Область техники
Настоящее изобретение должно быть реализовано, в частности, но не исключительно, в автомобильной, мебельной и дизайнерской технических областях. В частности, изобретение применимо для обивки салонов автомобилей (сидений, дверных панелей, подлокотников), диванов, кресел, стульев. Изобретение относится к способу изготовления искусственной кожи.
Уровень техники
В данной области известны материалы, называемые «искусственной кожей», которые с помощью метода покрытия нетканого материала из микрофибры или тканей с ПВХ или ПУ пытаются имитировать эстетический аспект натуральной кожи, начиная, в качестве ссылки, с мастер-образца. Эта цель недостижима, учитывая разнообразие методов их изготовления, которые приводят к различному конечному результату, как с эстетической точки зрения, так и с точки зрения блеска, текстуры (искусственная кожа имеет тиснение с более глубокими разрезами, чем натуральная кожа), цвета (используемые пигменты полностью отличаются), а также с точки зрения физико-механических характеристик (например, удлинение, остаточная деформация, термостойкость и т.д.). Широко распространено использование так называемой искусственной кожи, поскольку обивка, полностью сделанная из натуральной кожи, имеет гораздо более высокую конечную стоимость и часто не соответствует рынку, для которого предназначено изделие. В данной области также известны способы изготовления нетканого материала из полиуретанового коагулята с набивным рисунком и отделкой, подобной натуральной коже.
Широко распространены «гибридные» кожаные обивки, в которых часть натуральной кожи в области, которая остается наиболее заметной при нормальном использовании покрытого предмета, пришивается к частям искусственной кожи, которые эстетически подобны части натуральной кожи. Части искусственной кожи обычно покрывают менее заметные части обивки. Гибридные обивки этого типа используются, например, в интерьере автомобилей (для обивки сидений, приборных панелей, рулевых колес, дверных панелей и т.д.), в мебельном секторе (для диванов, мебели, кресел и т.д.), в морском секторе (для сиденья рулевого, кресел, панелей в целом, дверей, поручней и т.д.). Таким образом можно создать обивку с определенной эстетической целостностью, которая не проявляет различий в различных используемых материалах; у пользователя возникает ощущение продукта, полностью обтянутого кожей, который, однако, имеет более доступную стоимость.
Комбинация двух разных материалов, то есть с неоднородными механическими характеристиками, создает ряд переменных, приводящих к эстетическим дефектам, которые не всегда можно обнаружить на этапах отдельных процессов, а только на целом (с обивкой) изделии. Например, соединение двух материалов, искусственной виниловой кожи и натуральной кожи, с удлинением >25% (искусственная кожа) и <25% (кожа) соответственно, представляет собой критически важное значение при сшивании двух материалов. Первый материал, из-за эффекта волочения швейной машины, значительно длиннее второго, вызывая потенциальные недостатки, такие как «эффект морщин» или «защемление», которых можно избежать только с большим умением и опытом работы со стороны операторов, задействованных на различных этапах производства. В частности, операторы по-разному управляют загрузкой двух материалов в машину, удерживая первый и ослабляя второй.
В документе ЕР 1793031 А1 представлен кожеподобный листовой материал, способ производства этого материала и мяч с его использованием. Процесс включает в себя следующие этапы:
- обеспечение текстильной основы, покрытой полиуретановым коагулятом;
- нанесение, по меньшей мере, одного первого цветного базового слоя на текстильную основу и затем высыхание первого цветного базового слоя;
- нанесение дополнительного базового покрытия, содержащего фиксатор, на первое высушенное цветное базовое покрытие или на второе высушенное цветное базовое покрытие, а затем высушивание или предоставление возможности дополнительному слою базового покрытия высохнуть;
- тиснение цветной основы с приданием рельефного рисунка, напоминающего натуральную кожу, с получением тисненого полуфабриката;
- нанесение хотя бы одного первого цветного финишного покрытия на тисненый полуфабрикат;
- нанесение второго неокрашенного финишного слоя поверх первого высохшего финишного слоя;
- нанесение на второй высохший финишный слой дополнительного фиксирующего слоя с последующим принудительным или естественным высыханием дополнительного фиксирующего слоя.
Документ CN 102 758 359 А раскрывает способ производства искусственной кожи, включающий следующие этапы:
- обеспечение текстильной основы, покрытой полиуретановым коагулятом;
- нанесение хотя бы одного первого цветного базового слоя на текстильную основу, а затем высыхание первого цветного базового слоя;
- тиснение цветной основы с приданием рельефного рисунка, напоминающего натуральную кожу, с получением тисненого полуфабриката;
- нанесение на рельефный полуфабрикат слоев осветлителя класса нитрохлопок;
- принудительное высушивание первого окрашенного финишного слоя. Покрытия наносят распылением с помощью пневматических пистолетов, установленных на каруселях. Сушка осуществляется в сушильном туннеле.
