Изобретение относится к технике электроискровой обработки металлов и может найти применение при поверхностном легировании, разметке листов, для маркировки изделий и выполнения информационных и художественных рисунков.
Известен способ электроискровой обработки металлов [патент RU №2223848, опубл. 20.02.2004], включающий возвратно-поступательное перемещения электрода, находящегося под потенциалом относительно обрабатываемого изделия и периодически входящего с ним в электрический контакт, в момент разрыва которого происходит электроэрозионная модификация изделия.
Недостатком этого способа является его низкая эргономичность при использовании его в устройствах ручной электроискровой обработки и отсутствие возможности автономной работы в полевых условиях. Недостатком является также короткий срок службы электромеханического привода электрода из-за больших ударных динамических нагрузок на его элементы, характерных для возвратно-поступательного перемещения держателя с электродом.
Задачей изобретения является создание более эргономичного способа электроискровой обработки металла, а также расширение функциональных возможностей и увеличения срока службы устройств, работающих по заявляемому способу.
Техническим результатом предложенного способа электроискровой обработки металлов является:
- понижение уровня вибраций электрода и отсутствие необходимости фиксации оператором расстояния между электродом и обрабатываемым изделием, что позволяет существенно улучшить эргономичность способа (удобство работы оператора) при использовании в устройствах ручной электроискровой обработки металлов;
- расширение функциональных возможностей (автономность) устройств, работающих по предлагаемому способу, что, в свою очередь, обеспечивает мобильность оператора, существенно расширяя сферу производства работ, например, на кабельных трассах, линиях электропередач, трубопроводах и др.
- повышение срока службы электромеханического привода электрода в устройствах, где реализован предложенный способ, за счет исключения динамических нагрузок, связанных с возвратно-поступательным движением привода электрода.
Указанный технический результат достигается тем, что в способе электроискровой обработки изделия из металла, включающем перемещение электрода, находящегося под потенциалом относительно обрабатываемого изделия и периодически входящего с ним в электрический контакт, электрод приводят во вращение вокруг собственной оси и перемещают относительно обрабатываемого изделия, прижимая наконечник электрода под углом к поверхности изделия.
При создании изобретения авторами было экспериментально показано, что для улучшения эргономических показателей и увеличения срока службы устройств электроискровой обработки, обеспечения возможности их автономной работы, достаточно перейти от возвратно-поступательного движения электрода к вращательному, а также произвести прижатие вращающегося электрода к обрабатываемой поверхности.
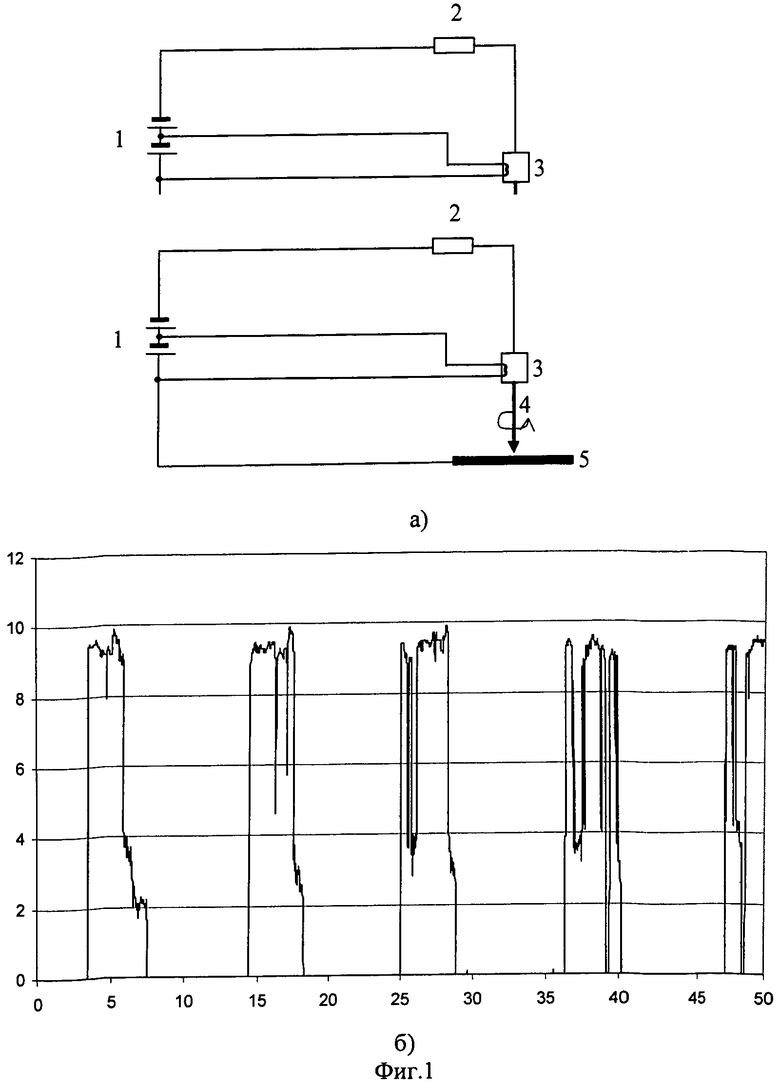
На фиг.1а) приведена схема питания электроискрового разряда, где 1 - аккумуляторная батарея, 2 - токоограничивающее сопротивление, 3 - электродвигатель, 4 - электрод, 5 - обрабатываемое изделие. На фиг.1б) приведена осциллограмма тока, протекающего через разряд, где вдоль оси абсцисс отложено время в миллисекундах, а вдоль оси ординат - ток в амперах.
