Изобретение относится к области машиностроения, в частности к технологическим процессам стабилизирующей обработки осесимметричных деталей типа валов после термических операций нормализации, механической обработки, горячей правки, а также может быть использовано для исследования прочностных свойств деталей в зависимости от вида и характера силового воздействия на них, точек приложения и направления воздействий и амплитудно-частотных характеристик этих воздействий.
Известна установка для правки валов, содержащая опоры для горизонтального размещения на них обрабатываемого вала, вибровозбудитель, ось вращения дебаланса которого параллельна оси вала, и рычажно-маятниковые механизмы, располагаемые справа и слева от оси вала, при этом вибровозбудитель закреплен на одном из концов вала с помощью промежуточного рычага, а рычажно-маятниковые механизмы жестко закреплены перпендикулярно оси вала с помощью маятникового рычага [Авторское свидетельство СССР №1230715, кл. В21D 3/16, 1986 г.].
Недостатками этой установки являются фиксированная частота обработки, проработка лишь на двух первых формах колебаний вала, сложность настройки.
Известно устройство для стабилизации формы осесимметричных деталей типа валов, содержащее жесткую подвеску вала в вертикальном положении, источник возбуждения крутильных колебаний, закрепленный на свободном конце вала и подключенный к блоку управления частотой возмущения, и датчик, закрепляемый на теле вала на некотором расстоянии от оси вала с помощью державки и подключенный к измерительному устройству [Авторское свидетельство СССР №1344455, кл. В21D 3/16, В23Р 25/00, 1987].
В этом устройстве, взятом за прототип, из-за свободного конца детали, подвергаемой обработке, параметры этой обработки различны в различных сечениях детали, что снижает эффективность процесса стабилизации формы осесимметричных деталей.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении эффективности обработки маложестких осесимметричных деталей, достигаемом за счет расширения функциональных и технологических возможностей используемой установки для виброобработки.
Эта задача решается тем, что в установке для виброобработки маложестких деталей, содержащей опоры для размещения в них детали, вибровозбудитель, выполненные с возможностью регулирования параметров процесса виброобработки, опоры размещены на вертикальной стойке и выполнены с возможностью перемещения вдоль нее и фиксации на ней в требуемом положении с использованием передачи «винт-гайка», а также с возможностью ориентации детали в пространстве, перемещения относительно нее и зажима ее в требуемом положении с использованием установочно-зажимных механизмов, а вибровозбудитель, размещаемый на обрабатываемой детали, выполнен с возможностью перемещения вдоль оси детали и фиксации на ней в требуемом положении с использованием захвата, при этом захват выполнен с возможностью задания направления действия возмущающей силы на деталь от вибровозбудителя в любом требуемом направлении.
Захват может быть выполнен поворотным относительно вибровозбудителя.
Установка также может дополнительно содержать средства для статического силового нагружения детали, размещенные на уровне верхнего и нижнего торцов детали и выполненные, соответственно, в виде подвеса и упора, причем последние снабжены захватами.
Размещение опор на вертикальной стойке позволяет использовать силы гравитации для самоориентации в пространстве осесимметричных деталей и исключить при обработке их прогибы, коробление и т.д.
Выполнение опор с возможностью перемещения вдоль стойки и фиксации на ней в требуемом положении позволяет регулировать режим обработки детали, без изменения жесткости системы.
Использование передачи «винт-гайка» позволяет вписать винт вдоль стойки, а сопряженную с ним гайку разместить на регулируемой опоре.
Использование же сервопривода позволяет получить механические перестановки регулируемой опоры в соответствии с сигналом управления (чувствительного элемента).
Выполнение опор с возможностью ориентации детали в пространстве, перемещения относительно нее и зажима ее в требуемом положении обеспечивает необходимые условия для базирования детали.
Использование установочно-зажимных механизмов обеспечивает как ориентацию детали, так и ее самоцентрирование.
Размещение вибровозбудителя на обрабатываемой детали дает возможность непосредственного воздействия на нее.
Выполнение вибровозбудителя с возможностью перемещения вдоль оси детали и фиксации на ней в требуемом положении позволяет задавать оптимальный режим обработки.
Использование захвата обеспечивает отсутствие смещения вдоль оси обрабатываемой детали.
Выполнение захвата с возможностью задания направления действия возмущающей силы на деталь от вибровозбудителя обеспечивает использование как изгибных, так и крутильных механических колебаний.
Выполнение захвата поворотным относительно вибровозбудителя позволяет направить возмущающую силу на деталь под любым углом к ней.
