Изобретение относится к способам получения органических высокомолекулярных соединений, в частности к способам получения блоксополимеров пропилена с этиленом (далее по тексту - БСПЭ), используемых в технике для изготовления различных изделий конструкционного назначения методами экструзии и литья, в частности, при производстве тары, мебели, в автомобильной, химической, машиностроительной, легкой и др. отраслях промышленности, как в исходном виде, так и в составе различных компаундов. Свойства БСПЭ как конструкционного материала зависят от: (а) средних значений молекулярных масс, молекулярной структуры и молекулярно-массового распределения (ММР) составляющих его фаз полипропилена (ПП) и статистического сополимера пропилена и этилена (СПЭ); (б) массовых долей эластомерного компонента и макромолекул с блочной структурой, (в) надмолекулярной структуры, определяемой режимом и рецептурой переработки.
Многообразие возможных композиционных составов блоксополимеров ограничивается требованиями потребительского рынка. В частности, широкое практическое применение находит БСПЭ, имеющий высокие (в сравнении с гомополипропиленом) показатели ударопрочности и морозостойкости. Последнее обеспечивается, как следует из литературных данных, присутствием в составе статистического сополимера достаточного количества макромолекул со свойствами эластомера, содержащих от 20 до 60% мас. этиленовых звеньев.
Для обеспечения высоких показателей ударопрочности важное значение имеют условия проведения стадии сополимеризации, от которых зависят как выход и состав эластомерного статистического сополимера, так и технологичность стадии сополимеризации. Не менее значима также возможность оперативного регулирования процесса синтеза для стабилизации показателей качества очередных партий БСПЭ при случайных или закономерных изменениях свойств очередных партий катализатора и/или колебаниях показателей качества других видов сырья.
Известен способ [Пат. США №3629368, МПК С08F 15/04, 1964] получения блоксополимера пропилена и этилена с повышенными (по отношению к гомополипропилену) показателями хрупкости и ударопрочности в присутствии каталитической системы, включающей треххлористый титан и диэтилалюминийхлорид, в котором получают конечный продукт, содержащий от 5 до 40% мас. этиленовых звеньев и имеющий показатель текучести расплава (ПТР) от 0,5 до 2 г/(10 мин). Стадию сополимеризации проводят при содержании этилена в газовой фазе в пределах 75-100% об. с получением статистического сополимера, включающего не менее 90% мас. этиленовых звеньев. Недостатком способа является высокое содержание этиленовых звеньев в конечном материале, в частности статистический сополимер содержит более 90% мас. этиленовых звеньев.
Известен способ получения блоксополимеров пропилена с этиленом [Авторское свидетельство СССР №943249, МПК С08F 297/08, 1980] с последовательным осуществлением полимеризации пропилена и сополимеризации пропилена с этиленом, в котором, с целью повышения морозостойкости и показателя текучести расплава конечного продукта, варьируют концентрацию водорода как на первой, так и на второй стадиях. Недостаток способа в том, что целенаправленное изменение концентрации водорода по ходу синтеза БСПЭ является не технологичным в условиях промышленного производства.
В литературе [Пластические массы. 2004, №5, с.13] анализируются особенности двухстадийного суспензионного процесса синтеза блоксополимера пропилена и этилена в среде тяжелого растворителя с применением каталитической системы, включающей треххлористый титан и диэтилалюминийхлорид. Приведены расчетные данные о влиянии изменения производительности катализатора (вследствие вариации его удельной активности и/или его концентрации на стадии сополимеризации) на состав и долю статсополимера в конечном продукте. В данном сообщении отсутствуют какие-либо сведения о способах контроля и оперативного регулирования процесса синтеза БСПЭ, обеспечивающих удовлетворительный уровень стабильности и воспроизводимости показателей качества очередных партий БСПЭ.
Известен способ «Патент СССР №415883, МПК С08F 15/04, 1969» получения блоксополимера в присутствии каталитической системы, включающей треххлористый титан и диэтилалюминийхлорид. Получаемый продукт используется в качестве изоляции или покрытия электрических кабелей. Процесс осуществляется в две последовательные стадии: гомополимеризация пропилена и сополимеризация пропилена и этилена. Гомополимеризацию пропилена проводят в присутствии водорода (0,03-0,33 мол. % от пропилена в зависимости от температуры реакции), а вторую стадию проводят таким образом, чтобы готовый продукт содержал 10-30% масс, этиленовых звеньев. Недостатком способа является высокое содержание этиленовых звеньев в готовом продукте.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ получения БСПЭ (патент США №4772661 МПК С08F 4/654), отличительная особенность которого состоит в том, что предложено решение по регулированию и управлению двухстадийным синтезом для обеспечения заданного состава и массовой доли статсополимера в конечном продукте. В данном способе в качестве растворителя используют жидкий пропилен. Каталитическая система включает титанмагниевый катализатор, сокатализаторы - диэтилалюминийхлорид и триэтилалюминий, паратолуилат. При этом триэтилалюминий и паратолуилат, добавляемые в реактор на стадии сополимеризации, выполняют функции активатора и регулятора активности катализатора соответственно. Для обеспечения постоянства массовой доли статсополимера в готовом БСПЭ подбирают нужные соотношения активатора и регулятора в зависимости от массы полипропилена, поступающего на стадию сополимеризации, проводимую поочередно в двух реакторах периодическим способом. Причем на первой стадии - гомополимеризации пропилена, протекающей в первичном реакторе в непрерывном режиме, - концентрацию суспензии поддерживают постоянной. Количество триэтилалюминия как промотора, добавляемого при сополимеризации, контролируют в зависимости от массы получаемого сополимера (с учетом материального баланса в полимеризационной системе) и определяют расчетным путем на основе измерения количества тепла, генерируемого при сополимеризации при условии постоянства отношения массы полученного сополимера к массе загруженного полипропилена. Стадию сополимеризации проводят при содержании этилена от 35 до 40% мол. в газовой фазе реактора.
Данный способ регулирования и стабилизации свойств очередных партий БСПЭ, отражающий специфику процессинга в среде жидкого мономера при давлении 20-40 атм, представляется дорогим и сложным в техническом исполнении, сопряженным с применением специального технологического и контрольно-измерительного оборудования.
В частности, из наших экспериментальных наблюдений и практического опыта известно, что очередные партии катализаторов (независимо от их химического состава и способа приготовления, масштаба их производства: лабораторные или промышленные партии) отличаются по степени нестационарности зависимости приведенной активности от времени. По этой причине разница в активностях на стадии сополимеризации между очередными партиями катализатора в вышерассмотренных способах может достигать значений, при которых отличия в соответствующих выходах и составах статсополимера превысят допустимый предел, при котором заметно ухудшаются (или изменяются) показатели качества конечного продукта. В этом случае попытки восстановления качества БСПЭ только за счет оперативной корректировки технологических параметров сополимеризации, как правило, затруднительны и недостаточны.
Задачей данного изобретения является улучшение и стабилизация показателей качества БСПЭ при колебаниях показателей качества очередных партий промышленного сырья: катализатора, растворителя, мономеров и др. в трехреакторной двухстадийной схеме суспензионного процесса, являющейся комбинацией непрерывной гомополимеризации и периодической сополимеризации.
