Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при производстве ступенчатых изделий с участками некруглого поперечного сечения исходного профиля, имеющего грани под ключ.
Целью изобретения является повышение качества изделий и повышение производительности.
На фиг.1 показан стан поперечно-клиновой прокатки, вид спереди; на фиг.2 - то же, со средством правки, вид сбоку.
Устройство для поперечно-клиновой прокатки содержит подвижную 1 и неподвижную 2 параллельные плиты,установленные с возможностью взаимного относительного перемещения, на которых закреплены клиновые инструменты 3, подвижные полуматрицы 4 и 5, пружину 6, основание 7 средства правки, гидроцилиндр 8, дополнительный 9 и вспомогательный 10 гидроцилиндры, систему автоматического управления в виде гидрораспределителя 11 и электрической цепи 12 и датчика 13 контроля положения подвижной плиты. Из заготовки 14 после прокатки получается поковка 15.
Устройство работает следующим образом.
Нагретую до рабочей температуры прокатки (приблизительно 1100°С) мерную заготовку 14 некруглого поперечного профиля помещают между формующими клиновыми инструментами 3. При относительном перемещении друг относительно друга подвижной 1 и неподвижной 2 параллельных плит происходит оформление ступеней поковки 15. Сформированная поковка 15, имеющая непрокатанные участки исходного профиля, попадает на основание 7 средства правки между полуматрицами 4 и 5. При выходе подвижной плиты 1 в крайнее переднее положение включается датчик 13 положения подвижной плиты и дает сигнал на включение электрической цепи 12 и гидрораспределителя 11, которые управляют гидроцилиндрами 8-10. Гидроцилиндр 8 и дополнительный гидроцилиндр 9 являются рабочими, т.е. непосредственно участвуют в правке граней шестигранника, причем гидроцилиндр 8 формует в горизонтальной плоскости, а дополнительне-й гидроцилиндр 9- в вертикальной. Вспомогательный гидроцилиндр 10 выталкивает поковку из зоны правки после того, как отключатся рабочие цилиндры 8 и 9. Гидроцилиндры работают один за другим по команде гидрораспределителя 11, который задает последовательность их работы, и способствует тому, что операция правки происходит во время полного цикла процесса поперечноклиновой прокатки, что влияет на получение более качественного изделия, так как поковка не успевает остыть после прокатки до температуры ниже ковочной, т.е. температу5 ра не менее 900°С. В начале рабочего цикла срабатывает гидроцилиндр 8. Он прижимает полуматрицу 4 с прокатанной поковкой 15 к полуматрице 5. Подпружиненная полуматрица 5 является при работе буфером, 10 она сначала гасит энергию свободного хода поковки, т.е. выбирает зазор в пружине 6, а затем фиксирует поковку строго в горизонтальной плоскости, что является необходимым для получения более равномерного
5 распределения технологического наплыва по боковым граням, и выправление геометрической формы непрокатанного участка. При дальнейшем сдавливании поковки полуматрицами 4 и 5 с помощью гидроцилин0 дра 8 обжимаются боковые грани многоугольника, что непосредственно восстанавливает правильную форму многоугольного участка и убирает наплыв на этих гранях, т.е. повышает качество получаемого
5 изделия. При включенном гидроцилиндре 8 срабатывает дополнительный гидроцилиндр 9, который с помощью бойка, жестко закрепленного на его штоке, и с помощью основания 7 средства правки обжимает в
0 вертикальной плоскости верхнюю и нижнюю грани непрокатанного участка исходного многогранного профиля. Расположение дополнительного гидроцилиндра 9 над основанием 7 между полуматрицами 4
5 м 5 дает максимальную вертикальную силу давления, которая способствует полному и быстрому растеканию наплыва по верхней и нижней граням, что улучшает их качество. На этом кончается рабочий цикл, т.е. непос0 редственно операция правки. Подвижная плита 1 вернулась во время рабочего цикла в крайнее заднее положение и стан готов к прокатке очередной заготовки. При этом отключились рабочие гидроцилиндры 8 и 9,
5 пружина 6 возвращает полуматрицу 5 вместе с обжатой поковкой в исходное положение и вспомогательный гидроцилиндр 10 сбрасывает поковку с основания 7 средства правки в приготовленную тару. На этом кон0 чается полный цикл совмещенных процесса прокатки и операции правки.
Данное устройство позволяет повысить производительность за счет совмещения операций прокатки и правки.