Документ ЕР 0504701 А1 раскрывает способ производства искусственной кожи, включающий следующие этапы:
- обеспечение текстильной основы, покрытой полиуретановым коагулятом;
- нанесение, по меньшей мере, одного первого цветного базового слоя на текстильную основу и затем высушивание первого цветного базового слоя;
- нанесение второго цветного базового покрытия на первое цветное базовое покрытие и обеспечение высыхания второго цветного базового покрытия;
- нанесение дополнительного базового покрытия, содержащего фиксатор, на первое высохшее цветное базовое покрытие или на второе высохшее цветное базовое покрытие, а затем обеспечение принудительного высыхания или предоставление возможности высохнуть дополнительному слою базового покрытия;
- тиснение цветной основы с приданием рельефного рисунка, напоминающего натуральную кожу, с получением тисненого полуфабриката;
- нанесение хотя бы одного первого цветного финишного покрытия на тисненый полуфабрикат;
- высушивание первого окрашенного финишного слоя.
Краткое описание изобретения
Целью изобретения является создание обивки из искусственной кожи, которая имеет свойства, аналогичные или идентичные свойствам натуральной кожи, с точки зрения следующих характеристик:
i) эстетичной с точки зрения цвета, степени блеска и текстуры (тиснение, определяющее эстетический дизайн кожи);
ii) тактильной (ощущение от прикосновения с поверхностью натуральной кожи);
iii) механической, с сопротивлением разрыву, сопоставимым с прочностью натуральной кожи;
iv) стойкость к тепловому воздействию, аналогичная стойкости натуральной кожи, для которой предусмотрена устойчивость к температуре более 110°С при воздействии горячим воздухом в течение более 20 секунд на расстоянии 10 см.
Кроме того, также желательно сократить разрыв в эстетических/механических характеристиках различных материалов (менее роскошных и, следовательно, менее дорогих), из которых состоят подкладки для обивки в самых разных областях, от натуральной кожи до искусственных материалов, с которыми сочетается натуральная кожа.
В настоящем изобретении предлагается способ производства, в котором используется синтетический нетканый материал из микрофибры из полиуретанового коагулята, обработанный таким же способом и с теми же продуктами, что и натуральная кожа. Метод позволяет получить готовое изделие из искусственной кожи (или искусственную кожу) с аналогичными характеристиками и прочностью, примерно такими же, как у натуральной кожи.
Вышеупомянутые и другие цели и преимущества, которые будут лучше поняты в дальнейшем, достигаются, в соответствии с изобретением, способом, определенным в прилагаемой формуле изобретения.
Таким образом, для изготовления искусственной кожи готовят текстильную основу, покрытую полиуретановым коагулятом, на которую наносят слои окрашенных и неокрашенных базовых покрытий. После нанесения базовых покрытий, перемежаемых проходами в туннелях горячего воздуха для сушки, выполняется тиснение. Эта операция выполняется после нанесения базовых слоев, чтобы придать эстетичный рельефный дизайн и придать коже желаемые характеристики. На полученный таким образом тисненый полуфабрикат наносят два окрашенных финишных слоя и один закрепляющий слой. Стадии сушки включают соответствующее прохождение текстильной основы через один или несколько сушильных туннелей, чтобы вызвать сшивку слоев, нанесенных последовательно. Базовое и завершающее покрытия наносят путем распыления, подачи текстильной основы через несколько окрасочных камер, в которых предусмотрены одна или несколько каруселей, движущихся круговыми движениями, каждая из которых имеет множество распылителей.
Изобретение также относится к изделиям из искусственной кожи, полученным заявленным способом. Полученный таким образом продукт имеет функциональные и ощутимые характеристики, очень похожие на натуральную кожу, которой идеально соответствует продукт по настоящему изобретению.
