Предлагаемое изобретение относится к области электронной промышленности, к технологии подготовки поверхности пластин бинарных и многокомпонентных материалов, в частности карбида кремния, и может быть использовано в технологии микро- и наноэлектроники для получения атомарно-гладких поверхностей и совершенных эпитаксиальных структур на неориентированных поверхностях образцов.
Известен способ обработки поверхности пластины карбида кремния (Materials Science Forum. Vols. 556-557, (2007) pp. 753-756), включающий удаление с поверхности видимых следов операции резки слитка на пластины тонкой шлифовкой алмазным инструментом в течение не менее 15 мин с остаточным размахом высот 1 мкм на поле диаметром 4 дюйма, удаление части нарушенного слоя толщиной 5 мкм полировкой алмазными абразивами в течение не менее 90 мин с остаточным среднеквадратическим значением шероховатости 1 нм на поле 10×10 мкм2, удаление нарушенного слоя толщиной 1,5 мкм химико-механической полировкой в коллоидном растворе на основе кварца в течение не менее 90 мин с остаточным среднеквадратическим значением шероховатости 0,08÷0,12 нм на поле 10×10 мкм2.
Общий с заявляемым способом признак: удаление нарушенного слоя поверхности (в заявляемом способе - растворение материала образца).
Причины, препятствующие достижению технического результата: длительность технологического процесса в целом; увеличение аморфно-деформированного слоя вследствие механических воздействий на операциях механической и химико-механической полировки поверхности; загрязнение поверхности при использовании агрессивных реагентов, требующих последующей утилизации.
Известен также способ сухого травления монокристаллического карбида кремния (Пат. США №4,981,551, В44С 1/22; С03С 15/00; C23F 1/02; H01L 21/306, 1991), включающий операции формирования маскирующего слоя на подложке карбида кремния, приложения потенциала образования плазмы между электродами, формирования плазмы путем напуска газа в межэлектродное пространство и его диссоциации на химически активные частицы с карбидом кремния, травления подложки, снятия маскирующего слоя с подложки карбида кремния.
Общие с заявляемым способом признаки: формирование маскирующего слоя (в заявляемом способе - нанесение рабочего слоя), травление подложки (в заявляемом способе - растворение материала образца), снятие маскирующего слоя с подложки (в заявляемом способе - удаление рабочего слоя с поверхности образца).
Причины, препятствующие достижению технического результата: увеличение шероховатости поверхности материала вследствие распыления частиц подложки тяжелыми ионами; возможность загрязнения поверхности подложки продуктами реакции активных сред с технологической оснасткой; применение высокотоксичных и реакционных сред в качестве рабочего газа.
Наиболее близким по технической сущности к заявленному способу является способ обработки стекла (А.С. СССР 1655929 А1, С03С 23/00, 1991). Он заключается в предварительном подогреве стекла в вакууме не более 5·10-4 Па до температуры (Тд-400)÷Тд°С, выдержке 5÷20 мин и обработке электронным лучом при удельной мощности (0,5÷20)·102 Вт/см2, скорости 0,5÷3,0 см/с и толщине 500÷2000 мкм за один проход луча по изделию.
Общие с заявляемым способом признаки: предварительный подогрев в вакууме, выдержка, обработка электронным лучом за один проход по изделию.
Причины, препятствующие достижению технического результата, заключаются в том, что этот способ не позволяет проводить обработку поверхности бинарных и многокомпонентных материалов из-за различных физико-химических свойств их компонентов. Кроме того, указанные режимы обработки не могут быть применимы для высокотемпературных и высокотеплопроводных кристаллических материалов.
Целью предлагаемого изобретения является получение атомарно-гладкой и структурированной поверхностей бинарных и многокомпонентных материалов, сокращение длительности технологического процесса обработки.
Необходимый технический результат достигается тем, что на подготовленную поверхность образца наносят рабочий слой толщиной 1÷150 мкм, при этом образец подогревают в вакууме при давлении не более 5·10-3 Па или среде газа до температуры (0,8·Тп±50)°С, выдерживают 2÷5 мин и обрабатывают ленточным параксиальным энергетическим лучом при удельной мощности (1,0÷20,0)·104 Вт/см2, скорости 5÷100 см/с, а охлаждают до комнатной температуры со скоростью, при которой термонапряжения не влияют на кристаллическую структуру образца, и удаляют рабочий слой с поверхности образца, причем на поверхность пластины наносится рабочий слой, включающий не менее одного компонента, где, по крайней мере, один из компонентов в состоянии жидкой фазы растворяет материал образца, причем компоненты рабочего слоя подбираются с такими температурными коэффициентами расширения, при которых не происходит разрушения образца в течение технологического процесса, а также легко удаляются с поверхности образца и не оставляют трудноудаляемый шлам, причем обработку проводят ленточным параксиальным лазерным лучом в среде газа, также обработку проводят ленточным параксиальным ионным лучом.
