Изобретение относится к станку для пластической деформации проволоки, прежде всего к станку для гибки пружин или навивки пружин, с рамой станка, устройством для загрузки проволоки, проволочной проводкой для перемещения подаваемой проволоки в рабочую зону станка, в которой проволока с помощью одного инструмента или нескольких инструментов подвергается обработке и/или пластической деформации, причем для этого каждый инструмент может быть перемещен по отношению к проволоке посредством движения подачи из удаленного от проволоки исходного положения в рабочее положение, а инструменты расположены на предусмотренной на раме станка инструментальной плите вокруг расположенной на плите для инструментов выемки, через которую проволока подается в рабочую зону станка, причем помимо этого каждый инструмент закреплен на инструментальной плите в направлении его движения подачи неподвижно относительно инструментальной плиты, его движение подачи в рабочее положение осуществляется только за счет соответствующего перемещения инструментальной плиты, а инструментальная плита расположена на второй плите, которая снабжена выемкой, соответствующей выемке на инструментальной плите, при этом инструментальная плита выполнена с возможностью перемещения вдоль первого направления по второй плите, а она - относительно рамы станка вдоль второго направления.
Из DE 10134828 В4 известен станок для пластической деформации проволоки в виде станка для изготовления витых изгибных пружин, у которого некоторое количество инструментов размещено на пластине. Каждый инструмент имеет опорную пластину и снабжен собственным, предназначенным только для него приводом, с помощью которого инструмент может совершать радиальное перемещение в сторону проволоки или от нее. Опорные плиты могут быть соединены с кольцом, которое может поворачиваться вокруг оси проволоки и с помощью которого может достигаться точная настройка положения инструмента по отношению к проволоке (ось вращения). У этого известного станка каждый инструмент снабжен, однако, собственным приводом, что делает станок дорогостоящим.
В DE 10342451 А описан станок для изготовления витых изгибных пружин, у которого расположенные на вертикальном круглом столе узлы инструментов могут быть установлены на нем в любом положении под углом. Для привода перемещения узлов инструментов предусмотрено центральное приводное колесо, которое приводит в действие блоки рукоятей с расположенными на них кулачками, которые могут быть соединены с узлами инструментов по принципу кулачковой системы управления. При этом, хотя каждый узел инструментов и нуждается в собственном, приданном только ему приводе, последовательность выполнения отдельных операций движения во времени не является все же достаточно свободно программируемой функцией.
Станок для пластической деформации проволоки согласно DE 19938905 В4 представляет собой опять-таки станок для изготовления витых изгибных пружин, который имеет два расположенных рядом с узлом для протяжки проволоки револьверных механизма для инструментов. Они расположены на 3D-крестовом столе и благодаря этому они могут занимать любое положение в пространстве. Револьверный механизм может дополнительно поворачиваться вокруг оси, параллельной оси проволоки, вследствие чего различные инструменты могут быть приведены в соприкосновение с проволокой в различных положениях. У этого известного станка операция замены инструмента выполняется, однако, очень медленно и это резко снижает производительность станка. Кроме этого, данный известный станок требует больше места, чем обычные станки для изготовления витых изгибных пружин.
Из DE 29913014 U известен узел пластической деформации в форме модуля для станков для гибки проволоки, модуль которого состоит из опорной пластины с приводом, узла линейной протяжки и кривошипно-ползунного механизма. Узлы пластической деформации могут быть просто смонтированы на стенку станка и вновь демонтированы. Однако, недостатком является то, что каждому узлу инструмента опять таки придан собственный привод, что вновь делает станок дорогим, прежде всего при увеличенном количестве инструментов.
Станок для изготовления витых изгибных пружин согласно ЕР 1637251 А работает с заправочным узлом, который помещен либо на 2D- либо на 3D-крестовом столе. Тем самым, проволока может подаваться к радиально расположенным инструментам, для чего, однако, необходимо перемещать очень большие массы. По этой причине имеет место снижение производительности и жесткости известного станка.
Из DE 69715953 Т известен другой станок для изготовления витых изгибных пружин с перемещающимся в двух плоскостях узлом загрузки, позволяющий оптимальное позиционирование проволоки относительно инструмента. При этом головка инструмента располагается над узлом загрузки и может перемещаться как в горизонтальной, так и в вертикальной плоскости. Дополнительно предусмотрена еще одна ось вращения для инструмента. У этого известного станка на головке инструмента может быть закреплен, однако, только один инструмент. Для выполнения операции резки (обрезки) требуется использовать собственный узел инструментов. Расположение головки инструментов четко задано (а именно: вертикально сверху).
Станок для изготовления витых изгибных пружин указанного вначале типа известен из JP-P 2007-30038 A. При этом стол для инструментов выполнен с возможностью линейного перемещения вдоль первого направления по второй плите и вторая плита линейно вдоль второго направления относительно рамы станка, причем первое направление расположено горизонтально, а второе направление вертикально относительно продольной оси станка. Однако практика показывает, что известный станок в процессе эксплуатации испытывает очень сильные вибрации и наступает состояние повышенного раскачивания всего станка, что приводит к весьма нежелательным вибрациям у уже изготовленных изделий из изогнутой проволоки, что отрицательным образом сказывается на выполнении всего процесса наматывания и навивки проволоки.
