Изобретение относится к вставному элементу для газовой линзы сварочной горелки WIG/TIG, к газовой линзе для газовой горелки WIG/TIG, и к газовой горелке WIG/TIG в соответствии с ограничительными частями п.п.1, 2 и 5 формулы изобретения.
По прошлому уровню техники известны сварочные горелки WIG/TIG, в которых газовая линза вставлена в корпус горелки, где газораспределительное пространство снабжено несколькими газо-линзовыми фильтрами. Газо-линзовые фильтры всегда выполнены разнесенными с возможностью обеспечения распространения газа соответственно внутри полости между основным корпусом газовой линзы и газо-линзовым фильтром и между газо-линзовыми фильтрами.
Однако здесь имеется недостаток, заключающийся в необходимости соответственно большой полости между газо-линзовыми фильтрами для обеспечения хорошего газораспределения, из-за чего размер газовой линзы должен быть соответственно большим. Кроме того, в известном уровне техники необходимо применять индивидуальный газо-линзовый фильтр для создания соответствующего противотока. В случае только одного газо-линзового фильтра может случиться так, что течение газа в полость будет распространяться неравномерно по сечению до достижения газо-линзового фильтра, таким образом, течение через газо-линзовый фильтр вниз в газовое сопло неравномерно. Этого можно избежать применением нескольких газо-линзовых фильтров, поскольку создается соответствующий противоток внутри полости каждого обратного потока газо-линзовых фильтров, которым будет распределяться газ. Чем больше применено газо-линзовых фильтров, тем лучше газораспределение по сечению.
