается в радиальном направлении в области свободного конца полого изделия или оправки, а затем оправка или полое изделие перемещается в осевом направлении относительно профилирующего инструмента к уступу или краю предпочтительно до тех пор, пока профилирующий инструмент не установится вплотную у уступа оправки или края полого изделия в состоянии оказать воздействие. Также и в этом случае, само собой разумеется, можно осуществить относительное движение между профилирующим инструментом и полым изделием в машине путем осевого перемещения полого изделия. Это движение называют долбежным движением, так как профилирующий инструмент первично формирует профиль в направлении к краю полого изделия и окончательно изготавливает. При этом инструмент может, например, подаваться вне свободного конца на заданную глубину подачи и лишь после этого устанавливаться на полое изделие для оказания воздействия.
Например, используются, соответственно, по меньшей мере, два расположенных напротив друг друга в радиальном направлении профилирующих инструмента, которые предпочтительно приводятся в действие синхронно по отношению к их радиальной подаче и их осциллирующему движению. Таким образом, можно обеспечить оптимальное распределение и воздействие сил.
Например, профилирующий инструмент подается радиально относительно обрабатываемого изделия непрерывно или прерывистыми, регулируемыми шаговыми перемещениями, пока не будет достигнута окончательная глубина профиля полого изделия.
Далее задача согласно изобретению решается с помощью устройства с признаками п.12 формулы изобретения. Другие предпочтительные варианты выполнения устройства вытекают из признаков зависимых п.п.13-15 формулы изобретения.
Согласно изобретению устройство для осуществления способа согласно изобретению содержит, по меньшей мере, одно приспособление для крепления профилирующего инструмента, имеющее кинематическую связь с эксцентриковым приводом, оправку, выполненную с возможностью перемещения вдоль своей продольной оси относительно приспособления для крепления инструмента, или приспособление для крепления полого изделия, привод для вращения оправки или приспособления для крепления полого изделия вокруг их оси и, по меньшей мере, один выполненный в виде пуансона профилирующий инструмент. При этом пуансон имеет рабочий профиль, который соответствует производимой форме профиля наружной стороны полого изделия, причем ось рабочего профиля или рабочая поверхность направлена под острым углом относительно продольной оси, за исключением области, которая в радиальном направлении имеет кратчайшее расстояние от поверхности полого изделия, которое в качестве калибрирующей зоны направлено параллельно продольной оси. Таким образом, калибрирующая зона каждый раз сначала входит в поверхность полого изделия, так как эта зона находится ближе всего к поверхности полого изделия в направлении обработки пуансоном. После проникания калибрирующей зоны при протягивающей обработке полого изделия может, в частности, остальная часть рабочей поверхности пуансона проникнуть в поверхность и выполнить первую предварительную деформацию полого изделия. Во второй рабочей стадии способа, когда пуансон при постоянной радиальной подаче перемещается в осевом направлении относительно полого изделия, калибрирующей зоне затем нужно лишь еще провести окончательное формирование профиля.
Например, длина пуансона или длина рабочего профиля больше чем длина изготовляемого профиля в полом изделии. Таким образом, например, при протягивающей обработке полого изделия уже на всей длине профиля профиль предварительно формируется при радиальной подаче.
Например, длина зоны калибрования составляет лишь незначительную часть общей длины пуансона или длины рабочего профиля. Эта калибрирующая зона в конечном итоге является определяющей для формирования и точности профилирования, так как в конце радиальной подачи лишь эта калибрирующая зона еще находится в контакте с полым изделием. Предпочтительно пуансон должен быть изготовлен из высокопрочного материала и должен иметь соответствующую обработку поверхности, чтобы иметь как можно больший срок службы и таким образом обеспечить высокую точность производимого профилирования также в течение длительного промежутка времени изготовления.
