ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА ОТСЫЛОЧНЫЕ ЗАЯВКИ
Настоящая заявка притязает на эффект заявки США № 60/628,316, зарегистрированной 16 ноября 2004 г., которая включена в данном случае в качестве ссылочного материала.
ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к обрабатываемым сплавам на основе железа и, в частности, к технологии и устройству для изготовления этих сплавов и изготовления получаемого из них материала, которые преобразуют низкоуглеродистую сталь и другие сплавы на основе железа в бейнитую и/или мартенситную сталь с помощью микроотпуска или микрообработки низкоуглеродистого сплава.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Длительное время целью металлургов было получение низкосортных металлов, например низкоуглеродистой стали, и превращение их в высококачественные стали и более желательные изделия путем недорогой обработки, включая отжиг, быстрое охлаждение и отпуск. Предыдущие попытки имели ограниченный успех, который заключался в том, что не всегда получались желаемые изделия.
Целью и преимущественным аспектом настоящего изобретения является недорогой, быстрый и легкий способ получения низкоуглеродистого сплава на основе железа, содержащего бейнит и/или мартенсит.
Вообще, для обработки стали необходимо много оборудования, дорогих и опасных нагретых жидкостей, например закалочных масел и закалочных солей, и технология отпуска, которая включает использование печей и остаточного тепла от розлива расплава стали, после чего следует закалка с целью повышения твердости стали до необходимого значения. Бейнит и мартенсит - очень желательные материалы, и, вообще, их твердость по Роквеллу составляет приблизительно от 40 и выше.
Вообще, бейнит - игольчатая сталь, состоящая из сочетания феррита и карбидов, проявляющая значительную ударную вязкость при сочетании высокой прочности и высокой пластичности. Получаемый обычно аустемперингом бейнит - очень желательный продукт. Практическое преимущество бейнитных сталей состоит в том, что относительно высокие уровни прочности в сочетании с адекватной пластичностью можно получить без последующей тепловой обработки после осуществления бейнитной реакции. Эти стали хорошо свариваются, потому что в зоне термического влияния рядом с металлом сварного шва образуется бейнит, а не мартенсит, так что наклон растрескивания будет уменьшен. Кроме того, стали содержат мало углерода, что улучшает свариваемость и уменьшает напряжения, являющиеся результатом трансформаций.
Мартенсит - это другая игольчатая сталь, изготовленная из твердого, пересыщенного твердого раствора углерода в объемно-центрированной терагональной решетке железа. Вообще, это метастабильная переходная структура, образуемая во время фазового превращения, называемого превращением мартенсита или сдвиговым превращением, в котором аустенизированная сталь быстро охлаждается до температуры чуть выше мартенситной области и выдерживается при этой температуре до выравнивания температуры перед охлаждением до комнатной. Так как при более высокой температуре химические процессы ускоряются, мартенсит легко разрушается при нагреве. В некоторых сплавах этот эффект снижается при добавлении, например, такого элемента, как вольфрам, который препятствует образованию цементации, но чаще вместо этого используется следующее явление. Так как быстрое охлаждение трудно контролировать, большинство сталей быстро охлаждают для получения переизбытка мартенсита, а затем отпускают, чтобы постепенно уменьшить его концентрацию, пока не получат нужной структуры для заданного применения. Слишком много мартенсита делает сталь хрупкой, слишком мало делает ее мягкой.
Поэтому одним из аспектов настоящего изобретения являются способ и устройство для микрообработки низкоуглеродистых сталей на основе железа, обеспечивающие необходимое содержание бейнита и/или мартенсита. Подверженный микрообработке низкоуглеродистый сплав на основе железа может быть сечением переменной толщины, соответствующей применению, и легко свариваться при наличии высокой прочности на разрыв, что экономит материал и снижает массу.
Целью и преимущественным аспектом настоящего изобретения является недорогой, быстрый и легкий способ получения низкоуглеродистого сплава на основе железа, содержащего бейнит и/или мартенсит.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В настоящем изобретении предлагаются способ и устройство для микрообработки низкоуглеродистых сталей на основе железа, обеспечивающие сечение переменной толщины и необходимое содержание бейнита или мартенсита.
Способ микрообработки сплава на основе железа с целью трансформирования сплава на основе железа во вторую микроструктуру возможно со второй толщиной, отличной от первой толщины, который включает подачу на первой скорости удлиненной детали из углеродистого сплава на основе железа, имеющего первую микроструктуру и первую толщину, через первый натяжной блок; нагрев сплава на основе железа при растяжении; быстрое охлаждение сплава на основе железа в соседнем блоке быстрого охлаждения до комнатной температуры и прокат сплава на основе железа во втором натяжном блоке с разной скоростью протяжки, которая в соответствии с предпочтительным вариантом осуществления настоящего изобретения выше скорости подачи. Повторение этапа наладки скорости подачи и скорости протяжки на первом или втором натяжном блоке приводит к получению железоуглеродистого сплава переменной толщины.
В состав устройства для микрообработки низкоуглеродистого сплава на основе железа, а в соответствии с предпочтительным вариантом осуществления настоящего изобретения - полоски из низкоуглеродистой стали, входит, по крайней мере, нагревательный блок для нагрева сплава на основе железа; блок быстрого охлаждения, расположенный рядом с нагревательным блоком, для быстрого охлаждения нагретого сплава на основе железа до комнатной температуры; отдельно стоящие первый и второй натяжные блоки, помещенные с противоположных сторон нагревательного блока и блока быстрого охлаждения для перемещения сплава на основе железа через нагревательный блок и блок быстрого охлаждения, в соответствии с предпочтительным вариантом осуществления настоящего изобретения при растяжении, и блок управления для контроля и регулирования скорости подачи первого натяжного блока, скорости протяжки второго натяжного блока, скорости нагрева нагревательного блока и скорости охлаждения охлаждающего блока. По возможности между нагревательным блоком и блоком быстрого охлаждения может применяться теплостойкий изолятор, чтобы изолировать нагревательный блок от блока быстрого охлаждения и рихтовать двигающуюся стальную полосу.
Преимущество изобретения состоит в том, что низкоуглеродистый сплав на основе железа, возможно с изменяемой по желанию толщиной, можно обрабатывать быстро и недорого с получением большого количества бейнитной и/или мартенситной стали, которую можно легко использовать без дальнейшей штамповки или обработки.
Другое преимущество настоящего изобретения состоит в том, что в нем используется нагревательный блок с большой концентрацией нагрева с использованием горючего газа, например пропана или кислорода, так, что высокотемпературное пламя может подаваться на поверхность сплава на основе железа и разогревать ее приблизительно до 2500°F в относительно короткий период времени. Нагревательный блок снимает необходимость в увеличенных затратах на топливо для розжига большой печи, поскольку обеспечивает локальный нагрев.
Еще одно преимущество настоящего изобретения состоит в том, что в нем применяются условия жесткой закалки, поэтому вероятность образования закалочных трещин и деформации заготовки уменьшаются.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для дальнейшего понимания характера и преимуществ ожидаемых возможностей и изменений вариантов осуществления настоящего изобретения детальное описание дается вместе со ссылкой на прилагаемые чертежи, имеющие сквозную нумерацию позиций.
