Изобретение относится к устройству для термической обработки в автоматическом режиме в условиях массового производства рельсовых подкладок типа КБ-50 и КБ-65 после их окончательной механической обработки, которое должно быть включено в поточную линию по производству подкладок.
Известно устройство для закалки деталей с нагревом индукционными токами. Оно содержит установленные последовательно в ряд индуктор, механизм центрирования и подачи деталей в индуктор, содержащий выдвижные цилиндры с опорами для установки деталей, механизм шагового перемещения и механизм закалки, выполненный в виде разъемного корпуса, в подвижной части которого имеется обтекатель с упорами для ограничения перемещения детали, а в неподвижной шпиндель с посадочной опорой для детали.
Недостатком известного устройства является то, что оно предназначено для закалки кольцевых деталей.
Целью изобретения является термическое упрочнение рельсовых подкладок, изготавливающихся из стали марки Бст3сп ГОСТ 380-88, за счет охлаждения быстродвижущимся потоком воды.
Цель достигается тем, что закалочное устройство снабжено манипулятором, механизмом загрузки, блоком индукторов, батарей конденсаторов и объединенным с ней конструктивно блоком управления, транспортером, обеспечивающим быструю подачу подкладок в закалочное устройство, и транспортером для перемещения подкладок внутри закалочного устройства и выдачи готовых подкладок.
Питание установки осуществляется шестью машинными преобразователями частоты типа ППЧВ-250/10 (по два в параллель на один индуктор).