Краткое описание чертежей
Дополнительные характеристики и преимущества изобретения станут более ясными в свете подробного описания некоторых предпочтительных, но не ограничивающих вариантов осуществления, проиллюстрированных в качестве примера со ссылками на сопровождающие чертежи, на которых:
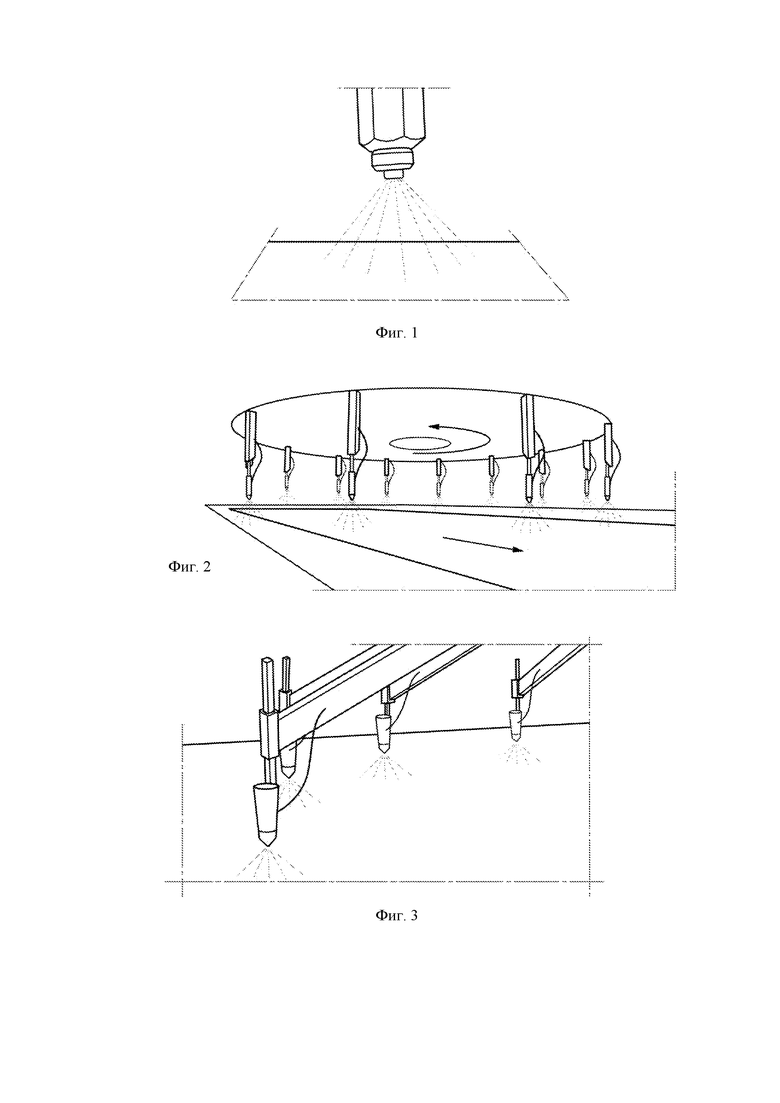
Фиг. 1 - вид в перспективе пистолета-распылителя;
Фиг. 2 - вид в перспективе вращающейся карусели, расположенной внутри окрасочной камеры и несущей несколько распылителей;
Фиг. 3-вид в перспективе распылительного пистолета, работающего внутри покрасочной камеры;
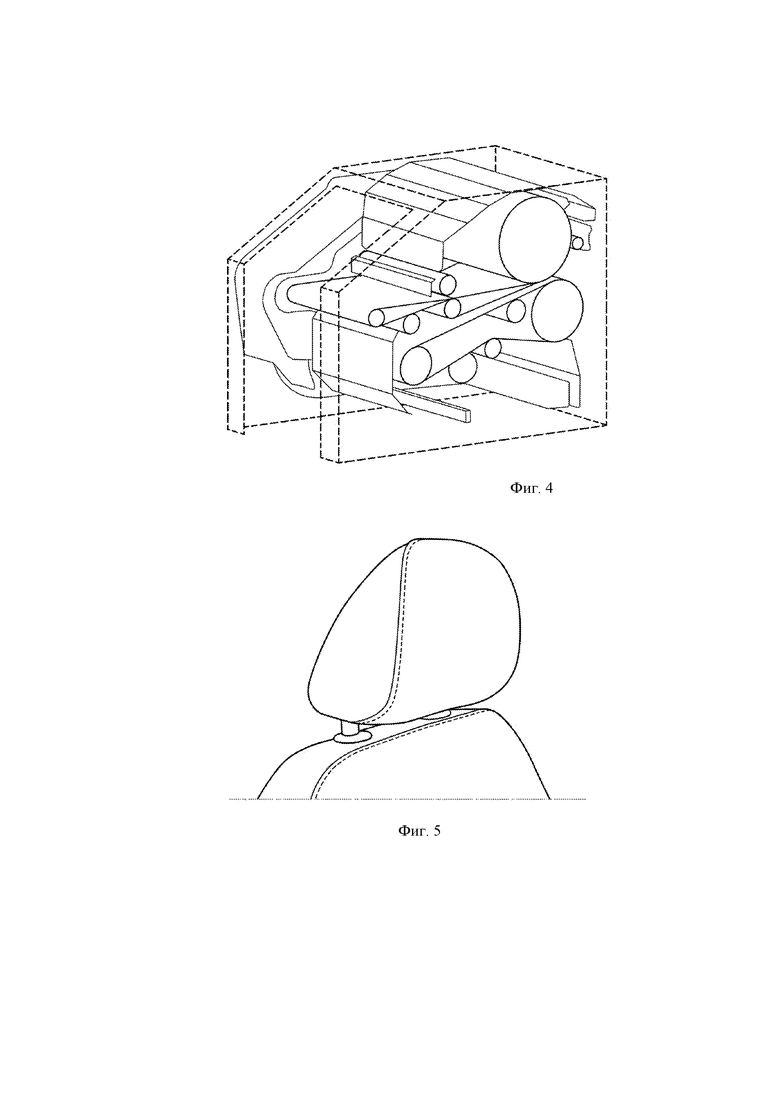
Фиг. 4 - вид в перспективе ротационной печатной машины;
Фиг. 5 - вид в перспективе подголовника автомобильного сиденья с передней частью, обитой натуральной кожей, и боковой частью, обитой искусственной кожей.