Например, устройство имеет, по меньшей мере, два профилирующих инструмента, расположенных друг против друга относительно продольной оси полого изделия. Таким образом, обеспечиваются оптимальные передача и распределение усилий на полое изделие, а также могут оптимально восприниматься и распределяться усилия в самом устройстве. Возможны, конечно, также другие конструкции, предпочтительно соответственно симметричные размещения профилирующих инструментов.
Пример выполнения настоящего изобретения поясняется далее еще более подробно на основе фигур.
Фиг.1 - принципиальная конструкция обычного устройства ударного накатывания с профилирующими роликами, вращающимися по круговой траектории, схематически;
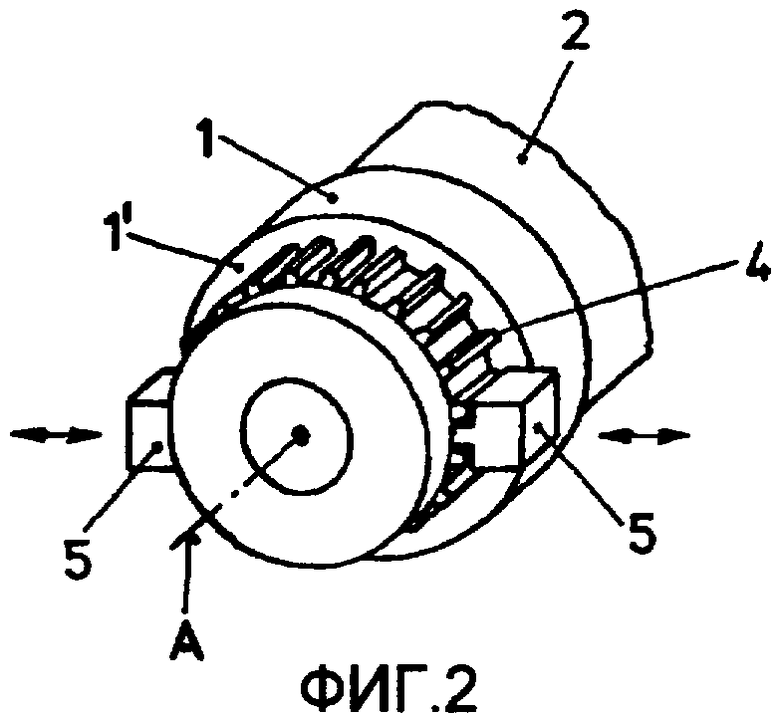