Цель изобретения состоит в создании вышеотмеченного вставного элемента для газовой линзы сварочной горелки WIG/TIG, газовой линзы для сварочной горелки WIG/TIG и сварочной горелки WIG/TIG, обеспечивающего достижение лучшего газораспределения по сечению газовой линзы и, тем самым, также по сечению газового сопла. Размер и вес деталей должен быть, насколько возможно, небольшим и низким.
Цель изобретения достигается посредством вышеотмеченного вставного элемента, с элементами веерного распределения потока, выполненными вокруг отверстия и закрученными относительно плоскости отверстия с возможностью обеспечения радиального отклонения газа, протекающего через них. Предпочтительным является то, что при применении вставного элемента в газовой линзе, газ, текущий прямолинейно, будет отклоняться по ширине элементов веерного распределения потока. Это вызывает вращение газа и обеспечивает лучшее его распределение. При применении спроектированного таким образом вставного элемента вышеуказанная полость ниже по течению может быть очень небольшой, чтобы обеспечить оптимальное газораспределение, поскольку вызванное вращение газа способно стабильнее и быстрее распространить его по полости, благодаря чему газ течет равномерно через весь газо-линзовый фильтр.
Кроме того, целью изобретения является получение вышеотмеченной линзы с вышеотмеченным вставным элементом, причем выполненным в газораспределительном канале основного корпуса, и с газо-линзовым фильтром, выполненным, при этом, ниже вставного элемента, в направлении выхода газа. Предпочтительным является то, что применение только одного вставного элемента и одного газо-линзового фильтра позволяет уменьшить размер газовой линзы. Особая конструкция вставного элемента способна создать необходимые полости для газораспределения выше и ниже, насколько возможно, небольшими, таким образом, уменьшая, в свою очередь, общий размер газовой линзы и предоставляя возможность оптимального газораспределения по сечению газовой линзы.
Благодаря такому уменьшению размера газовой линзы до длины от 20 мм до 30 мм, например размер и вес сварочной горелки и, таким образом, также и ее корпуса снижаются и улучшается управление сварочной горелкой.
Целью изобретения является также создание вышеуказанной сварочной горелки WIG/TIG, причем с газовой линзой, выполненной по п.п.2-4 формулы изобретения, и с вставным элементом по п.1, причем выполненным в газовой линзе.
Дополнительно предпочтительные исполнения описаны в отдельных подпунктах формулы. Об их преимуществах можно узнать из описания.
В дальнейшем изобретение будет объяснено более подробно с помощью примеров его осуществления.