Исходя из этого в основу данного изобретения положена задача разработать станок для пластической деформации проволоки указанного в начале типа так, что при сохранении простой формы конструкции возможно достижение спокойного в отношении вибраций режима эксплуатации станка и тем самым достижение высокой производительности.
В соответствии с изобретением у станка для пластической деформации проволоки указанного в начале вида это достигается тем, что каждое из двух направлений перемещения инструментальной плиты и второй плиты расположено под углом порядка 45° относительно вертикальной оси станка.
Совершенно неожиданно станок для пластической деформации проволоки в соответствии с изобретением приводит к чрезвычайно спокойному в отношении вибраций режиму эксплуатации станка, который позволяет достигать особо высокие скорости обработки при очень высокой точности, не приводя при этом к мешающим в процессе работы или вызывающим выработку брака вибрациям станка. Вероятно, это следует объяснить тем, что при расположении осей перемещения обеих перемещающихся плит согласно настоящему изобретению боковые амплитуды перемещения каждой из обеих плит существенно меньше, чем при вертикальном/горизонтальном расположении обеих осей перемещения.
В соответствии с изобретением перемещаемая масса инструментальной плиты относительно небольшая, так как постоянно должны быть установлены только необходимые инструменты. Благодаря возможности любого расположения инструментов их крепеж может осуществляться таким образом, что пути перемещения инструментальной плиты будут сокращены до минимума.
Особо предпочтительным у станка для пластической деформации проволоки согласно настоящему изобретению будет размещение каждой из продольных осей всех, закрепленных на инструментальной плите инструментов под острым углом, особо предпочтительно - расположение под углом от 30° или 45°, относительно вертикальной оси станка, вследствие чего будут достигаться особо благоприятные условия для передачи усилий в основание станка, что прежде всего действительно при расположении под углом в 45°.
Особо предпочтительно перемещение как инструментальной плиты, так и второй плиты по двум, расположенным параллельно относительно друг друга линейным направляющим, если соответствующие движения должны осуществляться линейно.
Преимущественно инструментальная плита и вторая плита в соответствии с настоящим изобретением расположены в виде двумерного крестового стола.
Далее, особенно рекомендуется, если на второй плите расположен также привод для перемещения инструментальной плиты, благодаря чему он может постоянно перемещаться в направлении перемещения второй плиты относительно рамы станка вместе со второй плитой, и за счет его приводного соединения с инструментальной плитой простым способом может осуществляться наложение перемещения второй плиты на перемещение инструментальной плиты.
Другое преимущественное осуществление настоящего изобретения достигается также за счет того, что плита для инструментов и вторая плита представляют собой детали трехмерного крестового стола, и тем самым могут совместно перемещаться еще и в направлении, параллельном направлению перемещения проволоки, благодаря чему обеспечивается возможность для трехмерной подачи всех инструментов.
В другом преимущественном осуществлении настоящего изобретения инструментов плита вместе с закрепленными на ней инструментами выполнена с возможностью поворота вокруг оси, расположенной перпендикулярно к направлению подачи проволоки, вследствие чего можно быть достигнуто, что инструменты в рабочем положении воздействуют на проволоку не под прямым углом, что является желательным во многих случаях.
Для определенных случаев применения может оказаться преимущественным, что расположенные на инструментальной плите инструменты выполнены с возможностью регулировки каждого инструмента в отдельности в перпендикулярной плоскости по отношению инструментальной плите. Для этой цели может быть предусмотрено соответственно крепление для инструментов с соответствующим устройством для регулировки положения инструментов, благодаря чему в определенных случаях может быть достигнуто оптимальное расположение инструмента относительно протяжки проволоки.
В определенных случаях применения преимущественным является, что инструменты на плите для инструментов снабжены дополнительным поворотным приводом, примерно как в токарном инструменте с токарной оправкой, для того, чтобы с его помощью в рабочем положении можно было совершать также и вращательные движения.
Особенно предпочтительно также предусмотрено, что выемка инструментальной плиты при любом взаимном расположении инструментальной плиты и второй плиты расположена полностью внутри определяемого выемкой второй плиты участка поверхности.
Преимущественным является, что в выемке инструментальной плиты установлен огибающий край выемки защитный лист, с помощью которого закрыт зазор между инструментальной плитой и рамой станка, благодаря чему никакие детали, штифты и т.п. не могут проникнуть между плитами. Преимущественно, защитный лист привинчен к инструментальной плите в четырех точках, например, по четырем углам выемки.
Обе подвижные плиты расположены относительно друг друга и по отношению к торцевой плите рамы станка таким образом, что зазоры между инструментальной плитой и второй плитой, а также между второй плитой и торцевой плитой рамы станка расположены в диапазоне от 0,8 до 1,3 мм, преимущественно составляют около 1 мм. Этого можно добиться простым способом благодаря тому, что обе подвижные плиты выполнены не в виде «цельных плит», а имеют выемки и карманы, при этом как линейные направляющие, так и перемещающиеся по ним каретки направляющих утоплены в соответствующих плитах на такую глубину, что в конце концов достигаются желаемые минимальные значения зазоров.
Выемка (паз) во второй плите преимущественно выполняется прямоугольной формы, особенно предпочтительным является исполнение квадратной формы, что является благоприятным из соображений симметрии и распределения веса.