5 В результате после обжима поковки, т.е. операции правки, нарушенная геометрическая форма непрокатанного участка исходного многогранного профиля выправляется, до формы максимально приближенной к шестиграннику. Кроме того, технологический
наплыв от процесса поперечно-клиновой прокатки при обжатии также равномерно распределяется по граням многогранника, что повышает качество конечной де гали, так как позволяет использовать гаечный ключ при дальнейшей эксплуатации,
Формула изобретения Устройство для поперечно-клиновой прокатки ступенчатых деталей с участками некруглого поперечного сечения, преимущественно шестигранного или квадратного, содержащее подвижную и неподвижную параллельно установленные плиты с закрепленными на них клиновыми инструментами, отличающееся тем, что, с цепью повышения качества изделий и повышения производительности, оно снабжено средством правки ступени некруглого профиля, ус0
5
0
тановченным за неподвижной плитой по на правлению прокатки и выполненным в виде установлен их нз основании двух полуматриц, гидроцилиндра, шток которого жестко связи ; с одной -. олуматрии и установлен с возможности о перемещения вдоль оси прокатки, и допо г-отельного гидроцилиндра с бойком, жестко закрепленным на его штоке, установленчого на основании над полуматрицами между ними, с возможностью перемещении А направлении, перпендикулярном направлению прокатки, и системой звтоматя -зского управления, выполненной в виде i идрораспределителя и датчика контрол-- положения подвижной плиты, электричв и связанного с гидрораспределителем, npi,, этом гидрораспределитель гидравлически связан с обоими гидроцилиндрами.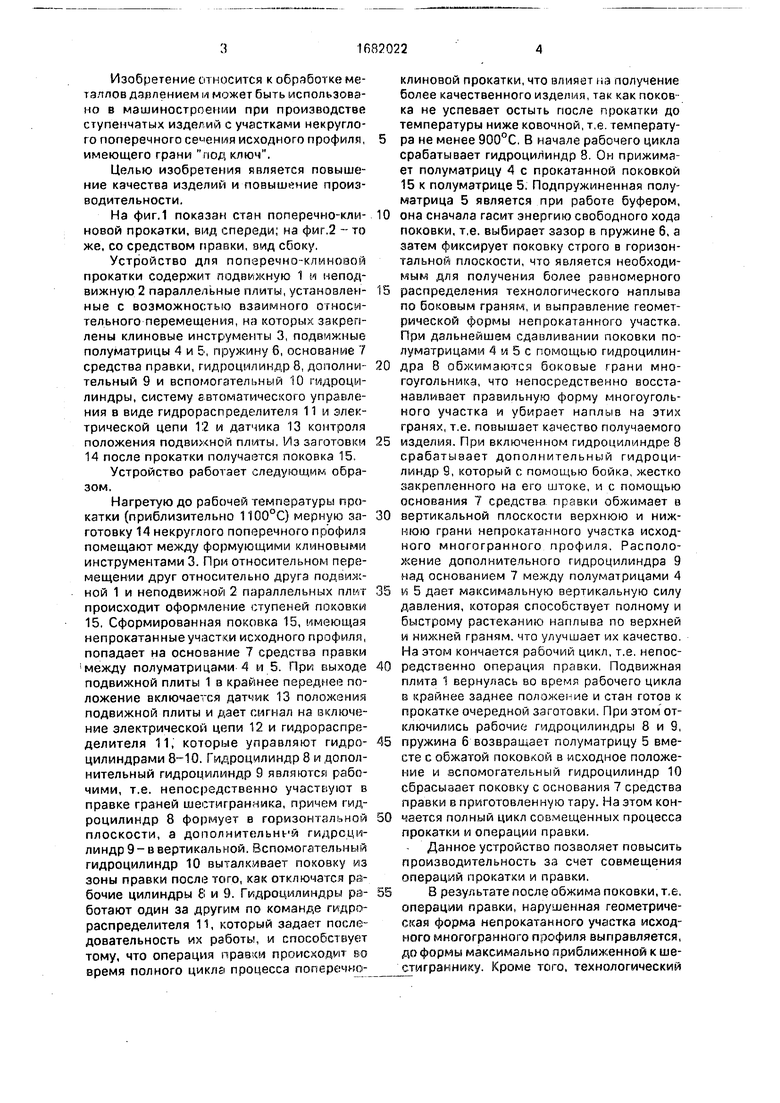
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ СЕЧЕНИЕМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2381861C1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1988 |
|
SU1602598A1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1990 |
|
SU1803241A1 |
| Способ изготовления изделий типа ступенчатых валов | 1983 |
|
SU1166878A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Штамп для резки труб | 1989 |
|
SU1708547A1 |
| Способ изготовления ступенчатых изделий с участком некруглого поперечного сечения | 1987 |
|
SU1488086A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
Изобретение относится к обработке металлов давлением м может быть использовано в машиностроении при производстве ступенчатых изделий с участками некруглого поперечного сечения исходного профиля, имеющего грани под ключ, Цель изобретения - повышение качества изделий и повышение производительности. Устройство для поперечно-клиновой прокатки снабжено средством правки некруглого профиля, содержащим две полуматрицы (П) 4 и 5, гидро12« Ь цилиндр (Г) 8 и дополнительный Г 9 « систе- fiy автоматического оегулировзнкя. Нагретую заготовку 14 прокатывают клиновыми инструментами 3, Поковка 15 попадает на основание 7 между П 4 и 5. При выходе подвижной плиты 1 в крайнее положение отключается датчик 13 контроля положения подвижной плиты, который и воздействует через электрическую цепь 12 на гидрорасп- редел тель П, По команде гидрораспределителя последовательно срабатывает Г 8, в результате чего П 4 и 5 обжимают боковые грани многоугольника, и дополнительный Г 9, который с помощью бойка, жестко закрепленного на его штоке, и с помощью основания 7 обжимает его в вертикальной плоскости, В результате снабжения устройства средством правки нарушенная в результате наплывов от прокатки геометрическая форма иелро сатзнного участка многогранного профиля заготовки выправляется, что повышает качество детали. Повышение производительности обеспечивается за счет совмещения операций прокатки и правки. 2 мл. ЗСЕГ Стан ПХП Фиг.2
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОКЛИНОВОЙ ПРОКАТКИ | 0 |
|
SU303135A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