Здесь:
фиг.1 схематично иллюстрирует сварочную горелку;
фиг.2 схематично иллюстрирует в разрезе корпус сварочной горелки;
фиг.3 иллюстрирует отдельные элементы сварочной горелки в разобранном виде;
фиг.4 иллюстрирует газовую линзу для сварочного корпуса в перспективе;
фиг.5 иллюстрирует газовую линзу на виде сверху;
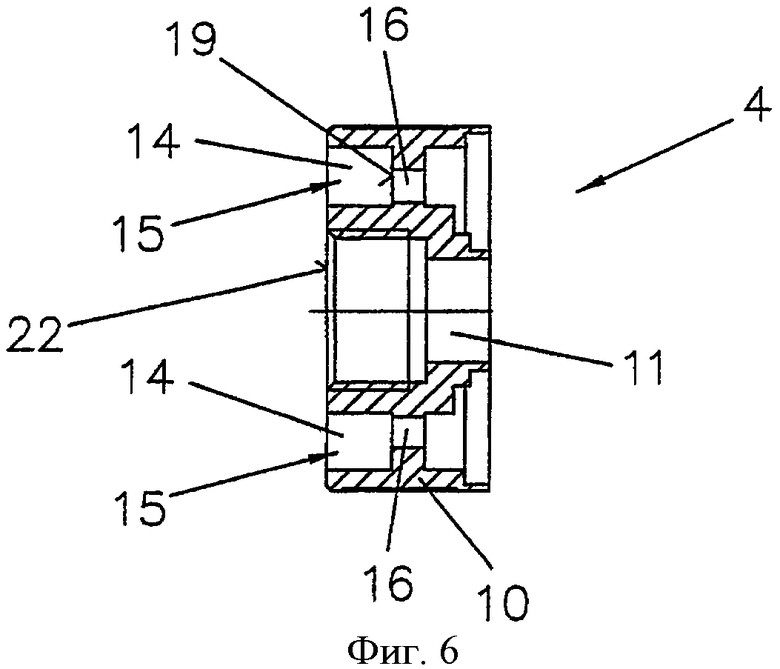
фиг.6 иллюстрирует разрез газовой линзы на фиг.4;
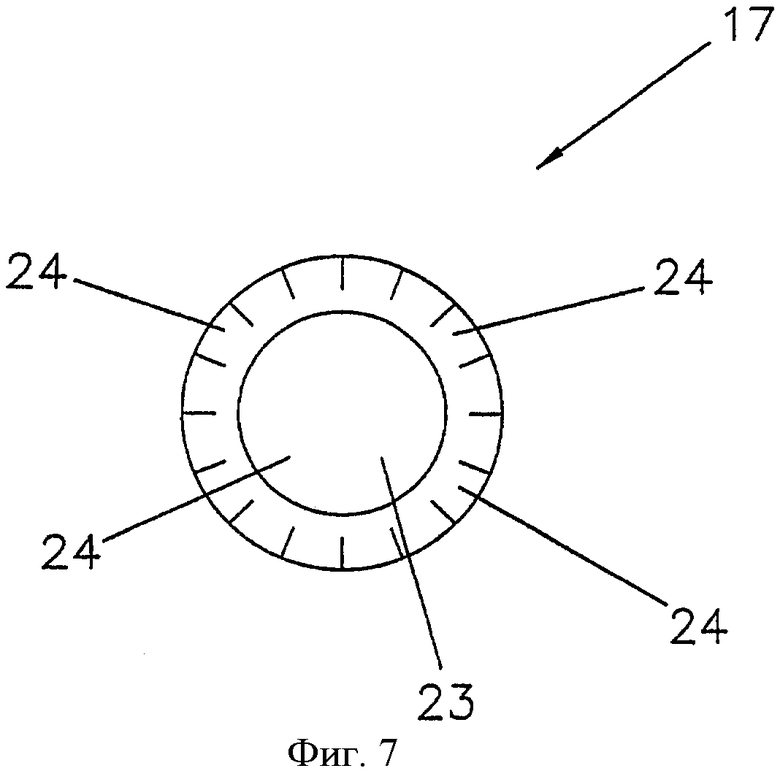
фиг.7 иллюстрирует вид сверху вставного элемента для газовой линзы;
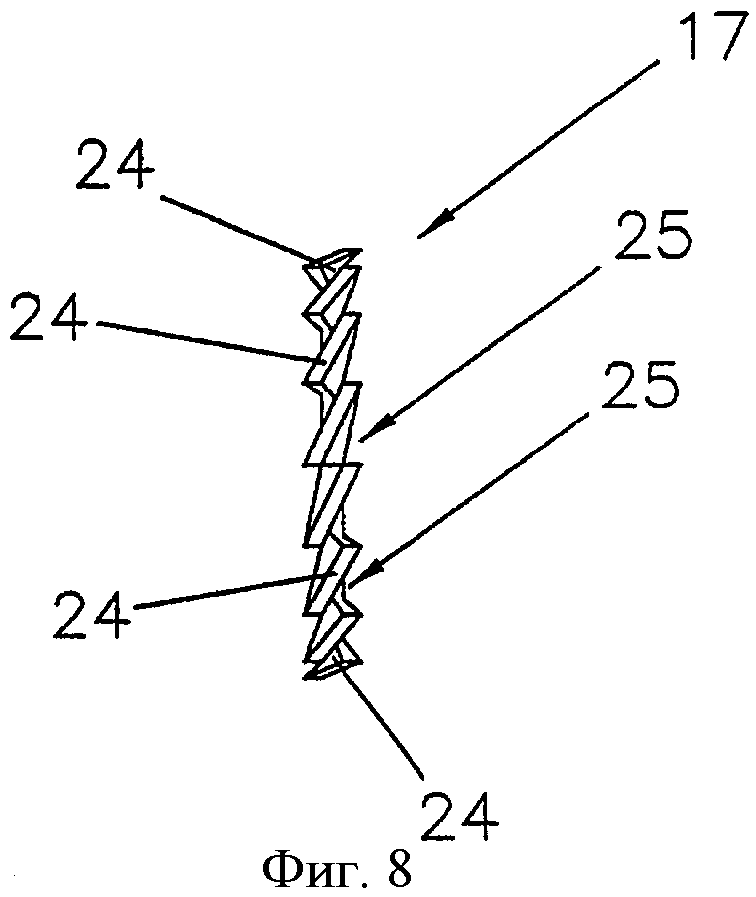
фиг.8 иллюстрирует вид сбоку вставного элемента на фиг.7, в упрощенном виде;
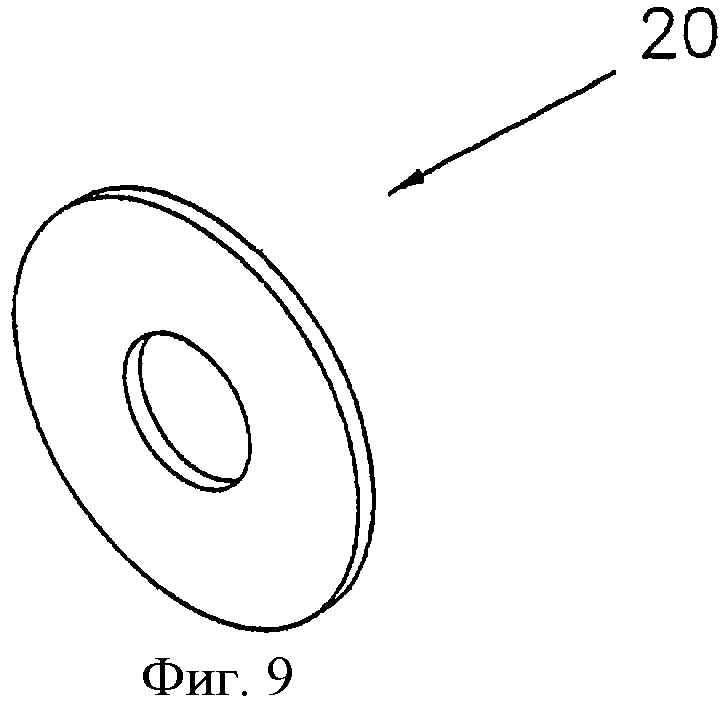
фиг.9 иллюстрирует перспективное изображение фильтра для газовой линзы;
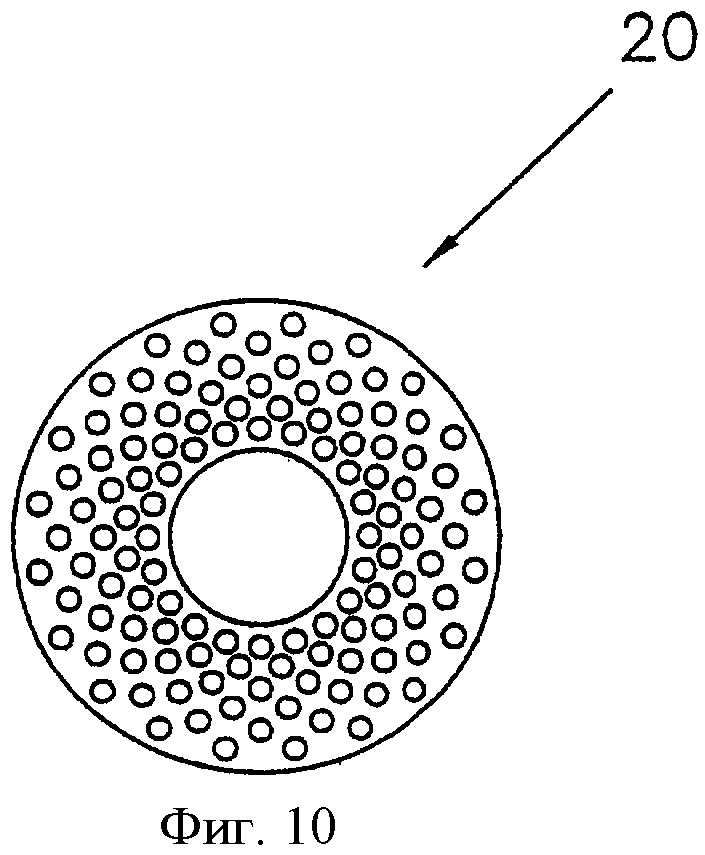
фиг.10 иллюстрирует вид сверху газолинзового фильтра фиг.9, в упрощенном виде;
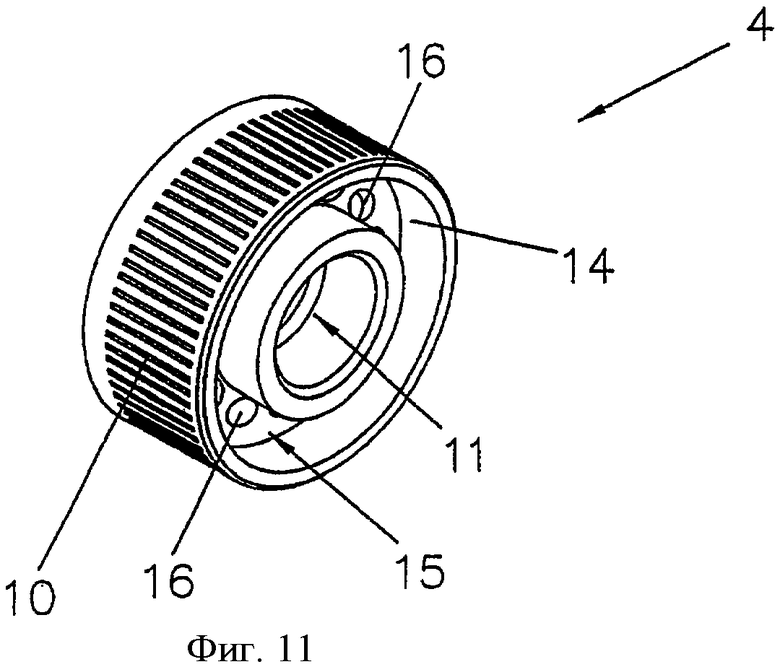
фиг.11 иллюстрирует перспективное изображение варианта осуществления газовой линзы;
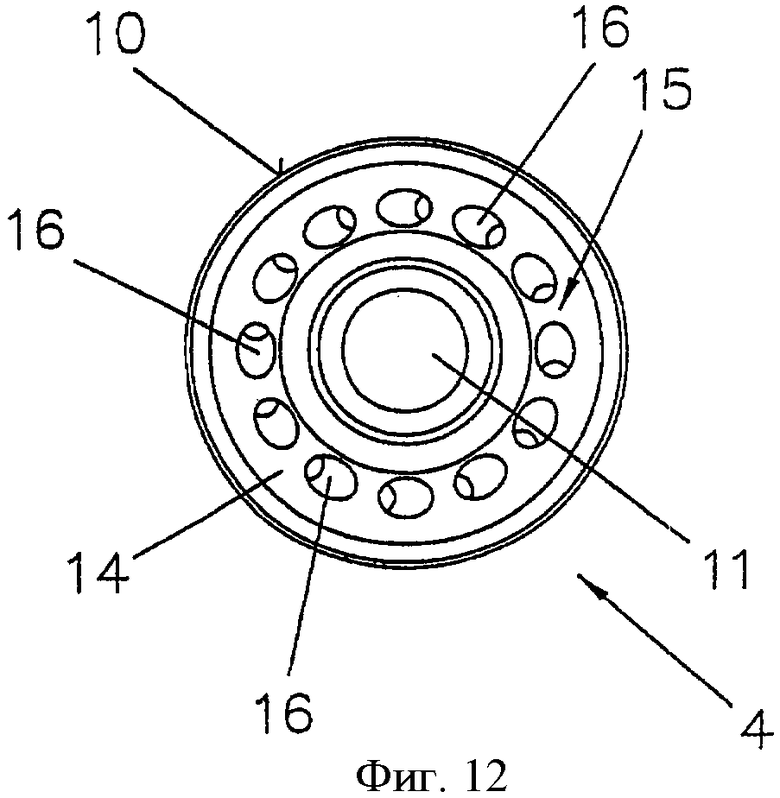
фиг.12 иллюстрирует вид сверху газовой линзы фиг.11;
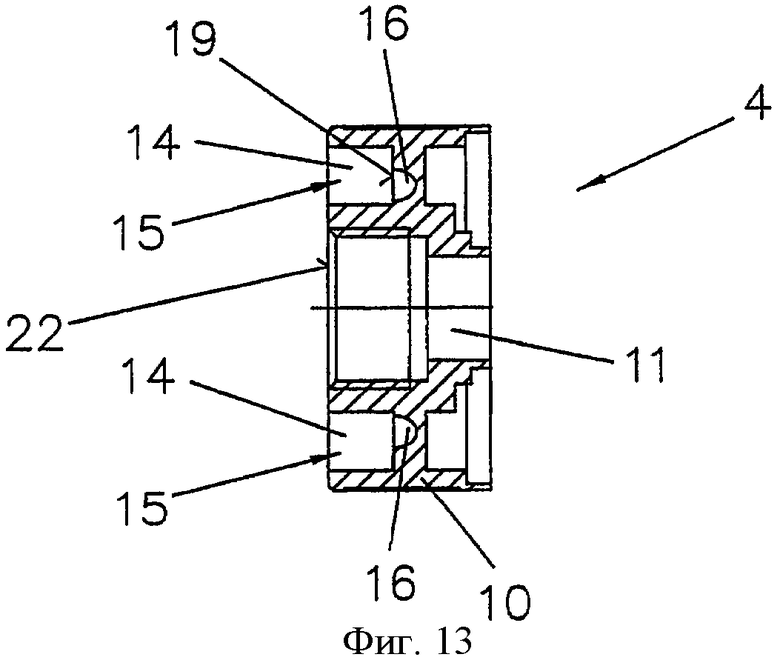
фиг.13 разрез газовой линзы фиг.11 по осям Х - У;
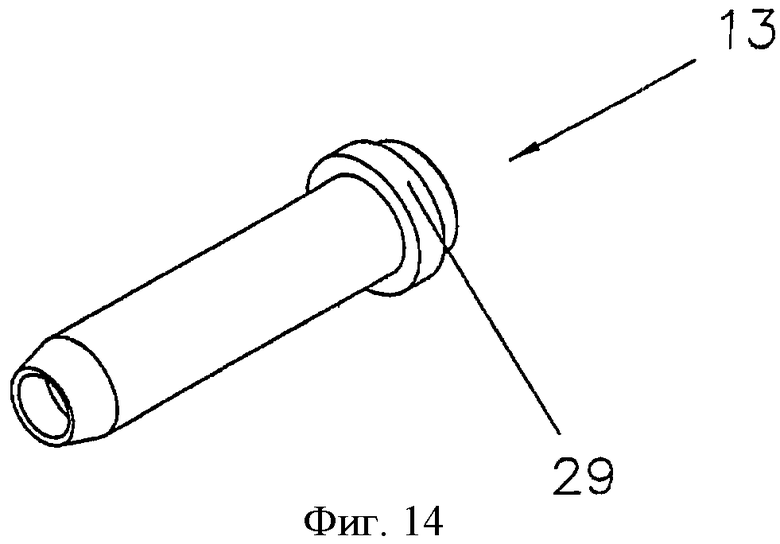
фиг.14 иллюстрирует перспективное изображение электродугового сопла;
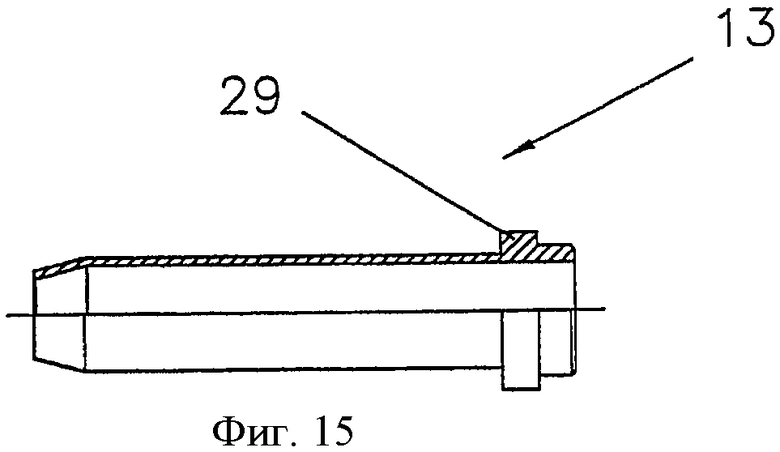
фиг.15 иллюстрирует частичный разрез электродугового сопла на фиг.14;