Далее, особенно преимущественным является также, что выполненный в качестве резака инструмент закреплен не на инструментальной плите, а с помощью консоли на раме станка, благодаря чему весьма значительные усилия в процессе обработки резанием передаются не через инструментальную плиту, опора которой приходится на вторую плиту и в результате чего усилия через ее опору передаются на раму станка, а непосредственно на раму станка. Данная мера также способствует дополнительно достижению более спокойного, не связанного с возникновением вибраций режима эксплуатации станка и снижению нагрузок на привод у обеих подвижных плит.
Станок для пластической деформации проволоки согласно изобретению приводит благодаря своей относительно простой конструкции к сравнительно более низкой цене и при этом по сравнению со многими известными станками к существенному удешевлению. Это достигается благодаря упрощенной конструкции станка и ставшему при этом возможным сокращению количества приводных осей, не приводя при этом к существенному снижению производительности станка.
Ниже приводятся дополнительные пояснения настоящего изобретения на основании чертежей принципиального примера. На них показаны:
Фиг.1 перспективный вид спереди станка для пластической деформации проволоки согласно изобретению в виде станка для изготовления витых изгибных пружин;
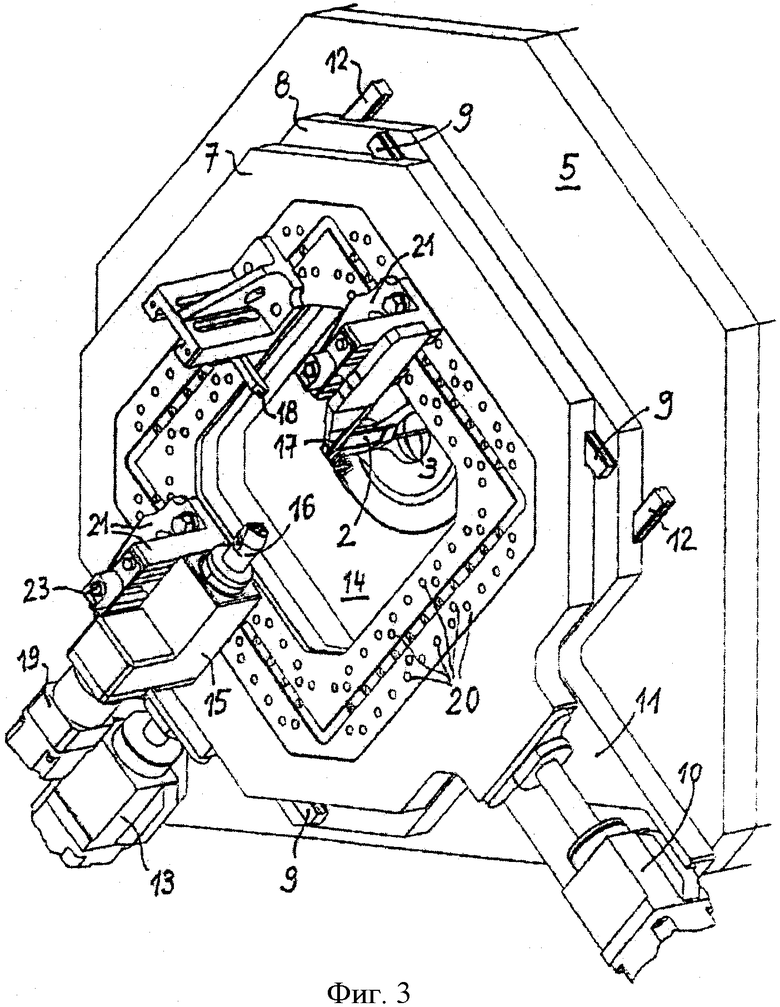
Фиг.2 увеличенное изображение перспективного вида рабочей зоны станка для изготовления витых изгибных пружин согласно фиг.1, однако в данном случае спереди и по диагонали вправо вверх, в рабочем положении при выполнении операции гибки;
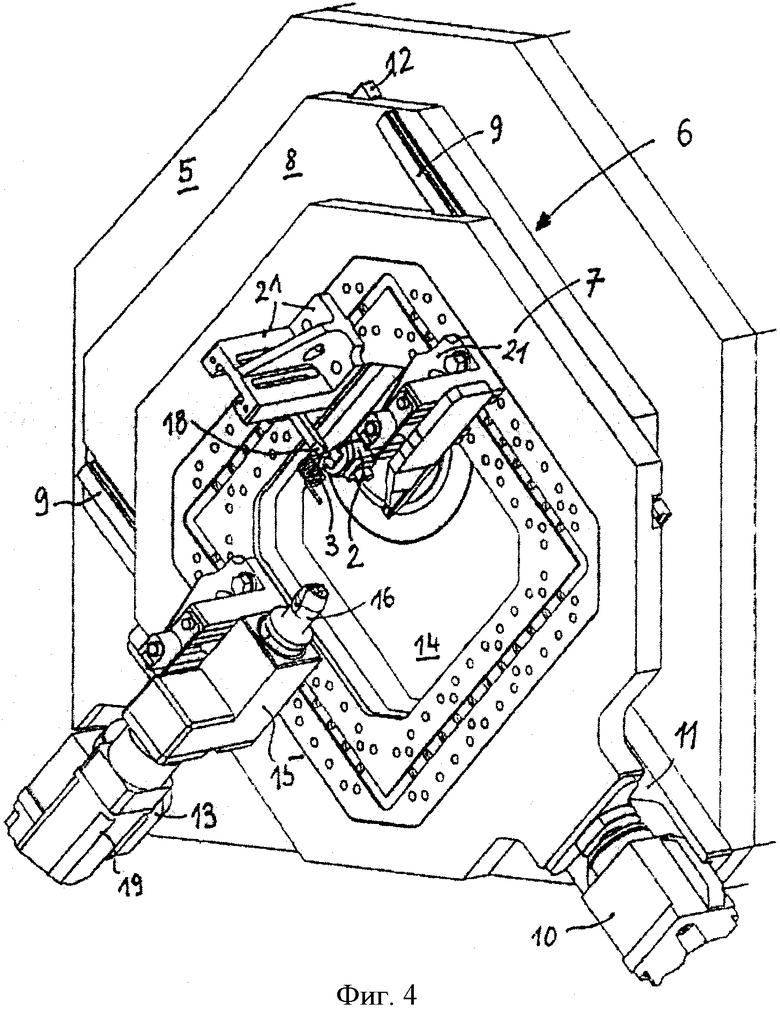
