Изобретение относится к области металлургии, конкретно, к производству поковок из экономнолегированных низкоуглеродистых феррито-перлитных сталей с повышенным сопротивлением хрупкому разрушению конструкций, работающих в диапазоне температур от плюс 120°C до минус 60°C в сечениях под термическую обработку до 350 мм.
Известен способ изготовления поковок из феррито-перлитных сталей (ковка и штамповки: Справочник. Т1. Материалы и нагрев. Оборудование. Ковка. / под ред. Е.И.Семенова - М.: Машиностроение, 1985 г. 568 с.). Однако поковки, изготовленные по этой технологии, при отрицательной температуре обладают пониженной вязкостью.
Наиболее близким по технической сущности и принятым за прототип является технология изготовления поковок из низкоуглеродистых феррито-перлитных сталей, указанная в книге (Солнцев Ю.П., Титова Т.И. Стали для Севера и Сибири. - СПб, Химиздат, 2002, 352 с.). Данная технология включает выплавку, ковку и термическую обработку поковок. Согласно данной технологии сталь разливают сверху. В процессе ковки особое внимание обращается на температуру перед последним выносом - она должна быть ниже, чем на предыдущих выносах. Термическая обработка включает одну закалку и высокий отпуск. Эта технология обеспечивает высокую хладостойкость низкоуглеродистых феррито-перлитных сталей при температуре до минус 50°C. Однако она не обеспечивает достижения высокой хладостойкости стали при температуре минус 60°C.
Техническим результатом изобретения является повышение хладостойкости поковок из низкоуглеродистых феррито-перлитных сталей толщиной до 350 мм при температуре до минус 60°C.
Технический результат достигается тем, что способ производства поковок из низкоуглеродистых феррито-перлитных сталей включает выплавку, разливку стали, ковку слитка и термическую обработку, при этом разливку стали производят сифоном под слоем шлака со скоростью 2÷2,5 т/мин, перед ковкой проводят нагрев слитка в печи при температуре 1200-1220°C с выдержкой в печи в течение времени, определяемого из расчета τ-1,1-1,3 мин на мм среднего диаметра в сечении слитка, а термическую обработку поковок осуществляют в 3 этапа, сначала проводят 2 закалки при температуре, определяемой из соотношения Т1=Ас3+(30±50°C) и T2=Ас3±20°C, с охлаждением в воде, а далее высокий отпуск при температуре 650÷670°C.
Применение заливки слитка жидкой стали сифоном уменьшает высоту струи с 1,5 м до 0,3 м и тем самым снижает воздействие атмосферного воздуха на окисляемость стали и насыщение стали азотом. Качественная защита стали происходит благодаря шлаку на поверхности зеркала металла в изложнице. Заливка стали сифоном позволяет снизить на 10°C температуру стали перед разливкой и, как следствие, способствует уменьшению столбчатости структуры и измельчению первичного зерна слитка. Ограничение по скорости (2-2.5 т/мин) заливки необходимо для исключения засасывание шлака в тело слитка. Кроме того, при снижении скорости ниже заданной ухудшается жидкотекучесть стали и увеличивается протяженность усадочной раковины.
Выполнение перед ковкой длительной выдержки слитка при температуре 1200-1220°C способствует совмещению процесса нагрева с гомогенизацией слитка. При этом уменьшается дендритная и зональная ликвация, что способствует улучшению деформирования металла. Несоблюдение длительности процесса выдержки слитка перед первым выносом из расчета менее 1,1 мин на мм сечения по среднему диаметру слитка снижает качество проведения гомогенизации. Увеличение времени выдержки свыше 1,3 мин/мм по среднему диаметру слитка приводит к значительному росту зерна, огрублению границ зерен и ухудшению деформируемости металла.
Окончательные свойства поковки формируются после термической обработки. Известно, что измельчение зерна увеличивает на 30÷40% ударную вязкость при отрицательных температурах. Проведение после ковки двойной закалки толстостенных поковок с толщиной под закалку до 350°C при температурах, определяемых из соотношения Т=Ас3+(30÷50°C) и Т=Ас3±20°C, с охлаждением в воде способствует получению мелкозернистой структуры вырожденного перлита, а при последующем высоком отпуске - снижению закалочных напряжений и получению зернистого перлита по границам карбидных зерен.
Проведение термоциклирования способствует измельчению зерна стали. Низкая температура закалки не приводит к измельчению аустенитных зерен и, как следствие, способствует получению мелкозернистой феррито-перлитной структуры. Повышение температуры закалки выше точки Ас3+(30÷50°C) и Ас3±20°C будет приводить к росту зерна и снижению хладостойкости. Снижение температуры закалки ниже допустимого уровня будет способствовать при нагреве образованию феррито-аустенитной структуры, что отрицательно сказывается на хладостойкости стали.
