Описание
Настоящее изобретение относится к способу изготовления газопроницаемой многослойной искусственной кожи, состоящей из слоя основы из текстильного материала плоской формы, по меньшей мере одного нанесенного на нее промежуточного слоя на базе пенополиуретана с по меньшей мере частично открытой пористой структурой, а также лицевого слоя на базе полиуретана, нанесенного по всей поверхности на по меньшей мере один промежуточный слой, причем на первой технологической стадии лицевой слой наносят по всей поверхности на отслаиваемую подложку и упрочняют, после чего на лицевой слой наносят по меньшей мере один промежуточный слой, на который затем накладывают слой основы, и, в заключение, подложку отслаивают от лицевого слоя.
Подобные способы изготовления искусственных кож известны, например, из патента ГДР DD 259106 A3 и отличаются тем, что слоевую структуру создают так называемым обратным методом, то есть сначала на поверхности прилегания подложки формируют верхнюю сторону лицевого слоя, то есть видимую сторону готовой искусственной кожи, а затем наносят другие слои вплоть до слоя основы, который образует изнаночную сторону готовой искусственной кожи. По завершении создания слоевой структуры подложку отслаивают от лицевого слоя, в результате чего становится доступной видимая сторона, и изготовленную искусственную кожу переворачивают, после чего поверхность лицевого слоя может быть подвергнута тиснению или иной дополнительной обработке.
Газопроницаемые многослойные искусственные кожи пригодны для использования прежде всего в автомобилестроении, например в качестве обивки кресел, поскольку газопроницаемаемость подобной обивки способствует комфортабельности сиденья в автомобиле и предотвращает потение.
В слоях основы из текстильного материала, а также в промежуточных слоях из пенополиуретана, используемых в рассматриваемых слоевых структурах, присутствует известное количество необходимых для обеспечения газопроницаемости открытых пор, в то время как формирование пористого по всей поверхности лицевого слоя на основе полиуретана до последнего времени является проблематичным, поскольку полиуретановые дисперсии, наносимые на подложку в соответствии с обратной технологией, при упрочнении обычно склонны к образованию не содержащих пор сплошных пленок, что обусловливает необходимость выполнения дополнительных технологических операций, например формирования недостающих в лицевом слое пор методами иглопробивания или вытяжки. Однако соответствующие технологические операции не только являются доростоящими, но и отрицательно влияют на внешний вид лицевого слоя, поскольку созданные, например, иглопробивным методом поры хорошо заметны невооруженным глазом.
Из европейского патента ЕР 1279762 известно о формировании газопроницаемой искусственной кожи указанного в начале описания типа, однако формирование ее лицевого слоя сопровождается образованием пленки, в связи с чем лицевой слой подобной искусственной кожи не обладает необходимой для газопроницаемости пористостью. Хотя предлагаемая в цитируемом патенте искусственная кожа и содержит пористый, а, следовательно, газопроницаемый лицевой слой, однако он распределен не по всей поверхности подложки, которая имитирует структуру поверхности натуральной кожи, а лишь в ее углублениях, в связи с чем между образованными подобными углублениями зонами лицевого слоя образуются отверстия. Подобная искусственная кожа обладает множеством недостатков, например, низким сопротивлением лицевого слоя к истиранию.
В соответствии с международной заявкой WO 2005/047549 на структурированную подложку, нагретую до температуры ниже 105°С, наносят отделку из водной полимерной дисперсии, причем последующее испарение воды сопровождается образованием пленки. Хотя изготовленный подобным образом слой и обладает определенной пористостью, однако в связи с образованием пленки его газопроницаемость, прежде всего количество и размер пор, нуждаются в улучшении.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача предложить способ изготовления газопроницаемой многослойной искусственной кожи указанного в начале описания типа, в соответствии с которым можно было без необходимости выполнения дополнительных технологических операций изготавливать многослойную искусственную кожу, снабженную нанесенным по всей поверхности газопроницаемым, а, следовательно, обладающим открытой структурой пор лицевым слоем, причем способ должен быть особенно экономичным, а размер пор изготавливаемой им искусственной кожи должен быть настолько мал, чтобы поры не портили ее внешний вид.
Указанная задача согласно изобретению решается с помощью способа изготовления газопроницаемой многослойной искусственной кожи с отличительными признаками, представленными в пункте 1 формулы изобретения.
Предпочтительные варианты предлагаемого в изобретении способа приведены в соответствующих зависимых пунктах формулы изобретения.
Предлагаемый в изобретении способ основан на том, что с целью формирования лицевого слоя водную алифатическую полиуретановую дисперсию, используемую для достижения этой цели в качестве базового исходного материала, наносят в жидкой форме по всей поверхности подложки и непосредственно после этого содержащуюся в полиуретановой дисперсии воду испаряют путем подвода тепла, осуществляемого в течение временного интервала не более 5 секунд, что способствует высыханию полиуретановой дисперсии на подложке без образования пленки с формированием содержащего микропоры лицевого слоя.
Под реализуемым по всей поверхности нанесением полиуретановой дисперсии, соответственно формированием лицевого слоя, в соответствии с настоящим изобретением подразумевают сплошное нанесение полиуретановой дисперсии на подложку без пропусков или остающихся непокрытыми участков, соответственно, перекрытие лицевым слоем всей поверхности промежуточного слоя (промежуточных слоев).
Микропоры, формируемые в лицевом слое в соответствии с настоящим изобретением, обладают такими размерами, чтобы лицевой слой был паропроницаемым, однако препятствовал поступлению жидкой воды или по меньшей мере замедлял этот процесс. Предлагаемым в изобретении способом легко можно создавать поры размером от 10 до 80 мкм, однако создаваемые поры могут обладать также большим размером, соответственно диаметром.