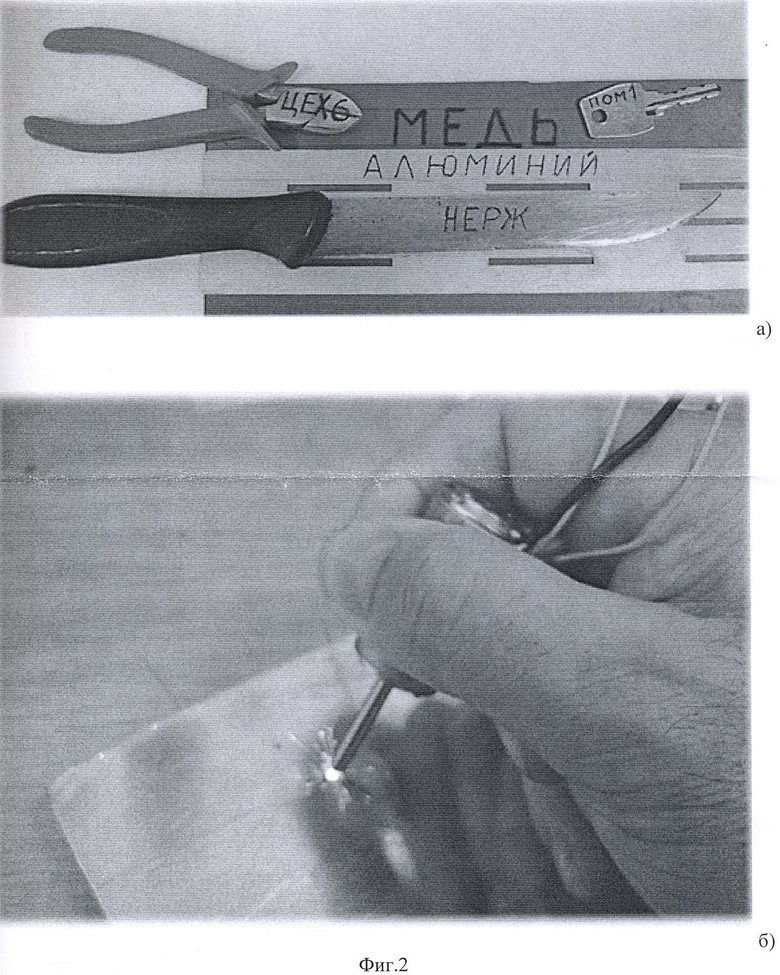
На фиг.2а) показаны образцы надписей на различных металлах, произведенные ручным способом электроискровой обработки металлов. На фиг.2б) показан макет ручного инструмента электроэрозионной обработки металлов (электрокарандаш) в процессе его работы.
Работа предложенного способа осуществляется следующим образом.
Фиксируют электрод 4 на валу электродвигателя 3 и подают от аккумуляторной батареи 1 на электрод потенциал относительно обрабатываемого изделия 5 через токоограничивающее сопротивление 2. Также от аккумуляторной батареи 1 подают питание на электродвигатель 3, приводя его во вращение, под углом прижимают наконечник электрода 4 к поверхности изделия 5 и перемещают по поверхности. При этом за счет шероховатости поверхности изделия и вибрации вала электродвигателя во время вращения электрода происходит периодический разрыв и восстановление электрического контакта между электродом и изделием. Во время разрыва контакта возникает электрическая искра, вызывающая эрозию изделия.
В способе-прототипе возвратно-поступательное движение электрода обеспечивается с частотой питающей сети за счет ее синусоидального характера. Поэтому затруднительно обеспечить при таком способе автономность устройств, в которых он реализован. Действительно, для обеспечения автономности нужно использовать источники постоянного тока - батареи или аккумуляторы, которые нельзя напрямую применять для устройства, функционирующего в соответствии с прототипом. Для обеспечения автономности устройства по прототипу необходимо создание специального преобразователя постоянного тока в переменный, что удорожает устройство, снижает его кпд и ухудшает массогабаритные показатели.