Подробное описание
Согласно варианту осуществления, способ изготовления обивки из искусственной кожи включает этапы, описанные ниже.
Подготавливается текстильная основа, предпочтительно с основой из синтетического нетканого материала из микроволокна, например, вискоза, покрытая полиуретановым коагулятом, предпочтительно алифатическим или ароматическим полиуретановым коагулятом.
Согласно альтернативному варианту тканевая основа может быть изготовлена из натурального волокна.
На текстильную основу наносится первый слой окрашенного базового покрытия, например, окрашенное базовое покрытие на алифатической полиуретановой или пигментированной ароматической основе. Первый окрашенный базовый слой используется для обеспечения адгезии серии последующих слоев, как описано ниже.
Окрашенные базовые покрытия наносятся в окрасочной камере, через которую подается текстильная подложка. Опора поддерживается конвейерной лентой, такой как проволочная конвейерная лента, которая линейно перемещается в заданном направлении или по пути через камеру. Красящее вещество можно наносить с помощью движущейся карусели кругового движения, имеющей множество распылителей для распыления краски или материала, который должен быть нанесен.
Вращательное движение карусели распределяет краситель равномерно по всей поверхности полуфабриката. Количество пистолетов-распылителей может варьироваться, например, от 10 до 16, в зависимости от конкретного требуемого количества красителя. Линии отделки распылением, подходящие для реализации способа, известны в данной области техники и не требуют здесь подробного описания. Линии отделки производятся и продаются, например, компаниями EL.PA Service S.r.l., Altavilla Vicentina (VI) или GE.MA.TA. S.p.A. из Триссино (VI), Италия. Затем первый окрашенный базовый слой («базовый слой 1») сушат, пропуская текстильную основу через сушильный туннель.
Поверх первого высушенного базового покрытия, опционально, может быть нанесено второе цветное базовое покрытие (базовое покрытие 2), предпочтительно таким же образом, как и для нанесения первого слоя. Второй слой цветного базового покрытия лучше подчеркивает окончательный цвет обивки.
Затем второй цветной базовый слой сушат, пропуская текстильную основу через сушильный туннель.
На первый или второй высохший базовый слой может быть нанесен дополнительный базовый слой (базовый слой 3), состоящий из фиксатора, который может быть прозрачным или цветным. Фиксатор наносится распылением. Фиксатор используется для подготовки полуфабриката к последующему этапу тиснения. Дополнительное базовое покрытие также может быть нанесено таким же образом, как и нанесение первого и второго слоев. Дополнительное базовое покрытие сушат, предпочтительно пропуская полуфабрикат через сушильный туннель.
Полученный таким образом полуфабрикат, содержащий текстильную основу, на которую были нанесены два или три основных слоя, подвергается тиснению, чтобы придать полуфабрикату рельефный рисунок (текстуру кожи), чтобы изображать поверхность по желанию.
Тиснение можно производить на ротационном принтере для кожи (рис. 4), горячем вращающемся цилиндре или на плоских печатных машинах для кожи с терморегулируемой пластиной, кусками размером, соответствующим размерам поверхности полуфабрикатного продукта.
В качестве альтернативы тиснение (или ротационная печать) может осуществляться непрерывно под давлением с использованием специальных каландрирующих устройств (тиснителей). Глубину тиснения можно регулировать, изменяя следующие параметры: скорость подачи конвейерной ленты для полуфабрикатов, температуру и давление каландров.
После тиснения полуфабрикату можно дать остыть, например, оставив его на воздухе на несколько часов.