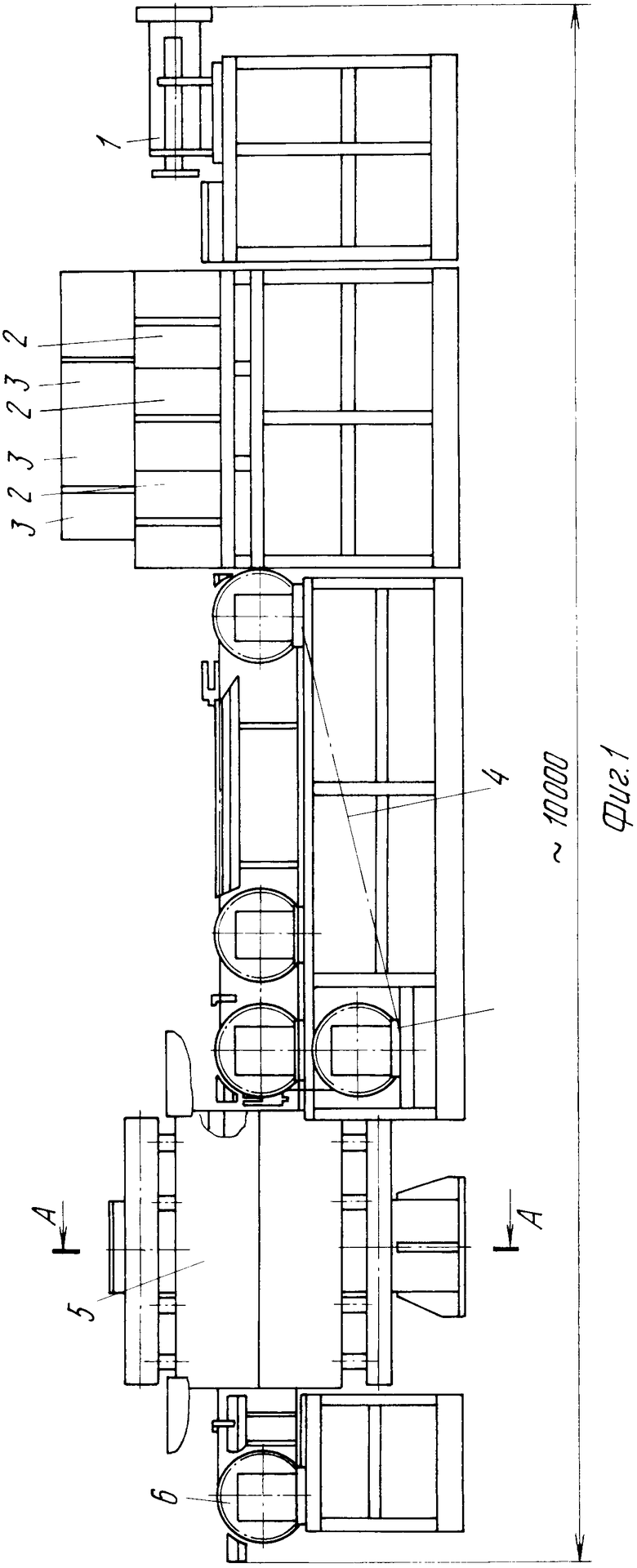
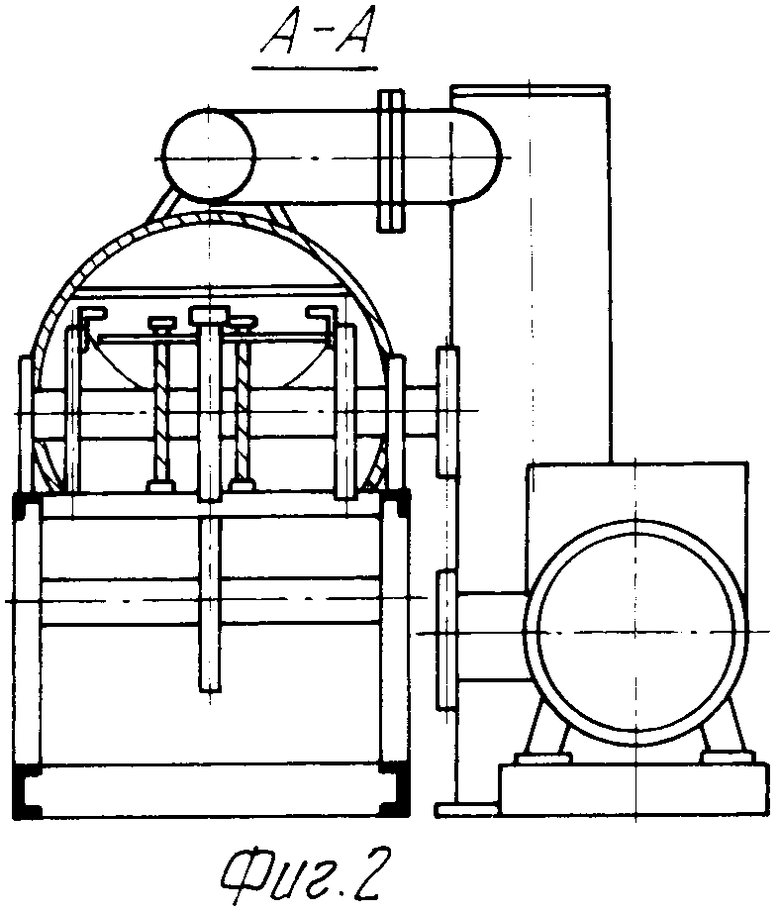
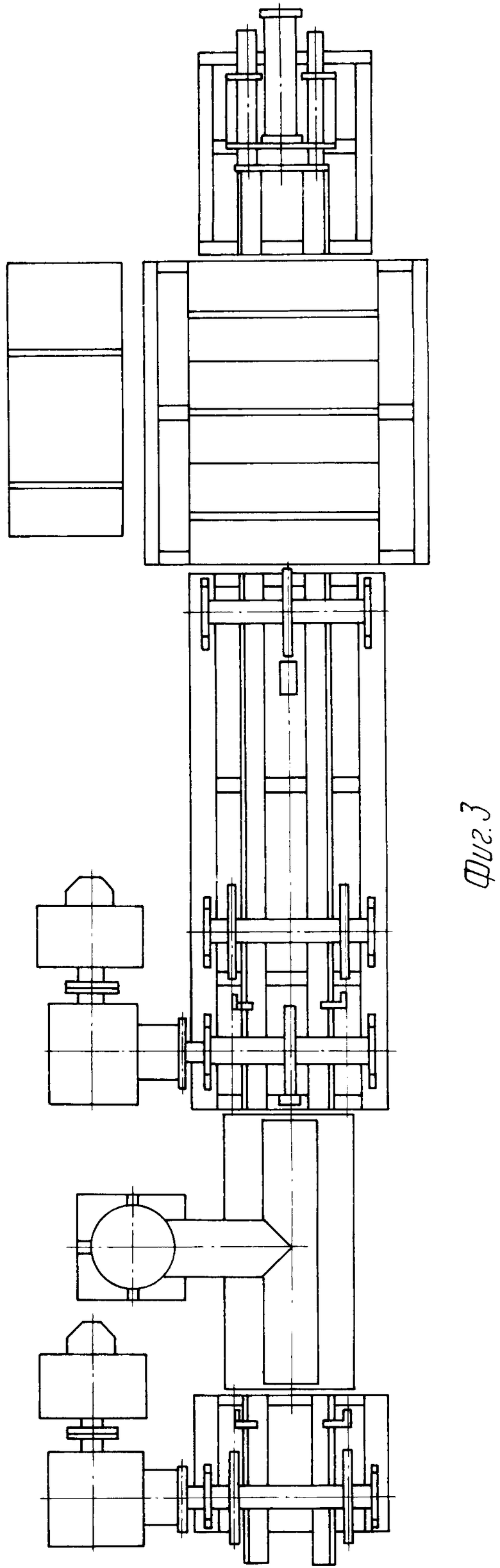
На фиг.1 изображена предлагаемая установка, продольный разрез; на фиг.2 разрез А-А на фиг.1, закалочного узла; на фиг.3 та же установка, вид сверху.
Установка содержит манипулятор 1, который обеспечивает передачу подкладок от протяжного станка поточной линии на позицию загрузки нагревателя перед траверсой толкателя. При передаче происходят поворот кармана манипулятора на 90о и его одновременный переворот на 180о.
Механизм смонтирован на раме, установленной перед разгрузочным окном протяжного станка. Ось вертикального вала, установленного в подшипниках качения, находится в одной плоскости с осью перемещения подкладок внутри протяжного станка. На валу в верхней его части закреплен столик, на котором в подшипниках качения установлен горизонтальный вал. Поворот валов обеспечивается посредством пневмоцилиндра.
На горизонтальном валу жестко закреплен карман, в который перемещается подкладка, поступающая по склизу через разгрузочное окно протяжного станка.
Механизм загрузки (толкатель) обеспечивает перемещение подкладок к индукторам и внутри них, а также перемещение их по склизу на направляющие транспортера, подающего нагретые подкладки к закалочному устройству.
Блок индукторов 2 обеспечивает нагрев подкладок до заданной температуры, дискретно перемещающихся внутри него. Три индуктора, последовательно расположенные соосно оси толкателя, установлены внутри шкафа на соответствующих рамах, изготовленных из немагнитной стали. Индуктор