Предметом изобретения является способ формования тонких конструктивных элементов, имеющих постоянное или изменяющееся вдоль оси круглое поперечное сечение, включая также цилиндро-конические и конические трубы, выполненных, в частности, из алюминиевых сплавов, конструктивный элемент, полученный таким способом, и устройство для осуществления этого способа.
Из заявки на изобретение Р-347611 известен способ создания цилиндро-конических труб, выполненных из алюминия и его сплавов, в котором исходную цилиндрическую трубу закрепляют на металлической, хорошо подогнанной оправке, и все это в целом приводят во вращательное движение, а внешнюю поверхность трубы в холодном состоянии подвергают воздействию регулируемого давления по меньшей мере двух не имеющих привода формующих валков, внешний диаметр которых в 2-6 раз превышает наименьший диаметр образованного конуса. Эти валки состоят из цилиндрических и фронтально-конических частей, которые в предпочтительном случае расположены на одной поверхности, размещены равномерно по окружности трубы и попеременно прижимаются к внешней поверхности трубы и в то же время сдвигаются вдоль оси трубы, предпочтительно со скоростью 1-5 мм/оборот трубы. Давление формующих валков регулируют так, чтобы относительное уменьшение толщины стенки в ее цилиндрической и конической частях находилось между 0,1 и 0,3 и/или относительная деформация внешнего диаметра трубы в ее цилиндрической части была между 0,02 и 0,1, а в ее конической части - от 0,02 до 0,6. В указанном изобретении по заявке Р-347611 также описано устройство для формования цилиндро-конических труб, имеющее основание, к которому крепится неподвижная передняя бабка, которая приводит в движение вращающийся зажим, в котором, в свою очередь, крепится оправка для формования труб, а также суппорт, вставленный с возможностью скольжения, причем имеются по меньшей мере два не имеющих привода формующих валка, которые могут совершать центростремительные конусные движения. Каждый валок состоит из цилиндрической и фронтально-конической части, и внешний диаметр каждого валка в 2-6 раз превышает наименьший диаметр образованного конуса. Валки находятся на одной и той же поверхности и распределены равномерно по окружности. Чтобы избежать биения полученной трубы, на основании установлены с возможностью скольжения по меньшей мере одна опора трубы и одна опора сердечника. Чтобы предотвратить отклонение сердечника во время установки трубы на оправке, на основании расположена дополнительная вспомогательная опора, которая скрыта в основании во время формования трубы.
Способ и устройство по заявке Р-347611 дают возможность точного формования в холодном состоянии тонких цилиндро-конических и/или конических металлических труб и, в частности, точного формования мачт и фонарных столбов из алюминия и его сплавов. Особые условия обработки посредством способа по заявке Р-347611 дают возможность получать мачты и фонарные столбы из алюминия и его сплавов с улучшенными прочностными свойствами, устойчивые к воздействию внешней нагрузки.
Однако практика показала, что получение в холодном состоянии тонких цилиндро-конических и/или конических труб посредством известного способа создает некоторые неудобства, а именно:
- полученное сопротивление отформованных элементов не вполне удовлетворительно; получается слишком малое сопротивление отформованных элементов при нагрузке труб, полученных экструдированием из сплавов алюминия, которые имеют обычные свойства, и, в частности, когда исходная труба имеет предел текучести R0.2 ниже 65 Н/мм2 и сопротивление Rm ниже 125 Н/мм2;
- время формования трубы на оправке относительно велико, это обусловлено необходимостью ограничивать скорость вращения оправки, так как при более высоких скоростях вращения существуют вибрации оправки и формирующейся трубы, что делает невозможным формирование трубы при более высокой скорости вращения;
- длительность вспомогательных операций установки трубы на оправке и последующего снятия готового элемента с оправки является относительно высокой: это вызвано отдельными, не имеющими привода опорами трубы и оправки, которые нужно должным образом смещать посредством проталкивания или протаскивания во время установки исходной трубы, и в то же время необходимо подпирать оправку посредством неподвижной опоры, расположенной в основании (заявка на изобретение Р-347611).