Для достижения технического результата к операциям подогрева в вакууме, выдержке, обработке электронным лучом за один проход по изделию при толщине луча 500÷2000 мкм добавляются операции нанесения рабочего слоя толщиной 1÷150 мкм, при этом образец подогревают в вакууме при давлении не более 5·10-3 Па или среде газа до температуры (0,8·Тп±50)°С, выдерживают 2÷5 мин и обрабатывают ленточным параксиальным энергетическим лучом при удельной мощности (1,0÷20,0)·104 Вт/см2, скорости 5÷100 см/с, а охлаждают до комнатной температуры со скоростью, при которой термонапряжения не влияют на кристаллическую структуру образца, и удаления рабочего слоя с поверхности образца, причем на поверхность пластины наносится рабочий слой, включающий не менее одного компонента, где, по крайней мере, один из компонентов в состоянии жидкой фазы растворяет материал образца, причем компоненты рабочего слоя подбираются с такими температурными коэффициентами расширения, при которых не происходит разрушения образца в течение технологического процесса, а также легко удаляются с поверхности образца и не оставляют трудноудаляемый шлам, причем обработку проводят ленточным параксиальным лазерным лучом в среде газа, также обработку проводят ленточным параксиальным ионным лучом.
Материалы с низкой термостойкостью в зависимости от глубины модификации поверхности пластины необходимо подогревать до температуры около 0,8·Тп, где Тп - температура пластичности, позволяющая сохранить форму пластины с минимальными остаточными термонапряжениями.
Режимы обработки подбираются таким образом, чтобы на поверхности раздела рабочий слой - обрабатываемый материал локально формировалась ванна расплава материала рабочего слоя. В области поверхности раздела формируются квазиоднородные поля температуры и электрического заряда, определяющие кинетику физико-химических процессов на границе фаз.
