1
Изобретение относится к изготовлению из проволоки изделий путем ее гибки.
Известен станок для изготовления из проволоки изделий сложной формы, содержащий .смонтированные на станине механизмы для прерывистой подачи, резки и гибки проволоки 1.
Недостатком указанного станка является необходимость переналадки на другой типоразмер деталей.
Наиболее близким по технической сущности к предлагаемому является станок для изготовления проволочных изделий, который содержит смонтированные на станине механизм прерывистой подачи проволоки, гибочный механизм с гибочным инструментом и механизм резки 2).
Недостатком известного станка является необходимость переналадки на другой типоразмер деталей. Это обусловлено тем, что детали отличаются друг от друга как длинами, так и диаметрами проволоки. Поэтому при изготовлении другой детали необходимо произвести настройку механизма для прерывистой подачи, заменять втулки, имеющие продольное отверстие для пропускания проволоки и настроить гибочный инструмент.
Целью изобретения является расширение технологических возможностей станка. Поставленная цель достигается тем, что
5 в станке для изготовления проволочных изделий, содержащем смонтированные на станине механизм прерывистой подачи проволоки, гибочный механизм с гибочным инструментом и механизм резки, механизм для прерывистой подачи выполнен в виде размещенных на приводном валу блока подающих роликов с рабочими выступами разной длины и прижимных роликов, а механизм резки состоит из блока неподвижных ножей, закрепленных в станине напротив
15 каждой пары подающих и прижимных роликов, и подвижного ножа, закрепленного на гибочном инструменте.