Указанные выше неудобства вынудили изобретателей предпринять исследовательские работы для создания нового улучшенного способа.
В соответствии с данным изобретением предложен способ формования тонких конструктивных элементов из алюминиевых сплавов, имеющих постоянное или изменяющееся вдоль оси круглое поперечное сечение, включающий приведение цилиндрической исходной трубы во вращательное движение и обработку ее внешней поверхности в холодном состоянии воздействием регулируемого давления по меньшей мере двух не имеющих привода формующих валков, в котором согласно изобретению используют исходную трубу, изготовленную экструдированием из материала с пределом текучести R0.2, составляющим 70-100 Н/мм2, и пропорциональным удлинением А, составляющим по меньшей мере 18%, а обработку внешней поверхности исходной трубы осуществляют с получением конструктивного элемента с пределом текучести R0.2 его материала, находящегося в пределах 180-240 Н/мм2, с использованием вращающейся оправки или без оправки, причем при обработке внешней поверхности исходной трубы, размещенной на вращающейся оправке, пластическую деформацию осуществляют до относительного уменьшения диаметра исходной трубы, составляющего не менее εd=(d0-d1)/d0=0,03, и до относительного уменьшения толщины стенки исходной трубы - не менее εg=(g0-g1)/g0=0,1, или при обработке внешней поверхности исходной трубы без оправки - до относительного уменьшения диаметра исходной трубы, составляющего не менее εd=(d0-d1)/d0=0,12.
В соответствии с изобретением предложен также тонкий конструктивный элемент, имеющий постоянное или изменяющееся вдоль оси круглое поперечное сечение, выполненный из алюминиевых сплавов и изготовленный предложенным способом.
Предложено также устройство для формования тонких цилиндрических конструктивных элементов, имеющих изменяющееся поперечное сечение вдоль оси и выполненных из алюминиевых сплавов, содержащее основание, неподвижную переднюю бабку с зажимом и закрепленной в ней оправкой, суппорт с формующими валками и подвижную опору, которое согласно изобретению снабжено размещенными вблизи формующих валков суппорта с возможностью подъема одним валком с осью, перпендикулярной оси оправки, и одним или двумя дополнительными валками, оси которых параллельны оси оправки, расположенным на суппорте выдвижным захватом, служащим для съема трубы с оправки, помещенными в общий корпус подвижной опорой валками, служащими для центрирования формуемой трубы и помещенными вблизи валков валками, служащими для центрирования и поддерживания оправки, и валком, выполненным с возможностью подъема и служащим для дополнительной поддержки оправки.
Понятие относительного уменьшения диаметра исходной трубы означает относительную деформацию внешнего диаметра трубы, выраженную формулой
ε=(d0-d1)/d0, где d0 - начальный диаметр трубы, a d1 - диаметр трубы после деформации.
Понятие предела текучести R0.2 означает напряжение, соответствующее действию растягивающей силы, вызывающей в образце остаточное удлинение А, которое составляет 0,2% номинальной длины испытуемого образца. Понятие пропорционального удлинения А означает остаточное удлинение номинальной длины испытуемого образца (Lu-L0) после разрыва, выраженное в процентах от начальной номинальной длины (L0), где Lu - конечная номинальная длина испытуемого образца после разрыва. Определение характеристик материала R0.2 и А производится согласно Польским Нормативам Испытаний на Растяжение PN-EN 10002-1: 2001.
Высокие прочностные качества предлагаемых тонких конструктивных элементов, которые имеют постоянное или изменяющееся вдоль оси круглое поперечное сечение и получены с использованием предлагаемого способа, позволяют изготовлять, например, мачты и фонарные столбы, имеющие по меньшей мере на 10% более высокое сопротивление внешним нагрузкам, чем элементы, выполненные посредством известного способа, и кроме того, они позволяют снизить массу и стоимость изготовления этих изделий.