При реализации предложенного способа достаточно в устройстве для обеспечения его автономности использовать электродвигатель постоянного тока. Экспериментально нами был подобран режим питания искрового разряда и скорости вращения электродвигателя, при которых достигаются наилучшие показатели по эффективности нанесения искрового следа на обрабатываемом изделии. На фиг.1а) приведена схема питания устройства, функционирующего в соответствии с предложенным способом, а на фиг.1б) - соответствующие осциллограммы тока электрической искры. Нанесение отчетливого следа со скоростью 1 см/с обеспечивалось при следующих условиях: наконечник электрода выполнен из высокоуглеродистой стальной проволоки (сталь марки Ст.45) диаметром 1 мм, напряжение источника 1 питания искры 26 В (последовательно соединенные никель-кадмиевые аккумуляторы на 13 В каждый), токоограничивающее сопротивление 2 величиной 2,5 Ом, напряжение питания электродвигателя 3 типа ДПМ-20-Н1-04 составило 13 В, скорость вращения электродвигателя с закрепленным на его оси электродом 4 составила 100 об/с, средний ток разряда 3-4 А. На фиг.2а) показаны образцы ручной маркировки на различных металлах, выполненные с применением предложенного способа, на фиг.2б) - устройство ручной гравировки для реализации предложенного способа (электрокарандаш) в макетном исполнении. Как видно из фиг.2а) способ позволяет наносить надписи на изделия из различных металлов - сталь, алюминий, медь и др. При работе с таким электрокарандашом отмечена существенно более высокая комфортность по сравнению с прототипом, что выражается в том, что не требуется приноравливания оператора к работе электрода с возвратно-поступательным механизмом привода, где следует точно выбирать расстояние между наконечником и обрабатываемым изделием и стараться выдерживать его на постоянном уровне во всем периоде работы в условиях ощутимой вибрации, что приводит к быстрому уставанию руки оператора. В предлагаемом способе вибрации электрода на порядок ниже, чем в прототипе и не требуется специальных усилий для фиксации расстояния между электродом и обрабатываемым изделием, достаточно лишь легко прижать (фактически «прислонить») наконечник электрода под углом к обрабатываемому изделию.
Существенным преимуществом предложенного способа является увеличенный по сравнению с прототипом срок службы выполненного на его основе устройства за счет исключения ударных динамических нагрузок на электропривод, свойственных возвратно-поступательному режиму его работы. Расширились функциональные возможности (автономность) устройств, работающих по предлагаемому способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОИСКРОВАЯ ЗАЖИГАЛКА | 1991 |
|
RU2068157C1 |
| Устройство для электроискрового вибрационного легирования металлов | 2020 |
|
RU2732260C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА | 2019 |
|
RU2715928C1 |
| Устройство для электроискрового легирования металлов | 2017 |
|
RU2655420C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ ПОВЕРХНОСТЕЙ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1969 |
|
SU250341A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2616694C2 |
| УСТРОЙСТВО ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2002 |
|
RU2223848C1 |
| Способ электроискрового нанесения покрытий | 1981 |
|
SU1002124A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2072282C1 |
Изобретение относится к электроискровой обработке металлов и может быть использовано при поверхностном легировании, разметке листов, для маркировки изделий и выполнения информационных и художественных рисунков. Способ электроискровой обработки изделия из металла включает перемещение электрода, находящегося под потенциалом относительно обрабатываемого изделия и периодически входящего с ним в электрический контакт, при этом электрод приводят во вращение вокруг собственной оси и перемещают относительно обрабатываемого изделия, прижимая наконечник электрода под углом к поверхности изделия. При выполнении способа отсутствует необходимость фиксации расстояния между электродом и обрабатываемым изделием, понижается уровень вибрации электрода. Изобретение позволяет улучшить эргономичность способа электроискровой обработки, увеличить срок службы и расширить функциональные возможности устройств электроискровой обработки, используемых для его реализации. 2 ил.
Способ электроискровой обработки изделия из металла, включающий перемещение электрода, находящегося под потенциалом относительно обрабатываемого изделия и периодически входящего с ним в электрический контакт, отличающийся тем, что электрод приводят во вращение вокруг собственной оси и перемещают относительно обрабатываемого изделия, прижимая наконечник электрода под углом к поверхности изделия.
| УСТРОЙСТВО ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2002 |
|
RU2223848C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2115762C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2119414C1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ | 1995 |
|
RU2111095C1 |
| US 5012062 А, 30.04.1991 | |||
| Компрессионно-дистракционный аппарат для устранения деформации черепа, преимущественно явившейся результатом преждевременного заращения черепных швов | 2016 |
|
RU2643296C2 |