Фиг.2 - принципиальная конструкция устройства согласно изобретению для осуществления способа согласно изобретению, схематически;
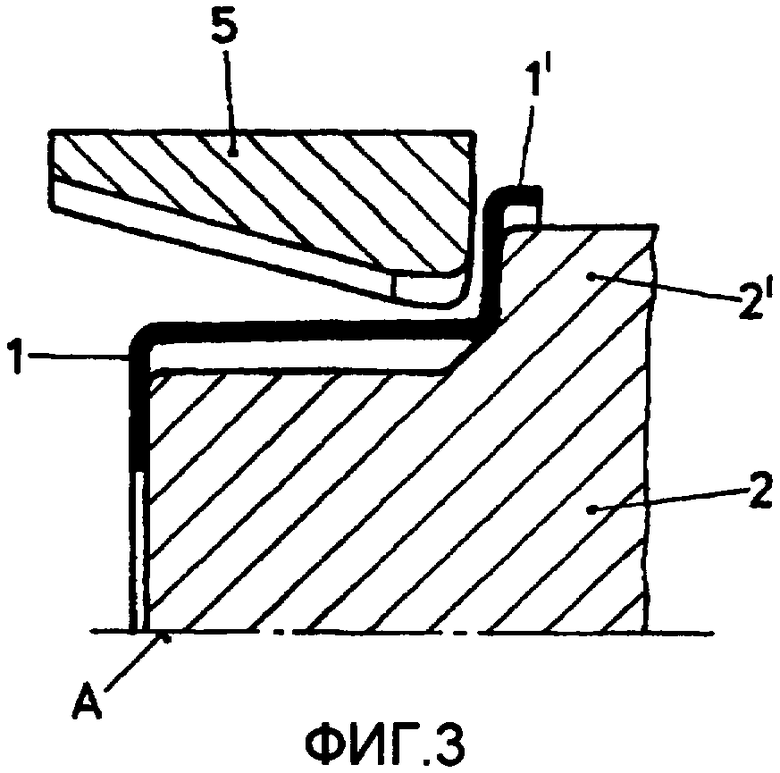
Фиг.3 - продольный разрез установленного на оправку, выполненного в форме стакана полого изделия перед обработкой с помощью профилирующего инструмента согласно изобретению;
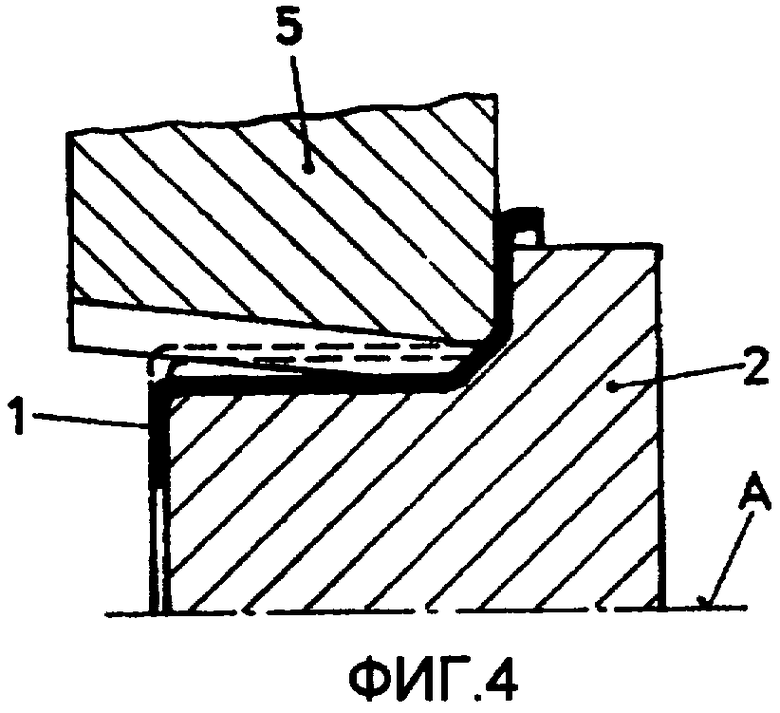
Фиг.4 - продольный разрез изображения на фиг.3 после первой стадии способа согласно изобретению;
Фиг.5 - поперечный разрез зоны обработки продольного разреза по фиг.4;
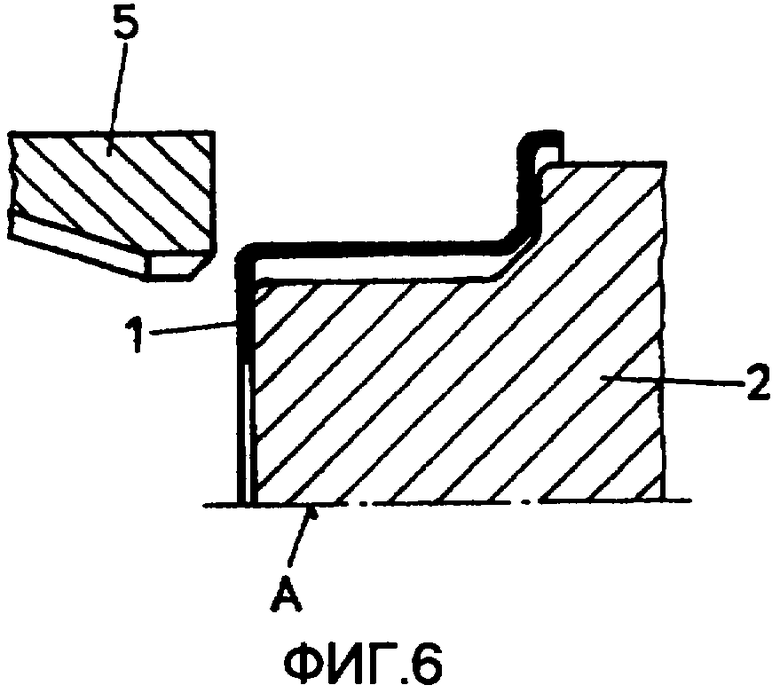
Фиг.6 - продольный разрез насаженного на оправку выполненного в форме стакана полого изделия перед альтернативной обработкой с помощью профилирующего инструмента, и
Фиг.7 - вид сбоку профилирующего инструмента согласно изобретению.