Фиг.3 увеличенное изображение перспективного вида по диагонали согласно фиг.2, однако в данном случае в рабочем положении при выполнении операции навивки, а также
Фиг.4 увеличенное изображение перспективного вида согласно фиг.2 и 3 станка согласно фиг.1, однако в данном случае в рабочем положении незадолго до начала выполнения операции обрезки.
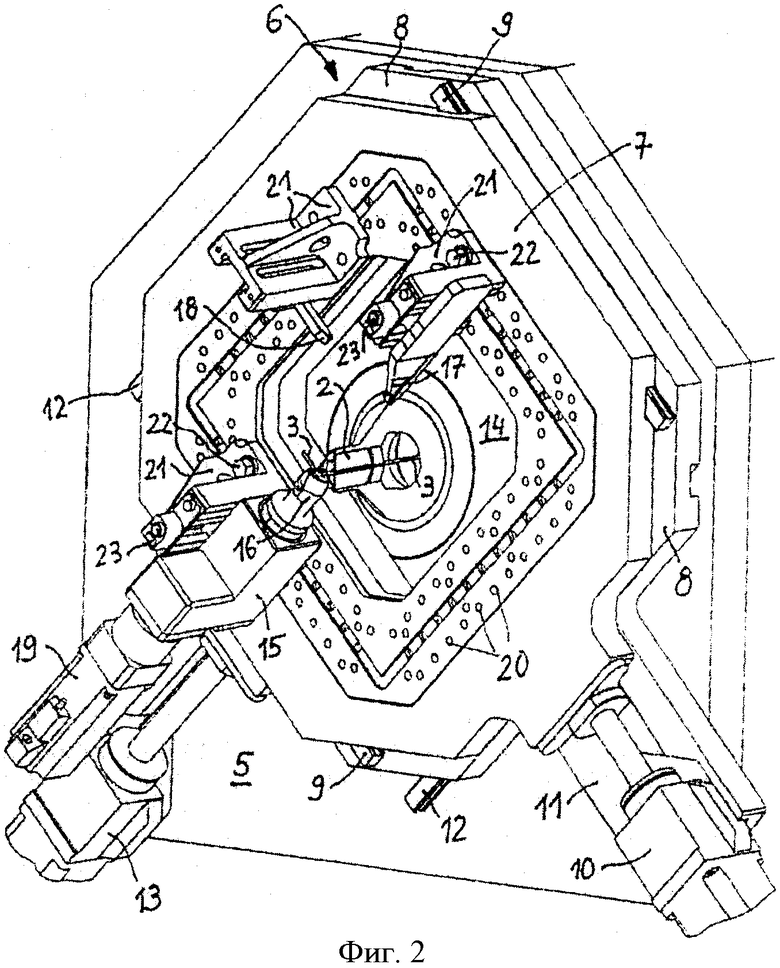
На фиг.1 показан в перспективном виде по диагонали спереди (сверху слева) станок для пластической деформации проволоки в виде станка 1 для изготовления витых изгибных пружин, который имеет устройство загрузки проволоки (не показано), выпрямляющее устройство (не показано), а также проволочную проводку 2. Как устройство загрузки (втягивания) проволоки, так и выпрямляющее устройство и проволочная проводка 2 выполнены с возможность вращения вокруг продольной оси подаваемой на станок проволоки 3. Данные модули сами по себе известны: выпрямляющее устройство состоит из правильных валков, которые расположены на различных уровнях и за счет соответствующей подачи устраняют собственные напряжения в проволоке 3, и тем самым имеющиеся на ней изгибы и позволяют получать по возможности выпрямленную проволоку. Устройство загрузки (втягивания) проволоки состоит из нескольких, приводимых в действие пар роликов, которые направляют зажатую между ними проволоку 3 в процессе своего вращения с подачей через проволочную проводку 2 в рабочую зону станка.
Станок для изготовления витых изгибных пружин 1 имеет в целом раму станка 4, которая на фиг.1 изображена только в общем виде и снабжена с передней стороны передней стенкой 5 станка (торцевой стенкой).