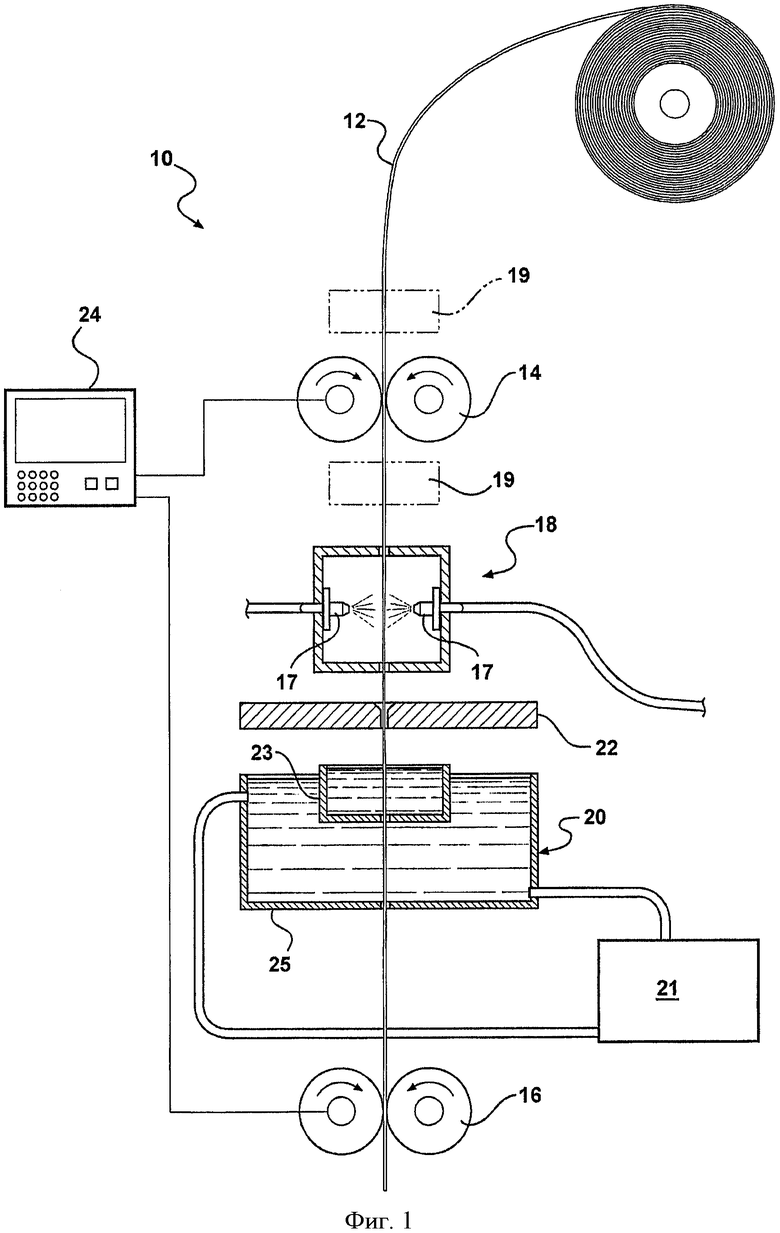
На фиг.1 показан вид сбоку на устройство для обработки низкоуглеродистого сплава на основе железа в соответствии с настоящим изобретением.
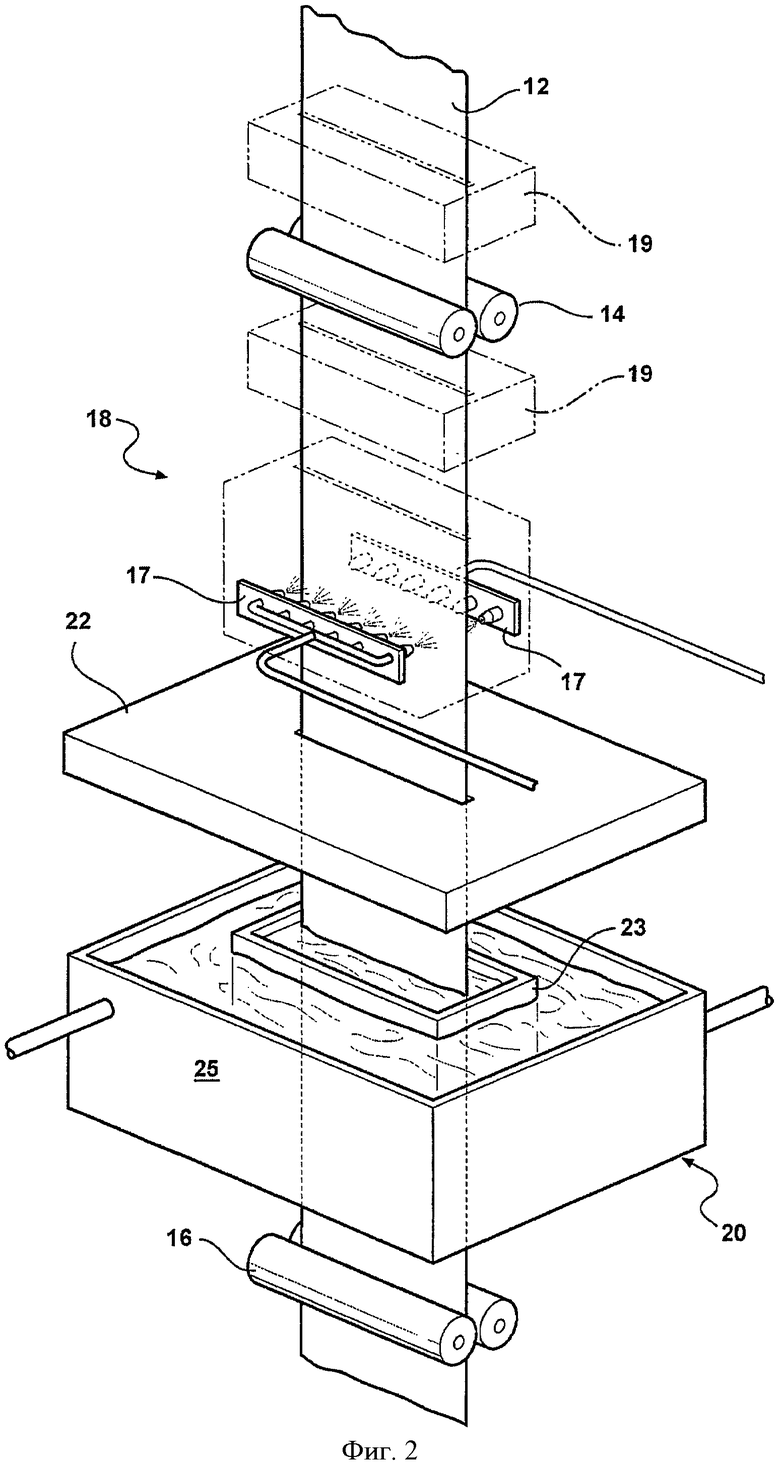
На фиг.2 показано покомпонентное перспективное изображение участка между двумя натяжными блоками по фиг.1.
На фиг.3 показан вид сбоку на сечение переменной толщины низкоуглеродистого сплава на основе железа, обработанного в соответствии с настоящим изобретением.
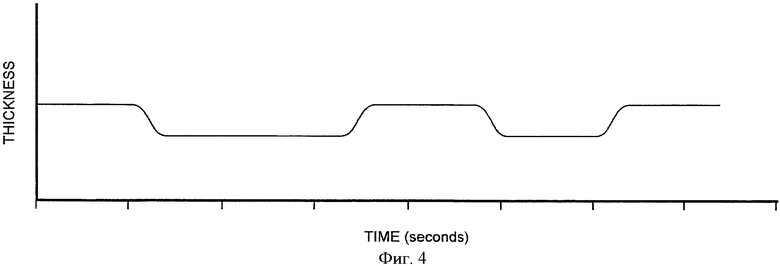
На фиг.4 показана временная зависимость толщины, иллюстрирующая сечение переменной толщины низкоуглеродистого сплава на основе железа, обработанного в соответствии с настоящим изобретением.