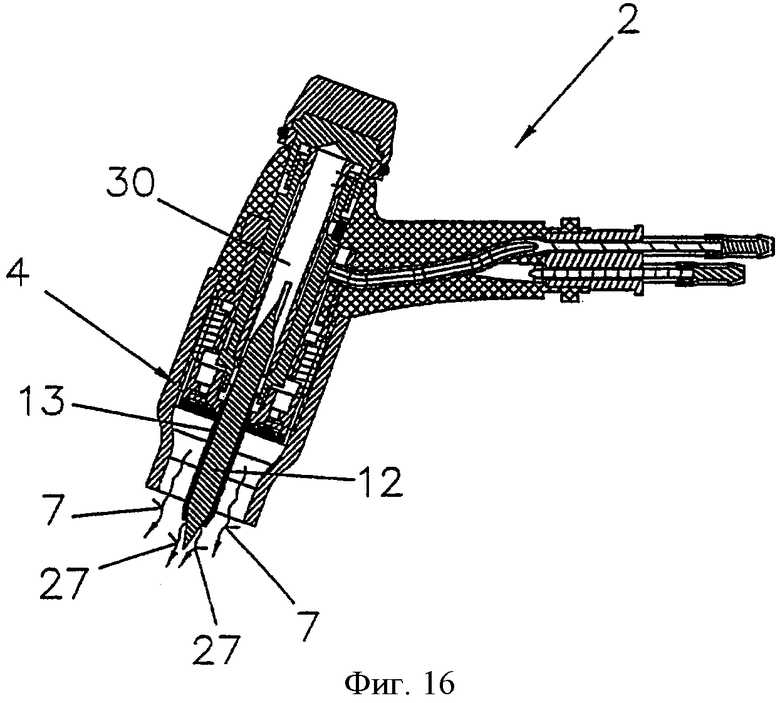
фиг.16 иллюстрирует разрез газовой горелки, которая включает в себя электродуговое сопло фиг.14, в упрощенном виде;
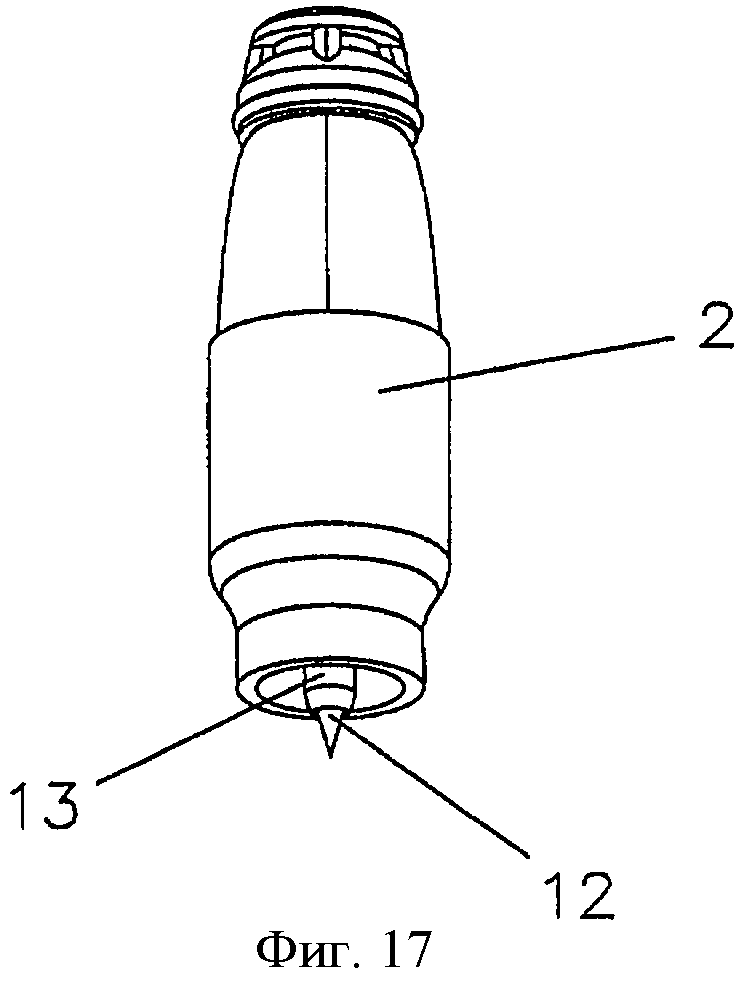
фиг.17 иллюстрирует сварочную горелку с электродуговым соплом.
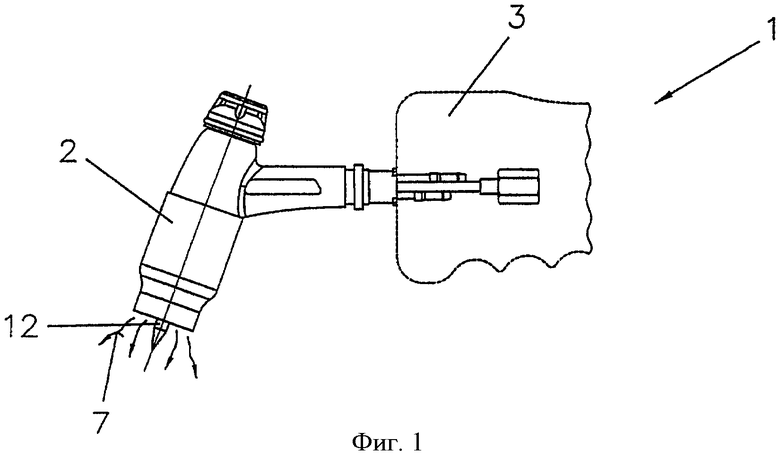
Фиг.1-10 показывают сварочную горелку 1 WIG/TIG. Сварочная горелка 1 содержит сварочный корпус 2 и рукоятку 3 горелки (показанную пунктирной линией). Здесь конструкция отдельных деталей сварочной горелки 1 соответствует конструкции, предложенной в известном уровне техники для этих деталей, и их функция не будет рассматриваться более подробно.
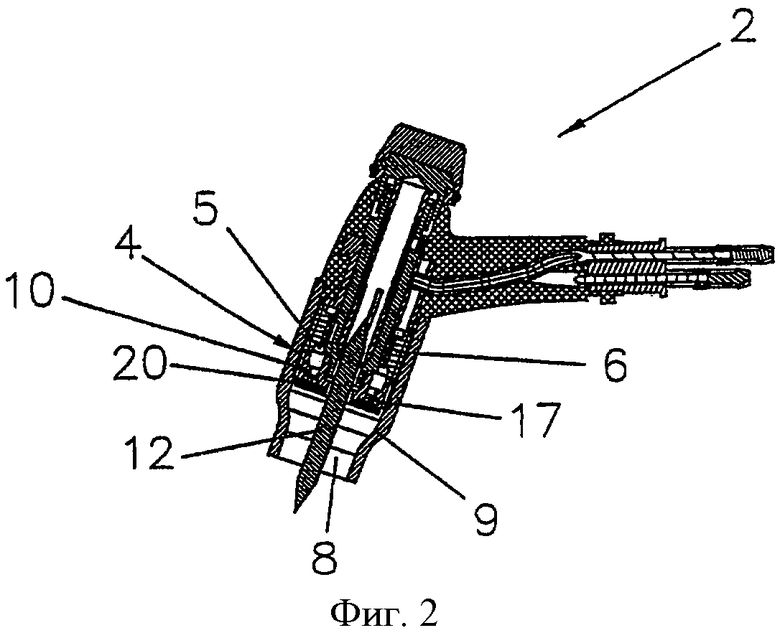
Изобретение является детальным решением газовой линзы 4, которая введена в корпус горелки 2 и применена для распределения газа 7, подаваемого через газо-подающие каналы 5 в базовый элемент 6. Газ 7, подаваемый через базовый элемент 6, течет из него в газовую линзу 4 и затем распределяется по сечению газовой линзы 4. Это позволяет обеспечить оптимальное газораспределение внутри газового сопла 9 при вытекании газа 7 из газовой линзы 4, и соответственно, когда газ 7 поступает во внутреннее пространство 8 газового сопла 9. Существенно, что размер газовой линзы небольшой, насколько это возможно, поскольку это позволяет уменьшить общий размер сварочной горелки 1 и значительно улучшить управление ею.