Эксперименты, выполненные до сих пор, показали, что такие высокие сопротивления конструктивного элемента не могут быть получены для исходной трубы, выполненной из алюминиевого сплава, имеющего, например, такие характеристики, как: R0.2=61 Н/мм2, Rm=121 Н/мм2, так как приложенная деформация упрочняет материал в меньшей степени, давая сопротивление конструктивного элемента в виде цилиндро-конической трубы, составляющее R0.2=161 Н/мм2 и Rm=178 Н/мм2.
Пример формования конструктивного элемента
Полученная экструзией исходная труба диаметром d0=124 и с толщиной стенки g0=4,4, изготовленная из сплава алюминия сорта EN AW 6060, имеющего механические свойства: R0.2=74,95 Н/мм2, Rm=170 Н/мм2, А=19,5%, формуется согласно данному изобретению на оправке посредством регулируемого давления на внешнюю поверхность трубы, которая вращается вместе с оправкой, с помощью трех не имеющих привода валков, равномерно расположенных по окружности, при этом валки движутся в осевом направлении по отношению к формуемой трубе с подачей 4 мм на один оборот трубы. Регулируемое давление валков производит деформацию материала, и в результате мы получаем цилиндрическую часть конструктивного элемента, имеющую следующие размеры: диаметр d1=120 и толщину стенки g1=4,0. Такая подвергшаяся деформации труба характеризуется относительной деформацией диаметра, составляющей εd=(d0-d1)/d0=0,33, и относительной деформацией стенки εg=(g0-g1)/g0=0,10. В результате такой деформации в холодном состоянии материал трубы упрочняется, создавая относительно высокое сопротивление материала конструктивного элемента, имеющего следующие свойства: R0.2=192,7
Н/мм2, Rm=216,6 Н/мм2 с удлинением А=5,5%.
Устройство по данному изобретению для формования тонких конструктивных элементов, имеющих постоянное или изменяющееся вдоль оси круглое поперечное сечение и выполненных, в частности, из сплавов алюминия, показано на примере в виде схемы на приложенном чертеже.
Устройство имеет основание, неподвижную переднюю бабку с двигателем М1, который вращает оправку и трубу, закрепленную в зажиме U, подвижный и приводимый в движение двигателем М2 суппорт SU с тремя формующими валками, которые создают регулируемое давление посредством винтов, приводимых в движение двигателями М31, М32, М33. Со стороны неподвижной передней бабки на суппорте закреплена опора оправки, в которой пневматические движущие управляющие устройства С11 и С12 поднимают валок R1, подпирая оправку во время установки исходной трубы на оправке. На суппорте также есть опора формуемой трубы, которая находится вблизи формующих валков и в которой пневматическое движущее управляющее устройство С2 поднимает валок R2 и прижимает его к исходной формуемой трубе, вызывая ее дополнительный поворот к центру. На суппорте со стороны передней бабки расположен выдвижной захват SC для съема, приводимый в движение пневматическим движущим управляющим устройством С6 и служащий для съема уже отформованного конструктивного элемента с оправки. Кроме того, на основании расположена приводимая в движение двигателем М4 опора оправки и формуемой трубы RT, в которой есть валок R3, поднимаемый пневматическим движущим управляющим устройством С3 и служащий для поддержки оправки во время закрепления исходной трубы в захвате передней бабки. Помимо этого, на основании есть три центрирующих формуемую трубу валка R4, сходящихся к середине и приводимых в движение движущим управляющим устройством С4, а также три валка R5, центрирующих и поддерживающих оправку, которые сходятся к середине и приводятся в движение движущим управляющим устройством С5, расположенным вблизи валков R4.
Устройство по данному изобретению характеризуется тем, что допускает автоматизацию работы и управления процессом, в том числе дополнительных операций, посредством компьютера. Таким образом, мы можем уменьшить дополнительное время при установке исходной трубы на оправке и уменьшить дополнительное время при съеме уже отформованного конструктивного элемента. Примененные опоры Р1 с валком R1 на суппорте дают возможность лучшей и более безопасной поддержки оправки и тонкого формуемого элемента, который может испытывать деформацию под действием собственного веса. Примененные опоры Р2, предпочтительней с двумя валками R2 на суппорте, дают возможность дополнительной поддержки и центрирования формуемой трубы. Более того, использование опоры RT с приводом, в которой в едином корпусе находятся неподвижные валки R4, центрирующие исходную трубу, а также валки R5, центрирующие и поддерживающие оправку там, где оканчивается исходная труба, вызывает уменьшение длины поддержки опоры и в то же время увеличивает частоту свободных колебаний оправки и дает возможность создавать элементы при более высокой скорости вращения и большей производительности.