Согласно изобретению водную алифатическую полиуретановую дисперсию, используемую для формирования микропористого лицевого слоя, наносят на способную к отслаиванию подложку известными методами, причем подвод тепла осуществляют с такой интенсивностью, чтобы обеспечить мгновенное высыхание полиуретановой дисперсии, препятствующее образованию пленки, соответственно, приводящее к немедленному разрушению пленки в случае ее образования.
В то время как в соответствии с уровнем техники при формировании лицевого слоя всегда стремятся реализовать процесс пленкообразования, причем образующейся пленке впоследствии или в процессе ее образования придают пористость, согласно настоящему изобретению выбирают иной принцип, предусматривающий полное исключение пленкообразования благодаря мгновенному высыханию нанесенной дисперсии. Водную полиуретановую дисперсию наносят на подложку соответствующим методом в виде отдельных капелек, которые при высокой температуре подложки высыхают независимо друг от друга, что обусловливает отсутствие образования пленки.
В соответствии с настоящим изобретением под мгновенным высыханием подразумевают сушку нанесенной на подложку водной алифатической полиуретановой дисперсии, осуществляемую в течение промежутка времени не более 5 секунд, обеспечиваемую благодаря нагреванию дисперсии до температуры, предпочтительно находящейся в примерном интервале от 175 до 200°С. Нагревание дисперсии до указанной температуры может быть осуществлено благодаря нагреву подложки до температуры, составляющей по меньшей мере 175°С. При подобных температурах частицам используемой полиуретановой дисперсии не может быть причинено какое-либо механическое повреждение, однако испарение содержащейся в ней воды происходит столь быстро, что обеспечивают необходимое для исключения процесса пленкообразования высыхание. В зависимости от используемой водной алифатической полиуретановой дисперсии для формирования лицевого слоя, очевидно, может быть выбрана также другая более высокая или более низкая температура при условии достаточной термостабильности используемой полиуретановой дисперсии.
При нанесении водной алифатической полиуретановой дисперсии в жидкой форме отдельные капли нанесенной дисперсии вследствие испарения воды, обусловленного интенсивным подводом тепла к краям каждой из них, фиксируются практически непосредственно на подложке, благодаря чему практически полностью исключается вероятность растекания и объединения отдельных капель. В результате этого между отдельными каплями образуются микропоры, необходимые для обеспечения газопроницаемости изготовленного подобным образом лицевого слоя. В связи с этим предлагаемый в изобретении способ позволяет исключить необходимость осуществления последующей технологической операции механического создания пор, например, методом иглопробивания или вытяжки. Кроме того, создаваемые микропоры настолько малы, что их трудно или даже невозможно заметить невооруженным глазом, в связи с чем изготовленная предлагаемым в изобретении способом газопроницаемая многослойная искусственная кожа обладает особенно привлекательным внешним видом.
Для формирования лицевого слоя предпочтительно используют водную полиуретановую дисперсию с содержанием твердого вещества, находящимся в интервале от 30 до 60%.
В соответствии с предлагаемым в изобретении способом нанесение водной алифатической полиуретановой дисперсии в жидкой форме на подложку можно выполнять несколькими разными методами.
Согласно изобретению с целью формирования лицевого слоя водную полиуретановую дисперсию рекомендуется разбрызгивать по всей поверхности подложки в виде мелких капелек посредством сопел, причем подобное нанесение можно осуществлять как на гладкую, так и на тисненую поверхность подложки.
Для разбрызгивания водной полиуретановой дисперсии можно использовать общеупотребительные методы, такие как безвоздушное или пневматическое разбрызгивание, промышленное низконапорное разбрызгивание, а также разбрызгивание с гидравлическим напором.
Другие возможные варианты нанесения полиуретановой дисперсии с целью формирования лицевого слоя согласно изобретению предусматривают нанесение печати по всей поверхности подложки, для чего пригоден, например, метод растровой или трафаретной печати. Используемую для формирования лицевого слоя водную полиуретановую дисперсию можно наносить на подложку методами печатания в виде чрезвычайно мелких капель, что, в свою очередь, позволяет реализовать указанное выше мгновенное высыхание за счет интенсивного подвода тепла.
Кроме того, для нанесения тонкого слоя водной полиуретановой дисперсии можно использовать, например, метод глубокой печати, что также позволяет формировать необходимые поры путем реализуемого согласно изобретению мгновенного высыхания нанесенного слоя.
Используемая для формирования лицевого слоя подложка предпочтительно может обладать формой бесконечного полотна, при необходимости непрерывно пропускаемого через валки, по меньшей мере один из которых является обогреваемым валком, используемым для нагревания подложки до температуры испарения воды, содержащейся в нанесенной на подложку полиуретановой дисперсии. В соответствии с этим необходимое для мгновенного испарения воды тепло поступает к нанесенной водной полиуретановой дисперсии от уже нагретой до надлежащей температуры подложки.
В соответствии с другим вариантом или в дополнение к уже рассмотренным вариантам нанесенную на подложку полиуретановую дисперсию с целью испарения содержащейся в ней воды можно нагревать также посредством теплового излучения и/или микроволн, что способствует высыханию дисперсии на подложке без образования пленки и обеспечивает формирование микропористого лицевого слоя.
Однако при этом тепло должно поступать к водной полиуретановой дисперсии исключительно от подложки, чтобы на удаленной от нее стороне образующегося лицевого слоя не мог протекать процесс пленкообразования, иначе наблюдалось бы замедление или даже полное прекращение дальнейшего испарения содержащейся в полиуретановой дисперсии воды.
Кроме того, использование подложки в виде бесконечного полотна позволяет реализовать процесс изготовления предлагаемой в изобретении искусственной кожи по меньшей мере в полунепрерывном, предпочтительно в непрерывном режиме.
В зависимости от используемого для нанесения полиуретановой дисперсии метода толщина нанесенного на подложку лицевого слоя может составлять от 5 до 150 мкм.