Поставленная задача решается тем, что, как и в прототипе, блок-сополимер пропилена с этиленом получают последовательным осуществлением полимеризации пропилена и сополимеризации пропилена с этиленом в присутствии циглеровских каталитических систем стереоспецифической полимеризации пропилена, в присутствии водорода в качестве регулятора молекулярной массы, в среде углеводородного растворителя, в технологической схеме, включающей по меньшей мере три реактора и в которой на первой стадии в непрерывно работающем в стационарном режиме первичном реакторе проводят полимеризацию пропилена, а на второй стадии - в периодически работающих вторичных реакторах - получают статистический сополимер пропилена и этилена. В отличие от прототипа во вторичном реакторе после заполнения его суспензией полипропилена из первичного реактора устанавливают концентрацию пропилена [М3], определяемую из выражения [М3]=а·[ПП], где [ПП] - концентрация порошкообразного полипропилена в суспензии, коэффициент а>0,1. Этилен во вторичный реактор дозируют по меньшей мере в два этапа, причем на первом этапе количество m1 и расход q1 этилена определяют из выражений: m1=b1·mп и q1=c1·m1, где: mп - общая масса пропилена в реакторе перед началом дозировки этилена, а на втором этапе количество m2 и расход q2 этилена определяют из выражений: m2=b2·m1 и q2=с2·q1. При этом парциальное рабочее давление (P) в первичном реакторе регулируют в зависимости от значения отношения (β) парциальных давлений этилена и пропилена, достигнутого в газовой фазе вторичного реактора перед началом второго этапа дозировки этилена.
Предпочтительно регулировать давление (Р) в первичном реакторе до нового значения (Р*), определяемого из выражения Р*=0,6 Р/β, если в конце первой стадии дозировки этилена величина отношения β больше 0,65 или меньше 0,55. Целесообразно то, что коэффициенты b1 и c1 имеют значения 0,3 и 0,08 соответственно. Целесообразно то, что коэффициенты b2 и c2 имеют значения (2÷2,5) и (0,6÷0,8) соответственно.
Существенным отличием предлагаемого способа получения БСПЭ по отношению к прототипу и аналогам является обеспечение в составе БСПЭ постоянства отношения массы сополимерного компонента к массе полипропиленового компонента и стабилизация состава статсополимерного компонента за счет регулирования давления пропилена в первичном реакторе при условии стационарности концентрации ПП в суспензии и расхода суспензии ПП, поступающей в реакторы сополимеризации на стадии их наполнения.
Из наших экспериментальных исследований следует, что при заданной и стационарной производительности первичного реактора свойства конечного продукта зависят от заданных параметров технологического режима первичного реактора, таких как рабочее давление пропилена, концентрация порошка полипропилена в жидкой фазе, концентрация водорода. Последнее предоставляет дополнительные возможности для регулирования и стабилизации свойств БСПЭ.
К основным преимуществам вышерассмотренной трехреакторной технологической схемы суспензионного процесса синтеза БСПЭ следует отнести: относительно простое и недорогое аппаратурно-технологическое оформление процесса, возможность регулирования свойств статистического сополимера за счет целенаправленной вариации состава реакционной среды во вторичных реакторах и возможность целенаправленного регулирования параметров технологического режима первичного реактора по способу предлагаемого изобретения. В предлагаемом способе могут быть использованы любые варианты катализаторов для стереоспецифической полимеризации пропилена. В частности, экспериментальное сравнение предлагаемого способа получения БСПЭ на примере двух промышленных титанмагниевых катализаторов: марки «Avant ZN 512» (продукт компании «Basell») и марки «Lynx 1000» (продукт компании «Engelhard») - показало хорошее совпадение результатов. Поэтому в нижеприведенном описании и примерах способ по данному изобретению иллюстрируется на примере двух промышленных каталитических систем:
а) каталитическая система компании ОАО «СИБУР-Холдинг», включающая в качестве твердого компонента треххлористый титан марки «МСК-TiCl3» (продукт компании ОАО «СИБУР-Холдинг»), в качестве сокатализатора - диэтилалюминийхлорид (ДЭАХ) (продукт компании ОАО «СИБУР-Холдинг»);
б) каталитическая система компании «Basell», включающая в качестве твердого компонента титанмагниевый катализатор (ТМК) марки «Avant ZN 512» (продукт компании «Basell»), в качестве сокатализатора - триэтилалюминий (ТЭА) (продукт компании ОАО «СИБУР-Холдинг»), в качестве стереорегулирующей добавки (D) - метилциклогексилдиметоксисилан (продукт компании «Basell»).
В качестве растворителя можно использовать индивидуальные предельные углеводороды (н-гексан, н-гептан, метилциклогексан и др.) или смеси алифатических и нафтеновых углеводородов с температурами кипения 60÷110°С. Предпочтительная температура полимеризации на первой стадии - 50÷90°С, на второй - 40÷70°С. Выбор оптимальной температуры сополимеризации определяется свойствами каталитической системы, требованиями технологичности и технико-экономическими показателями процесса. Выбор оптимальной температуры сополимеризации определяется производителем блоксополимера в зависимости от свойств каталитической системы, требований технологичности и экономичности процесса. Доля сополимера, полученного на второй стадии, может варьироваться в широких пределах - от 5 до 40% мас. от конечного продукта, при этом доля этиленовых звеньев в сополимере может составлять от 5 до 80% мас.
Способ осуществляют следующим образом: вторичные реакторы R2 и R3 соединены параллельно друг другу и каждый из них соединен последовательно с первичным реактором R1. Все реакторы, имеющие одинаковый внутренний объем 3 л, сушат, продувают азотом и пропиленом. Дегазатор R4 - аппарат с мешалкой для дегазации суспензии - соединен последовательно с реакторами R2 и R3. В зависимости от состава используемой каталитической системы, а именно: (a) «TiCl3+ДЭАХ» или (б) «ТМК+ТЭА+D» - в реактор R1 последовательно загружают: ампулу с заданной навеской соответствующего катализатора (TiCl3 или ТМК), 2 л раствора соответствующего сокатализатора (ДЭАХ или смеси ТЭА+D; растворитель - гептановая фракция с температурой кипения 90÷100°С), пропилен, водород. В реакторе устанавливают заданные условия: давление пропилена, содержание водорода в газовой фазе реактора в % мол. от пропилена, температуру. После разбивания ампулы и начала полимеризации в реакторе R1 поддерживают стационарные условия: температуру и избыточное рабочее давление в результате непрерывной подачи в реактор пропилена и водорода при заданном молярном соотношении водорода и пропилена в газовой фазе реактора. Полимеризацию в R1 продолжают до накопления в реакторе заданного количества полипропилена (ПП), что контролируют по количеству пропилена, поступившего в реактор. С момента достижения в реакторе R1 заданной концентрации суспензии ПП в него начинают дозировать со стационарными расходами растворитель, пропилен, водород и соответствующие компоненты каталитической системы, а именно: суспензии в углеводородном растворителе TiCl3 или ТМК и растворы соответствующих сокатализаторов в углеводородном растворителе - ДЭАХ или смеси «ТЭА+D». В реакторе R1 поддерживают стационарное давление при непрерывной дозировке пропилена и водорода с установленным молярным отношением. Одновременно с началом дозировки компонентов полимеризационной системы в реактор R1 из нижней части реактора R1 начинают непрерывную выгрузку суспензии в пустой реактор R2. Расход выгружаемой суспензии устанавливают таким образом, чтобы поддерживать в реакторе R1 постоянный уровень суспензии и стационарные концентрации реагентов: катализатора, сокатализатора, водорода, пропилена Текущую концентрацию ПП и расход суспензии, выгружаемой в реактор R2, контролируют по расходам пропилена и растворителя в реактор R1 и материальному балансу для пропилена и растворителя. При достижении в реакторе R2 заданного рабочего объема суспензии (~2 л) выгрузку суспензии в реактор R2 прекращают и производят переключение потока суспензии, непрерывно выгружаемой из реактора R1, в пустой реактор R3. По ходу заполнения реактора R2 (с момента накопления в нем 30% объема суспензии) начинают сдувку пропилена и водорода (дегазацию суспензии), которую продолжают до достижения в R2 заданного уровня суспензии. Сдувка газов заканчивается при избыточном давлении пропилена в заполненном реакторе R2 не более 0,5 атм, при этом происходит практически полное удаление водорода. В реакторе R2 перед началом сополимеризации устанавливают стартовые температуру и концентрацию пропилена в жидкой фазе ([М3], г/л), причем последняя определяется из выражения:
[М3]=а·[ПП], где [ПП], г/лрастворит. - концентрация ПП в суспензии; коэффициент а>0,1.