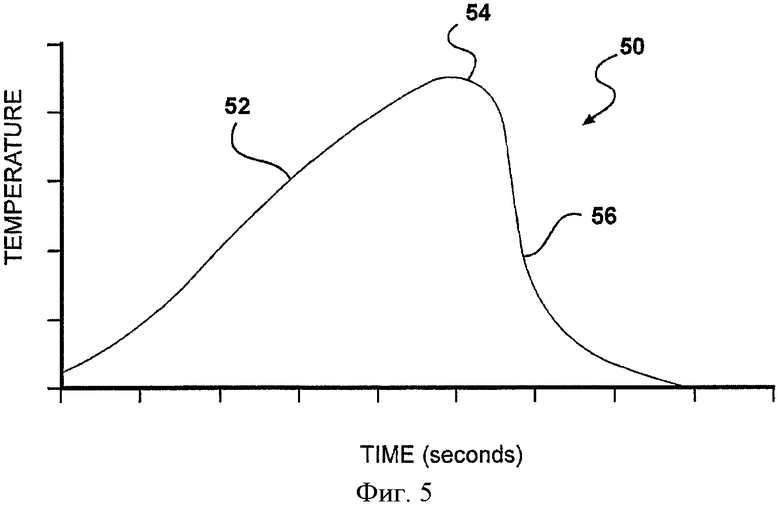
На фиг.5 показана временная зависимость температуры, иллюстрирующая изменение температуры во время этапов нагрева и быстрого охлаждения для обработки образца сплава на основе железа, обработанного в соответствии с настоящим изобретением.
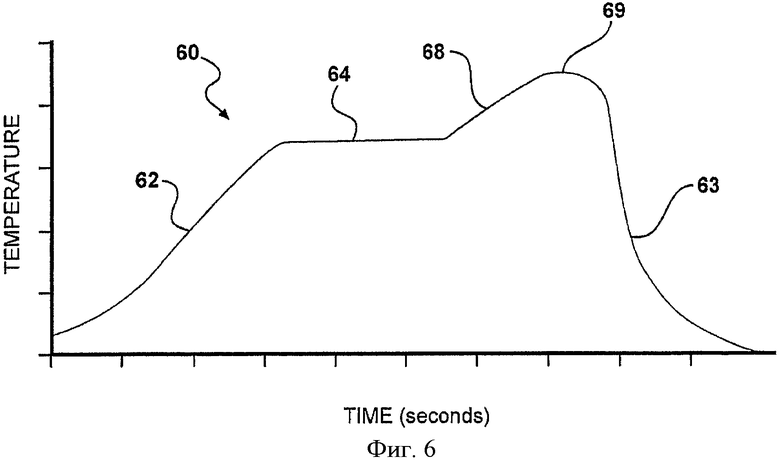
На фиг.6 показана временная зависимость температуры, иллюстрирующая изменение температуры во время различных возможных этапов предварительного нагрева, нагрева и быстрого охлаждения для обработки образца сплава на основе железа.
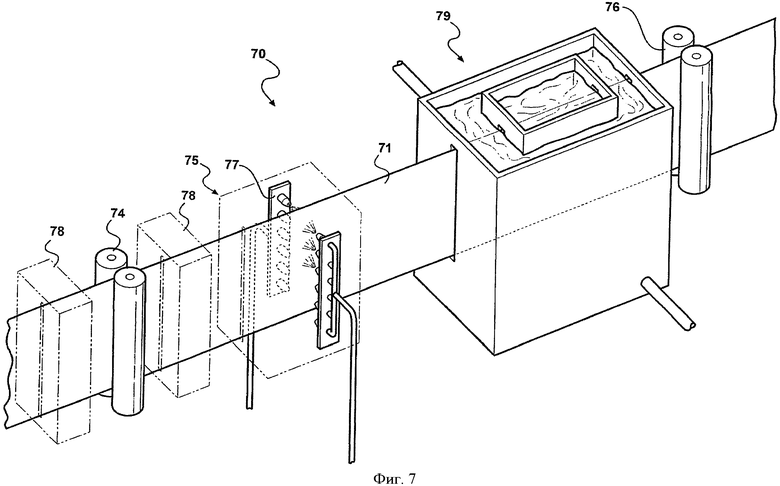
На фиг.7 показан перспективный вид высокопроизводительного устройства для обработки рулона низкоуглеродистой стали, которая используется для штамповки автомобильной панели в соответствии с настоящим изобретением.
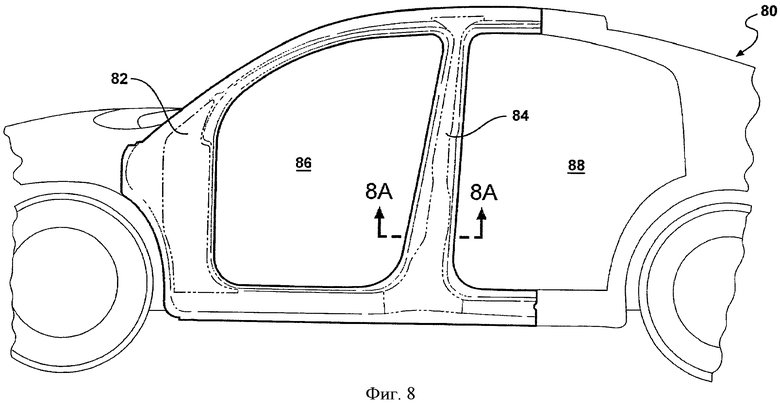
На фиг.8 показан вид сбоку на участок бейнита, образованного внутри автомобильной панели при использовании технологии микрообработки под управлением компьютера в соответствии с настоящим изобретением.
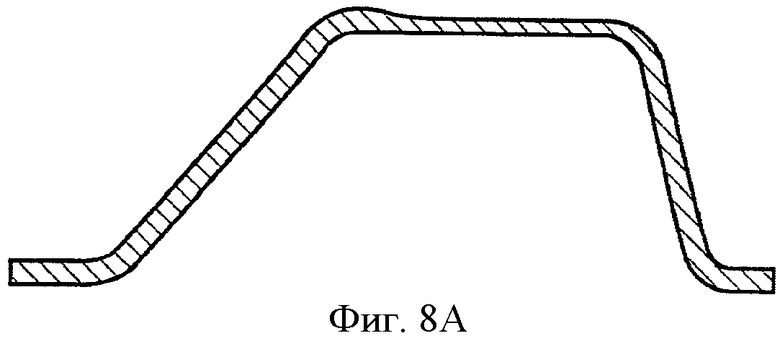
На фиг.8А показано сечение автомобильной панели по фиг.8.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем изобретении предлагается новый способ микрообработки сплавов на основе железа, включая низкоуглеродистую сталь, с целью получения твердых материалов разного применения. В настоящем изобретении сплав на основе железа может растягиваться с получением переменной толщины между двумя комплектами натяжных блоков и нагреваться до необходимой температуры выше 1900°F, а затем немедленно охлаждаться до комнатной температуры средствами быстрого охлаждения, расположенными рядом с источником тепла, с целью штамповки конструкционных узлов из бейнитных и/или мартенситных сталей. Технология микрообработки сплава на основе железа включает получение сплава на основе железа, непрерывную подачу сплава на основе железа по траектории к первому натяжному блоку, нагрев сплава на основе железа до высокой температуры с последующим немедленным быстрым охлаждением нагретого сплава на основе железа и прокат сплава на основе железа вторым натяжным блоком с целью получения, по крайней мере, участков сплава со структурой бейнита и/или мартенсита. Путем регулировки скорости протяжки второго натяжного блока обработанный сплав на основе железа может быть растянут на любом участке с целью получения непрерывных кусков стали переменной толщины, готовой к штампованию и наиболее полезной для производственных изделий типа панелей кузова автомобиля, может содержать необходимое количество бейнита или мартенсита, и быть переменной толщины, и готовым для применения.