На фиг.1 схематически показана принципиальная конструкция обычного устройства ударного накатывания для изготовления внутреннего и наружного зубчатых венцов на цилиндрическом полом изделии 1. Полое изделие 1 при этом выполнено в виде тонкостенного стакана, который насажен на профилированную оправку 2 и снаружи обрабатывается с помощью расположенных на круговой направляющей K профилирующих роликов 3 при применении ударной нагрузки. Профилирующие ролики 3 при этом подаются в радиальном направлении к оси A полого изделия, пока не будет достигнута желательная глубина профиля на полом изделии 1. На фиг. видно, что профили 4 на полом изделии 1 получаются со стороны торца с прямым окончанием, в то время как концы профилей заканчиваются, сужаясь, с радиусом, соответствующим форме круговой направляющей K. Если же профили 4 должны быть выполнены вплотную к уступу, выступающему наружу в радиальном направлении от полого изделия, то при этом способе или этом устройстве это невозможно.
На фиг.2 также схематично показана принципиальная конструкция устройства согласно изобретению для обработки цилиндрических тонкостенных полых изделий. Здесь также используется профилированная оправка 2, на которую насажено подлежащее профилированию полое изделие 1. Полое изделие 1 имеет здесь выступающий наружу уступ 1'. Профили 4 должны быть выполнены от торцевой стороны вплоть до уступа. Для этого используются профилирующие инструменты 5, которые установлены с возможностью подачи в радиальном направлении относительно оси A полого изделия 1. Профилирующие инструменты 5, например, с помощью эксцентрикового привода (не показан) приводятся в линейное осциллирующее движение точно по радиусу в направлении оси A.
На фиг.3 представлен продольный разрез оправки 2 с насаженным полым изделием 1, причем профилирующий инструмент 5 находится в исходном положении для обработки уступа 1' полого изделия 1. Полое изделие 1 при этом плотно прижато в осевом направлении к оправке 2. Оправка 2 предпочтительно снабжена зубьями или имеет продольное профилирование, к которому полое изделие 1 своей внутренней стороной прилегает перед обработкой. Далее оправка 2 также имеет уступ 2'.
Профилирующие инструменты 5 теперь на первой стадии способа приводятся в действие для оказания пробивающего ударного воздействия на поверхность полого изделия 1. Одновременно с этим осциллирующим движением профилирующих инструментов 5 они подаются теперь также на первой стадии способа по радиусу в направлении оси A полого изделия 1 до достижения заданной или установленной глубины, как это вытекает из продольного разреза по фиг.4. В конце этой первой стадии способа, таким образом, формируется профиль в области уступа 1', в то время как в левом направлении относительно кромки торца полого изделия 1 он формируется лишь предварительно, но еще не сформирован окончательно.
Благодаря относительному осевому перемещению полого изделия 1 относительно профилирующего инструмента 5 на второй стадии способа, при которой профилирующий инструмент 5 при постоянной глубине подачи как бы вытягивается из полого изделия 1, профиль 4 теперь формируется окончательно по всей своей длине. На фиг.5 в поперечном сечении показан профилирующий инструмент в своей определенной глубине подачи в самом нижнем положении или положении зацепления в полом изделии 1. Здесь особенно четко виден в поперечном сечении окончательно сформированный профиль 4 полого изделия 1.