На полуфабрикат с тиснением наносится первый отделочный слой (верхнее покрытие 1), состоящий, например, из смеси катализированных, непрозрачных или глянцевых фиксаторов, в зависимости от конечного результата, который должен быть получен, с пигментированной алифатической полиуретановой основой. Первый цветной отделочный слой используется для нанесения основного слоя с цветной печатью. Цветное отделочное покрытие предпочтительно наносить с помощью окрасочной камеры, через которую подается тисненый полуфабрикат. Красящий материал можно наносить с помощью карусели с множеством распылителей, например, перемещаемых круговым движением, в соответствии с известными способами.
Затем первый цветной базовый слой сушат, предпочтительно пропуская текстильную основу через сушильный туннель.
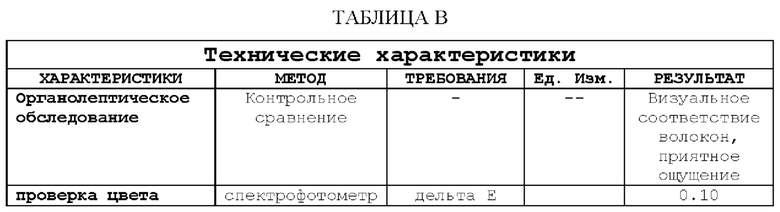
Поверх первого сухого окончательного покрытия наносят второй цветной финишный слой (верхнее покрытие 2), например, катализированное окрашенное окончательное покрытие, предпочтительно таким же образом, как и для нанесения первого слоя. Второй цветной финишный слой используется для приведения цвета в диапазон заранее определенных колориметрических координат (ΔЕ: <0,5) в отношении определенного основного цвета.
Второй цветной финишный слой сушат, пропуская полуфабрикат через сушильный туннель.
На первый высушенный окрашенный финишный слой или на второй высушенный финишный слой, если он предусмотрен, может быть нанесен дополнительный слой прозрачного катализированного фиксатора (верхний слой 3), предпочтительно распылением. Прозрачный фиксатор используется для создания барьера для закрепления ранее нанесенного покрытия. Третий верхний слой сушат, предпочтительно пропуская полуфабрикат через сушильный туннель.
Описанные выше стадии сушки включают последующее сшивку последовательно наносимых химических продуктов. Предпочтительно температура сушки в сушильных туннелях составляет 100°С±15°С.
По маршруту следования полуфабрикатов может быть предусмотрено несколько окрасочных камер. Между камерами могут находиться вентилируемые (горячие) печи, чтобы обеспечить правильную сшивку продукта, нанесенного на основу. Линия распыления может быть одинаковой для обоих этапов распределения продукта на носителе, как для нанесения цветных базовых покрытий, так и для нанесения каталитических отделочных покрытий.
Опционально, материал может быть охлажден на выходе из сушильных туннелей. Для этой цели может быть установлена холодная комната (или «охладитель»), например, холодное помещение с регулируемой влажностью, оснащенное радиатором и конденсационной установкой. В качестве альтернативы можно установить холодильный агрегат с простой вентиляцией. Целью охлаждения является ускорение укладки или сворачивания готового материала и ограничение осаждения атмосферной пыли на электростатически заряженном продукте.
Разделение процесса окрашивания на отдельные этапы с промежуточным этапом тиснения между этапами нанесения цветного основного покрытия и (одним или несколькими) этапами нанесения цветного верхнего покрытия имеет следующие преимущества. Нанесение базового покрытия перед тиснением придает текстильной основе базовый цвет, который нужно будет только отрегулировать после тиснения, чтобы достичь требуемого окончательного тона. Базовое покрытие имеет дополнительное преимущество в том, что оно создает дополнительный слой толщины на текстильной основе, что улучшает трехмерность и качество последующей печати (или тиснения).
Дозировка нанесенного материала может быть отрегулирована путем изменения линейной скорости подачи конвейерных лент, которые транспортируют полуфабрикаты через окрасочные камеры, а также путем изменения скорости движения каруселей, которые несут распылители внутри каждой камеры.
Линейная скорость подачи полуфабрикатов через окрасочные камеры варьируется в зависимости от типа цвета; скорость выше при нанесении темных цветов, а скорость ниже для светлых или нежных тонов. Как ориентир, скорость подачи предпочтительно составляет 8-16 м/мин., предпочтительно около 12 м/мин., за исключением скорости подачи на первом этапе распыления первого цветного базового покрытия, где скорость составляет предпочтительно примерно от 9 до 15 м/мин, предпочтительно примерно 12 м/мин.
Угловая скорость каруселей кабины, к которой прикреплены пистолеты для красящего или фиксирующего спрея, может быть ориентировочно порядка 8-10 об/мин.
Последовательность шагов и продуктов, используемых на линии отделки, варьируется в зависимости от продукта, который будет изготовлен. Следовательно, если цикл обработки кожи предусматривает окрашивание поверхности краской, то рассматриваемый материал будет следовать одному и тому же потоку, чтобы стать однородным.