Несмотря на то что в качестве приведенного ниже примера осуществления настоящего изобретения рассматриваются технология и устройство микрообработки для полосы низкоуглеродистого сплава на основе железа, настоящее изобретение можно применять для обработки таких изделий, как провода, листы, трубы, которые могут использоваться в качестве древка флагов, а также прутковые заготовки. В соответствии с предпочтительным вариантом осуществления настоящего изобретения сплав на основе железа может содержать углерод в диапазоне приблизительно от 0,001% (по массе) приблизительно до 4% (по массе). В соответствии с более предпочтительным вариантом осуществления настоящего изобретения сплав на основе железа может содержать углерод в диапазоне приблизительно от 0,003% (по массе) приблизительно до 2% (по массе), в то время как в соответствии с наиболее предпочтительным вариантом осуществления настоящего изобретения сплав на основе железа может содержать углерод в диапазоне приблизительно от 0,1% (по массе) приблизительно до 0,7% (по массе).
Чтобы лучше объяснить технологию и устройство по настоящему изобретению, сначала посмотрим на фиг.1, на которой оборудование микрообработки обозначено как сборка 10. Хотя в соответствии с настоящим изобретением могут быть обработаны большие производственные рулоны сплава на основе железа, вообще, здесь будет обсуждаться более узкое применение рулона. Так, в данном варианте осуществления настоящего изобретения скатанная в рулон полоса сплава на основе железа обозначена позицией 12, и ее ширина составляет приблизительно от 3 до 5 дюймов, а толщина приблизительно от 1 мм (0,0393 дюйма) до 2 мм (0,0787 дюймов), показано также, как полоса протягивается через первый и второй натяжные блоки 14 и 16 с целью растягивания сплава на основе железа 12 по мере его обработки. Первый натяжной блок 14 выдает стальную полосу со скоростью подачи приблизительно от 7,00 дюйма в минуту приблизительно до 15,00 дюйма в минуту. Первым и вторым натяжным блоком 14 и 16 может быть любое подходящее устройство, обеспечивающее натяжение двигающегося сплава на основе железа 12, например ролики прокатного стана, лентопротяжные механизмы и приводы удлинения.
Первичный нагревательный блок 18 образует зону нагрева длиной приблизительно 4-6 дюймов, шириной приблизительно от 1/2 дюйма до 2 дюймов и глубиной приблизительно 1-2 дюйма. Первичный нагревательный блок 18 нагревает полосу сплава на основе железа 12 с помощью ряда точечных высокотемпературных факелов, установленных напротив поверхности полосы сплава на основе железа 12, для нагрева полосы почти мгновенно предпочтительно до температуры выше 2200°F. Вторичный нагревательный блок 19 может произвольно предварительно нагревать сплав на основе железа 12 до температуры в диапазоне приблизительно от 1400°F до 1800°F до того, как он попадет в зону нагрева первичного нагревательного блока 18. Поскольку сплав на основе железа 12 может произвольно предварительно нагреваться, вторичный нагревательный блок 19 может помещаться в любое подходящее место, например рядом с первым натяжным блоком 14 или между первым натяжным блоком 14 и первичным нагревательным блоком 18.
Сразу же после этого с целью немедленного охлаждения нагретого сплава на основе железа до комнатной температуры полоса сплава на основе железа 12 направляется в блок быстрого охлаждения 20, которым в соответствии с предпочтительным вариантом осуществления настоящего изобретения может быть источник охлаждаемой воды с температурой приблизительно от 32°F до 150°F. В соответствии с предпочтительным вариантом осуществления настоящего изобретения блок быстрого охлаждения 20 может включать ковш с водой 23 для охлаждения сплава на основе железа 12 до комнатной температуры, емкость с водой 25 для приема дополнительной воды из ковша с водой 23 и холодильник 21, соединенный с ковшом с водой 23, чтобы поддерживать в ковше с водой 23 температуру, обеспечивающую быстрое охлаждение. Хотя в данном случае в качестве среды для быстрого охлаждения используется вода, для быстрого охлаждения может использоваться и любая другая подходящая жидкость, например масла, соли, органические жидкости и неорганические жидкости, которыми, однако, не ограничивается область применения настоящего изобретения.
После незамедлительно проведенного быстрого охлаждения второй натяжной блок 16 протягивает полосу сплава со скоростью протяжки приблизительно от 15,00 дюймов в минуту приблизительно до 20,00 дюймов в минуту. Подходящее расстояние между первичным нагревательным блоком 18 и блоком быстрого охлаждения 20 зависит от скорости подачи первого натяжного блока 14 и скорости протяжки второго натяжного блока 16, что, в целом, является определяющим фактором изменения толщины получаемого материала.
В случае вертикальной компоновки полезно также установить теплостойкий изолятор 22, располагаемый между первичным нагревательным блоком 18 и блоком быстрого охлаждения 20 таким образом, что первичный нагревательный блок 18 изолируется от блока быстрого охлаждения 20, при этом происходит спрямление перемещающейся полосы сплава на основе железа 12 в процессе ее нагрева и быстрого охлаждения. Теплостойкий изолятор 22 можно изготавливать из любого подходящего теплостойкого материала типа керамических или тканых листов Kevlar. В соответствии с предпочтительным вариантом осуществления настоящего изобретения применяется керамическая пластина, обернутая листом из тканого углерода. Конфигурация этого теплостойкого изолятора в соответствии с предпочтительным вариантом осуществления настоящего изобретения обеспечивает изменение толщины в процессе микрообработки, то есть обеспечивается нефиксированная ширина прорези. Листы тканого углерода обладают достаточной гибкостью, чтобы приспособиться под изменение толщины.
Блок управления 24 на основе компьютера контролирует и регулирует скорость подачи первого натяжного блока 14, скорость протяжки второго натяжного блока 16, скорость нагрева первичного нагревательного блока 18 и скорость охлаждения охлаждающего блока 20. Поэтому толщина низкоуглеродистого сплава на основе железа 12 может меняться при изменении натяжения в процессе работы блока управления 24. В соответствии с предпочтительным вариантом осуществления настоящего изобретения толщина получаемого сплава на основе железа составляет приблизительно от 0,049 приблизительно до 0,54 дюйма. Кроме того, как показывают экспериментальные результаты, материал получаемого сплава на основе железа преобразуется в большое количество бейнита или мартенсита.
В качестве первичного или вторичного нагревательных блоков могут использоваться любые подходящие средства нагрева, например резистивные нагреватели, псевдоожиженные слои, электрические печи, плазменные печи, микроволновые печи, открытые штампы с подачей пропана, газовые нагреватели, твердые топлива и горелки. Нагревательный блок может передавать тепло различными путями, например с помощью излучения, проводимости, конвекции и индукции. В соответствии с предпочтительным вариантом осуществления настоящего изобретения в качестве нагревательного блока может применяться пропановая горелка. Пропановые горелки могут включать газодувное сопло 17 и регулирующий клапан (не показан), который оперативно подключается к газодувному соплу 17 для осуществления контроля за нагревом, как показано на фиг.1 и фиг.2. Оказывается, для контролируемого повышения температуры стали от комнатной температуры приблизительно до 1832°F и далее до 5072°F (от 1000°С до 2800°С) очень полезны пропановые горелки малого размера. Эти горелки применяются для быстрого нагрева сплава на основе железа, хотя для выполнения этой задачи могут применяться и все вышеперечисленные способы. Следует понимать, что нагрев сплава на основе железа может осуществляться любым из перечисленных способов, хотя для этого достаточно применить нагреватели в виде пропановой горелки.
Кроме того, быстрое охлаждение может осуществляться многими способами, включая быстрое охлаждение при помощи контакта с водой, водными растворами, маслом, расплавом соли, соляными растворами, воздухом и порошками разных материалов. Быстрое охлаждение выполняется рядом с источником нагрева, то есть на расстоянии от долей дюйма до нескольких футов за пропановыми нагревателями. В соответствии с предпочтительным вариантом осуществления настоящего изобретения блок быстрого охлаждения должен располагаться в непосредственной близости от источника нагрева, что обеспечивает регулирование конечной температурой сплава на основе железа. Считается, что такое близкое расположение обеспечивает преимущества "микрообработки" по настоящему изобретению. Во время этапов нагрева и охлаждения сплав на основе железа может просто подаваться через участок обработки или может натягиваться, что обеспечивает его удлинение во время нагрева, а затем застывать в этом удлиненном состоянии после быстрого охлаждения. Для каждого конкретного материала, подвергаемого микрообработке, подбирается определенная среда быстрого охлаждения. В последующих примерах в блоке быстрого охлаждения используется водопроводная вода, которая направляется на противоположную поверхность сплава на основе железа.