Масса нанесенного лицевого слоя в сухом состоянии составляет от 10 до 50 г/м2, предпочтительно от 30 до 40 г/м2.
Идеальной является масса сухого лицевого слоя, которой соответствует интервал от 30 и 40 г/м2, что прежде достигается нанесением полиуретановой дисперсии на подложку разбрызгиванием. Однако предлагаемый в изобретении способ позволяет также формировать содержащий достаточное количество микропор лицевой слой и при более высокой массе сухого лицевого слоя, достигающей 50 г/м2.
В качестве подложки можно использовать, например, легко отслаивающуюся от сформированного лицевого слоя полимерную пленку, силиконизированный текстильный материал плоской формы или силиконизированную бумагу, а также металлический субстрат, например стальное полотно.
Как указано выше, подложка в зависимости от назначения искусственной кожи может обладать гладкой или профилированной поверхностью и соответственно обеспечивать формирование гладкого или профилированного лицевого слоя, например слоя, имитирующего фактуру натуральной кожи.
Для обеспечения еще более высокой скорости испарения воды, содержащейся в алифатической полиуретановой дисперсии, последняя дополнительно может содержать смешивающиеся с водой низкокипящие органические растворители, что позволяет повысить интенсивность происходящего благодаря подводу тепла испарения воды.
По завершении рассмотренного выше формирования лицевого слоя, реализуемого благодаря мгновенному высыханию нанесенной по всей поверхности подложки полиуретановой дисперсии без образования пленки, поверх лицевого слоя, а в случае нанесения нескольких промежуточных слоев соответственно поверх нанесенного перед этим промежуточного слоя наносят по меньшей мере один промежуточный слой в виде пенополиуретана с открытой структурой пор, причем нанесение предпочтительно осуществляют ракельным методом. С этой целью базовые полиуретановые дисперсии смешивают с используемыми для формирования пенопласта с открытой структурой пор стабилизаторами пены, при необходимости добавляемыми огнезащитными средствам, а также другими добавками, и посредством воздуха создают пену требуемой удельной массы. При этом масса единицы объема пены влияет на воздухопроницаемость и механическую стабильность соответствующего пенопласта.
Благодаря использованию по меньшей мере одного промежуточного слоя из пенопласта свойства предлагаемой в изобретении газопроницаемой искусственной кожи лишь в минимальной степени зависят от материала основы, поскольку подобный промежуточный слой обеспечивает постоянную оптимальную связь между материалом основы и лицевым слоем.
При использовании только одного промежуточного слоя из пенопласта его масса преимущественно составляет от 200 до 700 г/л, предпочтительно от 300 до 600 г/л, более предпочтительно от 400 до 500 г/л, в то время как его толщина при нанесении на лицевой слой ракельным методом находится в интервале от 200 до 1000 мкм.
В случае последовательного нанесения на лицевой слой двух промежуточных слоев из пенопласта первый из этих слоев, наносимый непосредственно на лицевой слой предпочтительно ракельным методом, обладает более высокой массой, чем наносимый на него второй промежуточный слой, который называют также дублирующим слоем.
В подобном случае оба указанных промежуточных слоя предпочтительно, но не обязательно обладают одинаковой толщиной, которая в целесообразном варианте составляет от 200 до 800 мкм.
При этом масса наносимого ракельным методом на лицевой слой первого промежуточного слоя из пенопласта преимущественно составляет от 300 до 700 г/л, предпочтительно от 400 до 600 г/л, в то время как масса второго промежуточного слоя из пенопласта (дублирующего слоя) находится в интервале от 200 до 600 г/л, предпочтительно от 300 до 500 г/л.
Для обеспечения достаточной открытости пор их средний размер для каждого из промежуточных слоев предпочтительно должен составлять от 100 до 200 мкм.
Промежуточный слой из пенопласта должен обладать достаточной прочностью в условиях осуществления операции тиснения, что прежде всего относится к случаю использования гладкой подложки, а также к случаю последующего тиснения изготовленной многослойной искусственной кожи. Поэтому сушку промежуточного слоя следует осуществлять таким образом, чтобы на его поверхности отсутствовали обусловленные внутренними напряжениями трещины, в связи с чем сушку обычно выполняют известными методами в разделенном на несколько зон канале с автономным регулированием температуры в каждой из них.
Стабильность используемых промежуточных слоев может быть дополнительно повышена благодаря их сшиванию, осуществляемому путем добавления соответствующих добавок, например изоцианата или меламина, или благодаря добавлению функциональных наполнителей, таких как минеральные или волокнистые наполнители, а также полимерных порошков, например порошкообразного полиэтилена.
Материал используемой в соответствии с предлагаемым в изобретении способом основы специалисты могут варьировать в широких пределах, причем пригодными материалами основы являются, например, волокнистый препрег, ткань, трикотаж, нетканый материал или их комбинации, а также нетканые материалы из микроволокон, подкладочные трикотажные или нетканые материалы или сочетания нетканого и трикотажного материалов. Для повышения прочности соединения с промежуточным слоем используемый текстильный материал плоской формы может быть также подвергнут пропитке, например, полиуретаном.
Во всех случаях предпочтительным является наложение слоя основы на верхний промежуточный слой, реализуемое после формирования по меньшей мере одного промежуточного слоя в момент времени, которому соответствует неполное высыхание этого слоя, в связи с чем слой основы по меньшей мере частично погружается в промежуточный слой и фиксируется в нем в соответствии с принципом заливки. Однако слой основы не следует слишком глубоко погружать в промежуточный слой, причем степень погружения слоя основы можно регулировать варьированием вязкости используемого для формирования промежуточного слоя пенопласта, давления дублирования и условий сушки.
На поверхность сформированного лицевого слоя газопроницаемой многослойной искусственной кожи после отслаивания подложки можно также наносить лак, что позволяет оптимизировать механические свойства материала, например его стойкость к царапанью, а также улучшить его органолептические характеристики. Нанесение лакового покрытия можно осуществлять, например, валиком с растрированной поверхностью.