Типичной скоростью работы профилирующих инструментов 5 может быть скорость ударов более 1000 ударов в минуту, предпочтительно даже более 1500 ударов в минуту. При этом профилирующие инструменты 5 при каждом полном обороте полого изделия могут подаваться в радиальном направлении, по меньшей мере, на 0,1 мм.
На фиг.6 показан продольный разрез полого изделия 1 аналогично фиг.3, причем здесь представлен профилирующий инструмент в своем альтернативном исходном положении для обработки. Профилирующий инструмент 5 находится, если смотреть в осевом направлении, перед торцевой стороной полого изделия 1 и подается в радиальном направлении на заданную глубину подачи. Для собственно обработки полого изделия 1 профилирующий инструмент 5 вдвигается по оси в направлении уступа 1' полого изделия 1, пока не достигнет желательной длины профиля. Полое изделие 1 при этом предпочтительно плотно прилегает к торцевой стороне оправки 2, а уступ 1' имеет относительно уступа 2' оправки небольшой зазор. Таким образом, материал полого изделия 1 при обработке может вытягиваться в направлении этого уступа 2'. Специалисту ясно, что это относительное перемещение в устройстве может осуществляться, собственно, также путем перемещения полого изделия 1 или оправки 2 относительно профилирующего инструмента 5.
На фиг.7 еще представлен вид сбоку профилирующего инструмента 5, который может использоваться, например, при способе согласно изобретению. Профилирующий инструмент 5 выполнен в виде пуансона и имеет на своей обрабатывающей стороне 6 форму, соответствующую в поперечном сечении изготовляемому профилю 4 полого изделия 1, например трапециевидную форму. Нижняя кромка 7 обрабатывающей стороны 6 при этом расположена под острым углом φ относительно оси A полого изделия. Этот угол, в зависимости от формы и глубины изготовляемого профиля 4, составляет 0,5-10°.
Нижняя кромка 7 проходит при этом, например, по прямой, но может также иметь легкую кривизну. На правом конце профилирующего инструмента 5 по фиг.7 образована калибрирующая зона 8. В области этой калибрирующей зоны 8 нижняя кромка 7 направлена параллельно оси A полого изделия 1, и контур зоны 6 обработки давлением соответствует поперечному сечению изготовляемого на наружной стороне полого изделия 1 профиля. Область 7 проходит от калибрирующей зоны 8 под углом или при необходимости по дуге относительно противолежащего профилирующего инструмента 5. Этот угол или дуга соответствует контуру области предварительного формирования изготовляемого профиля. Оказалось предпочтительным, если длина калибрирующей зоны 8 соответствует лишь незначительной части общей длины профилирующего инструмента 5.
Подача в осевом направлении полого изделия 1 или оправки 2 предпочтительно должна быть согласована с длиной калибрирующей зоны 8, и при применении двух противолежащих в радиальном направлении относительно друг друга профилирующих инструментов 5 составляет предпочтительно максимум удвоенное значение этой длины при полном обороте полого изделия 1.
Подача профилирующих инструментов 5 осциллирующего движения рассчитана таким образом, что она больше чем максимальная радиальная глубина подачи на первой стадии способа. Тем самым профилирующие инструменты при каждом ходе однажды оказываются вне контура поверхности полого изделия 1. После этого полое изделие 1 или оправка 2 вращаются предпочтительно ритмически с частотой, одинаковой с осцилляцией профилирующего инструмента и синхронно с этим движением. При этом вращательное движение выполняется предпочтительно точно на шаг профилирования, так чтобы осуществлялись соответственно следующие друг за другом ударные воздействия профилирующих инструментов 5 в соседних профилях 4 полого изделия 1. Таким образом, можно выполнить очень точное и имеющее одинаковую форму профилирование на всей окружной поверхности полого изделия 1.