Формируемое энергетическое состояние поверхности в зависимости от режимов обработки может приводить к созданию атомарно-гладкой, когда размах высот обработанной поверхности сравним с величиной постоянной решетки материала, а также структурированной поверхностей пластин, когда наблюдается ступенчатая структура обработанной поверхности, копирующая кристаллическую решетку объема материала.
Наличие отличительных признаков обуславливает соответствие заявляемого технического решения критерию «новизна». Заявляемый способ соответствует также критерию «существенные отличия», поскольку не обнаружено решений с признаками, отличающими заявляемый способ от прототипа.
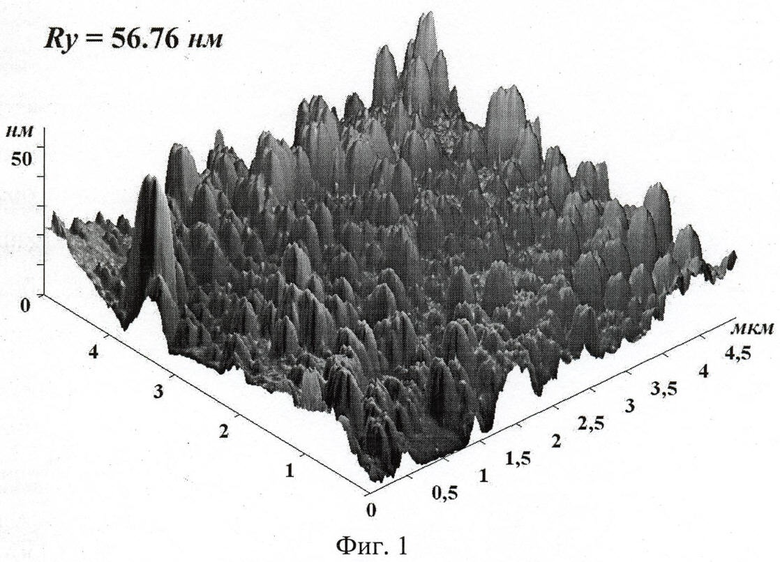
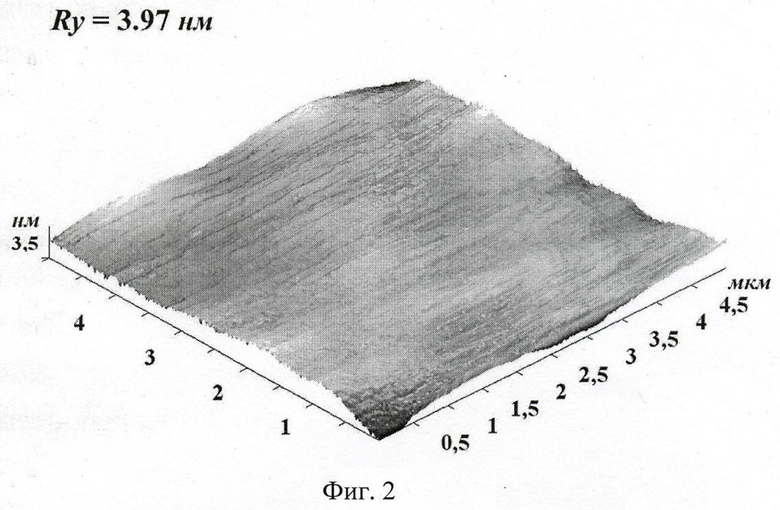
Сущность предлагаемого изобретения поясняется нижеследующим описанием и прилагаемыми к нему чертежами, где на фиг.1 показано АСМ-изображение поверхности пластины карбида кремния перед обработкой (размер изображения 5×5 мкм, размах высот 56,76 нм), а на фиг.2 - после обработки по заявляемому способу (размер изображения 5×5 мкм, размах высот 3,97 нм). Размах высот в результате обработки уменьшился более чем в 14 раз. В таблице 1 представлены значения параметров шероховатости поверхности до и после обработки по заявляемому способу, полученные методом АСМ.
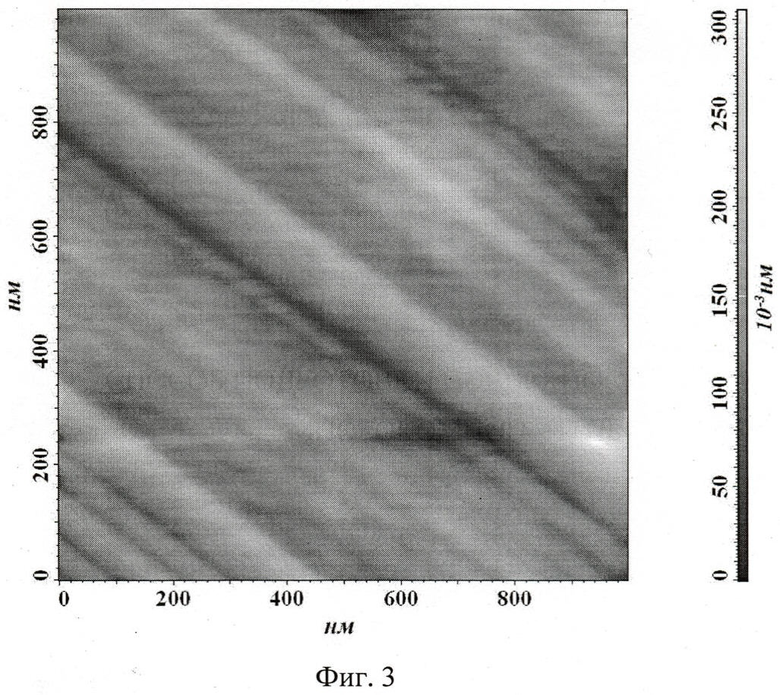
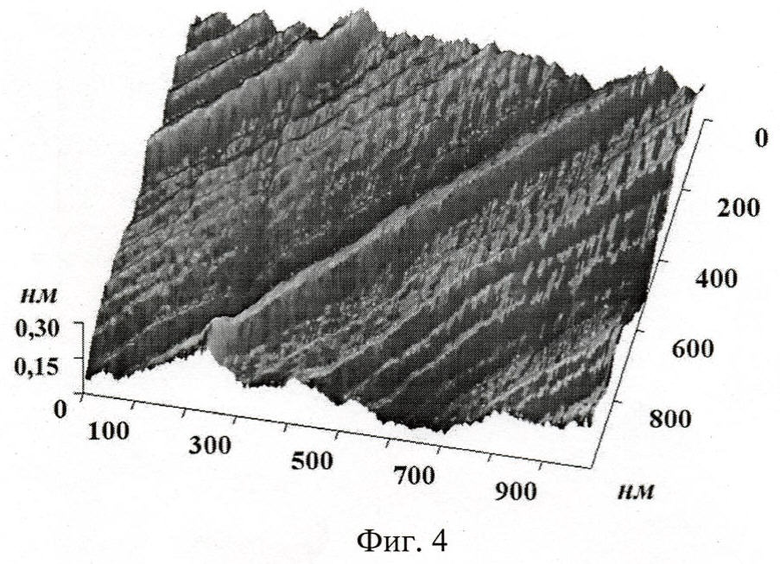
На фиг.3, фиг.4 показана область пластины карбида кремния с нанопрофилированным рельефом поверхности, полученным в результате обработки по заявляемому способу. Размер изображения 1×1 мкм, размах высот 0,3 нм.