От величины коэффициента «а» зависят массовая доля и состав сополимерного компонента в конечном продукте. Ограничение минимального значения коэффициента обусловлено требованием получения ударопрочного БСПЭ. Условию а>0,1 в предлагаемом изобретении соответствует получение БСПЭ, содержащего более 15% мас. статсополимерного компонента. Конкретное значение коэффициента «а» для нижеописанной стадии сополимеризации устанавливают в зависимости от производительности процесса по конечному продукту, особенностей аппаратурно-технологического оформления процесса и технических требований к марочному ассортименту БСПЭ. Из опыта следует, что определяющим производственным фактором, ограничивающим максимально допустимое значение коэффициента «а», является аппаратурно-технологическое оформление системы теплосъема реактора сополимеризации. Производительность процесса пропорциональна концентрации [ПП], поэтому с ростом производительности (для конкретной технологической схемы) будет снижаться максимально допустимое значение коэффициента «а» из-за ограничений по теплосъему во вторичном реакторе. Анализ научной и патентной информации, наши экспериментальные исследования показывают, что при получении БСПЭ с достаточно высокой ударопрочностью и морозостойкостью увеличение массовой доли СПЭ в конечном продукте более 25% мас. представляется избыточным. Поэтому с точки зрения практической целесообразности величина коэффициента «а» выбирается в промежутке от 0,1 до 0,2.
В предлагаемом способе сополимеризацию в каждом из двух вторичных реакторов R2 и R3, работающих попеременно, осуществляют в два этапа, а именно:
- на первом этапе в реактор R2 (или R3) проводят дозировку этилена в количестве m1=b1·mп, г, и с расходом q1=с1·mп, г/мин; где коэффициент c1=0,07; коэффициент b1=0,3; mп - масса пропилена в реакторе R2 (или R3) перед началом сополимеризации;
- на втором этапе проводят дозировку этилена в количестве m2=b2·m1, г и с расходом q2=c2·q1, г/мин; где коэффициент b2=2÷2,5; коэффициент c2=0,6÷0,8; значения m1 и q1 соответствуют первому этапу; в конце второго этапа дозировку этилена прекращают.
Затем проводят деполимеризацию остаточных количеств сомономеров.
Система теплосъема из реакторов R2 и R3 в условиях сополимеризации должна быть достаточно эффективной, чтобы максимальная температура не превышала 70°С, при этом предпочтительней, чтобы температура при сополимеризации для катализатора на основе TiCl3 не превышала 65°С, а для ТМК 55°С.
Регулирование процесса с целью стабилизации состава реакционной среды при сополимеризации и показателей качества очередных партий БСПЭ проводят по данным количественного анализа содержания пропилена и этилена в пробе газовой фазы, которую отбирают из реактора R2 (или R3) после завершения первого и перед началом второго этапа сополимеризации. Если по результату анализа величина молярного отношения количества этилена к количеству пропилена (β) для анализируемой пробы удовлетворяет условию 0,55<β<0,65, то при следующей операции синтеза очередной партии БСПЭ в реакторе R3 (или R2) оставляют неизменным заданный режим работы первичного реактора R1. При получении данных анализа, соответствующих условиям β<0,55 или β>0,65, осуществляют изменение парциального рабочего давления пропилена (Р) в первичном реакторе до нового значения (Р*), определяемого из выражения Р*=0,6·Р/β. В этом случае синтез очередной партии БСПЭ будет проводиться уже в новых (скорректированных) стационарных условиях работы первичного реактора. При переходе к новому стационарному давлению Р* для первичного реактора остаются неизменными следующие параметры технологического режима: температура реакционный среды, молярное отношение водорода и пропилена в газовой фазе, производительность реактора по порошкообразному ПП. Сохранение производительности реактора по порошкообразному ПП обеспечивают соответствующим изменением расхода катализатора на входе в R1 при условии постоянства расходов растворителя и пропилена на входе в R1.
Процесс синтеза БСПЭ по предлагаемому способу, который стабилизирует состав реакционной среды при сополимеризации и уменьшает разброс показателей качества между очередными партиями БСПЭ, допускает возможность непрерывной дозировки в первичный реактор на стадии гомополимеризации пропилена другого мономера: этилена и/или α-олефина (бутена-1, гексена-1 и др.) При этом поддерживается достаточно низкая концентрация сомономера не более 1% мас. от концентрации пропилена. Присутствие даже небольшого количества сомономера позволяет регулировать в необходимых пределах кристалличность полипропиленовой матрицы, что может быть полезным при синтезе специальных марок БСПЭ. При наличии в технологическом оформлении процесса необходимых дозирующих устройств и контрольно-аналитического оборудования предлагаемый способ допускает на втором этапе сополимеризации возможность совместной дозировки этилена и пропилена при заданном отношении их молярных расходов Последнее позволяет сужать состав СПЭ при увеличении доли эластомерного компонента в составе СПЭ, что также представляет практический интерес для получения БСПЭ с требуемым комплексом свойств.
В данном изобретении учитываются известные закономерности, отраженные в научной и патентной литературе и касающиеся зависимости свойств БСПЭ от молекулярных масс гомополипропиленового (ПП) и статсополимерного компонентов (СПЭ), массовой доли СПЭ, молярного отношения этиленовых и пропиленовых звеньев в составе СПЭ. Технологичность суспензионного процесса в целом (например, концентрация в жидкой фазе растворимой фракции сополимера) и качество конечного продукта преимущественно определяются следующими параметрами стадии сополимеризации: температурой, отношением концентраций сомономеров, количеством полученного сополимера, показателем текучести расплава конечного продукта и свойствами используемого катализатора, определяющего микроструктуру макромолекул. В частности: (а) при заданном составе БСПЭ показатель ударопрочности увеличивается при уменьшении показателя текучести расплава БСПЭ; (б) при заданном значении ПТР и заданном составе БСПЭ наблюдается снижение температуры хрупкости и улучшение ударопрочности, если увеличивается молекулярная масса сополимерного компонента; (в) концентрация растворимой сополимерной фракции заметно уменьшается при синтезе сополимера, содержащего более 85% мол. этиленовых звеньев и другие закономерности.
Наконец, особенности аппаратурно-технологического оформления процесса, в частности: количество последовательно или параллельно соединенных первичных и/или вторичных реакторов (два и более); объемы реакторов, влияющие на времена пребывания реакционной смеси; эффективность систем теплосъема; возможности регулирования длительности стадии сополимеризации и другие производственные факторы, - могут вносить объективные технологические отличия. Последнее влияет на технологичность и технико-экономические показатели процесса, марочный ассортимент и качество конечного продукта.
Независимо от особенностей аппаратурно-технологического оформления процесса способ по данному изобретению позволяет уменьшить разброс значений показателей качества между очередными партиями БСПЭ, т.е. стабилизировать качество конечного продукта.
Отметим, что с точки зрения аппаратурно-технологического оформления трехреакторная схема в рассматриваемом способе является простейшей из возможных. Например, увеличение количества вторичных реакторов (более двух) при прочих равных может увеличить производительность и эффективность процесса в целом и создать дополнительные технологические возможности для регулирования потребительских свойств БСПЭ.
Нижеследующие примеры иллюстрируют данное изобретение.