Благодаря уже упомянутому высокому числу ударов можно достичь очень высокой производительности, что особенно выгодно для массового производства, например, в автомобильной промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2011 |
|
RU2473410C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2011 |
|
RU2468878C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2013 |
|
RU2537636C1 |
| Установка для производства профилированных труб | 2021 |
|
RU2776753C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СПИРАЛЬНО-ПРОФИЛИРОВАННЫХ ТРУБ | 2007 |
|
RU2373013C2 |
| ОПРАВКА ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2347637C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2339479C1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ЗУБЧАТЫМ ПРОФИЛЕМ | 2004 |
|
RU2346781C2 |



Изобретение относится к машиностроению и может быть использовано при профилировании тонкостенных цилиндрических полых изделий холодным накатыванием. Способ включает профилирование с помощью холодной обработки давлением цилиндрических тонкостенных полых изделий с проходящими, по существу, параллельно продольной оси полого изделия профилями. В радиальном направлении относительно продольной оси полого изделия снаружи, по меньшей мере, один профилирующий инструмент приводят в действие вбивающими ударами, при этом он оказывает осциллирующее воздействие на поверхность полого изделия каждый раз только в перпендикулярном направлении. Профилирующий инструмент совершает относительное перемещение по отношению к полому изделию при остающейся одинаковой глубине подачи в радиальном направлении, пока не будет достигнута желаемая длина профиля. При этом он выполнен в виде пуансона, который имеет зону обработки давлением, соответствующую форме изготовляемого профиля наружной стороны полого изделия, причем ось рабочего профиля или рабочая поверхность направлена под острым углом относительно продольной оси за исключением области, лежащей на кратчайшем расстоянии от поверхности полого изделия, которая в качестве калибрирующей зоны направлена параллельно продольной оси. Обеспечивается точное профилирование тонкостенных цилиндрических полых изделий с определенной геометрией. 2 н. и 14 з.п. ф-лы, 7 ил.
1. Способ профилирования с помощью холодной обработки давлением цилиндрических тонкостенных полых изделий (1), с проходящими, по существу, параллельно продольной оси (А) полого изделия (1) профилями, причем в радиальном направлении относительно продольной оси (А) полого изделия (1) снаружи, по меньшей мере, один профилирующий инструмент (5) приводят в действие вбивающими ударами, отличающийся тем, что профилирующий инструмент (5) оказывает осциллирующее воздействие на поверхность полого изделия (1) каждый раз, по существу, только в перпендикулярном направлении, и профилирующий инструмент (5) совершает относительное перемещение по отношению к полому изделию (1) при остающейся одинаковой глубине подачи в радиальном направлении, пока не будет достигнута желаемая длина профиля.
2. Способ по п.1, отличающийся тем, что перед перемещением в осевом направлении профилирующий инструмент (5) подают в радиальном направлении по отношению к продольной оси полого изделия (1) на заданную глубину подачи.
3. Способ по п.1, отличающийся тем, что, по меньшей мере, один раз меняют направление осевого перемещения между профилирующим инструментом (5) и полым изделием (1), предпочтительно после достижения желаемой длины профиля, обратно к первоначальному исходному положению.
4. Способ по п.2, отличающийся тем, что, по меньшей мере, один раз меняют направление осевого перемещения между профилирующим инструментом (5) и полым изделием (1), предпочтительно после достижения желаемой длины профиля, обратно к первоначальному исходному положению.
5. Способ по п.1, отличающийся тем, что каждый раз после завершения относительного осевого перемещения профилирующий инструмент (5) выводят из профиля (4) полого изделия (1) в радиальном направлении.
6. Способ по п.1, отличающийся тем, что величину осциллирующего возвратно-поступательного перемещения профилирующих инструментов (5) выбирают большей, чем максимальная глубина погружения профилирующих инструментов (5) в полое изделие (1), и полое изделие (1) ритмично, синхронно с осциллирующим возвратно-поступательным перемещением вращается вокруг своей оси (А), предпочтительно соответственно на интервал шага зацепления изготовляемого профилирования.
7. Способ по п.1, отличающийся тем, что полое изделие (1) для обработки насаживают на профилированную оправку, которая установлена напротив профилирующего инструмента (5) с возможностью перемещения вдоль продольной оси (А).