В первой и второй камерах, предназначенных для распределения первого слоя цвета, давление в контуре равно 5 бар ± 1, а давление распылителей - 2,5±0,5 бар. Третья камера, предназначенная для фиксатора, имеет давление в контуре 6 бар ± 1 и пистолеты 2 бар ± 0,5.
В качестве примера производственная линия может предоставлять следующие альтернативы:
1. Используются три покрасочные камеры: две для основы, состоящей из базового покрытия 1 и базового покрытия 3, как описано в предыдущих параграфах, и заканчивающиеся нанесением в третьей камере верхнего покрытия 2, перемежающегося с этапом тиснения;
2. Используются четыре покрасочные камеры: две для основы, состоящей из базового покрытия 1 и базового слоя 3, как описано в предыдущих параграфах, и заканчивающиеся двумя следующими камерами, состоящими из верхнего слоя 2 и верхнего слоя 3 с введением этапа тиснения;
3. Используются пять окрасочных камер: три для основы, состоящей из базового покрытия 1, базового покрытия 2 и базового покрытия 3, как описано в предыдущих параграфах, и заканчивающиеся двумя последующими камерами для верхних слоев 2 и 3, с введением этапа тиснения;
4. Используются шесть окрасочных камер: три для основы, состоящей из базового слоя 1, базового слоя 2 и базового слоя 3, как описано в предыдущих параграфах, и заканчиваются последующими тремя камерами для верхнего покрытия (верхнее покрытие 1, верхнее покрытие 2 и верхнее покрытие 3), с введением этапа тиснения.
Когда материал покидает линию отделки, он готов. Значения блеска, визуальные и инструментальные показания цвета проверяются на образцах с помощью спектрофотометра (например, спектрофотометр Datacolor, спектрофотометр GretagMacbeth, спектрофотометр X-RITE) для правильного прохождения этапов. Наконец, продукт проходит проверку качества для утверждения.