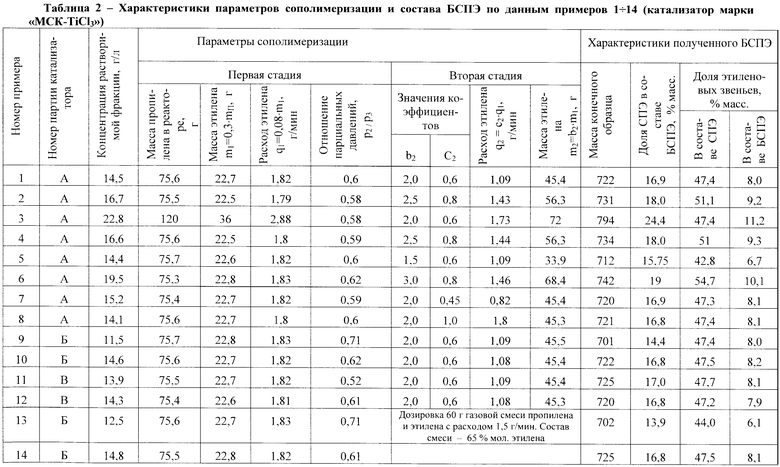
Примеры 1÷14 иллюстрируют способ получения БСПЭ при использовании в качестве катализатора образцов треххлористого титана марки «МСК-ТiCl3» из трех различных промышленных партий А, Б и В (продукты компании ОАО «СИБУР-Холдинг»), отличающихся характером временной зависимости приведенной активности. В таблице 1 приведены полученные нами экспериментальные данные для средних значений приведенной активности указанных трех партий катализатора за различные промежутки времени от начала полимеризации. В таблице 2 собраны значения параметров сополимеризации и состава БСПЭ по данным примеров 1÷14. Таблица 3 суммирует значения физико-механических показателей образцов БСПЭ, полученных в примерах 1÷14. В примерах 1÷14 максимальная температура при сополимеризации не превышает 65°С.
Пример 1. Синтез БСПЭ проводится при использовании полимеризационных аппаратов. Вторичные реакторы R2 и R3 соединяют параллельно друг другу и каждый из них соединяют последовательно с первичным реактором R1. Все реакторы, имеющие одинаковый внутренний объем 3 л, сушат, продувают азотом и пропиленом. Дегазатор R4 соединяют последовательно с реакторами R2 и R3. В реактор R1 последовательно загружают (при комнатной температуре, в противотоке пропилена, при непрерывной работе перемешивающего устройства): 2 л раствора диэтилалюминийхлорида (растворитель - гептановая фракция с температурой кипения 90÷100°С) с концентрацией 1 г/л, 0,33 г треххлористого титана, полученного восстановлением четыреххлористого титана диэтилалюминийхлоридом, водород в количестве, соответствующем 5% об. от содержания пропилена в газовой фазе реактора. Данный образец промышленного катализатора (МСК- TiCl3) соответствует партии А, указанной в таблице 1. В газовой фазе реактора при температуре 70°С устанавливают и поддерживают следующие стационарные условия: избыточное давление - 6 атм, парциальное давление пропилена 6,32 атм, парциальное давление водорода - 0,32 атм. Полимеризация в R1 продолжается до накопления в реакторе полипропилена (ПП) в количестве 600 г, что соответствует концентрации суспензии ПП 300 г/лраств. Последнее контролируют по материальному балансу пропилена, поступившего в реактор. После достижения заданной концентрации суспензии в реактор R1 начинают непрерывную дозировку растворителя с расходом 400 мл/час и соответствующих компонентов каталитической системы, а именно: суспензии TiCl3 в углеводородном растворителе с расходом 0,5 г/час и ДЭАХ с расходом 0,4 г/час. В реакторе R1 поддерживают стационарное давление при непрерывной дозировке пропилена и водорода с заданным молярным отношением. Одновременно с началом дозировки компонентов полимеризационной системы в реактор R1 из нижней части реактора R1 начинают непрерывную выгрузку суспензии в пустой реактор R2. Расход выгружаемой суспензии устанавливают таким образом, чтобы поддерживать постоянный уровень суспензии в реакторе R1 и стационарные концентрации катализатора, сокатализатора, водорода. Текущую концентрацию ПП в выгружаемой суспензии и объем выгружаемой в реактор R2 суспензии контролируют по расходу пропилена и растворителя в реактор R1 и материальному балансу для пропилена и растворителя. При достижении в реакторе R2 рабочего объема суспензии, равного 2 л, выгрузку суспензии в реактор R2 прекращают и производят переключение потока суспензии, выгружаемой из реактора R1 в пустой реактор R3. По ходу заполнения суспензией ПП реактора R2 и при накоплении в нем 30% объема суспензии начинают сдувку (дегазацию суспензии) пропилена и водорода, которую продолжают до достижения в R2 заданного уровня суспензии. Сдувку газов заканчивают при остаточном избыточном давлении пропилена в заполненном реакторе R2 не более 0,5 атм, при этом происходит практически полное удаление водорода. В реакторе R2 перед началом сополимеризации устанавливают температуру 50°С и концентрацию пропилена ([М3], г/л) в жидкой фазе, которая определяется из выражения [М3]=а·[ПП] и равна 37,8 г/л (где [ПП], г/л - концентрация ПП в суспензии; коэффициент a=0,126).
Сополимеризацию в R2 осуществляют в три этапа. На всех этапах сополимеризации контролируют и поддерживают температуру жидкой фазы не более 60°С.
На первом этапе в реактор R2 проводят дозировку этилена в количестве, определяемом из выражения m1=b1·mп, г, и равном 22,7 г, и с расходом, определяемым из выражения q1=c1·mп, г/мин, и равным 1,82 г/мин (где коэффициент b1=0,3; коэффициент c1=0,08; mп=75,6 г - масса пропилена в реакторе R2 перед началом дозировки этилена, принимаемая равной произведению концентрации пропилена на объем жидкой фазы). Из количественного анализа содержания этилена и пропилена в пробе газовой фазы, отобранной из реактора R2 после завершения первого и перед началом второго этапа сополимеризации, следует, что величина молярного отношения (β) количества этилена к количеству пропилена для анализируемой пробы равна 0,6, что удовлетворяет условию 0,55≤β≤0,65. Поэтому для данной партии катализатора при последующем наполнении суспензией реактора R3 и последующем повторении операций синтеза очередных партий БСПЭ сохраняют неизменным заданный режим работы первичного реактора R1, поскольку не требуется регулирования процесса с целью стабилизации показателей качества очередных партий БСПЭ.
На втором этапе проводят дозировку этилена в количестве, определяемом из выражения m2=b2·m1, г, и равном 45,4 г, и с расходом, определяемым из выражения q2=c2·q1, г/мин, и равным 1,09 г/мин. Здесь значения m1 и q1 соответствуют первому этапу, а для коэффициентов b2 и c2 принимают значения 2 и 0,6 соответственно. В конце второго этапа дозировку этилена прекращают. Затем проводят деполимеризацию остаточных количеств сомономеров. Остаточное избыточное давление в реакторе R2 в конце деполимеризации составило 0,1 атм. Далее производят полную выгрузку суспензии из реактора R2 в дегазатор R4, куда подают бутанол-1 для дезактивации компонентов каталитической системы. После спиртового разложения из R4 отбирают пробу жидкой фазы для определения концентрации растворимой фракции статсополимера. Далее суспензию при интенсивном перемешивании промывают дистиллированной водой для абсорбции и удаления в водную фазу продуктов гидролиза каталитической системы. После сушки получено 722 г БСПЭ с показателем текучести расплава 0,5 г/(10 мин). Из высушенного и стабилизированного антиоксидантом БСПЭ изготовляют стандартные литьевые изделия для физико-механических испытаний. Исходя из выполненных анализов и полного материального баланса вышеописанного синтеза установлено, что конечный продукт содержит 16,9% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 47,4% мас. этиленовых звеньев. Конечный продукт содержит 8% мас. этиленовых звеньев. Физико-механические свойства образца БСПЭ в таблице 3.
В нижеследующих примерах 2÷8 также используют катализатор MCK-TiCl3 из партии А (таблица 1). Данные примеры иллюстрируют влияние на состав и свойства БСПЭ параметров сополимеризации во вторичном реакторе в допустимых (согласно способу изобретения) пределах их изменения, в рамках которых не требуется корректировка рабочего давления первичного реактора.