8. Способ по п.7, отличающийся тем, что профилирование оправки (2) проходит от ее свободного конца вплоть до выступающего наружу в радиальном направлении уступа (2'), и на нее насаживают полое изделие (1), которое выполнено в виде стакана и имеет край или уступ (1').
9. Способ по п.8, отличающийся тем, что профилирующий инструмент (5) сначала вводят в действие в радиальном направлении в области уступа (2') оправки или в области края (1') полого изделия (1), а затем оправку (2) или полое изделие (1) отодвигают от уступа (2') или края (1'), предпочтительно до тех пор, пока профилирующий инструмент (5) не окажется в положении, в котором он больше не будет воздействовать на полое изделие (1).
10. Способ по п.8, отличающийся тем, что профилирующий инструмент (5) в области свободного конца полого изделия (1) или оправки (2) подают в радиальном направлении на заданную глубину подачи, а затем оправку (2) перемещают в осевом направлении относительно профилирующего инструмента (5), предпочтительно до тех пор, пока профилирующий инструмент не установится плотно к уступу (2') оправки или к краю (1') полого изделия в положении воздействия.
11. Способ по одному из пп.1-10, отличающийся тем, что профилирующий инструмент (5) подают в радиальном направлении относительно полого изделия (1) непрерывно или прерывистыми, регулируемыми шаговыми перемещениями, пока не будет достигнута окончательная глубина профиля (4) полого изделия (1).
12. Способ по п.1, отличающийся тем, что используют соответственно, по меньшей мере, два расположенных друг против друга в радиальном направлении профилирующих инструмента (5), предпочтительно приводимых в действие синхронизировано друг с другом в отношении их радиальной подачи и их осциллирующего движения.
13. Устройство для осуществления профилирования с помощью холодной обработки давлением цилиндрических тонкостенных полых изделий (1), с проходящими, по существу, параллельно продольной оси (А) полого изделия (1) профилями способом по одному из пп.1-12 с, по меньшей мере, одним, находящимся в кинематической связи с эксцентриковым приводом профилирующим инструментом (5), выполненным с возможностью перемещения относительно профилирующего инструмента (5) вдоль его продольной оси (А) приспособлением для крепления инструмента в форме оправки (2) для полого изделия (1), с приводом для вращения оправки (2) вокруг ее продольной оси (А), характеризующееся тем, что профилирующий инструмент (5) выполнен в виде пуансона, который имеет зону (6) обработки давлением, которая соответствует форме изготовляемого профиля наружной стороны полого изделия (1), причем ось рабочего профиля или рабочая поверхность (7) направлена под острым углом относительно продольной оси (А) за исключением области (8), которая лежит на кратчайшем расстоянии от поверхности полого изделия (1), которая в качестве калибрирующей зоны (8) направлена параллельно продольной оси (А).
14. Устройство по п.13, характеризующееся тем, что длина пуансона (5) или длина рабочего профиля больше, чем длина изготовляемого профиля (4) в полом изделии (1).
15. Устройство по п.13, характеризующееся тем, что длина калибрирующей зоны (8) составляет лишь незначительную часть всей длины пуансона (5) или длины рабочего профиля.
16. Устройство по одному из пп.13-15, характеризующееся тем, что оно имеет, по меньшей мере, два профилирующих инструмента (5), расположенных напротив друг друга относительно продольной оси (А) полого изделия (1).
| Центробежный насос для перекачивания сред с волокнистыми включениями | 1985 |
|
SU1280198A1 |
| Способ многопроходного продольного накатывания профилей и инструмент для его осуществления | 1990 |
|
SU1784387A1 |
| US 3352138 A, 14.11.1967 | |||
| Способ холодного накатывания шлицев и станок для его осуществления | 1984 |
|
SU1237288A1 |
| Способ изготовления зубчатых профилей продольной накаткой | 1978 |
|
SU747606A1 |