Как указано выше, после отслаивания подложки поверхность изготовленной газопроницаемой многослойной искусственной кожи при необходимости можно подвергать тиснению, например, имитирующему фактуру натуральной кожи, причем особенно благоприятным является использование вакуумного тиснения, поскольку вследствие пониженного давления и более продолжительного контактирования подвергаемой тиснению поверхности с тиснильным валиком лучше сохраняется структура пены, а благодаря разрежению открываются дополнительные поры и образуются капилляры, что обусловливает дополнительное повышение газопроницаемости изготовленной искусственной кожи. Кроме того, благодаря использованию тиснильного валика с особым профилем, характеризующимся наличием острых кромок, можно обеспечить дополнительное открытие пор и капилляров. Преимущество тиснения уже сформированной искусственной кожи состоит также в том, что результат тиснения невозможно ухудшить ни одной последующей технологической операцией подобно тому, как это может происходить, например, в случае использования тисненой подложки и нанесения последующих слоев.
Объектом настоящего изобретения является также газопроницаемая многослойная искусственная кожа со слоем основы из текстильного материала плоской формы, нанесенного на слой основы по меньшей мере одного промежуточного слоя на базе пенополиуретана с по меньшей мере частично открытой пористой структурой, а также лицевого слоя на базе полиуретана, нанесенного по всей поверхности на по меньшей мере один промежуточный слой.
Для решения указанной в начале описания задачи особенно экономичного изготовления искусственной кожи, одновременно обладающей оптимальной газопроницаемостью и приятным внешним видом, предлагаемая в изобретении газопроницаемая многослойная искусственная кожа снабжена лицевым слоем с микропорами, формируемым путем специфической сушки водной алифатической полиуретановой дисперсии без образования пленки.
Толщина лицевого слоя подобной газопроницаемой многослойной искусственной кожи предпочтительно составляет от 5 до 150 мкм, в то время как масса нанесенного лицевого слоя в сухом состоянии находится в интервале от 10 до 50 г/м2, предпочтительно от 30 до 40 г/м2.
Другие отличительные признаки газопроницаемой многослойной искусственной кожи приведены в соответствующих зависимых пунктах формулы изобретения.
Предлагаемый в изобретении способ и изготавливаемая в соответствии с ним многослойная газопроницаемая искусственная кожа в дальнейшем более подробно рассмотрены на примере некоторых вариантов осуществления изобретения со ссылкой на прилагаемые к описанию чертежи, на которых показано:
фиг.1 - увеличенное схематическое изображение поперечного сечения предлагаемой в изобретении газопроницаемой многослойной искусственной кожи в первом варианте исполнения,
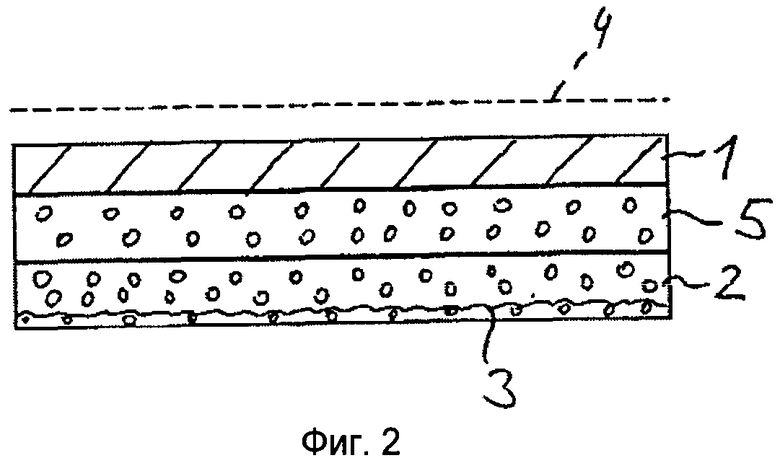
фиг.2 - поперечное сечение предлагаемой в изобретении газопроницаемой многослойной искусственной кожи в другом варианте исполнения,
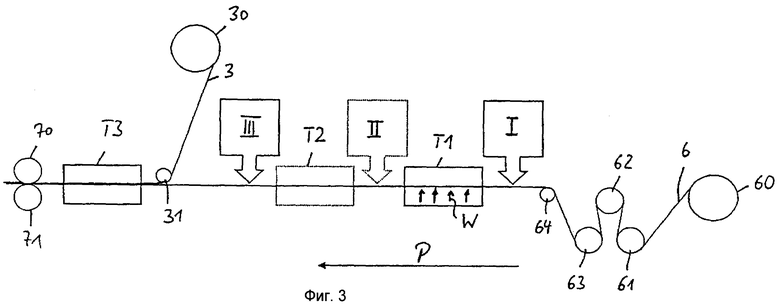
фиг.3 - схема процесса изготовления предлагаемой в изобретении газопроницаемой многослойной искусственной кожи,
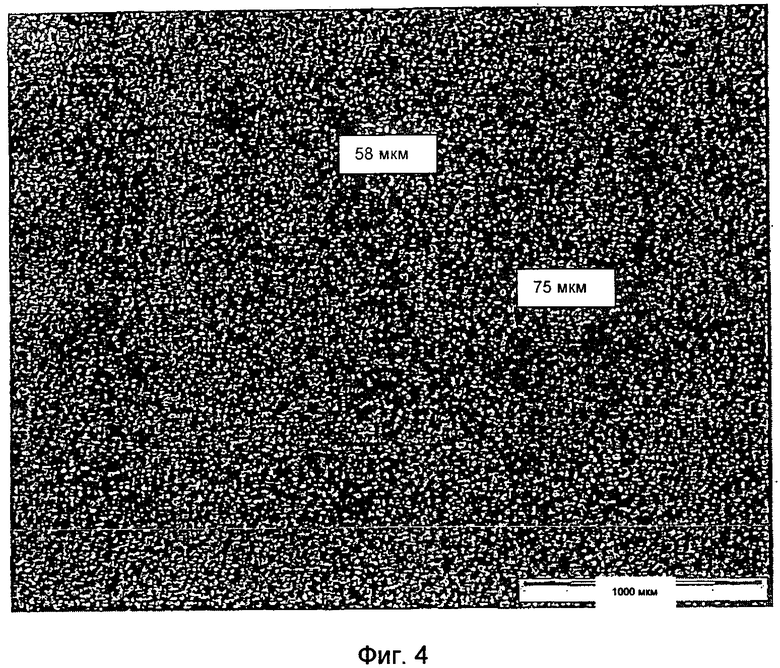
фиг.4 - полученный с помощью растрового электронного микроскопа снимок лицевого слоя предлагаемой в изобретении искусственной кожи.