Пример 2. Синтез БСПЭ проводят аналогично примеру 1 и в присутствии той же партии катализатора (партия А) с тем отличием, что на втором этапе сополимеризации проводят дозировку этилена в количестве, определяемом из выражения m2=b2·m1 и равном 56,3 г, и с расходом, равным q2=c2·q1=1,43 г/мин. Здесь значения m1 и q1 соответствуют первому этапу, описанному в примере 1, а для коэффициентов b2 и с2 принимают значения 2,5 и 0,8 соответственно Значение молярного отношения (β) количества этилена к количеству пропилена в пробе газовой фазы, отобранной из реактора R2 после завершения первого и перед началом второго этапа сополимеризации, равно 0,58, что соответствует примеру 1 и удовлетворяет условию 0,55≤β≤0,65. В условиях данного примера при последующем наполнении суспензией реактора R3 и последующем повторении операций синтеза очередных партий БСПЭ сохраняют неизменным заданный режим работы первичного реактора R1, поскольку не требуется регулирования процесса с целью стабилизации показателей качества очередных партий БСПЭ. Продолжительности первого и второго этапа сополимеризации составили 12,5 и 39,4 мин соответственно.
Масса сухого БСПЭ составила 731 г с показателем текучести расплава (ПТР) 0,6 г/(10 мин). Из выполненных анализов и полного материального баланса данного синтеза установлено, что конечный продукт содержит 18% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 51,1% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 9,2% мас. этиленовых звеньев. Физико-механические свойства образца БСПЭ близки к свойствам БСПЭ из примера 1 (таблица 3).
Пример 3. Синтез БСПЭ проводят аналогично примеру 1 с тем отличием, что концентрация пропилена во вторичном реакторе (перед началом первого этапа сополимеризации) соответствует значению коэффициента, а=0,2, а именно: [М3]=0,2·300=60 г/л. На первом этапе в реактор R2 дозируют этилен в количестве, равном m1=b1·mп=0,3·120=36 г и с расходом, равным q1=c1·m1=0,08·36=2,88, г/мин (где коэффициент b1=0,3; коэффициент c1=0,08; mп=120, г - масса пропилена в реакторе R2 перед началом дозировки этилена). На втором этапе проводят дозировку этилена в количестве, равном m2=b2·m1=72 г, и с расходом, равным q2=c2·q1=1,73 г/мин. Значение молярного отношения (β) количества этилена к количеству пропилена в пробе газовой фазы, отобранной из реактора R2 после завершения первого и перед началом второго этапа сополимеризации, равно 0,58, что соответствует примеру 1 и удовлетворяет условию 0,55≤β≤0,65. Получено 794 г БСПЭ с ПТР 0,45 г/(10 мин). Конечный продукт содержит 24,4% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 47,4% мас. этиленовых звеньев, что соответствует примеру 1. Конечный продукт (БСПЭ) содержит 11,2% мас. этиленовых звеньев. Состав СПЭ в данном примере аналогичен примеру 1. Таким образом, образец БСПЭ, полученный в данном примере, характеризует влияние массовой доли СПЭ (при том же составе) на свойства БСПЭ (таблица 3).
Пример 4. Синтез БСПЭ проводят аналогично примеру 2 с тем отличием, что на стадии гомополимеризации пропилена концентрация водорода составляет 10% мас. Получено 734 г БСПЭ с ПТР=1,7 г/(10 мин). Конечный продукт содержит 18% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 47,4% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 9,3% мас. этиленовых звеньев. Таким образом, состав СПЭ и содержание этиленовых звеньев в БСПЭ аналогичны примеру 2. Образец БСПЭ, полученный в данном примере, характеризует влияние увеличения ПТР на свойства БСПЭ (таблица 3).
Примеры 5÷8 являются сравнительными и иллюстрируют влияние на состав и свойства БСПЭ параметров стадии сополимеризации, характеризующие количество и расход этилена. При этом значения параметров стадии сополимеризации выходят за рамки пределов их изменения, установленных в данном способе.
Пример 5. Синтез БСПЭ проводят аналогично примеру 1 с тем отличием, что на втором этапе сополимеризации дозируют этилен в количестве, равном m2=b2·m1=33,9 г. Здесь значение b2=1,5. Получено 712 г БСПЭ с ПТР 0,4 г/(10 мин). Конечный продукт содержит 15,75% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 42,8% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 6,7% мас. этиленовых звеньев. Согласно таблице 3 полученный в данном примере образец БСПЭ имеет (в сравнении с примером 1) более низкие показатели ударной вязкости и хрупкости.
Пример 6. Синтез БСПЭ проводят аналогично примеру 2 с тем отличием, что на втором этапе сополимеризации дозируют этилен в количестве, равном m2=b2·m1=68,4 г. Здесь значение b2=3. Получено 742 г БСПЭ с ПТР=0,45 г/(10 мин). Конечный продукт содержит 19% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 54,7% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 10,1% мас. этиленовых звеньев. Согласно таблице 3 полученный в данном примере образец БСПЭ имеет (в сравнении с примером 2) более низкую температуру хрупкости, в то же время наблюдается уменьшение показателя ударной вязкости.
Пример 7. Синтез БСПЭ проводят аналогично примеру 1 с тем отличием, что на втором этапе сополимеризации дозируют этилен с расходом, равным q2=с2·q1=0,82 г/мин. Здесь значение c2=0,45. Получено 720 г БСПЭ с ПТР=0,7 г/(10 мин). Конечный продукт содержит 16,9% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 47,3% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 8,1% мас. этиленовых звеньев. Согласно таблице 3 полученный в данном примере образец БСПЭ имеет (в сравнении с примером 1) более низкий показатель ударной вязкости и является более хрупким.
Пример 8. Синтез БСПЭ проводят аналогично примеру 1 с тем отличием, что на втором этапе сополимеризации дозируют этилен с расходом, равным q2=с2·q1=1,8 г/мин. Здесь значение с2=1. Получено 721 г БСПЭ с ПТР=0,55 г/(10 мин). Конечный продукт содержит 16,8% мас. сополимерного компонента. В составе СПЭ содержится 47,4% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 8,1% мас. этиленовых звеньев. Согласно таблице 3 полученный в данном примере образец БСПЭ имеет (в сравнении с примером 1) более низкую температуру хрупкости, в то же время наблюдается уменьшение показателя ударной вязкости.
Примеры 9÷12 являются сравнительными и иллюстрируют влияние на свойства конечного продукта изменения активности катализатора при сополимеризации. В примерах 9 и 10 используется катализатор из партии Б, в примерах 11 и 12 - катализатор из партии В (таблица 1).
В примерах 9 и 11, в которых синтезы БСПЭ выполнены аналогично примеру 1, значения параметра β не удовлетворяют условию: 0,55≤β≤0,65. Примеры 10 и 12 иллюстрируют (согласно способу изобретения) корректировку рабочего давления в реакторе R1 с целью выполнения условия 0,55≤β≤0,65 при использовании катализаторов из партий Б и В соответственно.
Пример 9. Синтез БСПЭ проводят аналогично примеру 1 с тем отличием, что используют катализатор из партии Б. Из трех партий треххлористого титана, использованных в примерах, данная партия имеет наименьшую активность на стадии сополимеризации (таблица 1). Получено 701 г БСПЭ с ПТР 0,5 г/(10 мин). Конечный продукт содержит 14,4% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 47,4% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 8,0% мас. этиленовых звеньев. Согласно таблице 3 полученный образец БСПЭ (в сравнении с примером 1) характеризуется более высокой температурой хрупкости и меньшей ударопрочностью.
Из количественного анализа содержания этилена и пропилена в пробе газовой фазы, отобранной из реактора R2 после завершения первого и перед началом второго этапа сополимеризации, следует, что величина молярного отношения (β) количества этилена к количеству пропилена равна 0,71. Так как значение β=0,71 не удовлетворяет условию 0,55≤β≤0,65 (в отличие от примера 1), то для данной партии катализатора последующие операции сополимеризации (с целью улучшения показателей качества до уровня образца БСПЭ согласно примера 1) при получении очередных партий БСПЭ следует осуществлять (согласно способу данного изобретения) после корректировки парциального давления пропилена (Р=6,32 атм) в первичном реакторе R1 до нового значения (Р*), равного Р*=0,6·Р/β=0,6·6,32/0,715≈5,3 атм. При переходе к новому значению Р* для реактора R1 остаются постоянными заданные в примере 1 концентрация ПП в суспензии (300 г/л) и производительность по порошкообразному ПП. В нижеприведенном примере 10 (в условиях установившегося и стационарного состава реакционной среды первичного реактора, соответствующего Р*=5,3 атм) иллюстрируется одна из очередных операций сополимеризации.