В одном из случаев осуществления изобретения пластины монокристаллического карбида кремния {0001} 6Н-политипа с развитыми поверхностями граней подвергаются стандартной механической и химической обработке. Затем наносится слой кремния толщиной 1÷150 мкм. Полученные структуры устанавливают в держатель образцов на расстоянии 30÷60 мм от анода электронной пушки внутри устройства подогрева. Камера откачивается до давления 10-3÷10-4 Па. Структуры подогревают до (0,8·Тп±50)°С. Нижний предел определяют пределом возникающих напряжений для глубин модификации в десятки ангстремов, а верхний предел для глубин модификации в десятки нанометров. При (0,8·Тп±50)°С структуры выдерживают 2÷5 мин для стабилизации и выравнивания температуры по объему. Затем включают электронную пушку и движущимся ленточным параксиальным пучком проводят обработку структуры. Скорость движения луча 5÷100 см/с, толщина 0,5÷1,0 мм, удельная мощность (1,0÷20,0)·104 Вт/см2. При удельной мощности менее (1,0÷20,0)·104 Вт/см2 и скорости 5÷100 см/с создается ванна расплава кремния, однако течение физико-химических процессов на границе фаз происходит за время, значительно превышающее время воздействия на структуру. При мощности более (1,0÷20,0)·104 Вт/см2 и скорости 5÷100 см/с и температуре подогрева 0,8·Тп+50°С возникают напряжения, разрушающие структуры при обработке или пластины через некоторое время.
После обработки структуры охлаждаются до комнатной температуры со скоростью, при которой термонапряжения не влияют на кристаллическую структуру образца, слой кремния удалялся с поверхности пластины химическим травлением в стандартном растворе. В таблице 2 представлены конкретные примеры частного случая осуществления способа.
льность процесса, мс
Таким образом, при обработке пластины по предлагаемому способу глубина модификации поверхности зависит от толщины рабочих слоев, поверхности контакта жидкой и твердой фаз, а не от времени. Кроме того, подогрев пластины позволяет существенно повысить энергию пучка без опасности разрушения, увеличить глубину обработки и снизить создаваемые на поверхности температурные градиенты. Это значительно снижает время обработки. Кинетика физико-химических процессов на границе фаз формирует энергетическое состояние поверхности пластины. Формируемое энергетическое состояние поверхности в зависимости от режимов обработки может приводить к созданию атомарно-гладкой, когда размах высот обработанной поверхности сравним с величиной постоянной решетки материала, а также структурированной поверхностей пластин, когда наблюдается ступенчатая структура обработанной поверхности, копирующая кристаллическую решетку объема материала. Малая длительность обработки и сохранение агрегатного состояния пластины при модификации ее поверхности позволяет проводить обработку бинарных и многокомпонентных материалов без изменения стехиометрического состава. Это позволяет повысить надежность элементов микро- и наноэлектроники. Указанные режимы обработки могут быть применимы для высокотемпературных кристаллических материалов, а также материалов с высокой теплопроводностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки стекла | 1988 |
|
SU1655929A1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ОЧИСТКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2043782C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ЭПИТАКСИАЛЬНОЙ ПОЛУПРОВОДНИКОВОЙ СТРУКТУРЫ | 1998 |
|
RU2132583C1 |
| Способ формирования трибологического покрытия | 2018 |
|
RU2712661C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПОДЛОЖКИ К НАНЕСЕНИЮ АЛМАЗНОГО ПОКРЫТИЯ МЕТОДОМ ГАЗОСТРУЙНОГО ОСАЖДЕНИЯ | 2024 |
|
RU2837154C1 |
