Настоящее изобретение относится к способу сварки пригодных для сварки частей, например для сварки кольцеобразных изделий, в котором части подвергаются термическому процессу сварки, вызывающему слияние частей друг с другом на поверхностях контакта, при этом сварочный процесс зависит от множества входных параметров, включающих в себя давление, прикладываемое к свариваемым частям, нагревательный ток, пропускаемый через части, при этом ряд выходных параметров сварочного процесса, например сварочная температура и перемещение частей, зависят от входных параметров.
Такой способ известен, например, из ЕР0770446 В1. Этот способ можно использовать, например, для изготовления кольцеобразных изделий, таких как бандажи для железнодорожного транспорта. При этом пластины изгибают так, чтобы концы каждой пластины приблизились друг к другу и прикоснулись по поверхностям контакта. Концы прижимают друг к другу с заранее определенным постоянным сварочным давлением в течение заранее определенного периода сварки, и через концы пластины подается заранее определенный постоянный сварочный ток. Под действием сварочного тока концы пластины достигают предела текучести и затем под действием сварочного усилия сливаются друг с другом. При этом концы пластин прижимаются друг к другу на конкретное расстояние, в результате чего образуются сварочные кромки. Этот известный способ реализуется полностью на основании заранее определенных установок, также именуемых уставками. Для этого в известном способе упомянутые выше заранее определенные сварочный ток, сварочное усилие и период сварки определяются эмпирически и вводятся в соответствующее сварочное устройство оператором.
Обычно в известном способе сварочный ток, сварочное усилие и период сварки задаются так, чтобы гарантировать получение качественного и прочного сварного шва. Для этого, например, используют относительно большое сварочное усилие, и/или большой сварочный ток, и/или длительный период сварки, чтобы обеспечить наложение шва излишне большого сечения, при котором свариваемые части сплавлены на относительно большое расстояние. Это приводит не только к потерям материала, но также к нежелательно большим сварочным кромкам и нежелательно высокому расходу энергии. Кроме того, на практике было обнаружено, что относительно трудно осуществить точную и быструю сварку торцов относительно тонких пластин или одной изогнутой пластины. Более того, различные уставки сварочного процесса нужно определять эмпирически и устанавливать заново каждый раз, когда требуется сварка частей другого типа, например, выполненных из другого материала и/или с другими размерами, или когда сварочный процесс должен выполняться на другой сварочной машине. Поэтому этот известный сварочный процесс не очень удобен для пользователя.
В документе FR 2234958 описано измерение полного электрического сопротивления во время сварочного процесса.
В документе US 2817747 описан процесс контактной сварки, в котором температуру регулируют в соответствии с заданным температурным профилем. На фиг.2 документа US'747 показан целевой график распределения температур, на которой предельной температурой является 2150°F.
В настоящем изобретении предложен усовершенствованный способ сварки частей. В частности, предложен сварочный процесс, в котором свариваемые части можно надежно соединять друг с другом при относительно малой потере материала.
Для достижения этого результата предложенный способ отличается тем, что во время сварочного процесса определяют по меньшей мере один параметр из сварочной температуры и/или электрического сопротивления этих частей, и результат определения температуры и/или определения сопротивления используется по меньшей мере одним регулятором, предпочтительно многопараметрическим регулятором, для автоматической перенастройки ряда входных параметров сварочного процесса во время сварочного процесса, или для автоматической корректировки сварочного процесса.
В частности, определяют температуру и/или электрическое сопротивление частей вблизи упомянутых поверхностей контакта. Возможность перенастройки регулятором ряда входных параметров процесса в зависимости от результата определения температуры и/или определения сопротивления позволяет более точно осуществлять сварочный процесс, предотвратить потерю материала, предотвратить образование нежелательно больших сварочных кромок и уменьшить расход энергии. Следовательно, можно также обойтись без наложения шва излишне большого сечения. Ряд перенастраиваемых входных параметров может включать в себя, например, один параметр, но предпочтительно он включает в себя два, три или более параметров. Кроме того, было обнаружено, что этот способ позволяет правильно и быстро сваривать друг с другом относительно тонкие пластины или относительно тонкие части пластины, например, для изготовления кольцеобразных изделий, таких как бандажи. Также можно сваривать друг с другом части различного типа и обойтись без предварительного эмпирического определения одной или более предпочтительных уставок процесса. В зависимости от результата упомянутого определения температуры и/или определения сопротивления можно перенастроить, например, исходную точку определенного этапа процесса, или взаимную скорость и/или перемещение свариваемых частей, и/или другие параметры сварки. Кроме того, определение температуры можно использовать, например, для выполнения по меньшей мере части сварочного процесса в режиме с регулируемым диапазоном.
Во время сварочного процесса упомянутую сварочную температуру можно определить, например, с помощью вычислений. То же самое относится к определению электрического сопротивления частей. Кроме того, во время сварочного процесса сварочную температуру и/или электрическое сопротивление можно определить, например, на основании по меньшей мере одного измерения выходного параметра процесса. Этот по меньшей мере один выходной параметр процесса может быть температурой свариваемых частей. Кроме того, по меньшей мере один из выходных параметров процесса может быть, например, контактным электрическим сопротивлением между упомянутыми поверхностями контакта. Также по меньшей мере один выходной параметр может быть относительным положением, перемещением или скоростью перемещения свариваемых частей.
Согласно изобретению во время сварочного процесса определяют, достигла ли сварочная температура частей температуры предела текучести.
Таким образом, сварочный процесс можно корректировать в зависимости от температуры предела текучести. Было обнаружено, что сварочный процесс можно точно регулировать автоматически под действием регулятора. Регулятор может, например, автоматически корректировать или изменять параметры процесса в ответ на достижение предела текучести.
Регулятор автоматически изменяет ряд входных параметров сварочного процесса во время сварочного процесса, когда определено, что достигнута температура предела текучести.
Таким образом, свариваемые части можно, например, сначала нагреть для достижения упомянутой температуры предела текучести, прижимая их друг с другу с относительно небольшим усилием. При этом нагрев свариваемых частей до температуры предела текучести можно выполнять относительно быстро и контролируемым методом. Когда определено, что достигнута температура предела текучести, сварочный процесс можно скорректировать, например, путем выполнения следующего этапа сварочного процесса, в котором свариваемые части, например, прижимаются друг к другу с большим или меньшим усилием для их слияния на относительно небольшое расстояние. В одном варианте сварочный процесс является процессом контактной сварки сопротивлением, который применяется, в частности, для изготовления сварных бандажей. Свариваемые части могут, например, представлять собой концевые части, изогнутые по направлению друг к другу, например, для изготовления упомянутого бандажа. Сварочный процесс может также применяться для сварки с получением другой формы.
Кроме того, регулятор может, например, корректировать сварочный процесс в регулируемом диапазоне, когда определено, что достигнута температура предела текучести. При этом первая часть сварочного процесса может выполняться, например, в регулируемом диапазоне, например в диапазоне сварочного давления, и/или диапазоне сварочной температуры, а следующий этап сварочного процесса, выполняемый после достижения температуры предела текучести, выполняется на основании диапазона перемещения свариваемых частей.
Упомянутые свариваемые части могут быть изготовлены из различных материалов, например из алюминия или из стали. Например, эти части могут быть изготовлены, из стали типа HR60 или других материалов.
Следует отметить, что термин "предел текучести" известен специалистам. Пределом текучести является точка между эластичным и пластичным состоянием материала.
Предел текучести можно определять различными способами. Можно, например, измерять один или более выходных параметров во время сварочного процесса. Результат такого измерения может быть пригоден, например, для определения момента достижения предела текучести. Например, во время сварочного процесса можно выполнять вычисления для определения мгновенной температуры предела текучести при текущих условиях на основании одного или более выходных параметров процесса. Кроме того, можно, например, сначала определить путем вычислений и/или экспериментально значение зависимого от предела текучести выходного параметра или выведенного из него параметра, когда достигнут предел текучести, и затем измерять в сварочном процессе значение этого зависимого от предела текучести параметра или выведенного из него параметра для определения, когда достигнут предел текучести.
Входные параметры процесса и выходные параметры процесса могут быть различными параметрами. Выходным параметром может быть, например, значение, действительно достигнутое входным параметром. Кроме того, выходными параметрами могут быть, например, параметры, являющиеся прямым результатом сварочного процесса, и/или параметры, выведенные из них.