Пример 10. Синтез БСПЭ проводят аналогично примеру 9 с тем отличием, что стадию гомополимеризации пропилена в реакторе R1 осуществляют при стационарном давлении пропилена Р*=5,3 атм. По данным количественного анализа содержания этилена и пропилена в пробе газовой фазы, отобранной из реактора R2 после завершения первого и перед началом второго этапа сополимеризации, значение молярного отношения (β) количества этилена к количеству пропилена равно 0,62, что удовлетворяет способу предлагаемого изобретения. Получено 722 г БСПЭ с ПТР=0,5 г/(10 мин). Конечный продукт содержит 16,8% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 47,5% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 8,2% мас. этиленовых звеньев. Выход и состав полученного образца практически совпадают с образцом БСПЭ из примера 1. Показатели качества полученного образца БСПЭ (температура хрупкости и ударная вязкость) близки к аналогичным показателям в примере 1 (таблица 3)
Пример 11. Синтез БСПЭ проводят аналогично примеру 1 с тем отличием, что используют катализатор из партии В. Из трех партий треххлористого титана, использованных в примерах, данная партия имеет наибольшую активность на стадии сополимеризации (таблица 1). Получено 725 г БСПЭ с ПТР 0,6 г/(10 мин). Конечный продукт содержит 17,0% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 47,7% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 8,1% мас. этиленовых звеньев. Выход и композиционный состав полученного образца незначительно отличается от образца БСПЭ из примера 1. Однако ударопрочность и морозостойкость уступают соответствующим показателям в сравнении с примером 1 (таблица 3). Это обусловлено отличием в отношении текущих концентраций этилена и пропилена (между примерами 1 и 11) по ходу сополимеризации. Последнее утверждение подтверждается количественным анализом содержания этилена и пропилена в пробе газовой фазы, отобранной из реактора R2 после завершения первого и перед началом второго этапа сополимеризации, а именно: величина молярного отношения (β) количества этилена к количеству пропилена равна 0,52. Значение β=0,52 не удовлетворяет условию 0,55≤β≤0,65 (в отличие от примера 1), поэтому для данной партии катализатора последующие операции сополимеризации (с целью улучшения показателей качества до уровня образца БСПЭ согласно примеру 1) при получении очередных партий БСПЭ должны осуществляться (согласно способу данного изобретения) после корректировки парциального давления пропилена (Р=6,32 атм) в первичном реакторе R1 до нового значения (Р*), равного Р*=0,6·Р/β=0,6·6,32/0,52≈7,3 атм. Аналогично описанию примера 10, в данном примере при переходе к новому значению Р* для реактора R1 оставляют постоянными заданные в примере 1 концентрация ПП в суспензии (300 г/л) и производительность по порошкообразному ПП. Очередные операции накопления суспензии ПП и сополимеризации во вторичных реакторах необходимо осуществлять уже при новом стационарном парциальном давлении пропилена Р* в реакторе R1.
В нижеприведенном примере 12 (в условиях установившегося и стационарного состава реакционной среды первичного реактора, соответствующего Р*=7,3 атм), иллюстрируется одна из очередных операций сополимеризации.
Пример 12. Синтез БСПЭ проводят аналогично примеру 11 с тем отличием, что стадию гомополимеризации пропилена в реакторе R1 осуществляют при стационарном давлении пропилена Р*=7,3 атм.
По данным количественного анализа содержания этилена и пропилена в пробе газовой фазы, отобранной из реактора R2 после завершения первого и перед началом второго этапа сополимеризации, значение молярного отношения (Р) количества этилена к количеству пропилена равно 0,61, что удовлетворяет способу предлагаемого изобретения.
Получено 720 г БСПЭ с ПТР=0,45 г/(10 мин). Конечный продукт содержит 16,8% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 47,2% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 7,9% мас. этиленовых звеньев. Выход и состав полученного образца хорошо соответствуют аналогичным данным в примере 1. Показатели качества полученного образца БСПЭ - температура хрупкости (морозостойкость) и ударная вязкость (ударопрочность) близки к аналогичным показателям в примере 1 (табл.3).
Примеры 13 и 14 иллюстрируют эффективность стабилизации качества БСПЭ при корректировке давления в первичном реакторе по предлагаемому способу при совместной дозировке мономеров на стадии сополимеризации.
Пример 13. Синтез БСПЭ проводят аналогично примеру 9 с тем отличием, что на стадии сополимеризации во вторичный реактор равномерно дозируют в течение 40 минут 60 г газовой смеси этилена и пропилена, содержащей 65% мол. этилена. Общее время стадии сополимеризации соответствует примеру 9. Получено 702 г БСПЭ с ПТР=0,7 г/(10 мин). Конечный продукт содержит 13,9% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 44% мас. этиленовых звеньев. Конечный продукт содержит 6,1% мас. этиленовых звеньев. Показатели качества полученного образца БСПЭ (температура хрупкости и ударная вязкость) значительно уступают аналогичным показателям в примере 1 (таблица 3). Значение молярного отношения (β) количества этилена к количеству пропилена (в составе пробы газовой фазы из вторичного реактора перед началом второго этапа сополимеризации) равно 0,71, что соответствует примеру 9. По аналогии с примером 10 для улучшения указанных показателей качества БСПЭ, получаемого в присутствии катализатора из партии Б, и при использовании газовой смеси мономеров на стадии сополимеризации, очередные операции накопления суспензии ПП и сополимеризации во вторичных реакторах необходимо осуществлять уже при новом стационарном парциальном давлении пропилена, равном Р*=0,6·Р/0,71=5,3 атм.
В нижеприведенном примере 14 (в условиях установившегося и стационарного состава реакционной среды первичного реактора, соответствующего Р*=5,3 атм), иллюстрируется одна из очередных операций сополимеризации при использовании газовой смеси мономеров, содержащей 65% мол. этилена.
Пример 14. Синтез БСПЭ проводят аналогично примеру 13 с тем отличием, что стадию гомополимеризации пропилена в реакторе R1 осуществляют при стационарном давлении пропилена Р*=5,3 атм. По данным количественного анализа содержания этилена и пропилена в пробе газовой фазы, отобранной из реактора R2 после завершения первого и перед началом второго этапа сополимеризации, значение молярного отношения (β) количества этилена к количеству пропилена равно 0,61, что удовлетворяет способу предлагаемого изобретения. Получено 725 г БСПЭ с ПТР 0,6 г/(10 мин). Конечный продукт содержит 16,8% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 47,5% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 8,1% мас. этиленовых звеньев. Выход и содержание этиленовых звеньев в полученном образце практически совпадают с образцом БСПЭ из примера 1. Показатели качества БСПЭ (температура хрупкости и ударная вязкость) близки к аналогичным показателям в примере 1 (таблица 3).
В отличие от МСК-TiCl3, производительность ТМК на стадии сополимеризации зависит не только от допустимых колебаний активности между различными партиями ТМК. Из литературных данных и выполненных нами экспериментальных исследований следует, что заметный вклад в колебания производительности ТМК при сополимеризации вносят также кинетические особенности поведения данного катализатора, а именно:
а) сильное активирующее действие водорода при гомополимеризации пропилена; при этом с ростом концентрации водорода степень нестационарности скорости реакции увеличивается, а величина остаточной активности ТМК (после удаления водорода) перед началом сополимеризации уменьшается. Таким образом, остаточная активность ТМК при сополимеризации зависит от концентрации водорода на первой стадии гомополимеризации (таблица 4);
б) для ТМК характерно также активирующее действие этилена при сополимеризации в отсутствие водорода, зависящее от соотношения концентраций этилена и пропилена (см. чертеж).