| Способ формирования упрочненного поверхностного слоя в зоне лазерной резки деталей из легированных конструкционных сталей | 2019 |
|
RU2707374C1 |
| Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов | 2020 |
|
RU2751608C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПИНДЕЛЯ ИЗ ТИТАНОВОГО СПЛАВА ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2007 |
|
RU2385792C2 |
| ТЕПЛООТВОДЯЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2806062C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОТОЧУВСТВИТЕЛЬНОЙ СТРУКТУРЫ | 2006 |
|
RU2330352C1 |
Изобретение относится к области электронной промышленности и может быть использовано в технологии микро- и наноэлектроники для получения атомарно-гладких поверхностей и совершенных эпитаксиальных структур на разориентированных поверхностях образцов. Сущность изобретения: в способе подготовки поверхности бинарных и многокомпонентных материалов на подготовленную поверхность образца наносят рабочий слой толщиной 1÷150 мкм, включающий не менее одного компонента, где, по крайней мере, один из компонентов в состоянии жидкой фазы растворяет материал образца, при этом компоненты рабочего слоя подбирают с такими температурными коэффициентами расширения, при которых не происходит разрушение образца в течение технологического процесса, а также легко удаляются с поверхности образца и не оставляют трудноудаляемый шлам, образец подогревают в вакууме при давлении не более 5·10-3 Па до температуры (0,8·Тп±50)°С (Тп - температура пластичности материала образца), выдерживают 2-5 мин и обрабатывают ленточным параксиальным энергетическим лучом при удельной мощности (1,0-20,0)·104 Вт/см2, скорости 5-100 см/с, охлаждают до комнатной температуры и удаляют рабочий слой с поверхности образца. Изобретение обеспечивает получение атомарно-гладкой и структурированной поверхностей, сокращение длительности технологического процесса обработки. 3 з.п. ф-лы, 4 ил., 2 табл.
1. Способ подготовки поверхности бинарных и многокомпонентных материалов, включающий подогрев в вакууме, выдержку, последующую обработку энергетическим лучом за один проход по изделию при толщине луча 500÷2000 мкм, отличающийся тем, что на подготовленную поверхность образца наносят рабочий слой толщиной 1÷150 мкм, включающий не менее одного компонента, где, по крайней мере, один из компонентов в состоянии жидкой фазы растворяет материал образца, при этом компоненты рабочего слоя подбирают с такими температурными коэффициентами расширения, при которых не происходит разрушение образца в течение технологического процесса, а также легко удаляются с поверхности образца и не оставляют трудноудаляемый шлам, при этом образец подогревают в вакууме при давлении не более 5·10-3 Па до температуры (0,8·Тп±50)°С, (Тп - температура пластичности материала образца), выдерживают 2-5 мин и обрабатывают ленточным параксиальным энергетическим лучом при удельной мощности (1,0-20,0)·104 Вт/см2, скорости 5-100 см/с, охлаждают до комнатной температуры со скоростью, при которой термонапряжения не влияют на кристаллическую структуру образца, и удаляют рабочий слой с поверхности образца.
2. Способ по п.1, отличающийся тем, что обработку проводят ленточным параксиальным электронным лучом.
3. Способ по п.1, отличающийся тем, что обработку проводят ленточным параксиальным лазерным лучом в среде газа.
4. Способ по п.1, отличающийся тем, что обработку проводят ленточным параксиальным ионным лучом.
| Способ обработки стекла | 1988 |
|
SU1655929A1 |
| RU 2004037 C1, 30.11.1993 | |||
| СПОСОБ ПОДГОТОВКИ ПОЛУПРОВОДНИКОВЫХ ПОДЛОЖЕК | 1994 |
|
RU2072585C1 |
| СПОСОБ ПОДГОТОВКИ КРЕМНИЕВЫХ ПОДЛОЖЕК | 1996 |
|
RU2110115C1 |
| US 4981551 A, 01.01.1991. | |||

