1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей типа ступенчатых валов.
Известно устройство для поперечноклиновой прокатки, состоящее из плит с закрепленными на них ножами, служащее для. разделения прутка Cl.
Недостатком данного устройства является невозможность получения прямого торца в зоне разделения, т.е. устройство нельзя использовать для отрезки концевых отходов при поперечно-клиновой прокатке.
Известно также устр эйство для поперечно-клиновой прокатки, содержащее установленные с возможностью возвратно-поступательного перемещения две плиты с закрепленными на них клиновыми инструментами и отрезными ножс1ми, расположенными на торцах клиновых инструментов 2.
Основным недостатком этого устройства является невозможность получения прямого торца детали без заусенца после отделения концевых отходов, вызванного существующими зазорами между верхними и нижними ножами. Для того, чтобы ножи на одной из плит перекрывали ось прокатываемой заготовки, их выполняют с углом подъема на 1-3° больше угла подъема ножей противолежащей плиты. Опыт эксплуатации таких ножей показал, что они обеспечивают качественное отделение концевых отходов в течение нескольких часов работы. Затем, вследствие притупления режущих кромок ножей и самопроизвольной разно0настройки устройства, концевые отходы не отделяются от заготовки и их приходится отламывать вручную или производить заточку режущих кромок ножей с последующей наладкой прокатного устройства. Таким образом, уст5ройство низкопроизводительно и требует частых переналадок.
Цель изобретения - повышение стойкости ножей и увеличение производительности.
Поставленная цель достигается тем, что каждый из отрезных ножей, расположенный на одной из плит, выполнен усеченным в поперечном сечении плоскостью, параллельной боковой грани ножа, расположенного на противолежащей плите, причем угол наклона боковой грани ножа с усеченной плоскостью больше угла наклона боковой грани ножа, расположенного на противолежащей плите на 4-45°.
При увеличении угла наклона боковой грани на 5 создается циклический -момент, способствующий отрыву концевых отходов, при дальнейшем efo увеличении момент возрастает. Когда угол увеличивается на 45° нож превращается в призму.
На фиг. 1 схематически изображено предлагаемое устройство для поперечно-клиновой прокатки в конечной ста.дии прокатки заготовки, поперечный разрез/ на фиг. 2 - отрезные ножи в оксонометрии,
Устройство для поперечно-клиновой прокатки содержит параллельные плиты Г и 2, установленные с возможностью взаимного перемещения. На плитах 1 и 2 закреплены клиновые инструменты 3 и 4 и отрезные ножи 5 и 6. На плите 1 отрезные ножи 5 срезаны плоскостями 7, параллельными плоскостям наклона боковой грани 8 отрезных ножей 6. Согласно одному из вариантов исполнения угол наклона о отрезных ножей 5 больше угла наклона боковых граней об ножей 6 на 4-45 .
Процесс формообразования и отделения концевых отходов на предложенном устройстве для поперечно-клиново прокатки осутдествляют следующим образом.
Заготовку 9 помещают между двумя клиновыми инструментами 3 и 4. Инструменты 3 и 4 перемещают относительно друг друга, при этом они внедряются в заготовку 9, вызывая ее вращение и формообразование. Отделение концевых отходов 10 производится парами ножей 5 и 6 при пересечении ими оси прокатываемой заготовки 9. за счет того, что ножи 5 срезаны плоскостями 7, ножи 5 и 6 перекрывают один другой и это создает условие, обеспечивающее отделение концевых отходов и получение прямого торца детали без заусенцев. Разность величин углов наклонных боковых граней 2. ножей 5 и rfc, ножей б создает циклический. изгибаю чий момент, способствующий отрыву концевых отходов 10 в наименьшем их сечении.
Экономический эффект от внедрения пяти автоматических линий поперечно-клиновой прокатки и штамповки детали звено только за счет увеличения стойкости ножей при годовой программе 40 млн. изделий в год составит 48000 р.