Для достижения потенциала полного упрочнения лучше всего использовать условия жесткой закалки, что позволяет снизить вероятность образования закалочных трещин и деформации заготовки. Из-за того что охрупченным элементам не хватает времени, чтобы подойти к границам зерен стали и вызвать растрескивание, избегаются недостатки нагрева в печи. Для достижения всех возможностей настоящего изобретения может понадобиться отпуск.
Приведенные ниже примеры приводятся в качестве иллюстрации и не ограничивают область применения настоящего изобретения, а служат для объяснения некоторых параметров. Ниже приводятся данные химического анализа (% по массе) углеродистых сталей.
Пример 1
Полоса низкоуглеродистой стали 1018-1020 толщиной 0,064 дюйма, шириной 3,02 дюйма натягивалась при растяжении между двумя точками в первом и втором натяжном блоках при скорости подачи 10,75 дюйма в минуту и скорости протяжки 13,25 дюйма в минуту. Между точками крепления первичный нагревательный блок выбрасывает два набора точечных высокотемпературных факелов, каждый диаметром около 1/2 дюйма, которые с противоположных сторон прогревают полосу стали до 1900°F. По мере движения вниз через первый натяжной блок и растягивания стали ковш блока быстрого охлаждения направляет поток холодной воды на участок горячей стальной полосы при растяжении, который располагается приблизительно на 1/2 дюйма ниже пламени, что обеспечивает охлаждение стальной полосы приблизительно до 57°F и приводит к получению стали, которая при испытании показывает твердость 30 Rc.
Пример 2
Полоса низкоуглеродистой стали 8620 толщиной 0,062 дюйма, шириной примерно до 3,00 дюймов протягивалась между двумя точками крепления в первом и втором натяжном блоках при скорости подачи приблизительно 10,75 дюйма в минуту и скорости протяжки приблизительно 13,25 дюйма в минуту. Между точками нагрева нагревательный блок выдает два набора многоточечных, расположенных напротив друг друга высокотемпературных факелов высотой около 1/8 дюйма, шириной 3 дюйма для нагрева стальной полосы с противоположных сторон приблизительно до 2350°F. По мере движения вниз через первый натяжной блок и растягивания стали блок быстрого охлаждения направляет поток холодной воды на участок горячей стальной полосы при растяжении, который располагается приблизительно на 1/2 дюйма ниже пламени, что обеспечивает охлаждение стальной полосы приблизительно до 70°F и приводит к получению стали, которая при испытании показывает твердость 48 Rc. Оказалось, что микроструктура этого материала на 85% состоит из бейнита. Получаемая толщина уменьшается под контролем от 0,062 дюйма до 0,049-0,054 дюйма.
Пример 3
Полоса низкоуглеродистой стали 1008 (массовое содержание углерода составляет приблизительно 0,036%) толщиной 0,065 дюйма, шириной 3,02 дюйма протягивалась между двумя точками крепления в первом и втором натяжном блоке при скорости подачи приблизительно 10,75 дюйма в минуту и скорости протяжки приблизительно от 10,75 приблизительно до 16 дюйма в минуту. Между точками крепления нагревательный блок выбрасывает два набора многоточечных, расположенных напротив друг друга высокотемпературных факелов высотой около 1/8 дюйма примерно до 3 дюймов шириной с противоположных сторон стальной полосы для нагрева стали до 2250°F. По мере движения вниз через первый натяжной блок и растягивания стали блок быстрого охлаждения направляет поток холодной воды на горячую стальную полосу при растяжении, который располагается приблизительно на 1/2 дюйма ниже пламени, что обеспечивает охлаждение стальной полосы приблизительно до 70°F в течение секунд и приводит к получению стали, которая при испытании показывает твердость от 1 до 36 Rc. Оказалось, что микроструктура этого материала главным образом состоит из мартенсита. Получаемая толщина уменьшается под контролем от 0,065 дюйма до 0,046-0,065 дюйма. Может быть получена низкоуглеродистая сталь типа стали 1008 твердостью от 1 Rc до 36 Rc, что приравнивают к пределу прочности до 161 KSI.
На фиг.3 показан вид сбоку на сечение переменной толщины на различных участках низкоуглеродистого сплава на основе железа, обработанного в соответствии с настоящим изобретением. На участке А толщина сплава на основе железа соответствует начальной толщине. На участке В два блока уменьшают толщину сплава на основе железа по сравнению с начальной, первую толщину до второй толщины. На участке С сплав на основе железа обрабатывается с получением снова первой толщины из второй толщины. На участке D два натяжных блока уменьшают толщину сплава на основе железа снова с первой до второй. Диаграмма может продолжаться, и цикл, состоящий из первой толщины и второй толщины, будет повторяться. Однако при необходимости помимо второй толщины может быть получена третья или четвертая толщина, и различные участки сплава будут разной толщины.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения первая толщина может быть в диапазоне от 0,009 до 0,250 дюйма, и в соответствии с предпочтительным вариантом осуществления настоящего изобретения вторая толщина может быть в диапазоне от 0,003 до 0,200 дюйма. В соответствии с наиболее предпочтительным вариантом осуществления настоящего изобретения первая толщина может быть в диапазоне от 0,060 до 0,125 дюйма, и в соответствии с наиболее предпочтительным вариантом осуществления настоящего изобретения вторая толщина может быть в диапазоне от 0,030 до 0,080 дюйма.
На фиг.4 показана временная зависимость толщины, иллюстрирующая сечение переменной толщины низкоуглеродистого сплава на основе железа, обработанного в соответствии с настоящим изобретением. Как видно на фиг.3, регулирование скорости подачи и скорости протяжки натяжных блоков во время микрообработки приводит к изменению толщины сечения получаемого сплава. Эта возможность изменять толщину сечения позволяет формировать рулоны стали, обеспечивающие получение заготовок непрерывной штамповки. Каждая заготовка может быть выштампована из рулона стали, и некоторые части могут быть по существу "усилены" на утолщениях, которые легче «притопить», потому что эти участки тоньше. Эта возможность означает, что вторичные стальные пластины больше не нужно сваривать вместе в зонах крепления петель дверных автомобильных панелей с целью получения усиления.
На фиг.5 показана временная зависимость температуры, иллюстрирующая изменение температуры во время этапов нагрева и быстрого охлаждения для обработки образца сплава на основе железа. Для иллюстративных целей сплав на основе железа нагревается в соответствии с кривой температурного градиента, обозначаемой цифрой 50, при этом температура увеличивается по стороне положительного наклона кривой 52 и уменьшается по стороне отрицательного наклона кривой 56. Кривая 52 представляет желаемый температурный градиент сплава на основе железа, проходящего через нагревательный блок. Максимальная температура соответствует точке 54, которая находится выше эвтектоидной температуры материала. Сплав на основе железа быстро охлаждаться согласно стороне 56 кривой.
На фиг.6 показана временная зависимость температуры, иллюстрирующая изменение температуры во время различных возможных этапов предварительного нагрева, нагрева и быстрого охлаждения для обработки образца сплава на основе железа. Для иллюстративных целей сплав на основе железа нагревается в соответствии с кривой температурного градиента, обозначаемой цифрой 60, при этом температура повышается по стороне положительного наклона кривой, включая участки 62, 64 и 68, и снижается по стороне отрицательного наклона кривой 63. По мере прохождения сплава на основе железа через вторичный нагревательный блок для предварительного нагрева температура повышается до уровня ниже температуры образования аустенита, что соответствует участку 62. Затем перед входом в первичный нагревательный блок за короткий промежуток времени сплав на основе железа проходит плато 64. Когда сплав на основе железа проходит первичный нагревательный блок, температура повышается, что соответствует участку 68, до уровня выше температуры образования аустенита, который находится в точке 69. Сразу за этим сплав на основе железа входит в блок быстрого охлаждения, где его температура быстро снижается до комнатной температуры, что соответствует участку 63.