С целью упрощения конструкции станка механизм гибки состоит из размещенного на одном валу с подающими роликами про20фильного кулачка с рабочими выступами, размещенного в направляющих станины гибочного ползуна с гибочным инструментом и шарнирно закрепленного на -станине двуплечего рычага с роликами, взаимодействующего одним плечом с профильным кулачком, а другим - с гибочным ползуном, при этом рабочие выступы подающих роликов расположены в противофазе с рабочими выступами профильного кулачка, а гибочный ползун имеет окно, размещенное между гибочным и режущим инструментом, высота которого больше длины отгибаемого конца изделия.
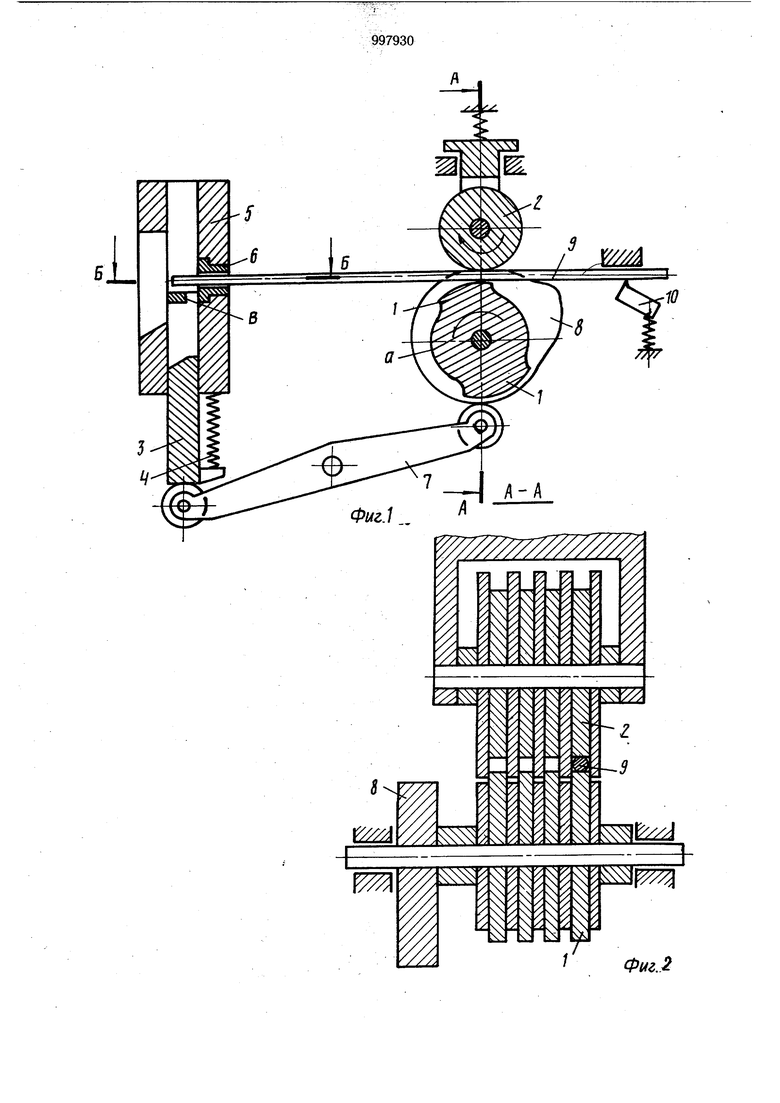
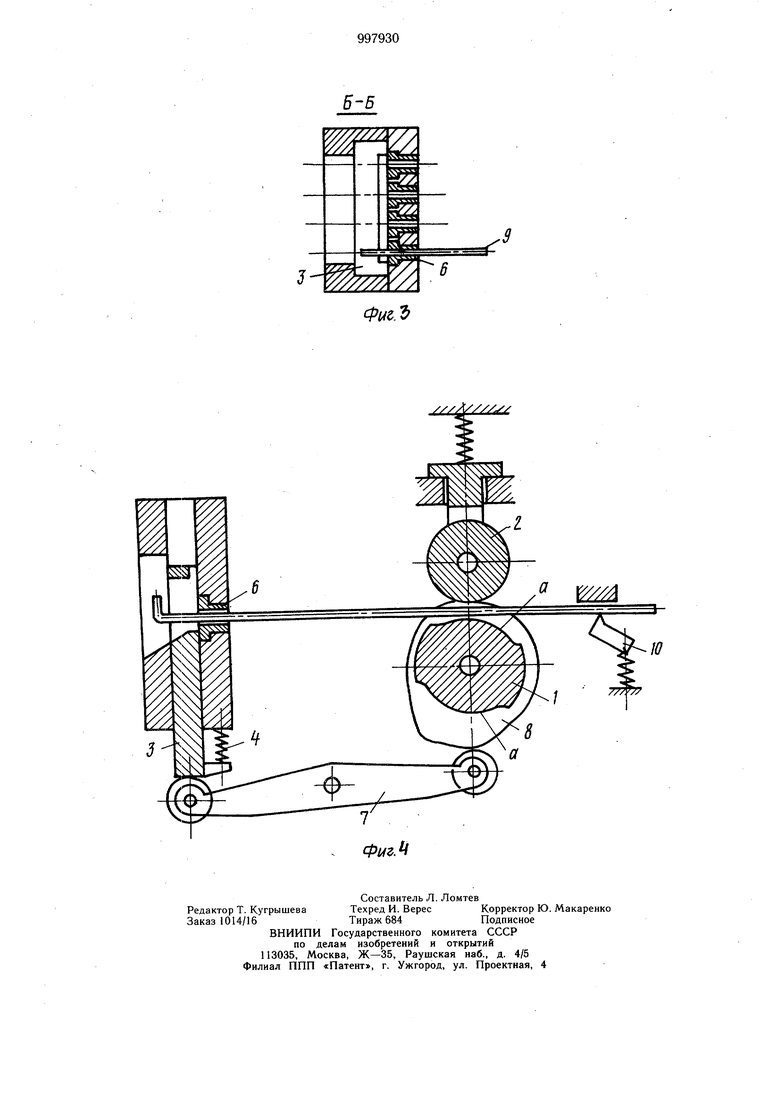
На фиг. 1 изображен станок, общий вид (момент подачи проволоки); на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1, на фиг. 4 - станок, общий вид (момент начала резки изделия);
Станок для изготовления проволочных изделий с отогнутыми концами состоит из механизма для прерывистой подачи проволоки, выполненного в виде набора ведущих 1 и прижимных 2 роликов, механизма гибки и резки, включающего гибочный ползун 3, пружины 4, направляющие 5, в которых закреплены втулки 6 с продольными отверстиями для пропускания проволоки, расположенные напротив каждого прижимного и ведущего роликов. Гибочный ползун 3, имеющий окно, высота которого больше длины отогнутого конца изделия, кинематически связан с механизмом для прерывистой подачи пройолоки качающимся двуплечим рычагом 7 через вращающийся профи/(ированный кулачок 8, закрепленный на одном валу с ведущими роликами 1, рабочими поверхностями которых являются выступы. Кулачок 8 установлен так, что его рабочие выступы не совпадают по фазе с рабочими выступами ведущих роликов 1. Прижимные ролики 2 подпружинены. Для исключения амортизации проволоки 9 установлен пружинный фиксатор 10.