На передней стенке 5 станка расположен двумерный крестовой стол 6, который со своей передней стороны включает в себя инструментальную плиту 7, которая перемещаемо расположена на второй плите 8, выполненной в качестве опорной плиты. На опорной плите 8 расположены две параллельных, первых линейных направляющих 9, вдоль которых инструментальная плита 7 выполнена с возможностью перемещения по опорной плите 8 в направлении «х», которое проходит под углом в 45° к вертикальной оси Н-Н станка 1 для изготовления витых изгибных пружин (на фиг.1: наискось справа снизу - влево наверх). Для перемещения инструментальной плиты 7 по первым линейным направляющим 9 относительно опорной пластины 8 предусмотрен шпиндельный привод 10, который смонтирован на кронштейне 11 опорной плиты 8 так, что при любом движении опорной плиты 8 он перемещается вместе с ней.
На передней стенке 5 станка также смонтированы две параллельные, вторые линейные направляющие 12, по которым опорная плита 8 может перемещаться относительно передней стенки 5 станка (и тем самым относительно рамы 4 станка), а именно в направлении «у», которое расположено перпендикулярно к направлению перемещения «х» инструментальной плиты 7 и также находится под углом в 45° относительно вертикальной оси Н-Н станка для изготовления витых изгибных пружин (на фиг.1: слева снизу - направо вверх).
Для перемещения опорной плиты 8 по линейным направляющим 12 также предусмотрен шпиндельный привод 13, который может быть закреплен на передней стенке 5 станка.
Как инструментальная плита 7, так и вторая плита или же опорная плита 8 снабжена в центре выемкой (пазом) 14, которая проходит вокруг устройства (2) для направления проволоки, как это показано на фиг.1. Выемки 14 на обеих плитах 7 и 8 имеют квадратную форму со скошенными углами и расположены в исходном состоянии - состоянии покоя двумерного крестового стола 6 друг над другом и образуют общий открытый участок, через который подаваемая проволока 3 с помощью устройства 2 для направления проволоки может беспрепятственно загружаться в рабочую зону станка 1.
Как можно видеть непосредственно на фиг.1 (или на других фигурах тоже), вокруг выемки 14 в инструментальной плите 7 расположены несколько различных инструментов, например, гибочный инструмент 15 с поворотной гибочной головкой 16, далее намоточный штырь 17, на котором могут быть нанесены несколько канавок для навивки, и, наконец, режущий инструмент 18. Само собой разумеется, что там могло бы располагаться еще некоторое большее или меньшее количество других инструментов. Каждый из инструментов закреплен на инструментальной плите 7 так, что он неподвижно зафиксирован в направлении движения подачи на устройстве 2 для направления проволоки.
Каждый инструмент может быть, при желании, дополнительно снабжен приводом, причем на фиг.1 показан такой дополнительный привод 19 только для вращения гибочной головки 16 гибочного инструмента 15.
На инструментальной плите 7 нанесена растровая сетка 20 с большим количеством отверстий для того, чтобы с ее помощью обеспечить возможность простого монтажа закрепляемых в ней инструментов.
Увеличенное перспективное изображение спереди на фигурах с 2 по 4 позволяет особенно хорошо разглядеть местные детали и особенности на крестовом столе 6 при различных рабочих положениях.
В первую очередь используемые инструменты, как очень отчетливо видно на фиг.2, состоят из держателей 21 инструментов, которые вставляются в отверстия растровой сетки 20 и могут быть закреплены в ней с помощью винтов 22.
Растровая сетка 20 расположена вокруг по всему периметру выемки 14 так, что инструменты могут быть закреплены в ней в любом положении.
Держатели 21 инструментов могут быть, например, также снабжены регулировочным устройством 23, с помощью которого может производиться настройка положения соответствующего инструмента в продольном направлении проволоки 3 для того, чтобы достигнуть по возможности оптимального выравнивания по отношению к проволочной проводке 2.
Представленный на чертежах станок 1 для изготовления витых изгибных пружин работает следующим образом.
Проволока 3 перемещается с помощью (не представленного на чертежах) устройства загрузки проволоки с задней стороны проволочную проводку 2 вперед в рабочую зону станка 1, где она с помощью инструментов 15, 17 и 18 последовательно обрабатывается и подвергается пластической деформации.
Для того чтобы оптимально расположить (позиционировать) проволочную проводку 2 относительно используемых инструментов 15, 17 и 18, оно может поворачиваться вокруг продольной оси проволоки 3.
Благодаря работе приводов 10 и 13 двумерного крестового стола 6 необходимый инструмент может быть приведен в соприкосновение (взаимодействие) с проволокой 3.
На фиг.2 показано состояние, в котором благодаря перемещению инструментальной плиты 7 (перемещение которой в целом складывается из наложения ее относительного перемещения по отношению к опорной пластине 8 и ее относительного перемещения по отношению к передней стенке 5 станка) гибочная головка 16 гибочного инструмента 15 подводится к выпускному отверстию проволочной проводки 2 и приводится во взаимодействие с проволокой 3. После этого, либо приводится в действие другой привод 19 для гибочной головки 16 гибочного инструмента 15 (для выполнения операции гибки проволоки), либо приводится в действие устройство загрузки проволоки (для выполнения операции наматывания проволоки).