На фиг.1 показано поперечное сечение газопроницаемой многослойной искусственной кожи, которая состоит из следующих слоев (начиная с верхней, соответственно, видимой стороны): лицевого слоя 1 на основе полиуретана, расположенного ниже промежуточного слоя 2 из пенополиуретана с открытой структурой пор и залитого в промежуточный слой 2 слоя основы 3 из текстильного материала плоской формы.
В то время как текстильный материал плоской формы 3, а также промежуточный слой 2 из пенополиуретана с открытой структурой пор сформированы в виде пористых, а, следовательно, газопроницаемых слоев естественным образом, лицевой слой выполнен благодаря описанному ниже мгновенному высыханию водной алифатической полиуретановой дисперсии на подложке без образования пленки, то есть так называемым обратным методом, благодаря чему лицевому слою также придана пористость, причем диаметр соответствующих микропор составляет от 10 до 70 мкм, и, таким образом, полученный совокупный комбинированный материал обладает газопроницаемостью. Верхнюю сторону лицевого слоя 1 в дальнейшем при необходимости можно снабдить лаковым слоем 4 и/или поверхность комбинированного материала можно подвергнуть профилированию, например тиснению, имитирующему фактуру натуральной кожи.
Процесс производства подобной газопроницаемой многослойной искусственной кожи схематически показан на фиг.3.
Изготовление искусственной кожи осуществляют так называемым обратным методом, то есть сначала на подложке 6, в дальнейшем отслаиваемой от лицевого слоя 1, формируют, соответственно наносят, лицевой слой 1, затем промежуточный слой 2 и, в заключение, слой основы 3.
Направление перемещения создаваемого указанным образом материала показано на фиг.3 стрелкой Р.
Сначала на установку с рабочего рулона 60 подают используемую в качестве субстрата подложку 6, которой может являться, например, силиконизированная бумага с гладкой или тисненой, например, под натуральную кожу поверхностью.
Подложку 6 пропускают через обогреваемые валки 61, 62, 63, в связи с чем температура ее поверхности в момент поступления на подающий валок 64 предпочтительно находится в интервале от 175 до 200°С.
С целью формирования лицевого слоя в первом узле нанесения I по всей поверхности нагретой подложки 6 посредством сопел разбрызгивают находящуюся в жидком состоянии водную алифатическую полиуретановую дисперсию в виде мелких капель, причем благодаря предварительно выполненному нагреванию подложки 6 происходит мгновенное испарение содержащейся в полиуретановой дисперсии воды и/или при необходимости дополнительно используемого в ее составе растворителя, и нанесенная полиуретановая дисперсия высыхает в отсутствие пленкообразования в течение промежутка времени, составляющего менее 5 секунд.
Помимо подвода тепла посредством нагретой подложки 6, дополнительную тепловую энергию можно подводить в первой сушильной камере Т1, например, благодаря воздействию теплового излучения W, которому, однако, подвергают обратную сторону подложки 6, чтобы не помешать испарению содержащейся в полиуретановой дисперсии воды и возможно присутствующего в дисперсии растворителя.
Благодаря мгновенному высыханию, реализуемому в течение кратчайшего промежутка времени, растекание отдельных капель водной полиуретановой дисперсии и их объединение на поверхности подложки оказываются затруднительными, что надежно предотвращает образование пленки из нанесенной разбрызгиванием полиуретановой дисперсии, а следовательно, сформированный в сушильной камере Т1 лицевой слой 1 содержит микропоры, размер которых составляет, например, от 10 до 70 мкм или более.
Толщина формируемого указанным образом лицевого слоя предпочтительно составляет от 20 до 100 мкм, а его масса в сухом состоянии от 30 до 40 г/м2.
Затем на сформированный на подложке 6 микропористый лицевой слой 1 в узле обработки III посредством ракли наносят ранее приготовленный известным методом слой пенополиуретана, масса которого составляет от 200 до 700 г/л, предпочтительно от 300 до 600 г/л, более предпочтительно от 400 до 500 г/л, при толщине от 200 до 1000 мкм.
С целью формирования промежуточного слоя 2 к неполностью высохшему пенополиуретану с рулона 30 посредством направляющего валка 31 подают слой основы 3 в виде соответствующего текстильного материала плоской формы и накладывают его на пенополиуретан, причем слой основы 3 по меньшей мере частично погружается в не полностью высохший промежуточный слой 2 и соединяется с ним, как показано на фиг.1. Затем комбинированный материал поступает в дополнительную сушильную камеру Т3, проходит между выпускными валками 70, 71 и поступает на дальнейшую переработку.
Подобная дальнейшая переработка прежде всего включает отслаивание подложки 6 от лицевого слоя 1, в результате которого открывается видимая сторона лицевого слоя 1, соответственно верхняя сторона изготовленной газопроницаемой многослойной искусственной кожи.