Материал, полученный в соответствии с настоящим способом, можно затем обрабатывать несколькими способами в зависимости от конечного использования, для которого он предназначен. Он может быть соединен с основой из губчатого полиэтилена или полиэстра, сшитого из аналогичных, идентичных или разных материалов (например, натуральной кожи), дополнительно подвергнут горячей печати, напечатан с использованием цветных или альтернативных слоев для создания характерных рисунков или надписей.
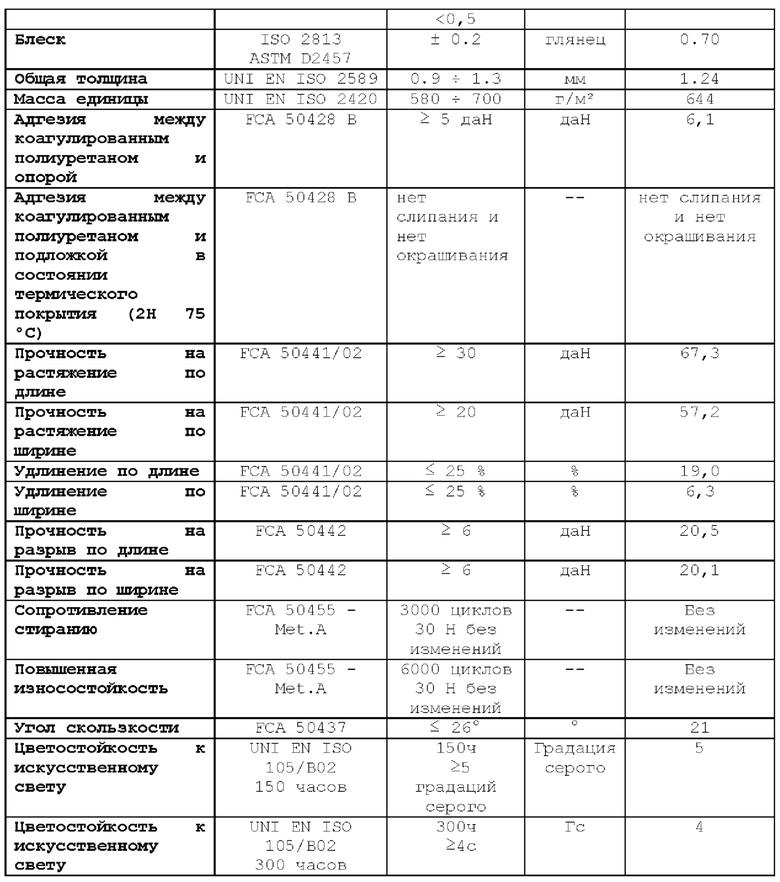
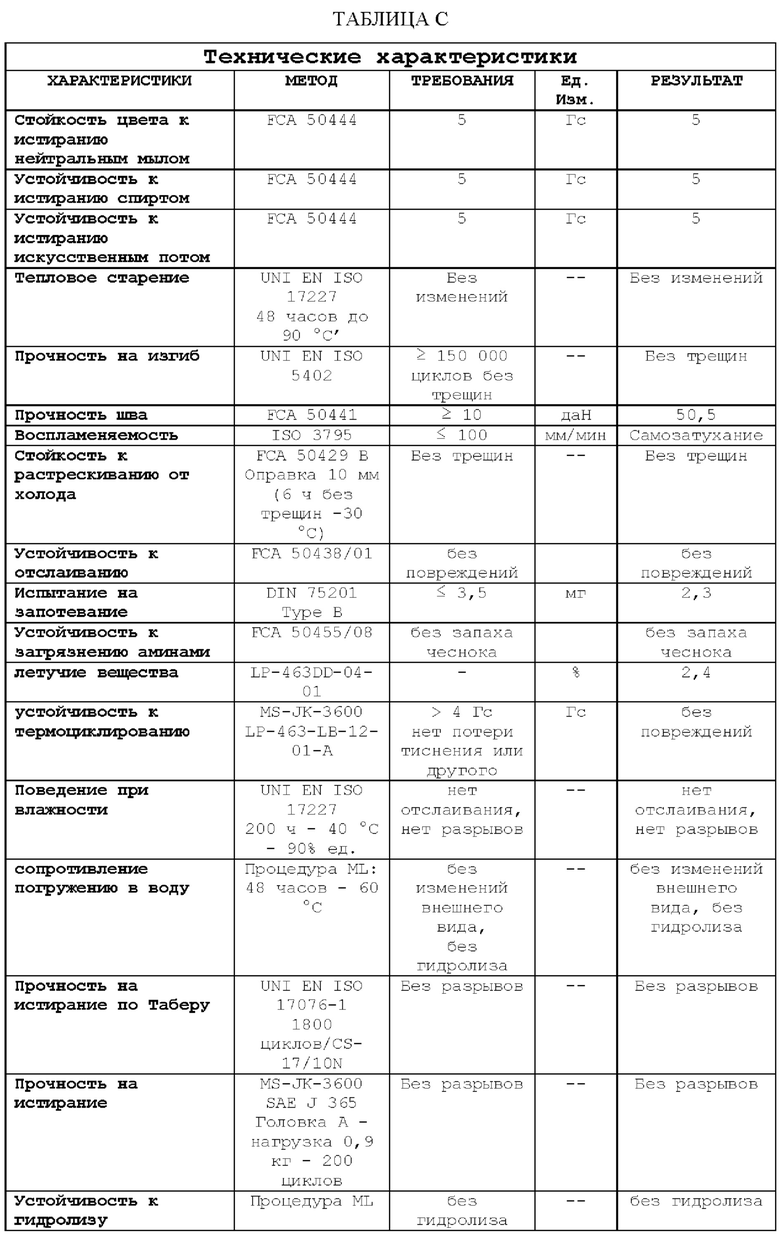
Нетканый материал, покрытый набивным и обработанным полиуретановым коагулятом, полученный по настоящему способу, демонстрирует замечательную стойкость к механическим и динамометрическим уплотнениям, подобную уплотнениям из кожи, приятный на ощупь и имеет высокую прочность, чистый эстетический вид и ощутимое сходство, благодаря чему он особенно подходит для сочетания с натуральной кожей во всех областях ее применения. Толщина, однородная масса, прочность шва и различное удлинение делают продукт универсальным и подходящим для множества применений в автомобильной, авиационной, мебельной, морской областях и т.д. Продукт, полученный с помощью настоящего метода, очень похож на натуральную кожу и для всего, что касается эстетических и механических характеристик, он мягкий и приятный на ощупь, имеет хорошую интенсивность цвета и правильный блеск, который может сопоставляться натуральной коже, а также имеет глубину печати (тиснения), равную глубине канавок в натуральной коже.
Изобретение может подвергаться многочисленным модификациям и вариациям в зависимости от цвета, эстетического тиснения (печати), физических/механических характеристик, которые должны быть получены, однако все они подпадают под изобретательскую идею, выраженную в прилагаемой формуле изобретения. Все химические продукты могут быть заменены другими технически эквивалентными элементами, а параметры будут откалиброваны по-разному в соответствии с потребностями, не выходя за пределы защиты настоящего изобретения.
В следующих таблицах показаны составы материала и физико-механические характеристики материала искусственной кожи, изготовленного в соответствии с изобретением, из которых очевидны результаты, достигаемые с помощью продукта.