Таким образом, могут последовательно приводиться в соответствующее рабочее положение различные, установленные на станке инструменты за счет соответствующих операций перемещения на инструментальной плите 7 двумерного крестового стола 6, и тем самым последовательно по желанию выполняться различные операции обработки проволоки 3.
В качестве последней рабочей операции к проволоке 3 подводится режущий инструмент 18 и перемещается так, что производит обрезку проволоки 3 у проволочной проводки 2.
На фиг.2 - 4 представлены различные рабочие операции.
На фиг.2 показано подведение гибочного инструмента к проволоке 3 и придание гибкой соответствующей формы непрерывно подаваемой проволоки 3.
Фиг.3 иллюстрирует положение, в котором намоточный штырь 17 приведен в рабочее положение и производится намотка подаваемой проволоки 3.
Наконец, на фиг.4 показано положение, в котором режущий инструмент 18 как раз был подведен к проволочной проводке 2, при этом рабочее перемещение режущего инструмента 18 выполняется до тех пор, пока проволока 3 на проволочной проводке 2 не будет окончательно обрезана.
С помощью обоих приводов 10 и 13 двумерного крестового стола 6 все расположенные на инструментальной плите 7 инструменты 15, 17 и 18 совместно перемещаются: для своего перемещения в рабочее положение им не требуется использовать собственные, отдельные приводы.
Если возникнет потребность в дополнительных степенях свободы, то на инструментах можно без проблем установить другие приводные механизмы.
Для изготовления простых пружин, у которых выполняются, например, только операции навивки и затем обрезки, как правило также достаточно, если перемещение будет выполняться только инструментальной плитой 7 и/или только второй плитой 6 вдоль одной оси перемещения крестового стола 6.
Вместо применения вращающегося (поворотного) устройства загрузки для проволоки у станка 1 для изготовления витых изгибных пружин согласно настоящему изобретению предусмотрена возможность выполнения всего инструментального узла с функцией вращения (поворота).
Вместо использования двумерного крестового стола 6 можно было бы использовать также и трехмерный крестовый стол, который позволит перемещение в дополнительной плоскости для инструментальной плиты 7, и тем самым расположенных на ней инструментов в направлении перемещения проволоки.
И, наконец, можно было бы еще предусмотреть, чтобы весь инструментальный узел (двумерный крестовый стол вместе с расположенными на нем инструментами) имел возможность поворота вокруг оси, расположенной перпендикулярно к проволоке 3, причем в этом случае инструменты 15, 17, 18 не подходили бы больше проволоке 3 под прямым углом.
Также и наклон осей перемещения «х, у» под углом несколько меньше или несколько больше чем 45° относительно вертикальной оси Н-Н станка 1, например, менее 40° или менее 50°, приводит также к все еще относительно спокойному в отношении вибраций режиму эксплуатации всего станка.
Вместо закрепления режущего инструмента 18 на инструментальной плите 7 он может удерживаться также с помощью (не представленной на чертежах) консоли непосредственно на раме 4 станка или на его торцевой плите 5 для того, чтобы снизить нагрузку двумерного крестового стола и освободить его от воздействия значительных усилий, которые возникают в процессе выполнения операции резки. В этом случае, однако, консоль должна быть выполнена с возможностью перемещения относительно рамы станка для того, чтобы ее можно было подвести к проволоке 3 для выполнения операции резки. Альтернативно, консоль могла бы быть и неподвижной, а режущий инструмент 18 с собственным приводом механизма подачи располагаться на консоли.
Для выполнения операции настройки станка 1 для изготовления витых изгибных пружин согласно настоящему изобретению рекомендуется загрузить следующий режим исполнения технологического процесса в программное обеспечение системы управления станка:
Для того чтобы обеспечить пользователю по возможности наиболее оптимальные условия для выполнения операции настройки станка 1 для изготовления витых изгибных пружин, ему следует лишь задать желаемые геометрические параметры пружины на дисплее ввода рабочей поверхности программного обеспечения. На основании этих введенных параметров программное обеспечение рассчитает затем соответствующие идеальные позиции рабочих положений инструментов, которые после этого будут сообщены пользователю для выполнения операции настройки станка. После настройки станка эти позиции должны быть подтверждены или изменены оператором/пользователем перед тем, как программное обеспечение составит собственно программу осуществления технологического процесса. Имеется также возможность предусмотреть автоматический запрос в отношении позиций рабочих положений инструментов.