После отслаивания подложки 6 наружную поверхность лицевого слоя 1 при необходимости можно снабдить лаковым слоем 4 и/или подвергнуть тиснению, имитирующему фактуру натуральной кожи или иного материала.
В соответствии с другим вариантом исполнения, показанным на фиг.2 (нумерация слоев аналогична фиг.1), газопроницаемая искусственная кожа, помимо промежуточного слоя 2, содержит другой промежуточный слой 5, находящийся между лицевым слоем 1 и промежуточным слоем 2.
Как показано на фиг.3, после формирования на подложке 6 лицевого слоя 1 сначала в дополнительном узле II формируют этот при необходимости предусматриваемый дополнительный промежуточный слой 5, который также изготавливают ракельным нанесением пенополиуретана с открытой структурой пор и последующей сушкой в соответствующей сушильной камере Т2.
Непосредственно после формирования дополнительного промежуточного слоя 5 реализуют рассмотренные выше операции нанесения промежуточного слоя 2 в узле обработки III и последующего наложения слоя основы 3, а также дополнительную обработку сформированной газопроницаемой многослойной искусственной кожи.
Пример осуществления изобретения
Водную алифатическую полиуретановую дисперсию, предназначенную для формирования лицевого слоя 1, получали смешиванием жесткого компонента в виде анионной алифатической полиэфируретановой дисперсии, содержание твердого вещества в которой составляло около 40%, с используемой в качестве мягкого компонента анионной алифатической полиэфируретановой дисперсией на основе сложного и простого эфиров, содержание твердого вещества в которой составляло около 40%, в примерном соотношении 80:20 масс.ч., и дополнительным перемешиванием с 10 масс.ч. гидроксида алюминия в качестве огнезащитного средства, 35 масс.ч. воды, 5 масс.ч. этанола в качестве растворителя, а также 5 масс.ч. пигментной дисперсии, после чего полученную смесь разбрызгивали посредством сопла диаметром 0,8 мм с давлением на входе, составляющим 0,6 бар, и давлением разбрызгивания плоскофакельной головкой, составляющим 1,5 бар, на гладкую разделительную бумагу с температурой поверхности 176°С.
По завершении реализуемой в отсутствие пленкообразования сушки сформированного на подложке лицевого слоя толщиной 33 мкм вспенивали рецептуру, включающую алифатическую водную полиуретановую дисперсию с массовым соотношением жесткого и мягкого компонентов 80:20, 28 масс.ч. гидроксида алюминия в качестве огнезащитной добавки, а также вспомогательные вещества в виде 4,5 масс.ч. водного стеарата аммония, 3 масс.ч. водного сульфата алифатического спирта, 0,8 масс.ч. акрилового загустителя, 0,2 масс.ч. аммиака и 5 масс.ч. пигментной дисперсии, получая вспененную композицию массой 500 г/л, которую наносили на лицевой слой посредством ножевой ракли, получая слой, толщина которого в мокром состоянии составляла 400 мкм. Толщина слоя пенопласта после сушки составляла около 250 мкм.
Затем мокрый промежуточный слой кашировали трикотажной тканью хлопок/полиэфир, и совокупную конструкцию после сушки отслаивали от разделительной бумаги.
Комбинированный материал лакировали в соответствии с требованиями, предъявляемыми к материалам, используемым в качестве внутренней обивки автомобилей, и подвергали вакуумному тиснению, имитирующему фактуру натуральной кожи.
Воздухопроницаемость изготовленного комбинированного материала составляла 5,25 л/дм2/мин при давлении испытания 200 Па, причем средний диаметр пор в лицевом слое составлял около 60 мкм.
Изготовленная искусственная кожа удовлетворяет предъявляемым к внутренней обивке автомобилей требованиям и в связи с присущей ей газопроницаемостью может находить применение, например, в качестве обивки, обеспечивающей особенно высокую комфортабельность сиденья.
На фиг.4 показан полученный с помощью микроскопа с сильным увеличением снимок лицевого слоя, изготовленного путем указанной выше мгновенной сушки. Хорошо видны отдельные капли водной полиуретановой дисперсии, между которыми находятся микропоры. Диаметр пор на отдельных участках снимка составляет 58 мкм, соответственно 75 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННОЙ КОЖИ | 2019 |
|
RU2778320C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА РУЛОННЫЙ МАТЕРИАЛ | 2015 |
|
RU2678679C2 |
| СПОСОБ ПРОИЗВОДСТВА ОСНОВАНИЯ ДЛЯ ИСКУССТВЕННОЙ КОЖИ НА ОСНОВЕ ПОЛИУРЕТАНА, НЕ СОДЕРЖАЩЕЙ ДИМЕТИЛФОРМАМИД (ДМФА) ИЛИ ДРУГИЕ РАСТВОРИТЕЛИ ИЛИ ВОДУ, И СООТВЕТСТВУЮЩИЙ СПОСОБ ПРОИЗВОДСТВА ИСКУССТВЕННОЙ КОЖИ | 2021 |
|
RU2832058C1 |
| ИСКУССТВЕННАЯ КОЖА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1992 |
|
RU2010899C1 |
| Способ получения искусственной кожи | 1976 |
|
SU827651A1 |
| ИСКУССТВЕННАЯ КОЖА | 1998 |
|
RU2134737C1 |
| Многослойный термошумоизоляционный экран двигателя грузового автомобиля | 2022 |
|
RU2800221C1 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ФОРМОВАННОЙ СИНТЕТИЧЕСКОЙ ЧАСТИ И ЧАСТЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 1999 |
|
RU2244626C2 |
| Способ получения пористого материала | 1973 |