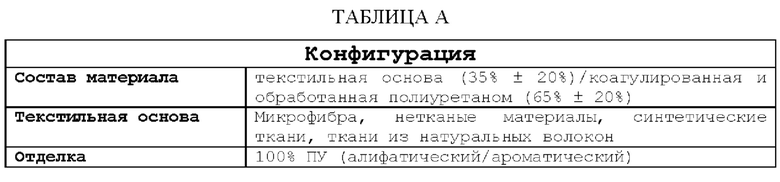
Изобретение относится к способу изготовления искусственной кожи, которая может быть использована в автомобильной и мебельной промышленности, в частности обивке элементов салона автомобилей (сидений, дверных панелей, подлокотников), диванов, кресел, стульев. Подготавливается текстильная основа, покрытая коагулированным полиуретаном, на которую наносятся цветные и неокрашенные базовые покрытия, чередуя этапами сушки, а затем тиснением для придания эстетичного рельефного дизайна. На рельефный полуфабрикат наносятся цветные и нецветные отделочные покрытия. Изобретение позволяет получить готовое изделие из искусственной кожи (или искусственную кожу) с аналогичными характеристиками и прочностью, примерно такими же, как у натуральной кожи. 6 з.п. ф-лы, 3 табл., 1 пр., 5 ил.
1. Способ изготовления искусственной кожи, включающий следующие этапы:
- обеспечение текстильной основы, покрытой полиуретановым коагулятом;
- нанесение, по меньшей мере, одного первого цветного базового покрытия на текстильную основу и затем высыхание первого цветного базового покрытия;
- дополнительно, возможно нанесение второго цветного базового покрытия на первое цветное базовое покрытие и обеспечение высыхания второго цветного базового покрытия;
- нанесение дополнительного базового покрытия, содержащего фиксатор, на первое высохшее цветное базовое покрытие или на второе высохшее цветное базовое покрытие, если оно предусмотрено, с последующим высыханием или возможностью высыхания дополнительного слоя базового покрытия;
- тиснение цветного базового покрытия с приданием рельефного рисунка, напоминающего натуральную кожу, с получением тисненого полуфабриката;
- нанесение по меньшей мере одного первого цветного финишного верхнего покрытия на тисненый полуфабрикат;
- высушивание первого окрашенного финишного покрытия;
- нанесение второго цветного финишного покрытия поверх первого высохшего финишного покрытия;
- нанесение на второе высохшее финишное покрытие дополнительного фиксирующего покрытия с последующим высушиванием или самостоятельным высыханием дополнительного фиксирующего покрытия;
при этом указанные стадии сушки включают соответствующее прохождение текстильной основы через один или несколько сушильных туннелей для сращивания последовательно применяемых химических веществ, при этом температура сушки в сушильных туннелях составляет 100°С±15°С; а
указанные базовое и финишное покрытия наносят путем распыления, подачи текстильной основы через одну или несколько окрасочных камер, в которых предусмотрены одна или несколько карусельных устройств, движущихся круговым движением, причем каждая карусель имеет много краскораспылителей.
2. Способ по п. 1, в котором этап нанесения третьего базового покрытия включает нанесение фиксатора, после которого третье базовое покрытие сушат.
3. Способ по любому из предшествующих пунктов, в котором тиснение осуществляют одним из следующих способов:
- ротационным принтером для кожи с горячим роторным цилиндром; или
- на плоских печатных прессах для кожи, с терморегулируемой пластиной, размер которой соответствует размерам поверхности полуфабриката; или
- под давлением, непрерывно, пропуская через одну или несколько машин для тиснения.
4. Способ по любому из предшествующих пунктов, в котором текстильная основа содержит базовую основу из синтетического микроволоконного нетканого материала.
5. Способ по п. 4, в котором текстильная основа включает основу из синтетического микроволоконного нетканого материала, изготовленного из вискозы.
6. Способ по любому из предшествующих пунктов, в котором после стадии тиснения полуфабрикату дают остыть, оставляя его на воздухе в течение по меньшей мере двух часов.
7. Способ по любому из предшествующих пунктов, в котором искусственную кожу, выходящую из сушильных туннелей, подвергают фазе принудительного охлаждения путем прохождения через холодную камеру или посредством вентиляции.
| EP 0504701 A1, 23.09.1992 | |||
| US 8202577 B2, 19.06.2012 | |||
| WO 2014122682 A1, 14.08.2014 | |||
| CN 102758359 A, 31.10.2012 | |||
| Электрическая машина | 1988 |
|
SU1603487A1 |
| Способ получения искусственной кожи | 1934 |
|
SU41497A1 |
| ИСКУССТВЕННАЯ КОЖА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1992 |
|
RU2010899C1 |