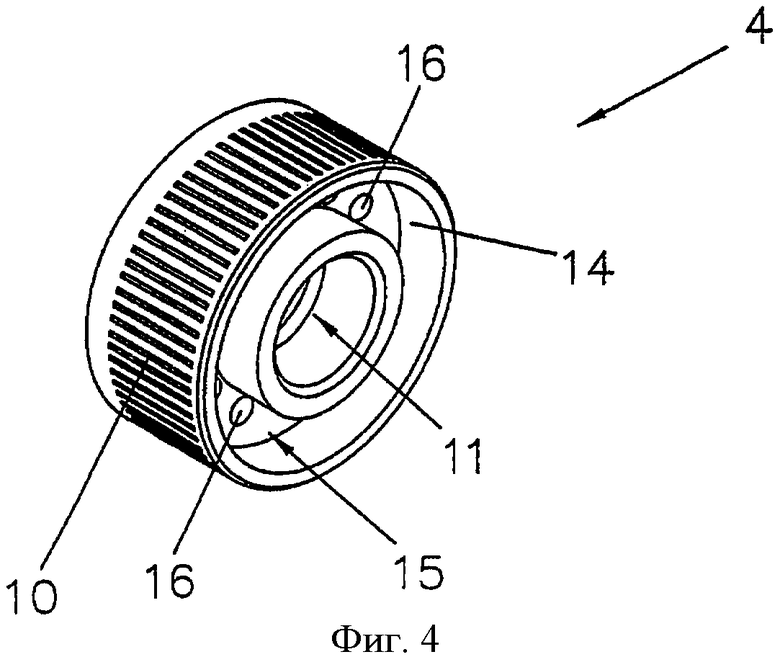
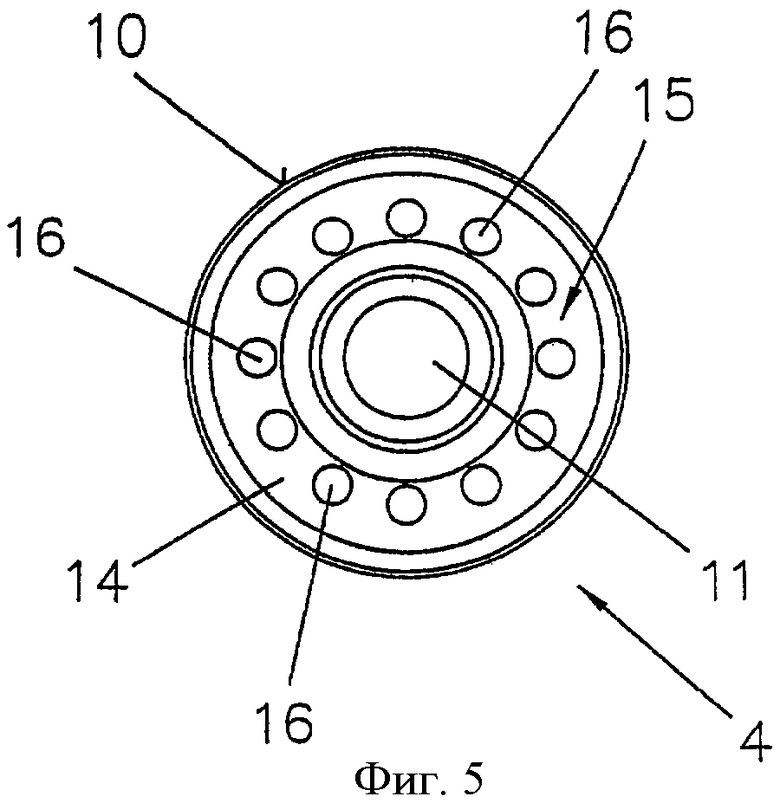
Газовая линза 4 состоит из основного корпуса 10, предпочтительно изготовленного из меди или медного сплава. В центре газовой линзы 4 выполнено сквозное отверстие 11, через которое могут проходить электрод 12 и, дополнительно, электродуговое сопло 13. Кроме того, основной корпус 10 имеет желоб 14 для образования газораспределительного пространства 15. Внутри базового корпуса 10, на его передних сторонах, выполнены отверстия 16, которые ведут в газораспределительное пространство 15. Газ 7 может течь из базового элемента 6 в газораспределительное пространство 15 через отверстия 16 и через газоподающие каналы 5.
Для достижения оптимального газораспределения по всему сечению газораспределительного пространства 15, вставной элемент 17 выполнен в газораспределительном пространстве 15 и представлен подробно на фиг.7 и 8. Вставной элемент 17 выполнен в газораспределительном пространстве 15 с возможностью образования небольшой полости 18 между стороной выпуска отверстий 16 и вставным элементом 17. Здесь вставной элемент может иметь соответствующие выступы, которые обеспечивают соответствующую дистанцию от лицевой поверхности 19 газораспределительного пространства 15. Аналогично, в желобе 14 и/или газораспределительном пространстве 15 можно выполнить ребро, на которое вставной элемент 17 можно просто положить.
Затем в газораспределительное пространство 15, на небольшом расстоянии от вставного элемента 17, вводят известный газо-линзовый фильтр 20 (фиг.9 и 10). Здесь, на газо-линзовом фильтре 20, также могут быть выполнены выступы с возможностью образования полости 21 между газо-линзовым фильтром 20 и вставным элементом 17 с указанными выступами, образующими соответствующую дистанцию от вставного элемента 17, или на основном корпусе 10 могут быть размещены ребра, причем газо-линзовый фильтр 20 установлен на указанных ребрах. Газо-линзовый фильтр 20, предпочтительно, размещен соосно с лицевой поверхностью 22 основного корпуса 10 газовой линзы 4. Газо-линзовый фильтр 20 состоит из ряда небольших отверстий, через которые газ 7 может течь в газовое сопло 9. Здесь, внутри полости 21, между газо-линзовым фильтром 20 и вставным элементом 17, будет обеспечен некоторый газовый противоток. Этот газовый противоток необходим для обеспечения газу 7 возможности распространяться по всей полости 21 и, затем, протекать по всему газо-линзовому фильтру 20 в газовое сопло 9.