В связи с этим для ТМК (в сравнении с треххлористым титаном) решение задачи стабилизации его производительности при сополимеризации представляется еще более актуальным. Кинетические особенности данного катализатора иллюстрирует чертеж. Комментарии к чертежу приведены ниже.
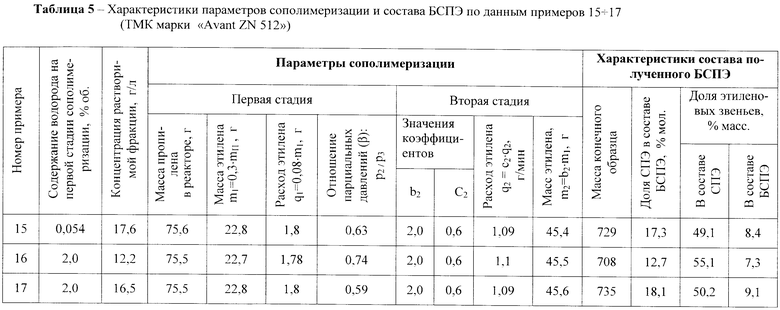
В нижеприведенных примерах 15-18 используется образец ТМК из одной партии промышленного титанмагниевого катализатора марки AVANT ZN-512. Примеры 15÷18 иллюстрируют снижение разброса показателей качества БСПЭ, связанного с вышеуказанными особенностями кинетического поведения ТМК. В таблице 5 собраны значения параметров сополимеризации и состава БСПЭ по данным примеров 15÷17. Таблица 6 суммирует значения физико-механических показателей образцов БСПЭ, полученных в примерах 15÷17. В примерах 15÷17 максимальная температура при сополимеризации не превышает 55°С.
Пример 15. Синтез БСПЭ проводят аналогично примеру 1 с тем отличием, что используют каталитическую систему, включающую твердый компонент - ТМК марки «Avant ZN 512», сокатализатор - ТЭА и стереорегулирующую добавку - метилциклогексилдиметоксисилан. В реактор R1 (при комнатной температуре, в противотоке пропилена, при непрерывной работе перемешивающего устройства) через загрузочное устройство последовательно загружаются: 2 л раствора, содержащего триэтилалюминий (концентрация 0,8 г/л) и метилциклогексилдиметоксисилан (концентрация 0,066 г/л); титанмагниевый катализатор в количестве 0,06 г; водород в количестве, соответствующем 0,5% об. от содержания пропилена в газовой фазе реактора. Далее в реакционной среде реактора повышают температуру до 70°С и давление пропилена до 5 атм. В реакторе устанавливают и поддерживают следующие стационарные условия: температура - 70°С; избыточное давление - 5 атм, в том числе: парциальное давление пропилена 5,5 атм; парциальное давление водорода - 0,03 атм. Полимеризацию в R1 продолжают до накопления в реакторе полипропилена (ПП) в количестве 600 г, что соответствует концентрации суспензии ПП 300 г/лраств. Последнее контролируют по материальному балансу пропилена, поступившего в реактор. После достижения заданной концентрации суспензии в реактор R1 начинают непрерывную дозировку растворителя с расходом 400 мл/час и соответствующих компонентов каталитической системы, а именно: ТМК (в виде суспензии в углеводородном растворителе) с расходом 0,012 г/час, ТЭА с расходом 0,32 г/час и стереорегулирующая добавка (D) с расходом 0,026 г/л. В реакторе R1 поддерживают стационарное избыточное давление 5 атм при непрерывной дозировке в реактор пропилена (с расходом ~ 120 г/час) и водорода с заданным молярным отношением к пропилену, обеспечивающим стационарное содержание водорода в газовой фазе реактора ~ 0,54% об. Текущая концентрация ПП в выгружаемой суспензии, которую поддерживают равной ~ 300 г/л, и ее объем, поступающий в реактор R2, контролируют по расходу пропилена и растворителя в реактор R1 и материальному балансу для пропилена и растворителя. Дальнейшие операции и количественные соотношения на всех этапах сополимеризации соответствуют примеру 1.
Из количественного анализа содержания этилена и пропилена в пробе газовой фазы, отобранной из реактора R2 после завершения первого и перед началом второго этапа сополимеризации, следует, что величина молярного отношения (β) количества этилена к количеству пропилена для анализируемой пробы равна 0,63, что удовлетворяет условию 0,55≤β≤0,65.
После сушки получено 729 г БСПЭ с показателем текучести расплава 0,2 г/(10 мин). Из высушенного и стабилизированного антиоксидантом БСПЭ изготовляют стандартные литьевые изделия для физико-механических испытаний. Исходя из выполненных анализов и полного материального баланса установлено, что конечный продукт содержит 17,3% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 49,1% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 8,4% мас. этиленовых звеньев и имеет отличные показатели ударопрочности и морозостойкости, не уступающие примеру 1 (таблица 6). Так как значение β=0,63 удовлетворяет условию 0,55≤β≤0,65, то для выбранных в примере 15 условий при наполнении суспензией реактора R3 и последующем повторении операций сополимеризации при синтезе очередных партий БСПЭ сохраняют неизменным за данный режим работы первичного реактора R1, поскольку не требуется регулирования процесса с целью стабилизации показателей качества очередных партий БСПЭ.
Пример 16. Синтез БСПЭ проводят аналогично примеру 15 с тем отличием, что стационарная концентрация водорода в газовой фазе реактора R1 составляет 2% об., а стационарный расход ТМК при его дозировке в реактор R1 составляет 0,021 г/л. Из количественного анализа содержания этилена и пропилена в пробе газовой фазы, отобранной из реактора R2 после завершения первого и перед началом второго этапа сополимеризации, следует, что величина молярного отношения (Р) количества этилена к количеству пропилена для анализируемой пробы равна 0,74, что не удовлетворяет условию 0,55≤β≤0,65.
После сушки получено 708 г БСПЭ с показателем текучести расплава 0,7 г/(10 мин). Из высушенного и стабилизированного антиоксидантом БСПЭ изготовляют стандартные литьевые изделия для физико-механических испытаний. Исходя из выполненных анализов и полного материального баланса установлено, что конечный продукт содержит 12,7% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 55,1% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 7,3% мас. этиленовых звеньев. Для данного образца БСПЭ наблюдается снижение показателей ударопрочности и морозостойкости в сравнении с примером 15 (таблица 6).
Так как значение β=0,74 не удовлетворяет условию 0,55≤β≤0,65 (в отличие от примера 15), то последующие операции сополимеризации (с целью улучшения показателей качества до уровня образца БСПЭ согласно примеру 15) при получении очередных партий БСПЭ следует осуществлять (согласно способу данного изобретения) после корректировки парциального давления пропилена (Р=5,55 атм) в первичном реакторе R1 до нового значения (Р*), равного Р*=0,6·Р/β=0,6·5,55/0,74=4,5 атм. При переходе к новому значению Р* для реактора R1 оставляют постоянными заданные в примере 15 концентрация ПП в суспензии (300 г/л) и производительность по порошкообразному ПП. В следующем примере 17 (в условиях установившегося и стационарного состава реакционной среды первичного реактора, соответствующего Р*=4,5 атм) отражена одна из очередных операций сополимеризации, иллюстрирующая улучшение свойств БСПЭ.
Пример 17. Синтез БСПЭ проводят аналогично примеру 16 с тем отличием, что стадию гомополимеризации пропилена в реакторе R1 осуществляют при стационарном парциальном давлении пропилена Р*=4,5 атм, а стационарный расход ТМК при его дозировки в реактор R1 составляет 0,031 г/л. Стационарная концентрация водорода в газовой фазе реактора R1 остается неизменной и равной 2% об. Из количественного анализа содержания этилена и пропилена в пробе газовой фазы, отобранной из реактора R2 после завершения первого и перед началом второго этапа сополимеризации, следует, что величина молярного отношения (β) количества этилена к количеству пропилена для анализируемой пробы равна 0,59, что удовлетворяет условию 0,55≤β≤0,65.