Управление технологическим процессом осуществляется затем на основании утвержденной программы посредством центрального устройства управления производственным процессом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ, СТАНОК ДЛЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ, УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, РАБОЧИЙ ИНСТРУМЕНТ ДЛЯ СТАНКА ДЛЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, СМЕННОЕ ПРИВОДНОЕ УСТРОЙСТВО ДЛЯ ИНСТРУМЕНТА | 1991 |
|
RU2091191C1 |
| ГИБОЧНЫЙ СТАНОК ДЛЯ ЛИСТОВОГО МЕТАЛЛА С ИНСТРУМЕНТАЛЬНЫМ МАГАЗИНОМ | 2019 |
|
RU2767100C1 |
| Широкоуниверсальный фрезерный станок | 1990 |
|
SU1780939A1 |
| Металлорежущий станок | 1988 |
|
SU1583222A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Станок для изготовления проволочных изделий | 1981 |
|
SU997930A1 |
| Горизонтальный сверлильно-фрезерный станок | 1981 |
|
SU1291303A1 |
| Металлорежущий станок с устройством автоматической смены инструментов | 1987 |
|
SU1444126A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
Изобретение относится к машиностроению и может быть использовано при изготовлении витых изгибных пружин. Станок (1) содержит раму (4), устройство для загрузки проволоки и проволочную проводку (2) для перемещения проволоки (3) в рабочую зону станка (1), где проволока посредством одного или нескольких инструментов (15, 17, 18) подвергается обработке и/или пластической деформации. Каждый инструмент выполнен с возможностью перемещения по отношению к проволоке (3) посредством движения подачи из удаленного от проволоки (3) исходного положения в рабочее положение, расположен на предусмотренной на раме (4) станка инструментальной плите (7) вокруг выполненной в ней выемки (14), через которую проволока (3) подается в рабочую зону станка (1), и закреплен неподвижно на инструментальной плите (7) в направлении его движения подачи. Его движение подачи в рабочее положение осуществляется за счет соответствующего перемещения инструментальной плиты (7), расположенной на второй плите (8) с выемкой (14), соответствующей выемке (14) на инструментальной плите (7), выполненной с возможностью перемещения вдоль первого направления (х) по второй плите (8), имеющей возможность перемещения по раме (4) станка вдоль второго направления (у), перпендикулярного по отношению к первому направлению (х). Каждое из двух упомянутых направлений расположено под углом в 45° к вертикальной оси (Н-Н) станка (1). Упрощается конструкция, повышается производительность обработки. 21 з.п. ф-лы, 4 ил.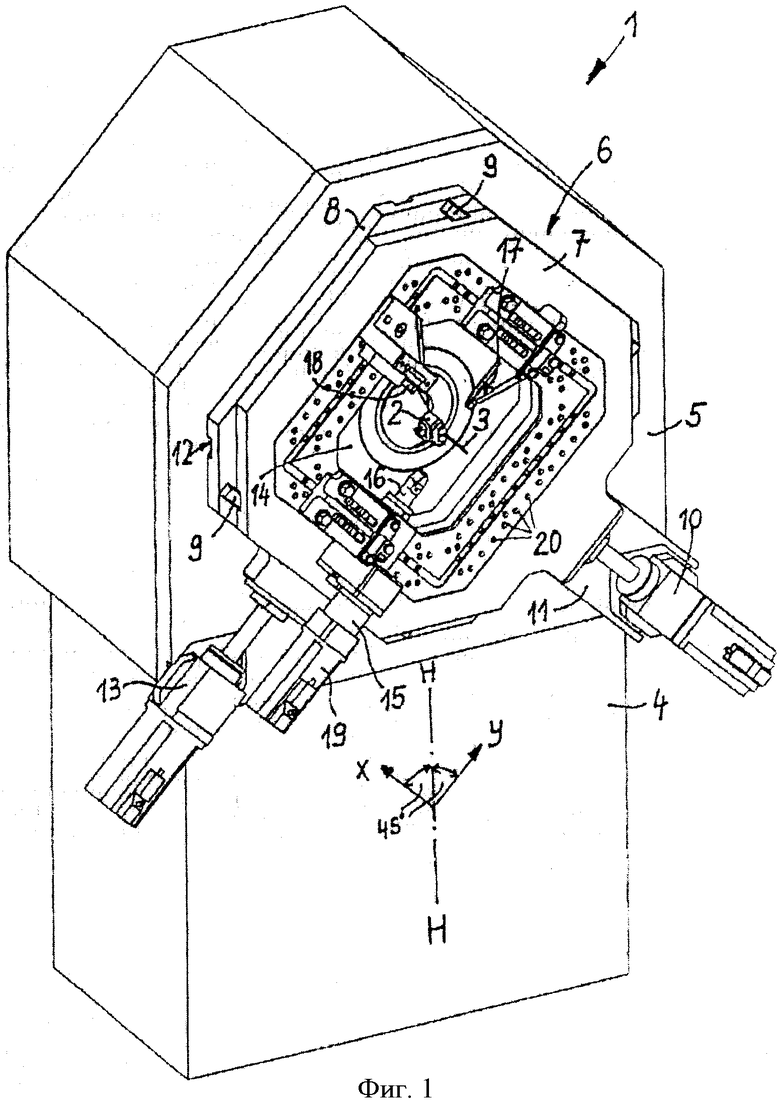
1. Станок (1) для пластической деформации проволоки преимущественно для гибки или навивки пружин, содержащий раму (4), устройство для загрузки проволоки и проволочную проводку (2) для перемещения подаваемой проволоки (3) в рабочую зону станка (1), в которой проволока с помощью одного или нескольких инструментов (15, 17, 18) подвергается обработке и/или пластической деформации, причем для этого каждый инструмент (15; 17; 18) выполнен с возможностью перемещения по отношению к проволоке (3) посредством движения подачи из удаленного от проволоки (3) исходного положения в рабочее положение, инструменты (15, 17, 18) расположены на предусмотренной на раме (4) станка инструментальной плите (7) вокруг выполненной в ней выемки (14), через которую проволока (3) подается в рабочую зону станка (1), причем каждый инструмент (15, 17, 18) закреплен на инструментальной плите (7) в направлении его движения подачи неподвижно относительно инструментальной плиты (7), его движение подачи в рабочее положение осуществляется за счет соответствующего перемещения инструментальной плиты (7), а инструментальная плита (7) расположена на второй плите (8), которая снабжена выемкой (14), соответствующей выемке (14) на инструментальной плите (7), при этом инструментальная плита (7) выполнена с возможностью перемещения вдоль первого направления (х) по второй плите (8), выполненной с возможностью перемещения по раме (4) станка вдоль второго направления (у), расположенного перпендикулярно первому направлению (х), отличающийся тем, что каждое из двух упомянутых направлений (х, у) расположено под углом в 45° к вертикальной оси (Н-Н) станка (1) для пластической деформации проволоки.