Для достижения оптимального распределения газа 7 внутри полости 21 вставной элемент 17 имеет соответствующую конструкцию с отверстием 23 в центре, через которое проходит электрод 12, причем указанное отверстие 23 выполнено в соответствии с отверстием 11, в основном корпусе 10 газовой линзы 4. Как видно из фиг.7 и 8, вставной элемент 17 включает элементы 24 веерного распределения потока, которые закручены относительно плоскости отверстия 23 с возможностью обеспечения радиального отклонения газа 7, протекающего через них. Между отдельными элементами 24 образованы каналы 25, так что газ 7, протекающий через отверстие 16 в полость 18 между вставным элементом 17 и лицевой поверхностью основного корпуса 10, должен протекать через эти, наклонно расположенные каналы 25 вставного элемента 17 в другую полость 21, между вставным элементом 17 и газо-линзовым фильтром 20.
Эти наклонно расположенные каналы 25 придают газу 7, протекающему через них, вращение, так что газ 7 будет поворачивать в другую полость 21, между вставным элементом 17 и газо-линзовым фильтром 20. Это вращение газа обеспечивает существенно лучшее газораспределение внутри полости 21. Придание газу 7 вращение позволяет иметь полость 21 очень небольшого размера. Например, расстояние между вставным элементом 17 и газо-линзовым фильтром 21 может быть всего от 1 мм до 3мм. Это оказывает значительное влияние на общий размер газовой линзы 4 и, таким образом, на размер корпуса 2 горелки.
В решениях известного уровня техники большинство газовых линз 4 снабжено несколькими такими газо-линзовыми фильтрами 20, между которыми образована одна полость 18 или 21. Поскольку в известных решениях через газо-линзовые фильтры всегда проходит только один линейный газовый поток, то полости 18 или 21 должны быть значительно больше, чтобы обеспечить хорошее газораспределение, улучшенный газовый противоток внутри полостей 18 и 21 и, таким образом, улучшенное газораспределение по поперечному сечению. Следовательно, в известных решениях требуется газовая линза 4, которая существенно длиннее, чем газовая линза 4 по изобретению.
При газовой линзе 4 по изобретению длина 26 может быть уменьшена на 50% по сравнению с применяемыми в настоящее время газовыми линзами. Например, длина 26 газовой линзы 4 может быть в диапазоне между 20 мм и 30мм в случае оптимального газораспределения через вставной элемент 17. Этот небольшой размер позволяет иметь меньше и легче весь корпус 2 горелки, тем самым улучшая управление сварочной горелкой 1.
Дополнительно, пример осуществления газовой линзы 4 показан на фиг.11-13. Отличие от вышеописанной газовой линзы 4 состоит в том, что вставной элемент 17 отсутствует. Для достижения вращения газа 7 перед его истечением из газо-линзового фильтра 20, отверстия 16 выполнены в основном корпусе 10 газовой линзы 4 под углом к центральной продольной оси газового сопла 9 нелинейно, как обычно, таким образом, газ 7, текущий из газоподающего канала 5, течет наклонно в полость 18 между лицевой поверхностью основного корпуса 10 и газо-линзовым фильтром 20. Газовый противоток внутри полости 18 заставляет наклонно текущий газ 7 вращаться внутри полости 18, обеспечивая, таким образом, оптимальное газораспределение по всему сечению в небольшой, насколько возможно, полости 18.
Фиг.14-17 показывают подробно электродуговое сопло 13, которое можно использовать для сварочной горелки 1 в случае двух разных газов 7 и 27.
Электродуговое сопло 13 трубчатое, причем внутренний диаметр больше, чем диаметр электрода 12, который проходит через электродуговое сопло 13. На одном конце электродуговое сопло 13 имеет, предпочтительно, стопорный выступ 29, посредством которого электродуговое сопло 13 может быть установлено в газовой линзе 4. Назначение электродугового сопла 13 - проход первого газа 27, подаваемого по центру 30 корпуса 2 горелки, насколько возможно, близко к месту сварки, чтобы первый газ 27 не смешивался с другим газом 7, подаваемым из газовой линзы 4 посредством газового сопла 9 к месту сварки. Электродуговое сопло применяют, предпочтительно, когда процесс сварки должен осуществляться с помощью двух разных газов 7 и 27, причем первый газ 27 служит для стабилизации электрической дуги, и второй газ 7 создает вокруг первого, так называемый, газовый колпак, служащий для защиты процесса сварки от внешних наружных воздействий.
Эта система, включающая электродуговое сопло 13, обеспечивает легкое подключение к сварочной горелке при необходимости применения двух газов. Введение такого электродугового сопла 13 дает возможность подавать дополнительный газ 27 для процесса сварки посредством электрода и/или направляющего электрод канала, причем указанный газ, подаваемый электродуговым соплом 13, насколько возможно, близко к процессу сварки, входит в контакт с другим газом 7, подаваемым газовой линзой и газовым соплом 9. Таким образом, можно регулировать контакт первого газа 27 со вторым газом 7, в зависимости от длины применяемого электродугового сопла 13.