Формула изобретения
Устройство для поперечно-клиново прокатки, содержащее установленные с возможностью взаимного возвратнопоступательного перемещения две плиты с закрепленными на них клиновыми инструментами и отрезными ножами, расположенными на торцах клиновых инструментов, отличающееся тем, что, о целью повышения стойкости и увеличения производительности, каждый из отрезных ножей, расположенный на одной из плит, выполнен усеченным в поперечном сечении плоскостью, параллельной боковой грани ножа, расположенного на противолежащей плите, приче угол наклона боковой грани ножа с усеченной плоскостью больше угла наклона боковой грани ножа, расположенного на противолежащей плите на 5-45.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 478661, кл. В 21 Н 1/18, 09.07.73
2.Макушок Е.Д. Поперечно-клиновая прокатка. Минск, Наука и техника, 1974, с. 143, рис. 47 (прототип ).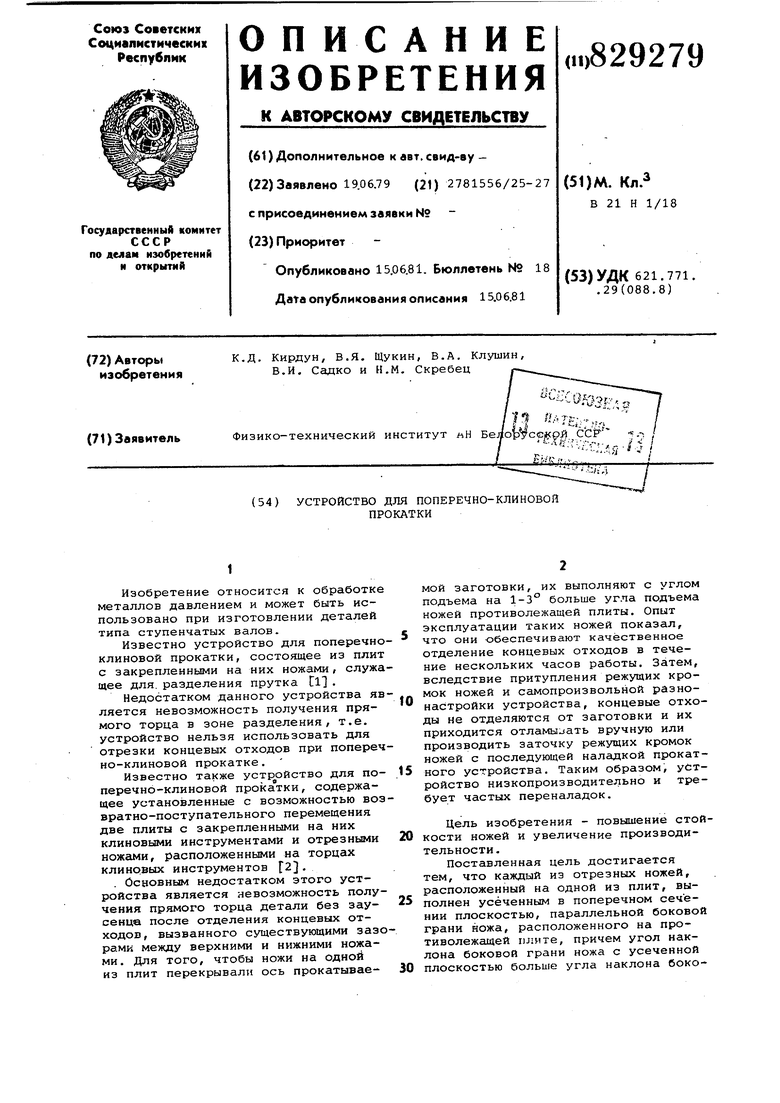

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1979 |
|
SU867493A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1412860A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1978 |
|
SU795671A1 |
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969389A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU927394A1 |
| Устройство для поперечно-клиновой прокатки | 1981 |
|
SU940964A1 |
Ж
фие.1