Пример формования конструктивного элемента по данному изобретению в соответствии с предложенным способом.
Полученную экструдированием исходную трубу с диаметром d0=124 и с толщиной стенки g0=4,4, выполненную из алюминиевого сплава типа EN AW 6060 с механическими свойствами: R0.2=74,95 Н/мм2, Rm=170 Н/мм2, А=19.5% формуют на оправке посредством регулируемого давления на внешнюю поверхность трубы, которую поворачивают вместе с оправкой с помощью трех не имеющих привода валков, равномерно расположенных по окружности, в то время как валки движутся со скоростью 4 мм/оборот трубы. Регулируемое давление валков создает деформацию материала и в результате получается отформованная цилиндрическая часть конструктивного элемента со следующими размерами: диаметр d1=120 и толщина стенки g1=4,0. Такая отформованная труба имеет относительную деформацию диаметра εd=(d0-d1)/d0=0,033 и относительную деформацию стенки εg=(g0-g1)/g0=0,10. В результате такой деформации в холодном состоянии материал трубы упрочнился, что привело к высокому сопротивлению материала конструктивного элемента со свойствами: R0.2=192,7 Н/мм2, Rm=216,6 Н/мм2, имеющего удлинение А=5,5%.
Пример процесса формования тонкого конструктивного элемента в виде цилиндро-конической трубы по данному изобретению на устройство осуществляется следующим образом.
Вспомогательные операции при установке исходной трубы.
Исходную трубу устанавливают вручную на оправке со стороны ее свободного конца и затем ее толкают к валку суппорта R1, который поддерживает оправку на должном расстоянии от зажима U. Затем оправку поддерживают валком R3 в опоре RT. Валок R1 опускают на суппорте, который поддерживает оправку, и исходную трубу перемещают одним ее концом к зажиму и затем зажимают в нем. Опору RT перемещают в положение, которое обеспечивает зажим второго конца трубы, и после этого опора RT останавливается концевым выключателем W1, который включается, когда оправка находится в центре, и в то же время валок R3, который поддерживает оправку в опоре, давит на конец трубы. Далее, используя валки R5 опоры RT, опускают RT. Затем конец исходной трубы зажимают и центрируют валками R4 опоры RT, и затем трубу зажимают губками в зажиме U. Суппорт перемещается к месту, где должно начаться формование, причем перед формированием, или несколько позже, валок R2 суппорта должен быть поднят, что дополнительно поддерживает формуемую исходную трубу.
Формование конструктивного элемента.
Чтобы начать процесс формования с использованием способа по данному изобретению, приводят в действие программу формования, во время которой устройство по данному изобретению осуществляет функции, которые приводятся ниже.
Формование исходной трубы начинается с включения вращения передней бабки, которая приводит в движение оправку вместе с исходной трубой, и затем формирующие валки регулируемым образом опускаются до середины, начиная деформировать внешнюю поверхность трубы с параметрами, предписанными программой, таким образом, что получается требуемая деформация исходной трубы.
Исходная труба, удлиненная во время деформации, время от времени нажимает на концевой выключатель, что вызывает движение опоры RT вправо таким образом, чтобы труба постоянно удерживалась около ее конца валками R4. В конечной фазе формования валок R2 на суппорте опускается, а суппорт подходит близко к опоре, нажимая на концевой выключатель W3 опоры RT, который отсоединяет захват S1, давая возможность протаскивания опоры RT с суппортом в направлении конца оправки.
Вспомогательные действия во время съема отформованного элемента с оправки.