|
SU497782A3 |
Изобретение имеет отношение к способу изготовления газопроницаемой многослойной искусственной кожи и к искусственной коже, полученной таким способом. Искусственная кожа выполнена из слоя основы из текстильного материала плоской формы с по меньшей мере одним нанесенным на слой основы промежуточным слоем на базе пенополиуретана с по меньшей мере частично открытой пористой структурой, а также лицевым слоем на базе полиуретана, нанесенным по всей поверхности на по меньшей мере один промежуточный слой. На первой стадии способа изготовления на отслаиваемую подложку наносят и упрочняют лицевой слой. После этого на лицевой слой наносят по меньшей мере один промежуточный слой. Затем на по меньшей мере один промежуточный слой накладывают слой основы и подложку отслаивают от лицевого слоя, причем для формирования лицевого слоя на подложку наносят водную алифатическую полиуретановую дисперсию в жидкой форме и непосредственно после нанесения полиуретановой дисперсии испаряют содержащуюся в ней воду путем подвода тепла в пределах временного интервала не более 5 секунд, что способствует высыханию полиуретановой дисперсии на подложке без пленкообразования с формированием содержащего микропоры лицевого слоя. Технический результат - малый размер пор, хорошая газопроницаемость. 2 н. и 37 з.п. ф-лы, 4 ил.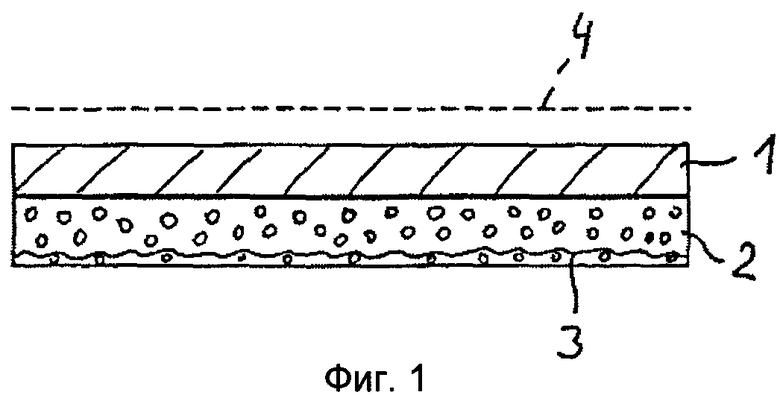
1. Способ изготовления газопроницаемой многослойной искусственной кожи со слоем основы (3) из текстильного материала плоской формы, по меньшей мере одним нанесенным на слой основы (3) промежуточным слоем (2, 5) на базе пенополиуретана с по меньшей мере частично открытой пористой структурой, а также лицевым слоем (1) на базе полиуретана, нанесенным по всей поверхности на по меньшей мере один промежуточный слой (2, 5), причем на первой стадии на отслаиваемую подложку (6) наносят и упрочняют лицевой слой (1), после этого на лицевой слой (1) наносят по меньшей мере один промежуточный слой (2, 5), а затем на по меньшей мере один промежуточный слой (2, 5) накладывают слой основы (3), и подложку (6) отслаивают от лицевого слоя (1), отличающийся тем, что для формирования лицевого слоя (1) на подложку (6) наносят водную алифатическую полиуретановую дисперсию в жидкой форме и непосредственно после нанесения полиуретановой дисперсии испаряют содержащуюся в ней воду путем подвода тепла в пределах временного интервала не более 5 с, что способствует высыханию полиуретановой дисперсии на подложке (6) без пленкообразования с формированием содержащего микропоры лицевого слоя (1).
2. Способ по п.1, отличающийся тем, что в лицевом слое (1) создают микропоры диаметром от 10 до 70 мкм.
3. Способ по п.1, отличающийся тем, что для формирования лицевого слоя используют полиуретановую дисперсию с содержанием твердого вещества от 30 до 60%.
4. Способ по п.1, отличающийся тем, что для формирования лицевого слоя (1) полиуретановую дисперсию разбрызгивают на подложку (6) в виде капель посредством сопла.
5. Способ по п.1, отличающийся тем, что для формирования лицевого слоя (1) полиуретановую дисперсию наносят на подложку (6) печатанием.
6. Способ по п.1, отличающийся тем, что подложка (6) является бесконечным полотном, которое с целью нагревания до температуры испарения содержащейся в полиуретановой дисперсии воды пропускают по меньшей мере через один обогреваемый валок.
7. Способ по п.1, отличающийся тем, что нанесенную на подложку (6) полиуретановую дисперсию с целью испарения содержащейся в ней воды нагревают посредством теплового и/или микроволнового излучения.
8. Способ по п.1, отличающийся тем, что тепло подводят от подложки (6).
9. Способ по п.1, отличающийся тем, что на подложку (6) наносят лицевой слой (1) толщиной от 5 до 150 мкм, предпочтительно от 30 до 100 мкм.
10. Способ по п.1, отличающийся тем, что на подложку (6) наносят лицевой слой, масса которого в сухом состоянии составляет от 10 до 50 г/м2, предпочтительно от 30 до 40 г/м2.
11. Способ по п.1, отличающийся тем, что в качестве подложки (6) используют полимерную пленку, силиконизированный текстильный материал, силиконизированную бумагу, металлический субстрат или снабженную покрытием из политетрафторэтилена ткань.
12. Способ по п.1, отличающийся тем, что обращенная к лицевому слою (1) сторона подложки (6) подвергнута поверхностному профилированию.
13. Способ по п.1, отличающийся тем, что используемая для формирования лицевого слоя (1) полиуретановая дисперсия содержит смешивающийся с водой низкокипящий органический растворитель.
14. Способ по п.1, отличающийся тем, что на лицевой слой (1), соответственно на ранее нанесенный промежуточный слой (5), посредством ракли наносят по меньшей мере один промежуточный слой (2, 5).
15. Способ по п.1, отличающийся тем, что используют промежуточный слой (2) из пенопласта массой от 200 до 700 г/л, предпочтительно от 300 до 600 г/л, более предпочтительно от 400 до 500 г/л, и толщиной от 200 до 1000 мкм, наносимый на лицевой слой (1) посредством ракли.