По меньшей мере одним из упомянутых входных параметров процесса может быть давление, с которым части сжимаются друг с другом во время сварочного процесса. В этом случае можно измерить, например, реактивное давление частей, которое является выходным параметром, а из результата измерения этого реактивного давления определить, когда достигается предел текучести.
Другим входным параметром процесса является, например, установленный электрический ток, который пропускается через части в целях их нагрева, например для контактной сварки сопротивлением. В этом случае, например, первый электрический ток может пропускаться через части до достижения температуры предела текучести, и этот электрический ток автоматически увеличивается под действием регулятора при определении, что достигнута температура предела текучести, а затем после определенного периода сварки этот ток уменьшается снова. Кроме того, фактически достигнутый сварочный ток может быть, например, выходным параметром сварочного процесса.
Согласно одному аспекту изобретения во время сварочного процесса по меньшей мере один параметр из сварочного электрического тока и сварочного давления автоматически настраивается регулятором, например, в зависимости от результата упомянутого определения температуры предела текучести и/или определения температуры сварки. При этом регулировка может быть, например, многопараметрической регулировкой. Было обнаружено, что с помощью такой многопараметрической регулировки сварочного процесса можно получать особенно прочные сварные швы за относительно короткие периоды сварки. Другие предпочтительные многопараметрические регулировки включают в себя, например, регулировку соответствующего перемещения частей с одной стороны и сварочный ток с другой стороны, регулировку соответствующей скорости частей с одной стороны и электрического тока с другой стороны, и/или их комбинацию, и/или регулировку других параметров. Многопараметрическая регулировка может включать в себя, например, регулировку по диапазону, например, упомянутую выше, или другой вид регулировки по диапазону.
Согласно предпочтительному варианту осуществления изобретения по меньшей мере один выходной параметр представляет собой разность потенциалов между свариваемыми частями или разность потенциалов на электродах, контактирующих с этими частями.
Разность потенциалов измеряется относительно просто. Кроме того, из разности потенциалов можно просто определить или вычислить момент достижения температуры предела текучести, так как в этот момент исчезает или по меньшей мере становится относительно низким контактное сопротивление между свариваемыми частями. Температуру предела текучести можно вычислить, например, из измерения сопротивления и/или измерения потенциала, если известны, например, свойства материалов свариваемых частей. Кроме того, разность потенциалов можно использовать, например, для вычисления действительной мгновенной сварочной температуры или электрического сопротивления частей во время сварочного процесса, например, в комбинации с заранее определенными свойствами материала свариваемых частей.
Согласно настоящему изобретению регулятор может быть, например, многопараметрическим регулятором, который регулирует сварочный процесс, используя множество упомянутых выше параметров процесса и/или выведенных из них параметров. С помощью такого регулятора сварочный процесс можно регулировать особенно точно, а обнаружение предела текучести можно использовать, например, для перенастройки сварочного процесса для быстрой и прочной сварки частей.
Согласно одному аспекту изобретения регулятор имеет, например, заранее определенный температурный профиль или температурный диапазон свариваемых частей, и во время сварочного процесса регулятор автоматически перенастраивает ряд параметров процесса таким образом, чтобы в зависимости от измеренной температуры частей температура частей по существу следовала заранее определенному температурному профилю или температурному диапазону. Этот температурный профиль или температурный диапазон представляет собой, в частности, температуру частей в зависимости от времени во время сварочного процесса.
Кроме того, регулятор согласно настоящему изобретению может иметь, например, заранее определенный профиль эталонного давления, по меньшей мере, эталонное давление в зависимости от времени, при этом во время сварочного процесса регулятор автоматически перенастраивает ряд упомянутых выше параметров процесса таким образом, чтобы в зависимости от действительно достигнутого давления сварки это давление сварки по существу следовало заранее определенному профилю эталонного давления. По меньшей мере часть процесса можно реализовать с регулировкой силы или регулировкой давления.
Регулятор может также иметь, например, заранее определенный профиль перемещения свариваемых частей, по меньшей мере перемещения в зависимости от времени, при этом во время сварочного процесса регулятор автоматически настраивает ряд упомянутых параметров процесса таким образом, чтобы в зависимости от действительно достигнутого перемещения частей это достигнутое перемещение по существу следовало заранее определенному профилю перемещения.
Регулятор может быть, например, следящим регулятором, который точно отслеживает один или более упомянутых профилей во время сварочного процесса. Если отслеживаемое значение отклоняется от заданного профиля, то регулятор может, например, автоматически изменить конкретные параметры процесса для приведения заданной величины снова к требуемому профилю, например, путем корректировки сварочного тока и/или давления, действующего на части. При регулировке на основании упомянутого профиля можно определить, например, температуру предела текучести, хотя это не является необходимым.
Кроме того, сварочный процесс можно, например, регулировать с использованием обратной связи, прогнозирования или иного метода.
Также предложена сварочная система для осуществления способа согласно настоящему изобретению, предназначенная для сварки свариваемых частей посредством термического процесса сварки, причем система выполнена с возможностью сближения свариваемых частей друг с другом при температуре предела текучести на поверхностях контакта.
Как уже отмечалось выше, известна система, которая осуществляет сварочный процесс только на основании заранее введенных уставок. Эту известную систему нужно полностью переустанавливать каждый раз, когда требуется сварка частей другого типа, например, выполненных из другого материала или имеющих другие размеры. Такие установки обычно осуществляются методом проб и ошибок, что занимает много времени. Кроме того, после установки известная система все же не дает достаточной уверенности в том, что будет получен хороший сварной шов. Известная система относительно неудобна для пользователя, относительно неточна, а образующиеся сварные швы имеют относительно большие сварные кромки.
Согласно одному аспекту настоящего изобретения система содержит определитель температуры и/или определитель сопротивления, предназначенный для определения по меньшей мере одного параметра из сварочной температуры и/или электрического сопротивления упомянутых частей во время сварочного процесса, и система содержит по меньшей мере один регулятор, предназначенный для автоматической настройки ряда входных параметров сварочного процесса или автоматической корректировки сварочного процесса в зависимости от результата определения, выполненного определителем температуры и/или определителем сопротивления.
Регулятор может представлять собой, например, упомянутый многопараметрический регулятор. Следовательно, регулятор может точно регулировать и корректировать большое число параметров процесса. Регулятор может также быть регулятором другого типа. Благодаря тому, что регулятор выполнен с возможностью автоматической настройки ряда параметров сварочного процесса во время его осуществления в зависимости от результата измерения, выполненного определителем температуры и/или определителем сопротивления, сварку частей можно выполнять относительно быстро и автоматически.
Согласно изобретению система, в частности входящий в нее регулятор, содержит определитель температуры предела текучести, предназначенный для определения достижения температуры предела текучести свариваемых частей.
При этом, как было описано выше, определение, когда достигнута температура предела текучести, позволяет точно настроить сварочный процесс, например, чтобы предотвратить потерю материала, получить относительно маленькие сварочные кромки и/или обеспечить относительно быстрый сварочный процесс. Определитель температуры предела текучести может быть, например, встроен в регулятор или быть отдельным компонентом системы.
Регулятор можно выполнить, например, с возможностью определения, когда достигнута температура предела текучести свариваемых частей, при этом регулятор может автоматически изменить по меньшей мере один из упомянутых входных параметров процесса во время сварочного процесса при достижении температуры предела текучести. Кроме того, регулятор можно выполнить, например, с возможностью перевода сварочного процесса на следующий этап процесса в момент достижения температуры предела текучести, например на этап регулируемого по диапазону значений перемещения.
Регулятор можно также выполнить с возможностью сравнения результатов определителя сварочной температуры и определителя температуры предела текучести для определения, когда достигнута температура предела текучести. Согласно одному аспекту изобретения в системе может быть предусмотрена память для хранения значения предела текучести выходного параметра процесса, определенного методом вычисления и/или экспериментально, при этом регулятор выполнен с возможностью сравнения хранимого значения предела текучести с измеренным значением этого выходного параметра процесса для определения, достигнут ли предел текучести.
Согласно другому варианту изобретения регулятор выполнен с возможностью автоматической установки ряда входных параметров процесса во время сварочного процесса таким образом, чтобы в зависимости от конкретной сварочной температуры частей температура частей по существу следовала заранее определенному температурному профилю или температурному диапазону, например, во время первого периода сварочного процесса. Как отмечалось выше, регулятор может, например, регулировать сварочный процесс на основании заранее определенного профиля контрольного сварочного давления или на основании заранее определенного профиля другого параметра процесса.
Один аспект изобретения относится к регулятору, охарактеризованному в п.19 формулы изобретения. Использование этого регулятора позволяет осуществлять сварочный процесс относительно быстро, эффективно и с меньшим расходом материала.
Еще один аспект изобретения относится к компьютерной программе, охарактеризованной в п.20 формулы изобретения. Эта программа содержит компьютерный код, сконфигурированный так, что после его загрузки в компьютер он делает компьютер пригодным для осуществления предложенного способа и/или выполнения функции регулятора системы согласно настоящему изобретению. Такая программа позволяет сделать различные сварочные машины пригодными для осуществления настоящего изобретения.
Другие варианты осуществления изобретения охарактеризованы в формуле изобретения. Изобретение будет описано более подробно на основании примерного варианта со ссылками на чертежи, на которых:
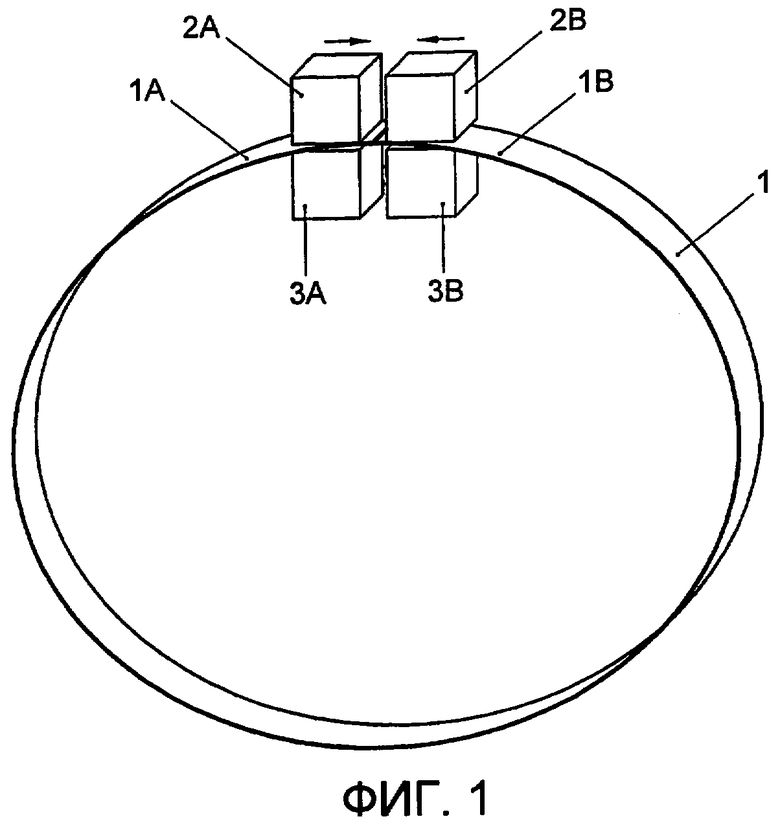
фиг.1 изображает схематически перспективный вид в вертикальном разрезе примерного варианта изобретения;
фиг.2 изображает схематически более детальный вид концов свариваемых частей в примерном варианте изобретения, показанном на фиг.1;
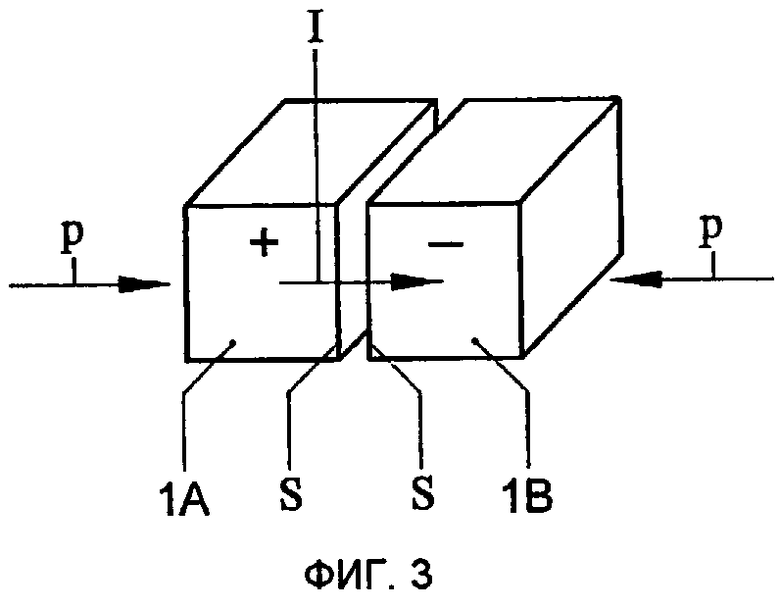
фиг.3 изображает схематически перспективный вид детали в примерном варианте осуществления;
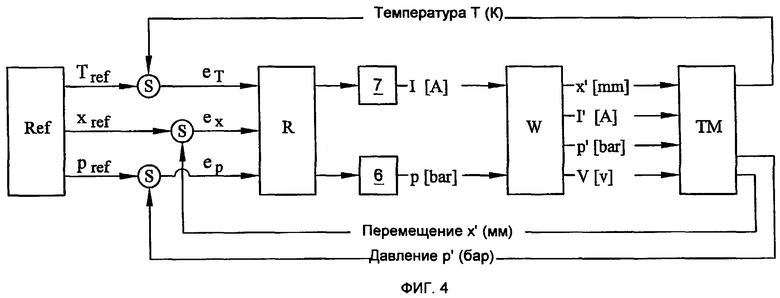
фиг.4 изображает схему регулировки сварочного процесса согласно примерному варианту осуществления настоящего изобретения;
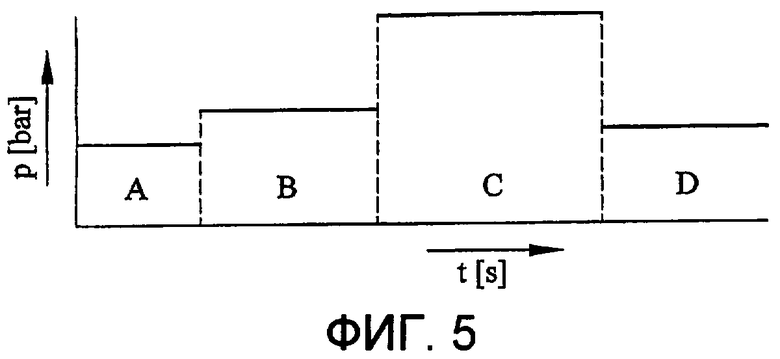
фиг.5 изображает диаграмму сила - время для первой регулировки согласно настоящему изобретению;
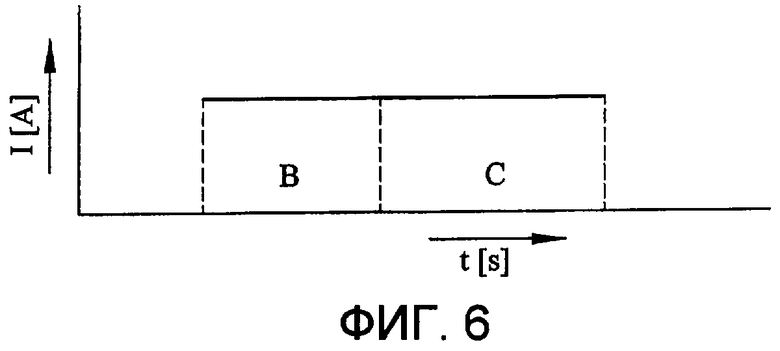
фиг.6 изображает диаграмму ток - время для первой регулировки согласно настоящему изобретению;
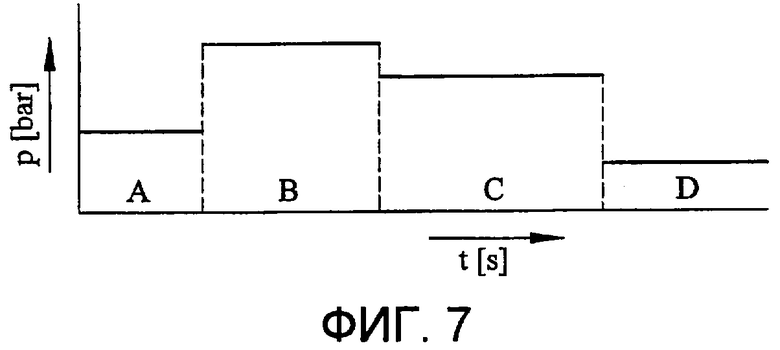
фиг.7 изображает диаграмму сила - время для второй регулировки согласно настоящему изобретению;
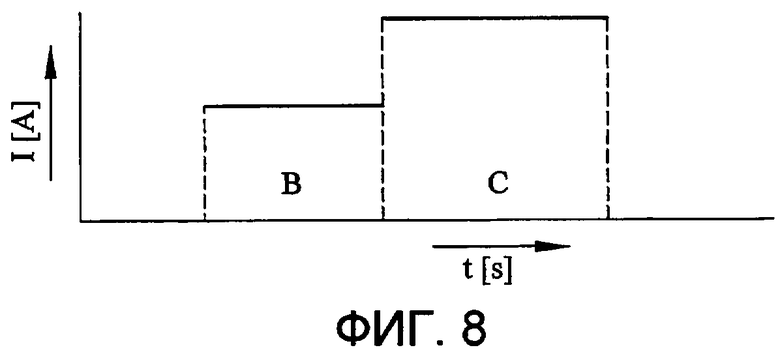
фиг.8 изображает диаграмму ток - время для второй регулировки согласно настоящему изобретению;
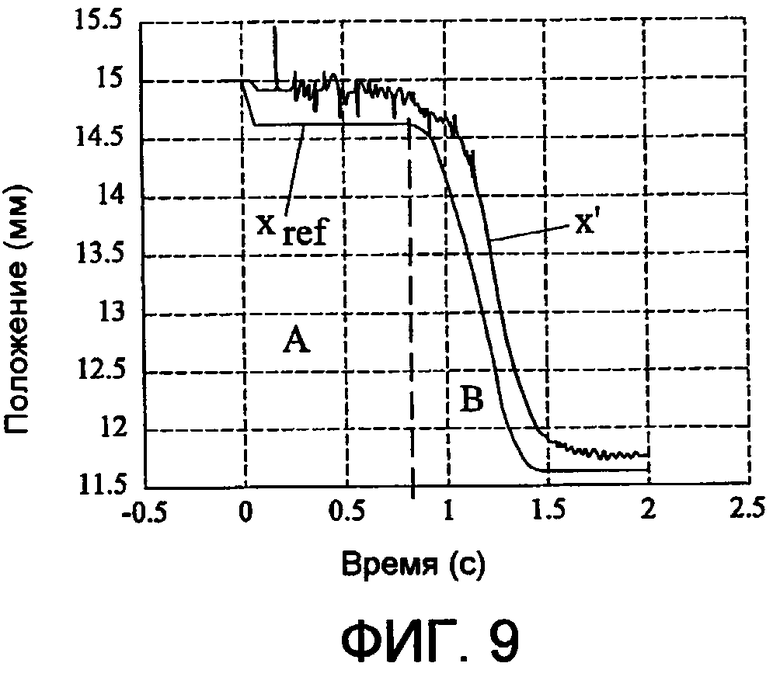
фиг.9 изображает диаграмму положение - время для третьей регулировки согласно настоящему изобретению;
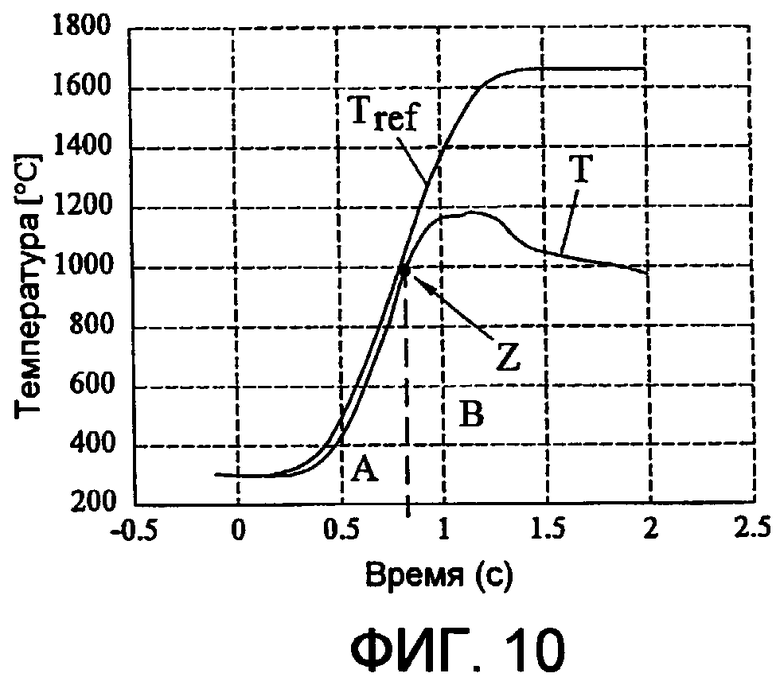
фиг.10 изображает диаграмму сварочная температура - время для третьей регулировки согласно настоящему изобретению;
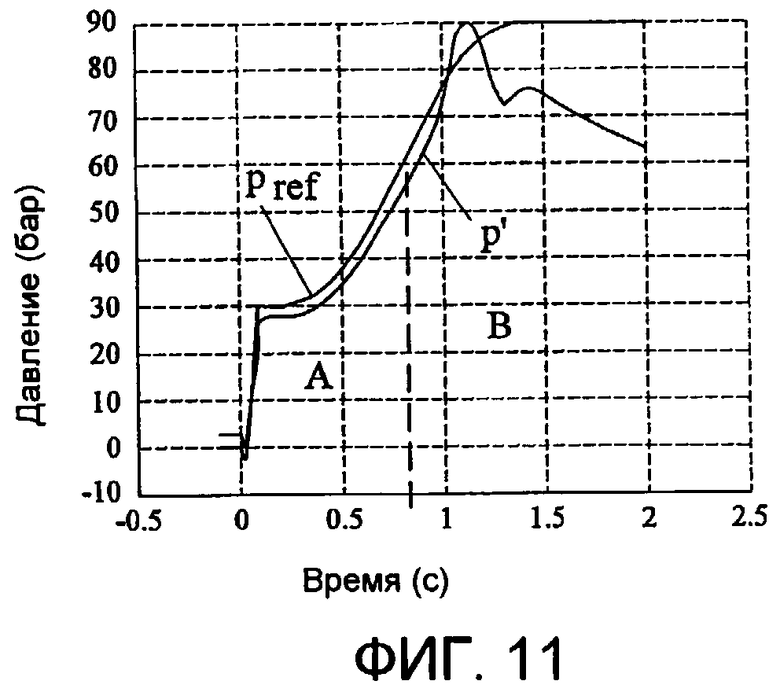
фиг.11 изображает диаграмму давление - время для третьей регулировки согласно настоящему изобретению;
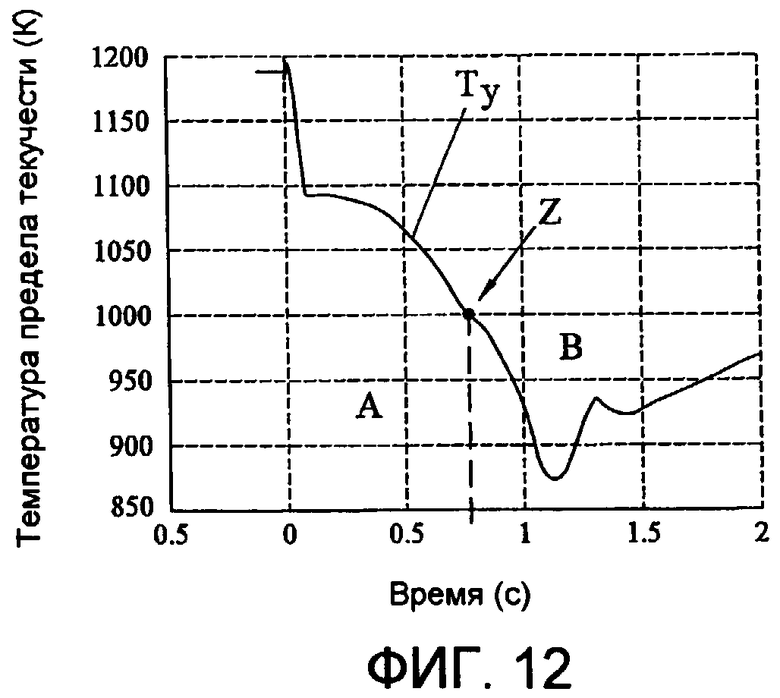
фиг.12 изображает диаграмму температуры предела текучести в зависимости от времени для третьей регулировки согласно настоящему изобретению.
На фиг.1 и 2 схематически проиллюстрированы способ и часть сварочной системы согласно настоящему изобретению, предназначенные для сварки свариваемых частей 1А, 1В друг с другом. Этот способ может быть, например, частью технологического процесса изготовления колесных бандажей из относительно тонких пластин. Сварочная система может, например, иметь конструкцию, подобную конструкции устройства для контактной сварки сопротивлением, описанного в ЕР0770446 В1, или иную конструкцию.
Как видно на фиг.1 и 2, свариваемыми частями 1А, 1В являются, например, торцевые части изогнутой плоской пластины 1. Каждая торцевая часть 1А, 1В прижата к соответствующему электроду 2А, 2В с помощью зажимных средств 3А, 3В, расположенных напротив соответствующих электродов 2А, 2В. Кроме того, части 1А, 1В прижимаются друг к другу обращенными друг к другу прямоугольными контактными поверхностями S под действием давлений р (см. фиг.3). Электроды 2А, 2В подсоединены к источнику 7 тока, так что постоянный ток I из источника 7 может подаваться через электроды 2А, 2В через части 1А, 1В, соприкасающиеся друг с другом. Под действием этого постоянного тока части 1А, 1В можно привести к температуре предела текучести вблизи контактных поверхностей S, используя объемное сопротивление и контактное сопротивление частей, так что части 1А, 1В могут сжиматься друг с другом на требуемом расстоянии под действием давления р.
Для создания упомянутых давлений р один узел электрод - зажимное средство 2В, 3В может быть, например, частью подвижного элемента 4 сварочной системы, а другой узел 2А, 3А является, например, частью стационарного элемента 5 системы. Альтернативно, система может содержать два подвижных элемента 4, 5, каждый из которых содержит упомянутый узел. Для перемещения подвижного элемента 4 к стационарному элементу 5 и от него предусмотрен привод 6. Специалистам будет понятно, что привод 6 может иметь другое конструктивное выполнение. Таким образом, система имеет прижимное устройство 2, 3, 6 для сжатия частей 1А, 1В друг с другом с определенным сварочным давлением. Прижимное устройство может также служить, например, в качестве позиционирующего устройства для перемещения частей в пределах заданного диапазона во время работы.
Можно также предусмотреть различные датчики для измерения различных выходных параметров сварочного процесса. Эти параметры можно также определять посредством вычислений, как будет описано ниже. Система содержит, например, вольтметр 8, подсоединенный к двум электродам 2А, 2В, для измерения разности потенциалов V между этими электродами. Кроме того, предусмотрен один или несколько температурных датчиков 9, например термопар или других датчиков, для измерения температуры свариваемых частей 1А, 1В на контактных поверхностях S. Температурные датчики могут быть, например, встроены в прижимные средства 3А, 3В и/или расположены в другом месте.
Альтернативно, температуру свариваемых частей, по меньшей мере, сварочную температуру вблизи контактных поверхностей можно, например, вычислять во время сварочного процесса. При этом система может содержать, например, определитель сварочной температуры ТМ (см. фиг.4) для вычисления сварочной температуры упомянутых частей, например, на основании результатов измерения других выходных параметров процесса, например на основании измеренной разности потенциалов и/или электрического сопротивления между свариваемыми частями 1А, 1В. Вместо определителя сварочной температуры система также может содержать определитель сопротивления, предназначенный для определения электрического сопротивления частей 1А, 1В возле контактных поверхностей.
Кроме того, может быть предусмотрен датчик давления или силы, выполненный с возможностью измерения давления р, действующего на свариваемые части 1А, 1В во время использования, или реактивного давления, оказываемого этими частями 1А, 1В, которое является результатом установленного сварочного давления р. Например, в привод 6 может быть встроен манометр или может быть реализовано другое конструктивное решение. Кроме того, можно предусмотреть, например, датчик перемещения или спидометр для измерения перемещения или скорости, соответственно, частей 1А, 1В относительно друг друга. Такой датчик перемещения или индикатор скорости может быть реализован различными путями, например, как компонент привода 6, или иначе.
Сварочная система согласно настоящему изобретению имеет регулятор R, выполненный с возможностью автоматической настройки ряда параметров сварочного процесса во время сварочного процесса в зависимости от результата по меньшей мере одного измерения по меньшей мере одного параметра процесса. Регулятор R, как таковой, может быть реализован разными путями, например, в аппаратном или программном виде. Как отмечалось выше, регулятор R предпочтительно может быть многопараметрическим регулятором. Регулятор может быть реализован, например, на базе модели сварочного процесса, определенной теоретически и/или эмпирически, например, с помощью графиков Боде и определения полюсов и нулей. Регулятор может быть выполнен с возможностью регулировки следующих входных параметров процесса: давления р, сварочного тока I, относительного положения, скорости и/или перемещения х частей 1А, 1В. Регулировка этих входных параметров р, I, х может, например, выполняться регулятором R на основании, по меньшей мере, сварочной температуры частей 1А, 1В. Кроме сварочной температуры другие выходные параметры процесса включают в себя, например, фактически достигнутое относительное положение, достигнутую скорость, достигнутое сварочное давление p', достигнутый сварочный ток I', разность потенциалов V между электродами 2А, 2В и/или достигнутое перемещение х' этих частей. Кроме того, регулятор может выполнен с возможностью регулировки сварочного процесса в зависимости от по меньшей мере одного свойства материала вышеупомянутых частей, по меньшей мере, одного измерения частей и/или других параметров. Информация, касающаяся свойств материала и/или размеров, может быть введена в регулятор R, например, перед сварочным процессом. Кроме того, регулятор R предпочтительно выполнен с возможностью корректировки сварочного процесса, например, по техническим характеристикам и диапазонам других элементов сварочной системы, например, источника тока 7 и/или прижимного устройства 2,3,6.
На фиг.4 представлена возможная иллюстрация регулировки сварочного процесса W, которая может осуществляться под действием регулятора R. В этом случае регулятор R выполнен с возможностью использования входных параметров сварочного процесса: давления р и сварочного тока I, для достижения конкретной сварочной температуры Т и относительного положения, скорости или перемещения х' свариваемых частей, чтобы получить требуемый сварной шов. Упомянутый выше определитель сварочной температуры обозначен на фиг.4 как ТМ. Этот определитель температуры ТМ выполнен с возможностью определения мгновенной сварочной температуры частей 1А, 1В на основании одного или более выходных параметров V, p', I', x' сварочного процесса W.
Как видно на фиг.4, регулировка сварочного процесса может быть реализована с помощью, например, ряда компараторов S и эталонного блока Ref. Эталонный блок Ref может содержать, например, заранее определенный температурный профиль Tref как функцию времени, заранее определенный диапазон перемещения xref как функцию времени и заранее определенный профиль давления pref как функцию времени. Компараторы S могут быть выполнены, например, с возможностью сравнения значений достигнутой сварочной температуры Т, достигнутого перемещения х' и/или достигнутого сварочного давления р' с соответствующим заранее определенным диапазоном Tref, xref, pref. Результат такого сравнения можно передать в регулятор R, чтобы он мог определить, действительно ли достигнут требуемый диапазон Tref, xref, pref. Регулятор R может, например, изменить входные параметры в случае обнаружения, что заданный диапазон не был достигнут, чтобы приблизить соответствующий параметр к требуемому диапазону. Специалистам будет понятно, что такую регулировку можно реализовать различными способами.
Регулятор R может также содержать, например, определитель температуры предела текучести, предназначенный для определения достижения температуры предела текучести свариваемых частей. Альтернативно, определитель температуры предела текучести может быть отдельным элементом. Регулятор R можно выполнить с возможностью сравнения результатов определителя сварочной температуры ТМ и определителя температуры предела текучести, чтобы определять, когда достигнута вышеупомянутая температура предела текучести.
Кроме того, регулятор R можно выполнить с возможностью использования результата определения температуры предела текучести, предоставленной определителем температуры предела текучести, для автоматического изменения значения одного или более вышеупомянутых параметров процесса во время сварки. При этом сварочный процесс можно настраивать в зависимости от температуры предела текучести. Альтернативно, регулятор R можно выполнить с возможностью корректировки сварочного процесса по регулируемому диапазону после определения, что достигнута температура предела текучести.
Определитель температуры предела текучести можно сконфигурировать различными способами. Например, когда во время использования примерного варианта достигается вышеупомянутая температура предела текучести, между частями 1А, 1В, то не будет присутствовать контактное сопротивление, что можно измерить с помощью вольтметра 8. Кроме того, после достижения предела текучести части 1А, 1В будут иметь конкретную сварочную температуру, что можно обнаружить с помощью датчиков температуры 9. Также после достижения температуры предела текучести части могут начать сливаться друг с другом, например, под действием давления р, что можно зарегистрировать датчиком перемещения и/или датчиком силы.
Определитель предела текучести, предусмотренный в регуляторе R, можно выполнить с возможностью определения достижения температуры предела текучести из результата измерений, выполняемых рядом упомянутых датчиков 8, 9, когда достигнута температура предела текучести. Для этого регулятор R может быть, например, подсоединен к вольтметру 8, датчикам 9 температуры, датчику перемещения и/или датчику силы, как схематически показано на фиг.2. Кроме того, определитель температуры предела текучести можно, например, снабдить памятью для сохранения значения предела текучести выходного параметра процесса, определенного посредством вычисления и/или экспериментально, а регулятор выполнить с возможностью сравнения сохраненного значения предела текучести с измеренным значением этого выходного параметра процесса для определения, достигнута ли температура предела текучести. Таким образом, значение контактного сопротивления после достижения предела текучести или диапазона сопротивления во время сварочного процесса может быть, например, уже определено эмпирически и/или теоретически и сохранено в определителе предела текучести. То же самое относится к другим параметрам, например к температуре, перемещению и/или силам. Кроме того, систему, например, можно предварительно синхронизировать для использования, если выполнить ее с возможностью осуществления ряда операций синхронизации, тестирования свариваемых частей, синхронизации регулятора R. Для этого регулятор R может быть выполнен, например, как самообучающийся регулятор, например, основанный на принципе управления с итеративным обучением, или т.п.
Во время использования системы, показанной на фиг.1-3, свариваемые части 1А, 1В сначала сближаются контрактными поверхностями S, а затем их сжимают друг с другом. Затем части 1А, 1В подвергают процессу термической сварки, чтобы вызвать слияние частей друг с другом на контактных поверхностях. При этом части прижимаются друг к другу контактными поверхностями S с упомянутым давлением р, и нагревательный ток I подается через части (см. фиг.3). Под действием этого тока I части нагреваются, по меньшей мере, на контактных поверхностях для достижения упомянутой температуры предела текучести.
Во время сварочного процесса можно выполнить одно или более измерений температуры с помощью датчиков 9 температуры для определения мгновенной сварочной температуры свариваемых частей 1А, 1В. Альтернативно, сварочную температуру может, например, вычислить определитель сварочной температуры ТМ, например, используя результаты измерения вольтметра 8.
Результат определения сварочной температуры используется регулятором R для автоматической настройки ряда входных параметров процесса во время сварочного процесса. Можно, например, также определить момент достижения температуры предела текучести свариваемых частей. Результат определения момента текучести может затем использоваться регулятором R для автоматического изменения значения по меньшей мере одного упомянутого входного параметра во время сварочного процесса в целях ускорения сварочного процесса и/или в целях предотвращения образования кромки. Регулятор R может, например, автоматически настроить сварочный процесс, если определитель температуры предела текучести определил, что достигнута температура предела текучести.
Альтернативно, сварочный процесс регулируется управляемым образом на основании диапазона температур и при помощи регулятора. При этом регулятор R может, например, иметь по меньшей мере один заранее определенный температурный профиль или диапазон температур свариваемых частей 1А, 1В, как показано на фиг.4. Регулятор R может автоматически настраивать ряд перечисленных выше входных параметров сварочного процесса W таким образом, чтобы в зависимости от определенной сварочной температуры частей 1А, 1В их температура по существу следовала заданному температурному профилю или диапазону температур.
После образования требуемого сварного шва регулятор R может автоматически выключить нагревательный ток I. После этого можно, например, активно или пассивно охладить части 1А, 1В, сжимая их друг с другом в течение определенного периода охлаждения, чтобы затем продолжить обработку по потребности или т.п.
Представленные ниже примеры демонстрируют возможные регулировки сварочного процесса, которые выполняются, например, при помощи описанного выше регулятора R.
Пример 1
На фиг.5 и 6 показан первый пример регулировки сварочного процесса согласно настоящему изобретению, выполняемой под действием регулятора R. На фиг.5 показано давление р (бар), установленное регулятором R, относительно времени t(с), а на фиг.6 показан нагревательный ток I, установленный регулятором R, относительно времени t. Как видно на этих чертежах, в первом примере на первом этапе процесса А свариваемые части 1А, 1В сводятся друг с другом и удерживаются в этом положении с относительно низким давлением. На следующем этапе В давление увеличивается и через части пропускается определенный нагревательный ток. Под влиянием этого давления и нагревательного тока части 1А, 1В могут достичь предела текучести. Достижение предела текучести обнаруживается определителем температуры предела текучести регулятора R. После измерения или иного определения температуры предела текучести процесс автоматически переходит к третьему этапу С под действием регулятора R. Во время этого третьего этапа к частям 1А, 1В прикладывается еще более высокое давление, а нагревательный ток I поддерживается по существу на том же значении, что и на втором этапе В. Под действием относительно низкого давления на втором этапе В может быть относительно быстро достигнута температура предела текучести. Под влиянием возросшего давления на третьем этапе С части 1А, 1В могут сливаться друг с другом относительно быстро, образуя требуемый сварной шов определенной толщины. Во время сварочного процесса части могут сливаться, например, на расстояние не более чем приблизительно 10 мм, в частности на расстояние не более чем приблизительно 5 мм, например на расстояние приблизительно 4 мм или меньше. После достижения требуемой толщины сварного шва можно перейти к этапу D, на котором ток выключается и части 1А, 1В удерживаются прижатыми друг к другу с определенным более низким давлением. Следует отметить, что предпочтительно использовать постепенное изменение давления р между различными этапами процесса, в отличие от резких переходов, схематически показанных на фиг.5.
Пример 2
На фиг.7 и 8 показан второй пример способа согласно настоящему изобретению, который отличается от примера, показанного на фиг.5 и 6, тем, что после достижения температуры предела текучести (начало этапа С) регулятор R, наоборот, уменьшает давление. Кроме того, на третьем этапе С нагревательный ток, наоборот, увеличивается, когда достигнута температура предела текучести. Таким образом, части 1А, 1В можно сжимать друг с другом с относительно небольшим усилием, что предотвращает образование больших сварочных кромок. Благодаря автоматическому увеличению сварочного тока части 1А, 1В все еще достаточно нагреваются, чтобы продолжать оплавляться, поэтому части быстро сливаются друг с другом на требуемое расстояние, позволяя быстро выполнять сварочный процесс. В этом случае также предпочтительно использовать постепенное изменение давления р. То же самое относится к изменениям нагревательного тока I.
Пример 3
На фиг.9-11 показан пример согласно настоящему изобретению, в котором сварочный процесс происходит в регулируемом диапазоне под действием регулятора R. Регулятор R имеет заданный диапазон перемещения xref, заданный диапазон температур Tref и заданный диапазон сварочного давления pref. Кроме того, регулятор R снабжен определителем температуры предела текучести, который может вычислить, какова мгновенная температура предела текучести Ty свариваемых частей 1А, 1В во время сварочного процесса. На фиг.4 показана возможная схема регулирования, пригодная для данного примера.
Как видно на фиг.9-12, сварочный процесс начинается, например, в момент t=0 с. Затем на первом этапе А части 1А, 1В сжимаются друг с другом с заданным сварочным давлением р, и нагревательный ток I, установленный регулятором, передается через части 1А, 1В. Под действием этих входных параметров, сварочного давления р и нагревательного тока I достигаются выходные параметры давление p', перемещение x' и температура Т. Из вышесказанного следует, что выходные параметры можно измерять и/или вычислять различными методами во время процесса.
Затем регулятор R сравнивает один или более достигнутых выходных параметров x', p', Т с заранее определенными соответствующими диапазонами xref, pref, Tref и регулирует входные параметры р и I, чтобы нейтрализовать отклонения между выходным параметром (параметрами) и его заранее определенным диапазоном. Первый этап процесса может, например, регулироваться по существу регулятором R и перенастраиваться на основании сварочного давления (см. фиг.11), на основании достигнутой сварочной температуры Т (см. фиг.10) или обоих параметров.
Кроме того, регулятор R может, например, сравнивать мгновенную температуру предела текучести Ту с температурой Т свариваемых частей 1А, 1В. На фиг.10 и 12 стрелка Z показывает момент, в который сварочная температура Т равна температуре предела текучести Ту. Благодаря этому сравнению регулятор определяет, что в этот момент достигнута температура Ту предела текучести. Затем сварочный процесс можно, например, скорректировать регулятором R и перейти ко второму этапу В, причем регулировка выполняется, например, на основании другого выходного параметра процесса. Во время второго этапа В процесса может выполняться, например, регулировка по диапазону на основании достигнутого перемещения x' и соответствующего контрольного значения xref (см. фиг.9), при этом достигнутый сварочный ток p' и/или достигнутая сварочная температура Т играют второстепенную роль в регулировке процесса во время этого второго этапа.
Таким образом, качество конечного результата сварочного процесса, т.е. качество полученного сварного шва, относительно мало чувствительно к различию материала разных свариваемых частей во время последовательных циклов сварки. Разность размеров последовательных свариваемых частей также можно компенсировать с помощью регулятора R. Кроме того, свариваемые части можно приводить к температуре предела текучести относительно плавно и хорошо регулируемым образом, чтобы обеспечить их контролируемое слияние друг с другом.
Регулятор R можно также выполнить с возможностью использования технических характеристик сварочной системы в регулировке сварочного процесса. Регулятор может, например, иметь максимально достижимое системой сварочное давление и/или максимально достижимый системой сварочный ток, например, эти данные могут храниться в регуляторе R. В этом случае во время сварочного процесса регулятор R может переключиться с первого набора диапазонов параметров xref, pref, Tref на другой набор этих диапазонов, если регулятор R определит, что система должна работать за пределами ее технических характеристик, чтобы осуществить сварку частей 1А, 1В согласно первому набору диапазонов xref, pref, Tref. Второй набор диапазонов параметров может, например, подходить для сварки частей с использованием более низких сварочных давлений, более низких сварочных токов, в частности, если во время сварочного процесса обнаружено, что первый набор диапазонов параметров xref, pref, Tref требует слишком высокого сварочного давления и/или сварочного тока.
Конечно, кроме вариантов регулировки, описанных в этих трех примерах, существует множество других возможностей автоматической перенастройки сварочного процесса на основании различных параметров процесса.
Понятно, что изобретение не ограничено описанными примерными вариантами. В рамках изобретения, охарактеризованного в прилагаемой формуле изобретения, возможны различные модификации.
Так, например, сварочный процесс может быть процессом контактной сварки сопротивлением или другим сварочным процессом, например процессом точечной сварки. Кроме того, сварочный процесс может, например, регулироваться на основании различных физических свойств свариваемых частей, например, на основании конкретной температуры и/или электрического сопротивления свариваемых частей возле контактных поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2008 |
|
RU2374052C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2008 |
|
RU2374051C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| Способ контактной стыковой сварки оплавлением | 2017 |
|
RU2644484C1 |
| Способ регулирования процесса ультразвуковой сварки | 1976 |
|
SU575190A1 |
| БЕЗГАЗОВЫЙ СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ КОЛЬЦЕВЫМ ШВОМ ДЛЯ ВЫСОКОПРОЧНЫХ ПРИМЕНЕНИЙ | 2006 |
|
RU2353483C2 |
| Устройство для автоматической сварки | 1976 |
|
SU685453A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ИНЕРТНЫХ И ЗАЩИТНЫХ ГАЗОВ | 2022 |
|
RU2789640C1 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ РЕЛЬСОВОЙ СТАЛИ | 2010 |
|
RU2507045C2 |
Изобретение относится к контактной сварке, в частности к способу и системе для сварки частей друг с другом. Способ сварки заключается в том, что части (1А, 1В) подвергают термическому процессу сварки, вызывающему слияние частей (1А, 1В) на поверхностях их контакта. Входные параметры сварочного процесса - давление, прикладываемое к свариваемым частям, и нагревательный ток, пропускаемый через части (1А, 1В), и зависящие от них выходные параметры сварочного процесса - сварочная температура и перемещение частей (1А, 1В). Во время сварочного процесса (W) определяют по меньшей мере один параметр из сварочной температуры и/или электрического сопротивления частей (1А, 1В). Результат определения сварочной температуры и/или определения сопротивления используют по меньшей мере для одного регулятора (R) для автоматической настройки входных параметров сварочного процесса во время сварки, или для автоматической корректировки сварочного процесса. Регулятор предпочтительно является многопараметрическим регулятором, регулирующим сварочный процесс с использованием множества упомянутых параметров процесса. Во время сварочного процесса определяют, достигла ли сварочная температура частей (1А, 1В) температуры предела текучести, и во время сварочного процесса регулятор (R) обеспечивает автоматическое изменение ряда входных параметров сварочного процесса, когда определено, что достигнута температура предела текучести. 3 н. и 18 з.п. ф-лы, 12 ил.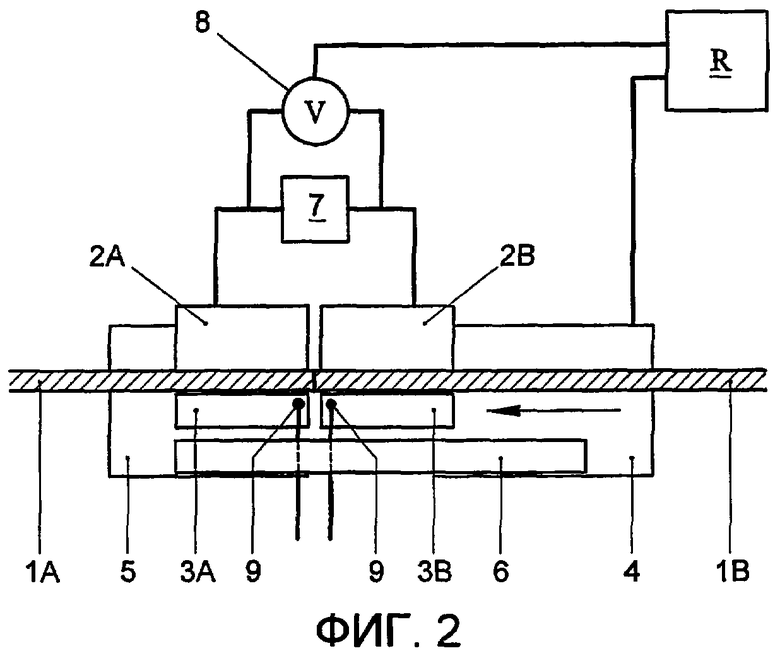
1. Способ сварки пригодных для сварки частей друг с другом, например, сварки кольцеобразных изделий (1), в котором части (1А, 1В) подвергают термическому процессу сварки, вызывающему слияние частей (1А, 1В) на поверхностях контакта (S), причем сварочный процесс (W) зависит от ряда входных параметров, включающих в себя давление, прикладываемое к свариваемым частям, и нагревательный ток, пропускаемый через части (1А, 1B), при этом выходные параметры сварочного процесса, в частности сварочная температура и перемещение частей (1А, 1B), зависят от входных параметров, отличающийся тем, что во время сварочного процесса (W) определяют по меньшей мере один параметр из сварочной температуры и/или электрического сопротивления частей (1А, 1B), и результат определения сварочной температуры и/или определения сопротивления используют по меньшей мере для одного регулятора (R) для автоматической настройки входных параметров сварочного процесса (W) во время сварочного процесса, или для автоматической корректировки сварочного процесса (W), причем регулятор предпочтительно является многопараметрическим регулятором, регулирующим сварочный процесс с использованием множества упомянутых параметров процесса, причем во время сварочного процесса (W) определяют, достигла ли сварочная температура частей (1А, 1B) температуры предела текучести, и во время сварочного процесса регулятор (R) обеспечивает автоматическое изменение ряда входных параметров сварочного процесса, когда определено, что достигнута температура предела текучести.