После формования элемента, который вместе с оправкой удерживается на конце формующими валками, центрирующие валки R4 и R5 опоры RT раскрываются, и отформованный элемент освобождается из зажима U посредством открывания губок. Далее, в исходном положении отформованный элемент снимается с цилиндрической части оправки, проходя суппорт с плотно прижатыми формующими валками за пределы длины цилиндрической части оправки. Валок R3 в опоре RT поднимается, чтобы поддерживать оправку вместе с формуемым элементом, и затем формующие валки отводятся в сторону. Затем суппорт проходит к зажиму до места, где можно будет стянуть формуемый элемент. Далее захват SC, который стаскивает трубу, отводится, захватывает конец формуемого элемента и передвигает суппорт к месту, где можно установить новую исходную трубу, и в это же время отформованный элемент стаскивается с оправки. Затем валок R1 суппорта, который поддерживает оправку, поднимается, а валок R3 опоры RT опускается, и после этого отформованный вручную элемент полностью стаскивается с оправки. После всех этих действий устройство готово для установки следующей исходной трубы.
Список обозначений на чертеже
U - зажим;
SU - формующий суппорт;
Р1 - опора оправки на суппорте;
Р2 - опора оправки на суппорте;
RT - подвижная опора трубы и оправки;
SC - захват для съема трубы;
Т - оправка;
Е - частично отформованный конструктивный элемент;
RW - отформованная исходная труба;
М1 - двигатель вращения зажима;
М2 - двигатель смещения суппорта;
М31, М33 - двигатели для создания давления формующих валков;
М4 и S1 - двигатель и захват управления сдвигом опоры RT;
R1 - валок, поддерживающий оправку на суппорте;
С11, С12 - пневматические движущие устройства управления подъемом валка R1;
R2 - валки, поддерживающие формуемую трубу на суппорте;
С2 - пневматическое движущее устройство управления поддержкой валка R2;
С3 - пневматическое движущее устройство управления поддержкой оправки в опоре RT;
R3 - валок, поддерживающий оправку в опоре RT;
R4 - валки, центрирующие трубу;
С4 - пневматическое движущее управляющее устройство, приводящее в движение валки R4;
R5 - валки, центрирующие и поддерживающие оправку;
С5 - пневматическое движущее устройство управления, приводящее в движение валки R5;
С6 - пневматическое движущее устройство управления захватом SC, снимающим трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2015 |
|
RU2656901C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ С УТОНЕНИЕМ СТЕНОК | 2010 |
|
RU2526348C2 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ЮВЕЛИРНЫХ ИЗДЕЛИЙ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ЮВЕЛИРНОГО ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2019 |
|
RU2730724C1 |
| Способ формования балки транспортного средства | 2014 |
|
RU2685318C2 |
| СПОСОБ ПРОШИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ | 2004 |
|
RU2309810C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2279942C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для формования тонких конструктивных элементов, имеющих постоянное или изменяющееся вдоль оси круглое поперечное сечение, включая цилиндро-конические или конические трубы, и выполненных, в частности, из алюминиевых сплавов. Цилиндрическую исходную трубу, полученную экструдированием из материала с определенным пределом текучести и пропорциональным удлинением, подвергают пластической деформации в холодном состоянии посредством регулируемого кругового давления не имеющих привода валков. Обработку внешней поверхности исходной трубы осуществляют с получением конструктивного элемента