16. Способ по п.1, отличающийся тем, что на лицевой слой (1), соответственно на промежуточный слой (5), посредством ракли последовательно наносят два промежуточных слоя (2, 5) толщиной от 200 до 800 мкм каждый.
17. Способ по п.16, отличающийся тем, что масса наносимого на лицевой слой посредством ракли первого промежуточного слоя (5) из пенопласта составляет от 300 до 700 г/л, предпочтительно от 400 до 600 г/л, а второго промежуточного слоя (2) из пенопласта от 200 до 600 г/л, предпочтительно от 300 до 500 г/л.
18. Способ по п.1, отличающийся тем, что создают промежуточные слои (2, 5) со средним размером пор от 100 до 200 мкм.
19. Способ по п.1, отличающийся тем, что по меньшей мере один промежуточный слой (2, 5) и/или лицевой слой (1) сшивают путем добавления изоцианата или меламина.
20. Способ по п.1, отличающийся тем, что после отслаивания подложки (6) на сторону лицевого слоя (1), наиболее удаленную от по меньшей мере одного промежуточного слоя (2, 5), наносят лаковый слой (4).
21. Способ по п.1, отличающийся тем, что после отслаивания подложки (6) поверхность лицевого слоя (1) подвергают тиснению.
22. Способ по п.21, отличающийся тем, что поверхность лицевого слоя (1) тиснят методом вакуумного тиснения.
23. Способ по п.21, отличающийся тем, что используют профиль тиснения с острыми кромками.
24. Способ по п.1, отличающийся тем, что в качестве слоя основы (3) используют препрег, ткань, трикотаж, нетканый материал или их комбинации с пропиткой или без пропитки.
25. Способ по одному из пп.1-24, отличающийся тем, что слой основы (3) накладывают на неполностью высушенный промежуточный слой (2), вследствие чего слой основы (3) по меньшей мере частично погружается в промежуточный слой (2).
26. Многослойная газопроницаемая искусственная кожа со слоем основы (3) из текстильного материала плоской формы, по меньшей мере одним нанесенным на слой основы (3) промежуточным слоем (2, 5) на базе пенополиуретана с по меньшей мере частично открытой структурой пор, а также одним лицевым слоем (1) на базе полиуретана, нанесенным по всей поверхности на по меньшей мере один промежуточный слой (2, 5), отличающийся тем, что содержащий микропоры лицевой слой (1) сформирован из высушенной в отсутствие пленкообразования водной алифатической полиуретановой дисперсии.
27. Многослойная газопроницаемая искусственная кожа по п.26, отличающаяся тем, что лицевой слой (1) содержит микропоры диаметром от 10 до 70 мкм.
28. Многослойная газопроницаемая искусственная кожа по п.26, отличающаяся тем, что толщина лицевого слоя (1) составляет от 5 до 150 мкм.
29. Многослойная газопроницаемая искусственная кожа по п.26, отличающаяся тем, что масса нанесенного лицевого слоя в сухом состоянии составляет от 10 до 50 г/м2, предпочтительно от 30 до 40 г/м2.
30. Многослойная газопроницаемая искусственная кожа по п.26, отличающаяся тем, что предусмотрен промежуточный слой (2) из пенопласта толщиной от 200 до 1000 мкм, масса которого составляет от 200 до 700 г/л, предпочтительно от 300 до 600 г/л, более предпочтительно от 400 до 500 г/л.
31. Многослойная газопроницаемая искусственная кожа по п.26, отличающаяся тем, что предусмотрены два следующих один за другим промежуточных слоя (2, 5) толщиной от 200 до 800 мкм, прилегающих к лицевому слою (1), соответственно промежуточному слою (5).
32. Многослойная газопроницаемая искусственная кожа по п.31, отличающаяся тем, что масса нанесенного на лицевой слой первого промежуточного слоя (5) из пенопласта составляет от 300 до 700 г/л, предпочтительно от 400 до 600 г/л, а второго промежуточного слоя (2) из пенопласта от 200 до 600 г/л, предпочтительно от 300 до 500 г/л.
33. Многослойная газопроницаемая искусственная кожа по п.26, отличающаяся тем, что средний размер пор промежуточных слоев (2, 5) составляет от 100 до 200 мкм.
34. Многослойная газопроницаемая искусственная кожа по п.26, отличающаяся тем, что по меньшей мере один промежуточный слой (2, 5) и/или лицевой слой (1) сшит путем добавления изоцианата или меламина и/или содержит функциональные наполнители.
35. Многослойная газопроницаемая искусственная кожа по п.26, отличающаяся тем, что на сторону лицевого слоя (1), более удаленную от по меньшей мере одного промежуточного слоя (2, 5), нанесен лаковый слой (4).
36. Многослойная газопроницаемая искусственная кожа по п.26, отличающаяся тем, что поверхность лицевого слоя (1) подвергнута тиснению.
37. Многослойная газопроницаемая искусственная кожа по п.36, отличающаяся тем, что использован профиль тиснения с острыми кромками.
38. Многослойная газопроницаемая искусственная кожа по п.26, отличающаяся тем, что в качестве слоя основы (3) использован препрег, ткань, трикотаж, нетканый материал или их комбинации с пропиткой или без пропитки полиуретаном.
39. Многослойная газопроницаемая искусственная кожа по одному из пп.26-38, отличающаяся тем, что слой основы (3) находится в промежуточном слое (2) по меньшей мере в частично залитом состоянии.
| Зубофрезерный станок | 1984 |
|
SU1279762A1 |
| Преобразователь переменного напряжения в постоянное | 1982 |
|
SU1171932A1 |
| US 3751329 А, 07.08.1973 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СИНТЕТИЧЕСКАЯ КОЖА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2000 |
|
RU2233359C2 |