Испытание полуфабрикатов показало, что разработанная технология обеспечивает наряду с заданными требованиями по прочности и пластичности стали высокие значения ударной вязкости при температуре минус 60°C (KCV-60≥160 Дж/см2).
Пример конкретного выполнения способа: сталь выплавляли в электродуговой печи. После рафинирования и вакуумирования на установке внепечной обработки (УВРВ) металл разливали сифоном под слоем шлака со скоростью 2÷2,5 т/мин в слитки весом 19,2 т. Средний диаметр слитков составлял 1025 мм. Поверхность слитка после отливки-разливки засыпали вермикулитом.
Химический состав стали приведен в таблице 1.
Слитки нагоряче (800÷900)°C передавали в нагревательную печь, где нагревали до 1200ч1220°C и выдерживали в печи в течение времени, определяемого по формуле: τ=1,1÷1,3 dcp. Затем слиток подвергали ковке с получением кольцевой поковки с сечением под термическую обработку, равным 350 мм. Термическая обработка осуществлялась по режиму: закалка 1: нагрев до температуры Ас3+(30÷50°C), выдержка и охлаждение в воде; закалка 2: нагрев до температуры Ас3±20°C, выдержка и охлаждение в воде. Отпуск при температуре 650÷670°C, выдержка и охлаждение на воздухе.
Механические свойства поковки определены на продольных образцах, вырезанных из средней трети по толщине поковки. Термическая обработка поковок проводилась с тепловым барьером, толщина которого составляла 175 мм (1/2 от толщины поковки).
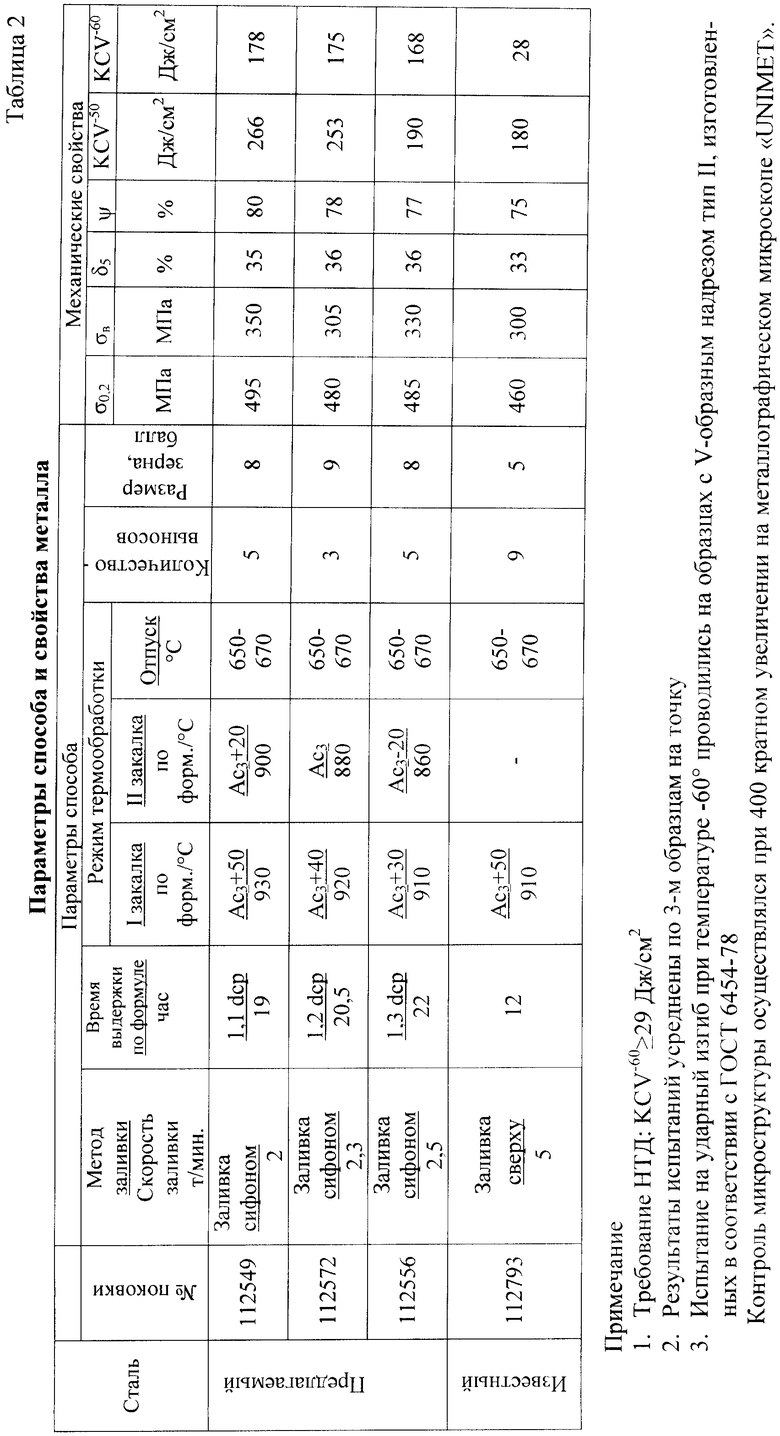
Параметры способа и свойства металла представлены в таблице 2.