Это не говоря о том, что также можно применять только один газ 7 или 27 и что, соответственно, более непроницаемый газовый колпак можно создать применением электродугового сопла 13 в центре вокруг электрода 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| Газовая линза | 1987 |
|
SU1449275A1 |
| СВАРОЧНАЯ ГОРЕЛКА TIG | 2017 |
|
RU2750597C2 |
| Газовая линза | 1985 |
|
SU1276457A1 |
| Газовая линза к горелкам для сварки в среде защитных газов | 1980 |
|
SU996130A1 |
| Газовая линза к горелкам для сварки в среде защитных газов | 1979 |
|
SU880653A1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ЗАЩИТНОГО ГАЗА | 2008 |
|
RU2423210C2 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1991 |
|
RU2023555C1 |
Изобретение относится к газовой линзе (4) и газовой горелке и может найти использование в машиностроении при сварке различных конструкций. Газовая линза (4) для газовой горелки (1) WIG/TIG с газовым соплом (9) имеет цельный основной корпус (10). Корпус (10) имеет сквозное отверстие (11) в центре для неплавкого электрода и отверстия (16) для подачи газа. Газораспределительный канал основного корпуса (10) для распределения газа обеспечен, по меньшей мере, одним газо-линзовым фильтром (20). Внутри газораспределительного канала основного корпуса (10) размещен вставной элемент (17) с отверстием в центре для неплавкого электрода. Вокруг этого отверстия выполнены элементы веерного распределения потока газа, которые закручены относительно плоскости отверстия с возможностью обеспечения радиального отклонения газа, протекающего через них. Газо-линзовый фильтр (20) расположен ниже вставного элемента (17) в направлении выхода газа. В результате улучшается газораспределение по сечению газовой линзы (4) и/или газовому соплу (9). 2 н. и 2 з.п. ф-лы, 17 ил.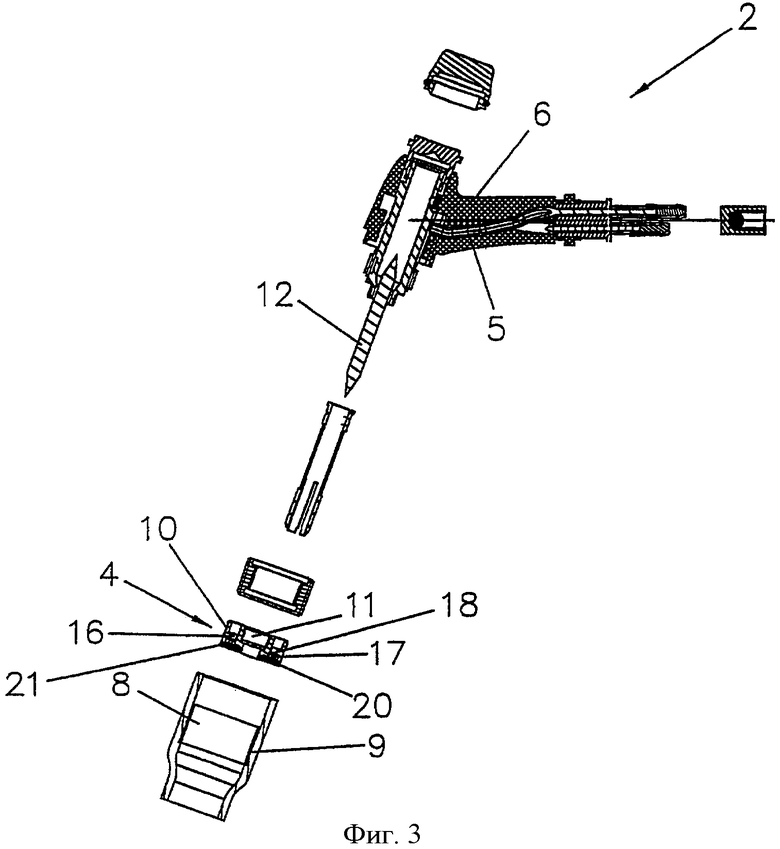
1. Газовая линза (4) для газовой горелки (1) WIG/TIG с газовым соплом (9), имеющая цельный основной корпус (10) со сквозным отверстием (11) в центре для неплавкого электрода, отверстиями (16) для подачи газа и газораспределительным каналом (15) для распределения газа, который обеспечен, по меньшей мере, одним газолинзовым фильтром (20), отличающаяся тем, что внутри газораспределительного канала (15) основного корпуса (10) размещен вставной элемент (17) с отверстием (23) в центре для неплавкого электрода, при этом вокруг отверстия (23) выполнены элементы веерного распределения потока газа, которые закручены относительно плоскости отверстия (23) с возможностью обеспечения радиального отклонения газа, протекающего через них, при этом газолинзовый фильтр (20) расположен ниже вставного элемента (17), в направлении выхода газа.
2. Газовая линза (4) по п.1, отличающаяся тем, что основной корпус (10) имеет длину от 20 до 30 мм.
3. Газовая горелка (1) WIG/TIG, содержащая рукоятку (3), корпус (2) горелки, газовое сопло (9) и газовую линзу (4) с цельным основным корпусом (10), причем последний имеет сквозное отверстие (11) в центре для электрода (12), и отверстия (16) для подачи газа, в которой газораспределительный канал (15) основного корпуса (10) для распределения газа обеспечен, по меньшей мере, одним газолинзовым фильтром (20), отличающаяся тем, что внутри газораспределительного канала (15) основного корпуса (10) газовой линзы (4) размещен вставной элемент (17) с отверстием (23) в центре, через которое проходит неплавкий электрод (12), вокруг отверстия (23) выполнены элементы веерного распределения потока газа, которые закручены относительно плоскости отверстия (23) с возможностью обеспечения радиального отклонения газа, протекающего через них, причем газолинзовый фильтр (20) выполнен ниже вставного элемента (17) в направлении выхода газа.
4. Газовая горелка (1) WIG/TIG по п.3, отличающаяся тем, что электродуговое сопло (13) выполнено вставным в корпус (2) горелки, в частности в газовую линзу (4), для прохода двух газов с образованием горелки с подачей двух газов.
| US 5772102 A, 30.06.1998 | |||
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1986 |
|
SU1515546A1 |
| МАЛОГАБАРИТНАЯ ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2242343C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2036058C1 |
| ВКЛАДЫШ К ЭЛЕКТРОДУГОВЫМ ГОРЕЛКАМ | 1985 |
|
SU1299022A1 |
| WO 9739852 A, 30.10.1997 | |||
| JP 60046880 A, 13.03.1985 | |||
| GB 1451913 A, 06.10.1976 | |||
| РОТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1994 |
|
RU2074478C1 |