Станок работает следующим образом.
Выправленная проволока 9 попадает через фиксатор 10 в отверстие, образованное поверхностью впадины ведущего ролика 1 и поверхностью качения прижимного ролика 2.
При вращении ведущего ролика 1 (фиг. 1) его рабочие выступы прижимают проволоку 9 к поверхности качения прижимного ролика 2, благодаря чему происходит подача проволоки через продольное отверстие втулки 6 в зону обработки. Подача проволоки осуществляется в течение всего периода взаимодействия рабочих выступов ведущего ролика 1 с прижимным роликом 2 Пауза в перемещении проволоки происходит при увеличении отверстия, образованного поверхностью а впадины ведущего ролика 1 и поверхностью качения прижимного ролика 2, больше диаметра подаваемой проволоки. Одновременно с прекращением осевого перемещения проволоки профилированный кулачок 8 своим рабочим выступом воздействует на качающийся двуплечий рычаг 7, который приводит в движение гибочный ползун 3, последний поверхностью В
отгибает конец проволоки и останавливается своим окном напротив отогнутого конца проволоки. После этого ведущий ролик 1 своим вторым рабочим выступом подает проволоку в зону обработки. По окончании осевого перемещения проволоки профилированный кулачок 8 своим вторым рабочим выступом воздействует на качающийся двуплечий рычаг 7, который приводит в движение гибочный ползун 3 относительно направляющих 5, отрезая конец проволоки, и тут же под действием пружины 4 возвращается в исходное положение. После этого цикл работы повторяется.
Для изготовления другого типоразмера детали необходимо проволоку заправить в соответствующую пару ведущего и прижимного роликов.
Использование изобретения позволит исключить переналадку станка при изготовлении разных типоразмеров деталей, что уменьшит вспомогательное время, необходимое на переналадку, а следовательно, повысит производительность станка.
Формула изобретения
1.Станок для изготовления проволочных изделий, содержащий смонтированные на станине механизм прерывистой подачи проволоки, гибочный механизм с гибочным инструментом и механизм резки, отличающийся тем, что, с целью расширения технологических возможностей, механизм для прерывистой подачи выполнен в виде размещенных на приводном валу блока подающих роликов с рабочими выступами разной длины и прижимных роликов, а механизм резки состоит из блока неподвижных ножей, закрепленных в станине напротив каждой пары подающих и прижимных роликов, и подвижного ножа, закрепленного на гибочном инструменте.
2.Станок по п. 1, отличающийся тем, что с целью упрощения конструкции, механи м гибки состоит из размещенного на одном валу с подающими роликами профильного кулачка с рабочими выступами, размещенного в направляющих станины гибочного ползуна с гибочным инструментом и шарнирно закрепленного на станине двуплечего рычага с роликами, взаимодействующего одним плечом с профильным кулачком, а другим - с гибочным ползуном, при этом рабочие выступы роликов расположены в противофазе с рабочими выступами профильного кулачка, а гибочный ползун имеет окно, размещенное между гибочным и режущим инструментом, высота которого больше длины отгибаемого конца изделия.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 292724, кл. В 21 F 1/06, 1977.
2.Авторское свидетельство СССР № 501820, кл. В 21 F 11/00, 1975.
Ф1.Ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| Автомат для изготовления проволочных рамок | 1981 |
|
SU994093A1 |
| Станок для закатки и отбортовки изделий | 1984 |
|
SU1250354A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Автомат для изготовления проволочных разводных шплинтов | 1977 |
|
SU749513A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2256526C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |