Изобретение относится к металлургии стали и может быть использовано при изготовлении нефтепроводных хладостойких труб, стойких к разрушению в средах, содержащих сероводород.
Известен способ производства труб из малоуглеродистой стали для нефтепроводов, предусматривающий следующий порядок термической обработки: нагрев до температур аустенизации, подстуживание в пределах Ar1+20÷Ar1+50oC со скоростью 1,5-2,0oС/с, охлаждение с этой температуры до комнатной со скоростью 25-35oС/с, высокий отпуск (SU, авторское свидетельство 1294846 А1, кл. С 21 D 9/08, 1987).
Недостатком данного способа является то, что для достижения поставленной задачи повышения стойкости труб в сероводородсодержащей среде и повышения вязкопластических свойств металла в области отрицательных температур не используется влияние металлургических факторов, определяемых выплавкой стали, не предусмотрено ограничение по температуре горячей деформации металла, вследствие чего окончательная термическая обработка по своим параметрам является сложной и труднореализуемой на практике, не проводится тепловая правка труб, и предлагаемый способ термической обработки рассчитан для получения труб одной группы прочности.
Наиболее близким по технической сущности и достигаемому результату является способ производства бесшовных труб из малоуглеродистой стали, включающий выплавку, обработку синтетическим шлаком и продувку стали в ковше аргоном, получение литой заготовки, прокатку, предварительную закалку трубы с температуры нагрева (Аc3+(30-50))oС, промежуточный нагрев до 550-600oС, правку, охлаждение на воздухе, окончательную закалку из межкритического интервала 750-830oС и отпуск при 600-700oС (RU, патент 2112049, кл. С 21 D 8/10, 9/08, 1998, прототип).
Недостатками этого способа являются:
- продувка аргоном является недостаточной мерой по устранению отрицательного влияния азота на стойкость стали против хрупкого разрушения при низких температурах и во влажной сероводородсодержащей среде;
- негарантирован заявленный высокий уровень коррозионной стойкости металла труб при сульфидных неметаллических включениях 2 балла, которые, с одной стороны, играют роль коллекторов атомарного водорода, что отрицательно сказывается на их стойкости против разрушения во влажной сероводородсодержащей среде, с другой стороны, снижают работу зарождения и развития трещины при низких температурах;
- проведение правки до завершающей термической обработки - закалки из области межкритических температур и высокого отпуска, которое приводит к сохранению отклонений по геометрии труб, неизбежно возникающих в процессе последующей закалки.
Техническим результатом изобретения является повышение хладостойкости и стойкости к разрушению во влажной сероводородсодержащей среде труб и расширение области их использования.
Поставленный технический результат достигается тем, что в способе производства бесшовных труб из малоуглеродистых сталей, включающем выплавку стали, продувку в ковше аргоном, обработку шлаком, получение непрерывнолитой заготовки, прокатку труб, термическую обработку в одну или несколько стадий, теплую правку и охлаждение труб, согласно изобретению литую заготовку получают из стали, содержащей не более 0,005% серы, не более 0,010% азота, 0,010-0,050% алюминия, при отношении алюминия к азоту в интервале от 2:1 до 10: 1, горячую деформацию проводят при ограничении температур конца деформации интервалом [Аr3÷(Аr3+100)] oС, отпуск осуществляют при температурах 580÷Ac1 с выдержкой в течение 30-60 минут, после чего производят правку труб в интервале температур 550÷Ac1.
Проведенными опытными плавками установлено, что наилучшие результаты по хладостойкости и стойкости к разрушению во влажной сероводородсодержащей среде достигаются при использовании для изготовления труб литой заготовки с содержанием серы ≤0,005%, азота ≤0,010%, алюминия 0,010-0,050% при отношении алюминия к азоту в интервале от 2:1 до 10:1.
При более высоком содержании серы снижается стойкость труб против разрушения во влажной сероводородсодержащей среде.
При более высоком содержании азота и отношении алюминия к азоту менее чем 2:1 возможно обособление не связанного в нитриды азота и вызываемая этим напряженность кристаллической решетки, отрицательно влияющая на стойкость металла к хрупкому разрушению.
При содержании алюминия менее 0,010% в стали не обеспечивается наследственная мелкозернистость, что приводит к снижению ударной вязкости и стойкости против разрушения в сероводородсодержащей среде. При содержании алюминия более 0,050% и, соответственно, соотношении алюминия и азота выше чем 10:1 возрастает пораженность заготовки и труб поверхностными дефектами.
Горячая прокатка с ограничением температуры конца прокатки интервалом [Аr3÷(Аr3+100)] oС является, фактически, процессом нормализации с использованием тепла прокатного нагрева, при котором в случае дальнейшего охлаждения на спокойном воздухе протекают только процессы рекристаллизации деформированного аустенита, но не происходит вторичный рост зерна и исключается возможность образования игольчатых структур Видманштетта.
Окончание прокатки при температурах ниже Аr3 приводит к резкому повышению нагрузок на оборудование. Окончание прокатки при температуре выше (Аr3+100)oС сопровождается некоторым ростом зерна, который сохранится и отрицательно скажется на стойкости против хрупкого разрушения при низких температурах в случае применения отпуска непосредственно после деформации без проведения закалок.
Термическую обработку проводят в одну (только высокий отпуск при температурах в интервале 580-Ac1) или несколько стадий, состоящих из одной или многократных закалок, окончательной стадией которых будет высокий отпуск при температурах в интервале 580-Ac1 с выдержкой в течение 30-60 минут.
В случае одностадийной термической обработки после проведения нормализации с использованием тепла прокатного нагрева проведение отпуска в нижней области интервала температур 580-Ac1 достаточно для устранения всех видов напряжений, образовавшихся в процессе горячей деформации и последующего охлаждения на воздухе и получения более совершенной кристаллической решетки структурно-свободного феррита за счет перераспределения растворенного в нем углерода.
В случае многостадийной термической обработки, включающей одну или несколько закалок, окончательный отпуск в верхней области интервала температур 580÷Ac1 приводит к снятию закалочных напряжений, устранению игольчатых структур, получению скоагулированных карбидов, равномерно распределенных в ферритной матрице.
Изготовленные такими способами трубы имеют отклонения от геометрических параметров, превышающие нормативные требования. Для устранения этих отклонений и исключения повторного образования напряжений, отрицательно влияющих на стойкость труб к разрушению в сероводородсодержащей среде, основной процесс правки труб производится непосредственно после окончательной стадии термической обработки в интервале температур 550-Аc1. При правке труб при температурах ниже 550oС происходит "наклеп" металла с сохранением высокого уровня остаточных напряжений. При температурах выше Ac1 происходят структурные изменения металла, также отрицательно влияющие на стойкость труб к разрушению в сероводородсодержащей среде.
В результате применения предлагаемого способа производства с ограничением по содержанию в стали азота и его соотношения с алюминием, серы и как следствие - сульфидов, измельчением зерна за счет ограничения интервала температур конца прокатки, проведением теплой правки в трубах получена повышенная по сравнению с прототипом и гарантированная хладостойкость и коррозионная стойкость.
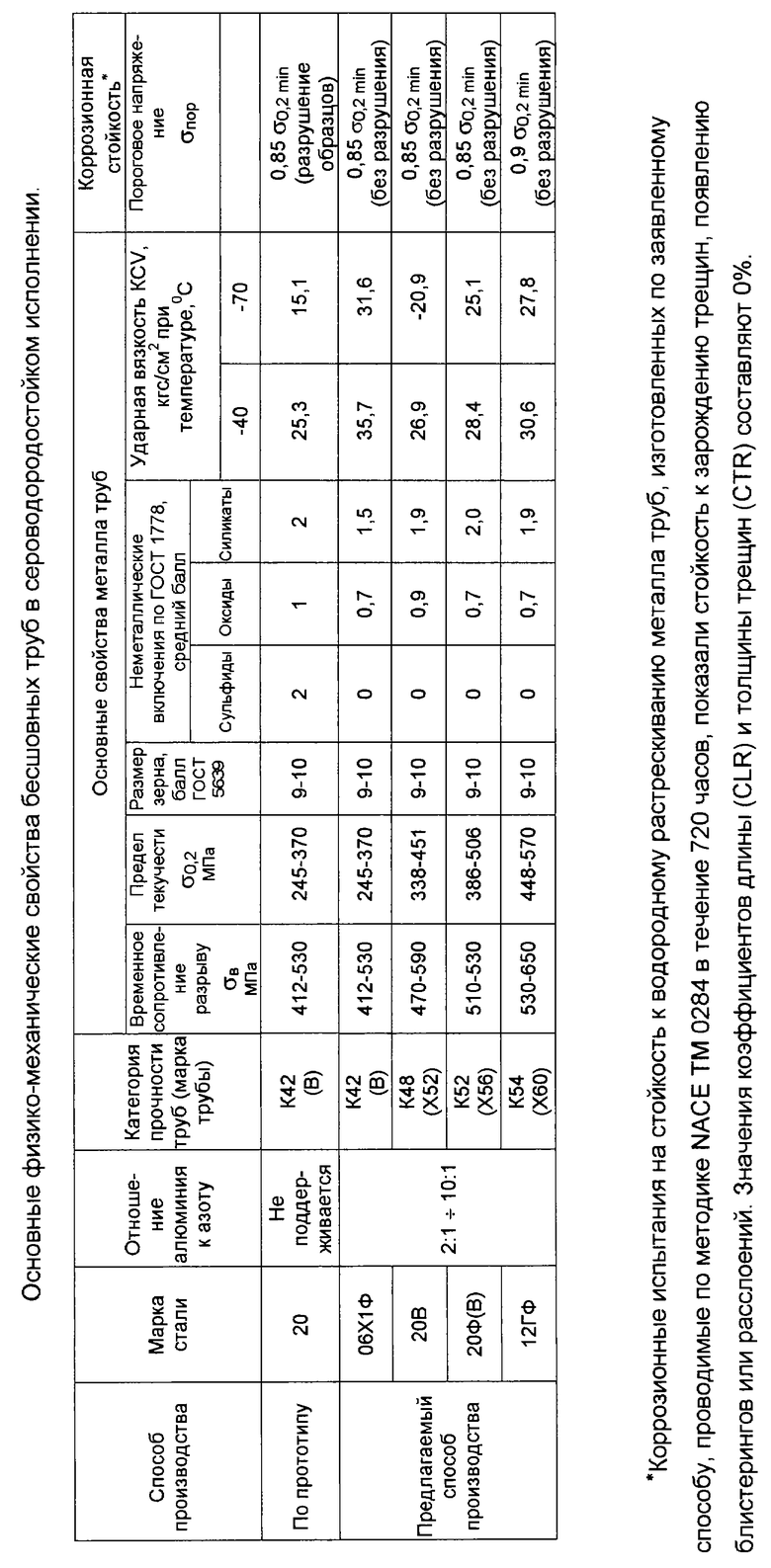
Способ был опробован в промышленных условиях ОАО "Волжский трубный завод" на трубах 73-420мм групп прочности от К42 до Т95, обладающих повышенной стойкостью против разрушения при низких температурах и в сероводородсодержащей среде следующих марок сталей: 06х1Ф, 20В, 20Ф(В), 12ГФ.
Выплавляли сталь марки 20В. Полученная непрерывнолитая заготовка содержала 0,18% углерода, 0,21% кремния, 0,55% марганца, 0,002% серы, 0,007% фосфора, 0,008% азота, 0,032% алюминия. После нагрева заготовки прокатывали в трубы размером 273•10 мм при ограничении температур конца деформации интервалом 880-930oС. После охлаждения на воздухе до температур не выше 500oС трубы выдерживали в отпускной печи при температуре 600oС в течение 50 минут и сразу после отпуска подвергали основной правке при температурах 550-580oС. После охлаждения труб до температур 20-80oС проводили их окончательную холодную правку при деформациях, не превышающих 2,0%.
Выплавляли сталь марки 12ГФ. Полученная непрерывнолитая заготовка содержала 0,11% углерода, 0,23% кремния, 0,81% марганца, 0,004% серы, 0,012% фосфора, 0,009% азота, 0,027% алюминия и 0,058% ванадия. После нагрева заготовки прокатывали в трубы размером 168•10 мм при ограничении температур конца деформации интервалом 890-950oС. После охлаждения на воздухе до температур 500-520oС трубы подвергали закалке в воде от температур 910-920oС, выдерживали в отпускной печи при температуре 670oС в течение 50 минут. Сразу после отпуска трубы подвергали основной правке при температурах 660-630oС. После охлаждения труб до температур 20-80oС проводили их окончательную холодную правку при деформациях, не превышающих 2,0%, что обеспечило необходимую точность геометрических параметров труб и отсутствие внутренних напряжений, отрицательно влияющих на стойкость к разрушению в сероводородсодержащей среде.
Результаты металлографического анализа, механических и коррозионных испытаний приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ УГЛЕРОДИСТОЙ ИЛИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2002 |
|
RU2221875C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1999 |
|
RU2148660C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 1998 |
|
RU2132396C1 |
| Бесшовная горячекатаная стальная труба и способ её изготовления | 2024 |
|
RU2841568C1 |
| Бесшовная труба нефтяного сортамента из высокопрочной коррозионно-стойкой стали мартенситного класса и способ ее получения | 2021 |
|
RU2807645C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 1997 |
|
RU2112049C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1996 |
|
RU2086670C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ТРУБНОЙ СТАЛИ | 2011 |
|
RU2440425C1 |
| Способ термической обработки труб нефтяного сортамента из коррозионно-стойкой стали | 2016 |
|
RU2635205C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2002 |
|
RU2224031C1 |
Изобретение относится к металлургии стали и может быть использовано при изготовлении нефтепроводных хладостойких труб, стойких к разрушению во влажных сероводородсодержащих средах. Предлагаемый способ предусматривает использование при производстве труб непрерывнолитой заготовки из малоуглеродистой стали, содержащей не более 0,005% серы, не более 0,010% азота, 0,010-0,050% алюминия при отношении алюминия к азоту в интервале от 2:1 до 10:1. Горячую деформацию осуществляют при ограничении температуры конца деформации интервалом [Arз-(Arз+100)] oС. Термическую обработку проводят в одну или несколько стадий с окончательным высоким отпуском в течение 30-60 мин при температурах (580-Ac1)oC, после чего проводят правку труб в интервале (550-Ac1)oC. Изобретение обеспечивает повышение хладостойкости и стойкости к разрушению во влажной сероводородсодержащей среде труб. 1 табл.
Способ производства бесшовных труб из малоуглеродистых сталей, включающий выплавку стали, продувку в ковше аргоном, обработку шлаком, получение непрерывнолитой заготовки, прокатку труб, термическую обработку в одну или несколько стадий, отпуск, теплую правку и охлаждение труб, отличающийся тем, что литую заготовку получают из стали, содержащей не более 0,005% серы и не более 0,010% азота, 0,010-0,050% алюминия, при отношении алюминия к азоту в интервале от 2: 1 до 10: 1, прокатку проводят при ограничении температур конца деформации интервалом [Аrз-(Аrз+100)] oС, отпуск осуществляют при температурах 580÷Ac1 с выдержкой в течение 30-60 мин, после этого производят правку труб в интервале температур 550÷Ac1.
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 1997 |
|
RU2112049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЛИ ЛИСТА ИЗ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2159160C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1997 |
|
RU2110588C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1996 |
|
RU2086670C1 |