После сушки получено 735 г БСПЭ с показателем текучести расплава 0,7 г/(10 мин). Из высушенного и стабилизированного антиоксидантом БСПЭ изготовляют стандартные литьевые изделия для физико-механических испытаний. Исходя из выполненных анализов и полного материального баланса установлено, что конечный продукт содержит 18,1% мас. сополимерного компонента (СПЭ). В составе СПЭ содержится 50,2% мас. этиленовых звеньев. Конечный продукт (БСПЭ) содержит 9,1% мас. этиленовых звеньев и его показатели качества близки к аналогичным показателям в примере 15 (таблица 6).
Так как значение β=0,59 удовлетворяет условию 0,55≤β≤0,65, то для выбранных в примере 17 условий при наполнении суспензией реактора R3 и последующем повторении операций сополимеризации при синтезе очередных партий БСПЭ сохраняют неизменным заданный режим работы первичного реактора R1, поскольку не требуется регулирования процесса с целью стабилизации показателей качества очередных партий БСПЭ.
Приведенные примеры уточняют изобретение, не ограничивая его.
Ниже приведены комментарии к чертежу:
1. Условия реакции (а) для стадии I (гомополимеризация): температура 70°С, давление пропилена - 6,5 атм, концентрация водорода - 2% об., продолжительность стадии -четыре часа; (б) для стадии II (сополимеризация): температура 60°С; суммарное давление пропилена и этилена - 2 атм, продолжительность стадии - один час, водород отсутствует.
2. Вертикальная пунктирная линия обозначает момент завершения стадии I и начало стадии II.
3. Кривая 1 (слева от вертикальной пунктирной линии) характеризует скорость реакции гомополимеризации пропилена; кривые 2 и 3 (справа от вертикальной пунктирной линии) характеризуют скорости реакции сополимеризации пропилена и этилена при содержании этилена (в составе газовой смеси на входе в реактор) 70 и 55% молярных соответственно.
тельность стадии,
час
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ПОЛИМЕРИЗАЦИИ ПРОПИЛЕНА И СОПОЛИМЕРИЗАЦИИ ПРОПИЛЕНА С ЭТИЛЕНОМ И СПОСОБ ПОЛУЧЕНИЯ ПОЛИПРОПИЛЕНА И СОПОЛИМЕРОВ ПРОПИЛЕНА С ЭТИЛЕНОМ | 2012 |
|
RU2535483C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАН-МАГНИЕВОГО КАТАЛИЗАТОРА И ТИТАН-МАГНИЕВЫЙ КАТАЛИЗАТОР (СО)ПОЛИМЕРИЗАЦИИ АЛЬФА-ОЛЕФИНОВ И СОПРЯЖЕННЫХ ДИЕНОВ | 2005 |
|
RU2290413C1 |
| КОМПОЗИЦИЯ (СО)ПОЛИМЕРА ОЛЕФИНА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ (ВАРИАНТЫ), КАТАЛИЗАТОР (СО)ПОЛИМЕРИЗАЦИИ ОЛЕФИНОВ, СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2172327C2 |
| Гетерофазный сополимер | 2014 |
|
RU2668075C2 |
| СПОСОБ (СО)ПОЛИМЕРИЗАЦИИ ОЛЕФИНОВ | 1995 |
|
RU2171265C2 |
| СУСПЕНЗИОННЫЙ СПОСОБ ПОЛИМЕРИЗАЦИИ | 2012 |
|
RU2607086C2 |
| Статистический пропилен-этиленовый полимер с высоконеупорядоченным распределением этилена | 2022 |
|
RU2838026C2 |
| Полиолефиновая композиция с улучшенной ударной прочностью и устойчивостью к побелению | 2019 |
|
RU2782633C1 |
| Способ получения блоксополимеров пропилена с этиленом | 1980 |
|
SU943249A1 |
| Биаксиально ориентированная многослойная пленка на основе полипропилена | 2022 |
|
RU2811740C1 |

Изобретение относится к способу получения органических высокомолекулярных соединений, в частности к способам получения блоксополимеров пропилена с этиленом (БСПЭ), используемых в технике для изготовления различных изделий конструкционного назначения методами экструзии и литья. Описан способ получения БСПЭ, где во вторичном реакторе после заполнения его суспензией полипропилена из первичного реактора устанавливают концентрацию пропилена [М3], определяемую из выражения [М3]=а·[ПП], где [ПП] - концентрация полипропилена в суспензии, коэффициент а>0,1. Этилен во вторичный реактор подают по меньшей мере в два этапа, причем на первом этапе количество m1 и расход q1 которого определяют из выражений: m1=b1·mп и q1=с1·m1, где mп - масса пропилена во вторичном реакторе перед началом дозировки этилена. Коэффициенты b1 и c1 имеют значения 0,3 и 0,08 соответственно. На втором этапе количество m2 и расход этилена q2 определяют из выражений: m2=b2·m1 и q2=c2·q1. Коэффициенты b2 и с2 имеют значения (2-2,5) и (0,6-0,8) соответственно. Технический результат - улучшение и стабилизация показателей качества БСПЭ при колебаниях показателей качества очередных партий промышленного сырья: катализатора, растворителя, мономеров и др. 1 з.п. ф-лы, 1 ил., 7 табл.
1. Способ получения блок-сополимера пропилена с этиленом последовательным осуществлением полимеризации пропилена и сополимеризации пропилена с этиленом, в присутствии циглеровских каталитических систем стереоспецифической полимеризации пропилена, в присутствии водорода в качестве регулятора молекулярной массы, в среде углеводородного растворителя в технологической схеме, включающей по меньшей мере три реактора, в котором на первой стадии в непрерывно работающем в стационарном режиме первичном реакторе проводят полимеризацию пропилена, а на второй стадии в периодически и попеременно работающих вторичных реакторах получают статистический сополимер пропилена и этилена, отличающийся тем, что во вторичном реакторе после заполнения его суспензией полипропилена из первичного реактора устанавливают концентрацию пропилена [М3], определяемую из выражения а·[ПП], где [ПП] - концентрация полипропилена в суспензии, коэффициент а>0,1; этилен во вторичный реактор подают по меньшей мере в два этапа, причем на первом этапе количество m1 и расход q1 которого определяют из выражений: m1=b1·mп и q1=c1·m1, где mп - масса пропилена во вторичном реакторе перед началом дозировки этилена, коэффициенты b1 и c1 имеют значения 0,3 и 0,08 соответственно, а на втором этапе количество m2 и расход q2 которого определяют из выражений: m2=b2·m1 и q2=c2·q1, коэффициенты b2 и c2 имеют значения (2-2,5) и (0,6-0,8) соответственно, при этом парциальное рабочее давление пропилена (Р) в первичном реакторе регулируют в зависимости от значения отношения (β) парциальных давлений этилена и пропилена, достигнутого в газовой фазе вторичного реактора перед началом второго этапа дозировки этилена.
2. Способ по п.1, отличающийся тем, что регулируют давления (Р) в первичном реакторе до нового значения (Р*), определяемого из выражения Р*=0,6·Р/β, если в конце первого этапа дозировки этилена во вторичный реактор величина отношения β больше 0,65 или меньше 0,55.
| US 4772661 A, 20.09.1988 | |||
| 1970 |
|
SU415883A3 | |
| Способ получения блоксополимеров пропилена с этиленом | 1980 |
|
SU943249A1 |
| Способ получения блок-сополимера | 1988 |
|
SU1807989A3 |
| ВЫСОКОТЕКУЧИЕ ПРОПИЛЕНОВЫЕ БЛОКСОПОЛИМЕРЫ | 2001 |
|
RU2268896C2 |