Сплав на основе железа, который может трансформироваться, может быть любого сечения, включая стальные полосы и/или листы, уголки, трубы, внешние панели автомобильной двери, сваренные лазером заготовки для использования на внутренней части автомобильных дверей, двутавровые структуры и части заготовок. Кроме того, структура стали может включать бейнит, мартенсит или их сочетание в любой структуре поверхности стального бруска или листа.
На фиг.7 показан перспективный вид устройства (поз.70) для обработки листа низкоуглеродистой стали 71, которая используется для штамповки автомобильной панели в соответствии с настоящим изобретением. Технология микрообработки стального листа подобна технологии микрообработки сплава на основе железа, как описано выше.
В данном варианте осуществления настоящего изобретения лист низкоуглеродистой стали 71 по мере обработки протягивается при растяжении через первый и второй натяжные блоки 74 и 76 соответственно. В качестве первого и второго натяжного блока 74 и 76 могут применяться любые подходящие устройства, обеспечивающие растяжение при движении сплава на основе железа 12, например ролики прокатного стана, лентопротяжные механизмы и приводы удлинения.
Как и прежде, первичный нагревательный блок 75 нагревает стальной лист 71 набором многоточечных высокотемпературных факелов, расположенных напротив поверхности стального листа 71 до температуры 2200°F и выше. В соответствии с предпочтительным вариантом осуществления настоящего изобретения в нагревательном блоке используются пропановые горелки. Пропановые горелки могут также включать газодувные сопла 77 и регулирующий клапан (не показан), оперативно подключаемый к газодувным соплам 77 для обеспечения контроля за нагревом. В процессе регулирования клапана часть газодувных сопел 77 отключается, что обеспечивает частичный нагрев. В некоторых случаях на некоторых участках стального рулона может потребоваться только бейнитная структура. Поэтому, когда участок стального листа проходит через первичный блок нагрева, происходит нагрев только этого участка стального листа до необходимой температуры, а затем немедленно происходит быстрое охлаждение, чтобы выполнить преобразование структуры стали в бейнит только на этом участке. Вторичный блок нагрева 78 может произвольно предварительно нагревать стальной лист до температуры в диапазоне приблизительно от 1400°F до 1800°F прежде, чем он поступает в первичный блок нагрева 75.
Сразу же после этого с целью немедленного охлаждения нагретого сплава на основе железа до комнатной температуры стальной лист 71 направляется в блок быстрого охлаждения 79, которым в соответствии с предпочтительным вариантом осуществления настоящего изобретения может быть источник охлаждаемой воды с температурой приблизительно от 32°F до 150°F. Для изменения толщины стальной лист во втором натяжном блоке 76 может протягиваться быстрее и натягиваться сильнее при скорости протяжки больше скорости подачи первого натяжного блока 74. По мере нагрева стальной полосы 71 в нагревателе интенсивное натяжение при "расплаве" обеспечивает натяжение полосы и заставляет полосу становится более тонкой. Расстояние между первичным нагревательным блоком 75 и блоком быстрого охлаждения 79 зависит от скорости подачи первого натяжного блока 74 и скорости протяжки второго натяжного блока 76, что в целом является определяющим фактором в изменении толщины получаемого материала.
На фиг.8 показан вид сбоку на автомобильную панель, при изготовлении которой применена технология микрообработки в соответствии с настоящим изобретением. Автомобильная панель, обозначенная цифрой 80, может быть изготовлена из низкоуглеродистого сплава на основе железа с частичным преобразованием в соответствии с настоящим изобретением с целью изменения структуры поверхности на бейнит, мартенсит или их сочетание.
Способ изготовления автомобильной панели включает микрообработку единого однослойного стального листа с бейнитной структурой, образованной на его части, при этом лист изготавливают переменной толщины, путем нагрева до выбранной температуры с последующим немедленным быстрым охлаждением до комнатной температуры при различных растягивающих усилиях. Технология микрообработки единого однослойного стального листа подобна технологии микрообработки сплава на основе железа, описанной выше.
После получения стального листа переменной толщины со структурой участков, частично и/или полностью состоящей из бейнита, способ изготовления автомобильной панели включает штамповку стального листа с получением автомобильной панели 80 с передней стойкой 82, задней стойкой 84 и проемом под переднюю дверь 86 и проемом под заднюю дверь 88. Структура передней стойки 82 и задней стойки 84 автомобильной панели включает достаточное количество преобразованного бейнита, и толщина стоек может не меняться. Структура бейнита повышает прочность и формуемость передней стойки 82 и задней стойки 84 по краям. Внешние края передней стойки 82 и задней стойки 84, включающие структуру бейнита, лучше формуются и имеют более упругий поверхностный слой и энергопоглощающий центр.
На фиг.8А показано сечение автомобильной панели, изображенной на фиг.8. Передняя стойка 82 и задняя стойка 84 автомобильной панели с достаточным количеством преобразованного бейнита могут иметь неизменную толщину, которая меньше толщины проема передней двери 86 и проема задней двери 88.
Другой пример включает использование упрочненных полых труб из бейнита для автомобильных рельсов под креслами. При использовании настоящего изобретения могут быть изготовлены и многие другие элементы автомобиля. Заготовки, изготовленные с помощью лазерной сварки, также могут использоваться в качестве дверных панелей, при этом толщина заготовки может изменяться из-за удлинения, достигнутого при использовании настоящей технологии. В экспериментах при использовании способа по настоящему изобретению были получены удлинения приблизительно от 2 до 15 процентов, ожидается, что в дальнейшем величина удлинения может возрасти. Для получения удлинения могут использоваться ролики прокатного стана, лентопротяжные механизмы и приводы удлинения или любое другое подходящее устройство, обеспечивающее размещение в нем сплава на основе железа при растяжении.
Еще в одном специфическом аспекте настоящего изобретения к заготовке толщиной один миллиметр может привариваться лазерной сваркой еще одна деталь толщиной один миллиметр, и весь этот элемент может быть удлинен при растяжении между двумя роликами прокатного стана с изменением размера по длине заготовки. При прокатке стали между двумя натяжными блоками (с помощью роликов прокатного стана или, применяя другой подходящий способ вытягивания стали, которая нагревается и охлаждается) и нагреве сталь немного вытягивается, а затем мгновенно охлаждается. Такое удлинение может применяться для удлинения заготовок автомобильных узлов с целью изменения их свойств.
Настоящее изобретение снижает топливные затраты на розжиг большой печи, поскольку нагрев применяется локально. Кроме того, важны преимущества длинных заготовок, которые не нужно рихтовать. Исключаются также такие недостатки нагрева в печи как длительный цикл нагрева, использование вакуума или других неокисляющих атмосфер с целью предотвращения поверхностного окисления и централизованное управление нагревом, потому что нет больше длительного времени выдержки.
Предложенное выше описание предпочтительного варианта осуществления настоящего изобретения было представлено для целей иллюстрации и описания. Очевидно, структурированная сталь и бейнит могут найти многочисленные применения, которые невозможно перечислить. Вышеупомянутое описание не является исчерпывающим. Возможны модификации или изменения изобретения, не искажающие вышеупомянутую идею, включая отдельные варианты осуществления настоящего изобретения. Данный вариант осуществления настоящего изобретения был избран и описан потому, что он лучше всего иллюстрирует принципы настоящего изобретения и его практические применения, что позволяет специалистам лучше использовать различные варианты осуществления настоящего изобретения, включая его разные модификации.