Техническая эффективность от применения предлагаемого способа производства полуфабрикатов из хладостойкой стали по сравнению с прототипом выразится в повышении надежности и долговечности конструкции, в частности контейнеров для перевозки отработавшего ядерного топлива, за счет повышения хладостойкости стали при сохранении заданных механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ НИЗКОУГЛЕРОДИСТЫХ ФЕРРИТОПЕРЛИТНЫХ СТАЛЕЙ | 2008 |
|
RU2373292C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОУГЛЕРОДИСТОЙ ФЕРРИТО-ПЕРЛИТНОЙ СТАЛИ | 2009 |
|
RU2427653C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОУГЛЕРОДИСТОЙ ФЕРРИТО-ПЕРЛИТНОЙ СТАЛИ | 2009 |
|
RU2414517C1 |
| Способ термической обработки поковок из конструкционно-легированной стали марки 4340 (варианты) | 2024 |
|
RU2837323C1 |
| Способ термической обработки литых сталей | 2015 |
|
RU2617185C2 |
| Способ изготовления поковок из сталей аустенитного класса | 2022 |
|
RU2797893C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА | 2013 |
|
RU2543585C1 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ КОВАНЫХ ЗАГОТОВОК ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВОЙ СТАЛИ | 2010 |
|
RU2431686C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2014 |
|
RU2569619C1 |
| Способ термической обработки поковок из цементуемых сталей | 1977 |
|
SU603677A1 |
Изобретение относится к технологии изготовления поковок, предназначенных для изготовления деталей и узлов, работающих при низких температурах, например контейнеров для перевозки и длительность хранения (более 50 лет) отработавшего ядерного топлива. Техническим результатом изобретения является повышение хладостойкости низкоуглеродистых феррито-перлитных сталей. Технический результат достигается за счет того, что способ производства поковок из низкоуглеродистых феррито-перлитных сталей включает выплавку, разливку стали, ковку и термическую обработку, при этом разливку стали проводят сифоном под слоем шлака со скоростью 2-2,5 т/мин, перед ковкой слиток нагревают в печи при температуре 1200-1220°С с выдержкой, определяемой из расчета τ=1,1-1,3dср мин на мм сечения по среднему диаметру слитка, а окончательную термическую обработку проводят в три этапа: первоначально осуществляют две закалки при температуре нагрева T1=Ac3+(30-50°C) и Т2=Ас3±20°С - охлаждение в воде, а затем отпуск при температуре 650-670°С с охлаждением на воздухе. 2 табл.
Способ производства поковок из низкоуглеродистых феррито-перлитных сталей, включающий выплавку, разливку стали, ковку слитка и термическую обработку поковки, отличающийся тем, что разливку стали производят сифоном под слоем шлака со скоростью 2-2,5 т/мин, перед ковкой проводят нагрев слитка в печи при температуре 1200-1220°С с выдержкой в течение времени, определяемом из расчета τ=1,1-1,3 мин на мм среднего диаметра в сечении слитка, а термическую обработку ведут в три этапа, причем первоначально осуществляют две закалки при температурах нагрева соответственно T1=Ac3+(30-50°C) и Т2=Ас3±20°С с охлаждением в воде, а затем отпуск при температуре 650-670°С с охлаждением на воздухе.
| СОЛНЦЕВ Ю.П | |||
| и др | |||
| Стали для Севера и Сибири | |||
| - СПб.: Химиздат, 2002, с.352 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ ФЕРРИТОПЕРЛИТНЫХ СТАЛЕЙ | 2005 |
|
RU2299252C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОКОВОК ШАТУНА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 1997 |
|
RU2113509C1 |
| СПОСОБ УЛУЧШАЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 1998 |
|
RU2131932C1 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ПОКОВОК | 2003 |
|
RU2235791C1 |
| БАШНИН Ю.А | |||
| и др | |||
| Термическая обработка крупногабаритных изделий и полуфабрикатов на металлургических заводах | |||
| - М.: Металлургия, 1985, с.153. | |||