десятивитковый, овальной формы выполнен из медной профилированной трубки 20х15 мм и залит жаропрочным бетоном. Внутри индукторов по боковым сторонам расположены две трубчатые водоохлаждаемые направляющие, а на нижней плоскости установлены две плоские направляющие, выполненные из немагнитной стали. Вдоль лини индукторов в нижней части блока размещены водораспределитель, обеспечивающий подачу воды для охлаждения индукторов и трубчатых направляющих, а также система труб, обеспечивающих подвод охлаждающей воды к водоприемникам.
Батарея конденсаторов 3 и блок управления объединены конструктивно в одном шкафу, расположенном вдоль блока индукторов. Батарея конденсаторов состоит из трех групп, каждая из которых содержит пять конденсаторов типа ЭСВК-0,8-10УЗ, соединенных с контактными пластинами соответствующего индуктора посредством шин токопривода. Предусмотрены системы труб и вентилей для охлаждения шинопроводов, конденсаторов и токоприводов. В верхней части шкафа располагается блок управления, содержащий аппаратуру КиП и автоматику.
Транспортер 4, обеспечивающий перемещение с большой скоростью пpокладок, нагретых до заданной температуры, от выходного окна индуктора до закалочного устройства расположен непосредственно на линии перемещения изделий. Тяговая цепь транспортера, снабженная упорами, размещена на приводной, натяжной и холостых звездочках, установленных в подшипниках скольжения на уголковой раме. Двигатель постоянного тока привода транспортера обеспечивает плавное регулирование в широких пределах скорости транспортера.