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
Настоящее изобретение находит применение в промышленности и при изготовлении сплавов на основе железа, включая упрочненную сталь, и при изготовлении стальных элементов автомобилей, включая дверные панели и другие автомобильные панели, а также изготовление других элементов из сплава на основе железа типа флагштоков из стальных трубок переменного сечения и/или стальных элементов с усиленным стальным участком.

Изобретение относится к области обработки стали. Для получения материала с повышенным пределом прочности на разрыв полосу мгновенно нагревают в нагревательном блоке до температуры, по крайней мере, 1900°F и немедленно быстро охлаждают за секунды в блоке быстрого охлаждения, расположенном рядом с нагревательным блоком, до комнатной температуры с получением микроструктуры, содержащей приблизительно 85% бейнита. Нагрев и охлаждение могут быть осуществлены при растяжении полосы в натяжных блоках. Протяжку полосы во втором натяжном блоке осуществляют при скорости протяжки, которая выше скорости подачи в первом натяжном блоке для формирования первого участка полосы с получением второй микроструктуры и второй толщины, при этом регулируют скорость протяжки второго натяжного блока для формирования второго участка полосы с получением второй микроструктуры и третьей толщины, причем полоса сужается как во время нагрева, так и во время быстрого охлаждения для получения сечения переменной толщины. Устройство для обработки содержит нагревательный блок, блок быстрого охлаждения, расположенный рядом с нагревательным блоком, блок управления для контроля и регулирования скорости подачи стали через нагревательный блок и блок охлаждения во время нагрева и быстрого охлаждения. 6 н. и 45 з.п. ф-лы, 9 ил., 2 табл.
1. Способ микрообработки стали, включающий
получение стали, имеющей первую микроструктуру и способной преобразовываться в сталь, имеющую вторую микроструктуру, при нагреве до выбранной температуры с последующим быстрым охлаждением,
почти мгновенный нагрев стали в нагревательном блоке до температуры, по крайней мере, 1900°F в нагревательном блоке до выбранной температуры выше температуры аустенитного превращения и
немедленное быстрое охлаждение стали за секунды в блоке быстрого охлаждения, расположенном рядом с нагревательным блоком, до комнатной температуры.
2. Способ по п.1, отличающийся тем, что получаемая сталь имеет микроструктуру, включающую, по крайней мере, приблизительно 85% бейнита.
3. Способ по п.1, отличающийся тем, что содержание углерода в стали составляет от 0,001 до 4,0 мас.%.
4. Способ по п.1, отличающийся тем, что включает дополнительный этап предварительного нагрева стали до температуры в диапазоне приблизительно от 1400°F приблизительно до 1800°F.
5. Способ по п.1, отличающийся тем, что нагрев ведут в нагревательном блоке, выбранном из группы: резистивный нагреватель, псевдоожиженный слой, электрическая печь, плазменная печь, микроволновая печь, открытый штамп с подачей пропана, газовые нагреватели, твердое топливо, высокотемпературные солевые ванны, горелки и любые их сочетания.
6. Способ по п.1, отличающийся тем, что нагрев стали ведут в нагревательном блоке путем передачи тепла, выбираемой из группы: излучение, проводимость, конвекция, индукция и любые их сочетания.
7. Способ по п.1, отличающийся тем, что нагрев стали ведут в нагревательном блоке, имеющим пропановые горелки.
8. Способ по п.1, отличающийся тем, что температуру нагрева стали выбирают в диапазоне, по крайней мере, приблизительно от 1900°F приблизительно до 2350°F.
9. Способ по п.1, отличающийся тем, что охлаждение стали ведут в блоке быстрого охлаждения с использованием средств быстрого охлаждения, выбираемых из группы: вода, водные растворы, масла, расплав соли, соляные растворы, воздух, порошки и любые их сочетания.
10. Способ по п.1, отличающийся тем, что получаемая сталь содержит, по крайней мере, один участок частично или полностью преобразованной микроструктуры, состоящей из бейнита, мартенсита, игольчатого феррита или их сочетаний.
11. Способ микрообработки материала из стали, включающий следующие этапы
получение полосы, имеющей первую микроструктуру и первую толщину,
непрерывную подачу полосы по траектории к первому натяжному блоку с заданной скоростью подачи,
почти мгновенный нагрев при растяжении в нагревательном блоке до выбранной температуры выше 1900°F и температуры аустенитного превращения,
немедленное быстрое охлаждение полосы за секунды в блоке быстрого охлаждения, расположенном рядом с нагревательным блоком,
протяжку полосы во втором натяжном блоке при первой скорости протяжки, которая выше скорости подачи в первом натяжном блоке для формирования первого участка полосы с получением второй микроструктуры и второй толщины,
регулирование скорости протяжки второго натяжного блока до второй скорости протяжки для формирования второго участка полосы с получением второй микроструктуры и третьей толщины, при этом полоса сужается как во время нагрева, так и во время быстрого охлаждения для получения сечения переменной толщины.
12. Способ по п.11, отличающийся тем, что содержание углерода в стали составляет от 0,001 до 4,0 мас.%.
13. Способ по п.11, отличающийся тем, что первая толщина полосы составляет приблизительно от 0,009 приблизительно до 0,250 дюйма.
14. Способ по п.11, отличающийся тем, что первая толщина полосы составляет приблизительно 0,065 дюйма.
15. Способ по п.11, отличающийся тем, что включает дополнительный этап предварительного нагрева стали до температуры в диапазоне приблизительно от 1400°F приблизительно до 1800°F.
16. Способ по п.11, отличающийся тем, что первый и второй натяжные блоки выбирают из группы: пара роликов прокатного стана под гидравлическим давлением, лентопротяжные механизмы и приводы удлинения.
17. Способ по п.11, отличающийся тем, что скорость протяжки составляет приблизительно от 7 приблизительно до 12 дюймов в минуту.
18. Способ по п.11, отличающийся тем, что скорость протяжки составляет приблизительно 10,75 дюйма в минуту.
19. Способ по п.11, отличающийся тем, что нагревательный блок выбирают из группы: резистивные нагреватели, псевдоожиженные слои, электрические печи, плазменные печи, микроволновые печи, открытые штампы с подачей пропана, газовые нагреватели, твердые топлива, высокотемпературные солевые ванны, горелки и любые их сочетания.
20. Способ по п.11, отличающийся тем, что нагревательный блок передает тепло:излучением, проводимостью, конвекцией, индукцией и их сочетанием.
21. Способ по п.11, отличающийся тем, что используют нагревательный блок в виде пропановых горелок.
22. Способ по п.11, отличающийся тем, что нагрев полосы при растяжении осуществляют до температуры, по крайней мере, приблизительно от 1900°F приблизительно до 2350°F.
23. Способ по п.11, отличающийся тем, что для быстрого охлаждения используют: воду, водные растворы, масла, расплав соли, соляные растворы, воздух, порошки и любые их сочетания.
24. Способ по п.11, отличающийся тем, что первая скорость протяжки полосы составляет приблизительно от 12 до 17 дюймов в минуту.
25. Способ по п.11, отличающийся тем, что вторая толщина полосы составляет приблизительно от 0,009 до 0,250 дюйма.
26. Способ по п.11, отличающийся тем, что третья толщина полосы при второй скорости протяжки соответствует первой толщине.
27. Способ по п.11, отличающийся тем, что получаемая стальная полоса содержит, по крайней мере, один участок частично или полностью преобразованной микроструктуры, состоящей из бейнита, мартенсита, игольчатого феррита или их сочетаний.
28. Устройство для микрообработки низкоуглеродистой стали, содержащее нагревательный блок для почти мгновенного нагрева низкоуглеродистой стали до выбранной температуры, по крайней мере, 1900°F,
блок быстрого охлаждения, расположенный рядом с нагревательным блоком для быстрого охлаждения нагретой стали за секунды,
блок управления для контроля и регулирования скорости подачи стали через нагревательный блок и блок охлаждения во время нагрева и быстрого охлаждения.