2. Станок для пластической деформации проволоки по п.1, отличающийся тем, что продольные оси всех расположенных на инструментальной плите (7) инструментов (16, 17, 18) расположены под углом в 45° к вертикальной оси (Н-Н) станка (1).
3. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что инструментальная плита (7) и вторая плита (8) установлены с возможностью перемещения на двух расположенных параллельно друг другу линейных направляющих (9; 12).
4. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что инструментальная плита (7) и вторая плита (8) установлены с образованием двумерного крестового стола (6).
5. Станок для пластической деформации проволоки по п.3, отличающийся тем, что инструментальная плита (7) и вторая плита (8) установлены с образованием двумерного крестового стола (6).
6. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что на второй плите (8) расположен привод (10) для перемещения инструментальной плиты (7).
7. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что расположенные на инструментальной плите (7) инструменты (15, 17) установлены с возможностью перпендикулярной по отношению к ней регулировки.
8. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что инструменты (15) на инструментальной плите (7) снабжены дополнительным поворотным приводом (19).
9. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что инструментальная плита (7) и вторая плита (8) расположены с образованием трехмерного крестового стола и выполнены с возможностью совместного перемещения в направлении, параллельном направлению подачи проволоки.
10. Станок для пластической деформации проволоки по п.3, отличающийся тем, что инструментальная плита (7) и вторая плита (8) расположены с образованием трехмерного крестового стола и выполнены с возможностью совместного перемещения в направлении, параллельном направлению подачи проволоки.
11. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что инструментальная плита (7) вместе с размещенными на ней инструментами (15, 17, 18) выполнена с возможностью поворота вокруг оси, перпендикулярной направлению подачи проволоки.
12. Станок для пластической деформации проволоки по п.9, отличающийся тем, что инструментальная плита (7) вместе с размещенными на ней инструментами (15, 17, 18) выполнена с возможностью поворота вокруг оси, перпендикулярной направлению подачи проволоки.
13. Станок для пластической деформации проволоки по п.10, отличающийся тем, что инструментальная плита (7) вместе с размещенными на ней инструментами (15, 17, 18) выполнена с возможностью поворота вокруг оси, перпендикулярной направлению подачи проволоки.
14. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что выемка (14) инструментальной плиты (7) при любом взаимном расположении инструментальной плиты (7) и второй плиты (8) расположена полностью внутри определяемого выемкой (14) второй плиты (8) участка поверхности.
15. Станок для пластической деформации проволоки по п.9, отличающийся тем, что выемка (14) инструментальной плиты (7) при любом взаимном расположении инструментальной плиты (7) и второй плиты (8) расположена полностью внутри определяемого выемкой (14) второй плиты (8) участка поверхности.
16. Станок для пластической деформации проволоки по п.10, отличающийся тем, что выемка (14) инструментальной плиты (7) при любом взаимном расположении инструментальной плиты (7) и второй плиты (8) расположена полностью внутри определяемого выемкой (14) второй плиты (8) участка поверхности.
17. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что в выемке (14) инструментальной плиты (7) установлен защитный лист, посредством которого при огибании края выемки (14) закрыто пространство между инструментальной плитой (7) и рамой (4) станка.
18. Станок для пластической деформации проволоки по п.14, отличающийся тем, что в выемке (14) инструментальной плиты (7) установлен защитный лист, посредством которого при огибании края выемки (14) закрыто пространство между инструментальной плитой (7) и рамой (4) станка.
19. Станок для пластической деформации проволоки по п.15 или 16, отличающийся тем, что в выемке (14) инструментальной плиты (7) установлен защитный лист, посредством которого при огибании края выемки (14) закрыто пространство между инструментальной плитой (7) и рамой (4) станка.
20. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что ширина зазора между инструментальной плитой (7) и второй плитой (8), а также между второй плитой (8) и рамой (4) станка составляет от 0,8 до 1,3 мм.
21. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что выемка (14) во второй плите (8) выполнена преимущественно квадратной.
22. Станок для пластической деформации проволоки по п.1 или 2, отличающийся тем, что инструмент (18) выполнен в виде резака и установлен посредством консоли на раме (4) станка.
| JP 2007030038 А1, 08.02.2007 | |||
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
| JP 2005111545 А, 28.04.2005 | |||
| СПОСОБ ОЧИСТКИ ПРОМЫШЛЕННЫХ СТОКОВ ОТ ЦИАНИДОВ И ТИОЦИАНАТОВ | 2002 |
|
RU2245850C2 |
| US 6397900 В1, 04.06.2002. | |||