2. Способ по п.1, отличающийся тем, что во время сварочного процесса (W) температуру предела текучести частей (1А, 1B) определяют путем вычисления, при этом результат определения температуры предела текучести используют для автоматической регулировки значения по меньшей мере одного из входных параметров процесса во время сварочного процесса.
3. Способ по п.1, отличающийся тем, что сначала определяют методом вычисления и/или экспериментально, какое значение имеет выходной параметр процесса, зависимый от предела текучести, когда свариваемые части (1А, 1B) достигают предела текучести, затем во время сварочного процесса определяют значение этого зависимого от предела текучести выходного параметра процесса, в частности методом измерения и/или вычисления, для определения, когда достигнут предел текучести.
4. Способ по любому из пп.1-3, отличающийся тем, что под действием регулятора давление автоматически переводят от первого значения к более высокому второму значению, когда определено, что достигнута температура предела текучести.
5. Способ по любому из пп.1-3, отличающийся тем, что под действием регулятора давление автоматически переводят от первого значения ко второму более низкому значению, когда определено, что достигнута температура предела текучести.
6. Способ по любому из пп.1-3, отличающийся тем, что первый электрический ток пропускают через свариваемые части до достижения предела текучести, при этом под действием регулятора электрический ток автоматически повышают, когда определено, что достигнута температура предела текучести, а затем ток предпочтительно уменьшают после определенного периода сварки.
7. Способ по любому из пп.1-3, отличающийся тем, что регулятор (R) имеет по меньшей мере два заранее определенных профиля или диапазона по меньшей мере двух различных выходных параметров, при этом процесс, по существу, регулируют упомянутым регулятором на основании по меньшей мере одного из этих профилей или диапазонов до определения, что достигнута температура предела текучести, и процесс, по существу, регулируют упомянутым регулятором (R) на основании одного или более других из этих профилей или диапазонов после определения, что достигнута температура предела текучести.
8. Способ по любому из пп.1-3, отличающийся тем, что во время сварочного процесса сварочную температуру и/или электрическое сопротивление определяют методом вычисления или на основании по меньшей мере одного измерения упомянутого выходного параметра процесса.
9. Способ по любому из пп.1-3, отличающийся тем, что по меньшей мере один выходной параметр процесса представляет собой по меньшей мере один из следующих параметров: температуру свариваемых частей (1А, 1B),
электрическое контактное сопротивление между поверхностями контакта,
разность электрических потенциалов между свариваемыми частями (1А, 1B) или между электродами (2А, 2В), предусмотренными на этих частях, относительное положение, перемещение или скорость перемещения свариваемых частей (1А, 1B).
10. Способ по любому из пп.1-3, отличающийся тем, что свариваемые части представляют собой изогнутые по направлению друг к другу концевые части (1А, 1B) пластины (1), в частности для изготовления кольцеобразного изделия, такого как колесный бандаж.
11. Способ по любому из пп.1-3, отличающийся тем, что регулятор (R) использует результат по меньшей мере одного из определения температуры и/или определения сопротивления для автоматического изменения значения по меньшей мере двух или трех входных параметров процесса, например, сварочного давления и сварочного тока, соответствующего перемещения и сварочного тока, и/или соответствующей скорости и сварочного тока, во время сварочного процесса.
12. Способ по любому из пп.1-3, в котором сварочный процесс является процессом контактной сварки сопротивлением.
13. Способ по любому из пп.1-3, в котором сварочный процесс является процессом точечной сварки.
14. Сварочная система для сварки пригодных для сварки частей друг с другом способом по любому из пп.1-13, в котором свариваемые части (1А, 1B) подвергаются термическому процессу сварки (W), выполненная с возможностью доведения сведенных вместе частей (1А, 1B) до предела текучести на поверхностях контакта (S), при этом система содержит определитель температуры и/или определитель электрического сопротивления (9, ТМ, С), предназначенный для определения по меньшей мере одного параметра из сварочной температуры и/или электрического сопротивления частей (1А, 1В) во время сварочного процесса, и система содержит по меньшей мере один регулятор (R) для автоматической настройки ряда входных параметров сварочного процесса или для автоматической корректировки сварочного процесса (W) в зависимости от результата определения, выполненного определителем температуры и/или определителем сопротивления (9, ТМ, С), причем регулятор предпочтительно является многопараметрическим регулятором, при этом регулятор содержит определитель температуры предела текучести, предназначенный для определения температуры предела текучести свариваемых частей (1А, 1B).
15. Система по п.14, отличающаяся тем, что содержит электроды (2А, 2 В), снабженные соответствующим зажимным средством (3А, 3В) для создания сварочного давления и присоединения к источнику (7) тока, а также привод (6) для перемещения по меньшей мере одного узла, состоящего из электрода и соответствующего зажимного средства.
16. Система по п.14, отличающаяся тем, что регулятор (R) предназначен для определения, когда достигнута температура предела текучести свариваемых частей (1А, 1B), причем регулятор (R) выполнен с возможностью автоматического изменения значения по меньшей мере одного из входных параметров процесса во время сварочного процесса, когда достигнута температура предела текучести свариваемых частей (1А, 1B).
17. Система по п.16, отличающаяся тем, что регулятор (R) выполнен с возможностью сравнения результатов определителя сварочной температуры и/или определителя электрического сопротивления друг с другом для определения, когда достигнута температура предела текучести.
18. Система по любому из пп.14-17, отличающаяся тем, что содержит память для хранения значения предела текучести выходного параметра процесса, определенного методом вычисления и/или экспериментально, при этом регулятор выполнен с возможностью сравнения хранимого значения предела текучести с измеренным и/или вычисленным значением этого выходного параметра процесса, для определения, достигнут ли предел текучести.
19. Система по любому из пп.14-17, отличающаяся тем, что регулятор выполнен с возможностью использования результата по меньшей мере одного из определения температуры и/или определения сопротивления для автоматического изменения значения по меньшей мере двух или трех упомянутых входных параметров процесса, в частности сварочного давления и сварочного тока, соответствующего перемещения и сварочного тока, и/или соответствующей скорости и сварочного тока, во время сварочного процесса.
20. Система по любому из пп.14-17, отличающаяся тем, что регулятор (R) имеет по меньшей мере два заранее определенных профиля или диапазона по меньшей мере двух различных выходных параметров процесса, при этом регулятор выполнен с возможностью регулировать процесс, по существу, на основании по меньшей мере одного из этих профилей или диапазонов до определения, что достигнута температура предела текучести, и регулятор выполнен с возможностью регулирования процесса, по существу, на основании одного или более других из этих профилей или диапазонов после определения, что достигнута температура предела текучести.
21. Регулятор для автоматической настройки или для автоматической корректировки входных параметров сварочного процесса для сварочной системы по любому из пп.13-18, содержащий определитель температуры предела текучести, предназначенный для определения температуры предела текучести свариваемых частей (1А, 1В).
| US 2817747 A, 24.12.1957 | |||
| СПОСОБ ЛЕЧЕНИЯ БОЛЬНЫХ ДИФФУЗНЫМИ МАСТОПАТИЯМИ | 2002 |
|
RU2234958C2 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ | 0 |
|
SU336120A1 |
| Способ автоматического управления процессом контактной сварки и устройство для его осуществления | 1990 |
|
SU1743765A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Сварка в машиностроении | |||
| Справочник, т.1 | |||
| /Под ред | |||
| Н.А.Ольшанского | |||
| - М.: Машиностроение, 1978, с.285-288. | |||