29. Устройство по п.28, отличающееся тем, что выбранная температура находится в диапазоне, по крайней мере, приблизительно от 1900°F приблизительно до 2350°F.
30. Устройство по п.28, отличающееся тем, что нагревательный блок выполнен в виде любого устройства, выбранного из группы: резистивные нагреватели, псевдоожиженные слои, электрические печи, плазменные печи, микроволновые печи, открытые штампы с подачей пропана, газовые нагреватели, твердые топлива, высокотемпературные солевые ванны, горелки и их сочетания.
31. Устройство по п.28, отличающееся тем, что нагревательный блок выполнен в виде пропановых горелок, имеющих газодувные сопла и регулирующий клапан, оперативно подключаемый к газодувным соплам для обеспечения контроля за нагревом.
32. Устройство по п.28, отличающееся тем, что блок быстрого охлаждения имеет средства быстрого охлаждения, выбираемые из группы: водные растворы, масла, расплав соли, соляные растворы, воздух и порошки.
33. Устройство по п.28, отличающееся тем, что блок быстрого охлаждения содержит ковш с водой для быстрого охлаждения низкоуглеродистой стали и холодильник, соединенный с ковшом для поддержания в ковше с водой соответствующей температуры.
34. Устройство по п.28, отличающееся тем, что содержит теплостойкий изолятор, расположенный между нагревательным блоком и блоком быстрого охлаждения для изолирования нагревательного блока от блока быстрого охлаждения и рихтовки двигающейся стали в виде полосы в процессе ее нагрева и быстрого охлаждения.
35. Устройство для микрообработки материала из низкоуглеродистой стали, содержащее:
нагревательный блок для почти мгновенного нагрева материала из низкоуглеродистой стали в виде полосы до выбранной температуры, по крайней мере, 1900°F,
блок быстрого охлаждения, расположенный рядом с нагревательным блоком для быстрого охлаждения нагретой полосы за секунды,
отдельно стоящие первый и второй натяжные блоки, размещенные с противоположных сторон упомянутого нагревательного блока и блока быстрого охлаждения для перемещения полосы из низкоуглеродистой стали через нагревательный блок и блок быстрого охлаждения, при этом скорость протяжки второго натяжного блока выше скорости протяжки первого натяжного блока, посредством чего обеспечивается растяжение полосы с получением сечения ее переменной толщины,
блок управления для контроля и регулирования скорости подачи первого натяжного блока, скорости протяжки второго натяжного блока, скорости нагрева нагревательного блока и скорости охлаждения блока быстрого охлаждения полосы с получением сечения полосы переменной толщины.
36. Устройство по п.35, отличающееся тем, что в нагревательном блоке нагрев полосы ведут в диапазоне, по крайней мере, приблизительно от 1900°F приблизительно до 2350°F.
37. Устройство по п.35, отличающееся тем, что нагревательный блок выполнен в виде нагревателя, выбранного из группы: резистивные нагреватели, псевдоожиженные слои, электрические печи, плазменные печи, микроволновые печи, открытые штампы с подачей пропана, газовые нагреватели, твердые топлива, высокотемпературные солевые ванны, горелки и любые их сочетания.
38. Устройство по п.35, отличающееся тем, что нагревательный блок содержит пропановые горелки, имеющих газодувные сопла и регулирующий клапан, оперативно подключаемый к газодувным соплам для обеспечения контроля за нагревом.
39. Устройство по п.35, отличающееся тем, что блок быстрого охлаждения имеет средства быстрого охлаждения, выбираемые из группы: вода, водные растворы, масла, расплав соли, соляные растворы, воздух и порошки.
40. Устройство по п.35, отличающееся тем, что блок быстрого охлаждения содержит ковш с водой и соединенный с ним холодильник для поддержания в ковше с водой соответствующей температуры при охлаждении полосы из низкоуглеродистой стали.
41. Устройство по п.35, отличающееся тем, что оно снабжено теплостойким изолятором, расположенным между нагревательным блоком и блоком быстрого охлаждения для изолирования нагревательного блока от блока быстрого охлаждения и рихтовки двигающейся стали в процессе ее нагрева и быстрого охлаждения.
42. Устройство по п.35, отличающееся тем, что первый и второй натяжные блоки выбирают из группы, в состав которой входят ролики прокатного стана, лентопротяжные механизмы, и приводы удлинения.
43. Устройство для микрообработки материала из низкоуглеродистой стали, содержащее
нагревательный блок в виде набора газовых горелок для почти мгновенного нагрева материала в виде полосы до заданной температуры, по крайней мере, 1900°F,
блок быстрого охлаждения в виде ковша о водой, соединенного с холодильником, расположенным рядом с газовыми горелками для быстрого охлаждения нагретой полосы за секунды,
отдельно стоящие первый и второй наборы натяжных роликов, размещенные с противоположных сторон газовых горелок и ковша с водой для перемещения нагретой полосы через упомянутые газовые горелки, и ковш с водой, при этом скорость протяжки второго набора натяжных роликов выше скорости протяжки первого натяжного блока, обеспечивающих растяжение полосы с получением сечения ее переменной толщины,
теплостойкий изолятор, расположенный между газовыми горелками и ковшом с водой для изолирования нагревательного блока от блока быстрого охлаждения и рихтовки протягиваемой полосы в процессе нагрева и быстрого охлаждения,
блок управления для контроля и регулирования скорости подачи первого набора натяжных роликов, скорости протяжки второго набора натяжных роликов, скорости нагрева газовыми горелками и скорости охлаждения для получения полосы сечением переменной толщины.
44. Устройство по п.43, отличающееся тем, что в нагревательном блоке нагрев полосы ведут в диапазоне, по крайней мере, приблизительно от 1900°F приблизительно до 2350°F.
45. Устройство по п.43, отличающееся тем, что набор газовых горелок содержит пропановые горелки, имеющие газодувные сопла, и регулирующий клапан, оперативно подключаемый к газодувным соплам для обеспечения контроля за нагревом.
46. Устройство по п.43, отличающееся тем, что блок быстрого охлаждения снабжен резервуаром с водой для приема дополнительной воды из ковша с водой.
47. Устройство по п.43, отличающееся тем, что первый и второй набор натяжных роликов поджимаются гидравлическим давлением.
48. Устройство по п.43, отличающееся тем, что теплостойкий изолятор содержит керамическую пластину, обернутую листом углепластика.
49. Устройство по п.43, отличающееся тем, что блоком управления натяжения полосы является компьютер.
50. Способ изготовления однослойной автомобильной дверной панели из материала низкоуглеродистой стали, включающий
получение микрообработанной однослойной полосы из низкоуглеродистой стали с бейнитной структурой, образованной на его части, и переменной толщины путем непрерывной подачи полосы по траектории к первому натяжному блоку с заданной скоростью подачи и мгновенного нагрева в нагревательном блоке до температуры выше аустенитного превращения при различных растягивающих усилиях,
штамповку стальной с образованием автомобильной дверной панели с передней стойкой и задней стойкой, при этом материал передней стойки и задней стойки автомобильной дверной панели включает достаточное количество бейнита, образованного в нем для повышения прочности и формуемости материала передней и задней стоек автомобильной дверной панели.
51. Способ по п.50, отличающийся тем, что мгновенный нагрев полосы осуществляют в диапазоне, по крайней мере, приблизительно от 1900°F приблизительно до 2350°F.
| Способ термической обработки стальных листов | 1989 |
|
SU1724698A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2235792C2 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ РЕЛЬСОВЫХ ПОДКЛАДОК | 1992 |
|
RU2040552C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| УСТАНОВКА ДЛЯ ОТЖИГА С ИСПОЛЬЗОВАНИЕМ ИНДУКЦИОННОГО НАГРЕВА СТАЛИ В БУНТАХ | 1997 |
|
RU2133289C1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| DE 1172286 A, 18.06.1964. | |||