Закалочное устройство 5 производит закалку подкладок с обоих сторон спрейерным потоком воды при избыточном давлении 0,2-0,3 МПа. Устройство состоит из двух (верхней и нижней) закалочных частей. Их рабочая поверхность имеет систему отверстий диаметром 5 мм, расположенных в шахматном порядке. Раздача воды в каждую закалочную часть обеспечивается восемью соединительными трубами, объединенными двумя коллекторами. Оба коллектора подсоединены посредством трубопровода к насосу типа ДЗ20-50. Транспортер 6, обеспечивающий перемещение подкладок внутри закалочного устройства, является продолжением предыдущего транспортера, доставляющего нагретые подкладки в закалочное устройство. Две его тяговые цепи, снабженные шарнирно закрепленными тяговыми собачками, проходят внутри закалочного устройства по обе стороны закаливаемых изделий. Транспортер приводится в движение двигателем постоянного тока, что позволяет плавно регулировать скорость движения цепей в широких пределах.
Установка работает следующим образом.
Подкладки поступают в карман манипулятора, перемещаясь по склизу протяжного станка, каждые 7,2 с. Карман манипулятора с помещенной впереди подкладкой перемещается к склизу позиции загрузки, причем оба пневмоцилиндра манипулятора работают одновременно. Подкладка покидает карман и перемещается по склизу на позицию загрузки цилиндров перед траверсой толкателя. Манипулятор возвращается в исходное положение за очередной подкладкой, и одновременно толкатель перемещает подкладку по направлению к индикаторам и внутри них. Толкатель возвращается в исходное положение. Подкладки постоянно образуют непрерывный "поезд", дискретно перемещающийся с интервалом 7,2 с по направляющим механизма загрузки индукторов.
Установка работает в этом режиме до тех пор, пока первая нагретая до заданной температуры подкладка не появится на выходе блока индукторов. Установленный здесь пирометрический преобразователь частоты, фиксируя выход нагретой подкладки, дает команду на постоянную работу обоих транспортеров и насоса для подачи воды в закалочное устройство.
Нагретая подкладка, перемещаясь по склизу, на выходе из блока индукторов попадает на направляющие транспортера и толкаемая упорами движущейся с большой скоростью тяговой цепи оказывается внутри закалочного устройства под спрейерным потоком воды. Время охлаждения подкладки не более 20 с. Перемещение подкладок внутри закалочного устройства обеспечивается транспортером, движущимся со скоростью, согласованной с ритмом толкателя и скоростью первого транспортера. На выходе из закалочного устройства термообработанные подкладки попадают в грузовые контейнеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки изделий | 1990 |
|
SU1770385A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ И ПЕРЕКЛАДКИ РЕЛЬСОВЫХ ПЛЕТЕЙ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1999 |
|
RU2171870C2 |
| ЗАКАЛОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2128718C1 |
| Рельсовая подкладка | 1991 |
|
SU1802822A3 |
| Автомат для закалки пружин | 1991 |
|
SU1822428A3 |
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| Поточная линия для обработки труб с утолщенными концевыми участками | 1988 |
|
SU1588784A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2001 |
|
RU2218430C2 |
Сущность изобретения: установка содержит манипулятор для передачи подкладок на позицию загрузки нагревателя, блок индукторов для нагрева подкладок, цепные транспортеры с двигателями постоянного тока и закалочное устройство, выполненное в виде камеры с установленными в ней верхним и нижним спрейерами и с возможностью создания избыточного давления потока воды в камере. Установка обеспечивает возможность упрочнения прокладок, изготовленных из стали Бст3сп. 3 ил.
УСТАНОВКА ДЛЯ ЗАКАЛКИ РЕЛЬСОВЫХ ПОДКЛАДОК с нагревом индукционными токами, содержащая станину с установленными на ней толкателем, блоком индукторов с батареей конденсаторов и объединенным с ними конструктивно блоком управления, закалочным устройством и транспортерами, отличающаяся тем, что закалочное устройство выполнено в виде камеры с установленными в ней верхним и нижним спрейерами и с возможностью создания избыточного давления потока воды в камере.
| Автомат для закалки кольцевых деталей с нагревом индукционными токами | 1977 |
|
SU778277A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