с определенным пределом текучести с использованием вращающейся оправки или без оправки до разного относительного уменьшения диаметра исходной трубы с получением конструктивного элемента. Устройство содержит основание, неподвижную переднюю бабку с зажимом и закрепленной в ней оправкой, суппорт с формующими валками и подвижную опору, оно снабжено размещенными вблизи формующих валков суппорта с возможностью подъема одним валком с осью, перпендикулярной оси оправки, и одним или двумя дополнительными валками, оси которых параллельны оси оправки. При этом для съема трубы с оправки служит выдвижной захват. Подвижная опора с валками предназначена для центрирования формуемой трубы. Предусмотрены также валки для центрирования и поддерживания оправки. Улучшаются прочностные свойства. 3 н.з.п. ф-лы, 1 ил.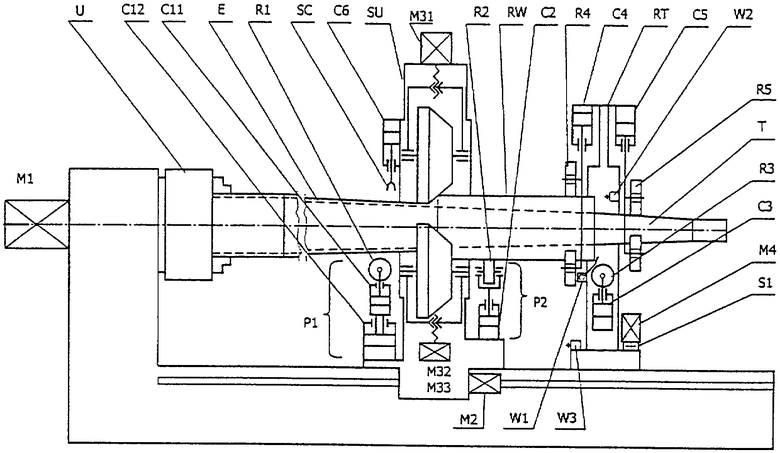
1. Способ формования тонких конструктивных элементов из алюминиевых сплавов, имеющих постоянное или изменяющееся вдоль оси круглое поперечное сечение, включающий приведение цилиндрической исходной трубы во вращательное движение и обработку ее внешней поверхности в холодном состоянии воздействием регулируемого давления по меньшей мере двух не имеющих привода формующих валков, отличающийся тем, что используют исходную трубу, изготовленную экструдированием из материала с пределом текучести R0.2, составляющим 70-100 Н/мм2, и пропорциональным удлинением А, составляющим по меньшей мере 18%, обработку внешней поверхности исходной трубы осуществляют с получением конструктивного элемента с пределом текучести R0.2 его материала, находящегося в пределах 180-240 Н/мм2 с использованием вращающейся оправки или без оправки, причем при обработке внешней поверхности исходной трубы, размещенной на вращающейся оправке, пластическую деформацию осуществляют до относительного уменьшения диаметра исходной трубы, составляющего не менее εd=(d0-d1)/d0=0,03, и до относительного уменьшения толщины стенки исходной трубы - не менее εg=(g0-g1)/g0=0,1, или при обработке внешней поверхности исходной трубы без оправки - до относительного уменьшения диаметра исходной трубы, составляющего не менее εd=(d0-d1)/d0=0,12.
2. Тонкий конструктивный элемент, имеющий постоянное или изменяющееся вдоль оси круглое поперечное сечение и выполненный из алюминиевых сплавов, отличающийся тем, что он изготовлен способом по п.1.
3. Устройство для формования тонких цилиндрических конструктивных элементов, имеющих изменяющееся поперечное сечение вдоль оси и выполненных из алюминиевых сплавов, содержащее основание, неподвижную переднюю бабку с зажимом (U) и закрепленной в ней оправкой (Т), суппорт (SU) с формующими валками и подвижную опору (RT), отличающееся тем, что оно снабжено размещенными вблизи формующих валков суппорта с возможностью подъема одним валком (R1) с осью, перпендикулярной оси оправки (Т), и одним или двумя дополнительными валками (R2), оси которых параллельны оси оправки, расположенным на суппорте выдвижным захватом (SC), служащим для съема трубы с оправки (Т), помещенными в общий корпус подвижной опоры (RT) валками (R4), служащими для центрирования формуемой трубы и помещенными вблизи валков (R4) валками (R5), служащими для центрирования и поддерживания оправки (Т), и валком (R3), выполненным с возможностью подъема и служащим для дополнительной поддержки оправки (Т).
| УСТРОЙСТВО для КОНТРОЛЯ ГЕРМЕТИЧНОСТИ | 0 |
|
SU347611A1 |
| Устройство для обкатки цилиндрических изделий | 1991 |
|
SU1780908A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2047411C1 |
| RU 216425 С1, 01.04.1998. | |||