Наличие дополнительных средств для статического силового нагружения детали позволяет стабилизировать параметры вибрационной обработки за счет обеспечения постоянной жесткости системы.
Размещение указанных средств на уровне верхнего и нижнего торцов детали обеспечивает простое и удобное силовое замыкание системы с точки зрения обеспечения необходимости ее жесткости.
Выполнение этих средств, соответственно, в виде подвеса и упора вытекает из условия пространственного размещения детали.
Снабжение же подвеса и упора захватами обеспечивает условия для уменьшения погрешности базирования детали.
Предлагаемая установка для виброобработки маложестких деталей иллюстрируется чертежом.
Установка для виброобработки маложестких деталей состоит из вертикальной стойки 1, закрепляемой на основании 2 и включающей управляемые опоры 3, перемещаемые сервоприводами 4 с использованием передачи «винт-гайка» 5 вдоль стойки. Каждая опора 3 содержит консоль 6 с установочно-зажимным механизмом 7, в которых закрепляется подлежащая виброобработке деталь, например, вал 8, на котором соответственно размещается захват 9 вибровозбудителя 10, подключенного к системе управления силовым блоком привода и к преобразователю частоты (не показаны), используемым для изменения параметров виброобработки при воздействии на деталь механических колебаний различного характера: изгибных или крутильных. Сам захват 9 может быть размещен на фланце 11, который соединен с другим фланцем 12, размещенным на корпусе вибровозбудителя 10, причем поворотом фланцев относительно друг друга возможно задавать направление возмущающей силы как перпендикулярно к оси детали, параллельно ей, так и под любым другим промежуточным углом.
В случае необходимости расширения программы виброобработки установка может дополнительно содержать подвес 13, снабженный захватами для удержания верхнего конца детали, в качестве которого можно использовать известные конструкции, а также упор 14 для поддержки нижнего конца детали, в качестве которого можно использовать также известные конструкции.
Установка работает следующим образом.
Деталь 8, подлежащую обработке, подают в установочно-зажимные механизмы 7 управляемых опор 3, местоположение которых на стойке 1 и расстояние между ними задают, исходя из режима виброобработки.
Далее устанавливают вибровозбудитель 10 на деталь - вал 8 также в определенном его месте (сечении) и производят виброобработку, варьируя в дальнейшем местами размещения опор 3 относительно вала 8 (или наоборот - вала относительно опор) и вибровозбудителя 10 относительно вала в самом широком диапазоне положений.
В некоторых случаях вибрационную обработку необходимо проводить с предварительным статическим нагружением детали 8, в этом случае деталь зажимают захватом в подвесе 13 и захватом в упоре 14, а сам процесс виброобработки проводят как с использованием управляемых опор, так и без них.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРООБРАБОТКИ МАЛОЖЕСТКИХ ДЕТАЛЕЙ ДЛЯ СНИЖЕНИЯ В НИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2008 |
|
RU2424101C2 |
| ВИБРОВОЗБУДИТЕЛЬ | 2015 |
|
RU2658073C2 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2376093C2 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254192C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ | 2007 |
|
RU2355546C2 |
| Способ охлаждения маложестких длинномерных деталей при термических операциях и устройство для его осуществления | 2020 |
|
RU2756670C1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2015 |
|
RU2615852C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ВАЛОВ | 2011 |
|
RU2462518C1 |
| Способ токарной обработки маложесткой длинномерной осессимметричной заготовки детали | 2022 |
|
RU2805022C2 |
| Способ осевого деформирования зафиксированной осесимметричной детали и установка для его осуществления | 2021 |
|
RU2773155C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для виброобработки маложестких деталей. Устройство содержит опоры, размещенные на вертикальной стойке и выполненные с возможностью перемещения вдоль нее и фиксации на ней в требуемом положении с использованием передачи «винт-гайка» и сервопривода, а также с возможностью ориентации детали в пространстве, перемещения относительно нее и зажима ее в требуемом положении с использованием установочно-зажимного механизма. В установку входит также вибровозбудитель, размещаемый на обрабатываемой детали, выполненный с возможностью перемещения вдоль детали и фиксации на ней в требуемом положении с использованием захвата, при этом последний выполнен с возможностью задания направления действия возмущающей силы на деталь от вибровозбудителя в любом требуемом направлении, причем захват может поворачиваться относительно вибровозбудителя. Установка может дополнительно содержать средства для статического силового нагружения детали, размещенные на уровне верхнего и нижнего торцов детали и выполненные, соответственно, в виде подвеса и упора, причем последние должны быть снабжены захватами. Расширяются функциональные и технологические возможности. 2 з.п. ф-лы, 1 ил.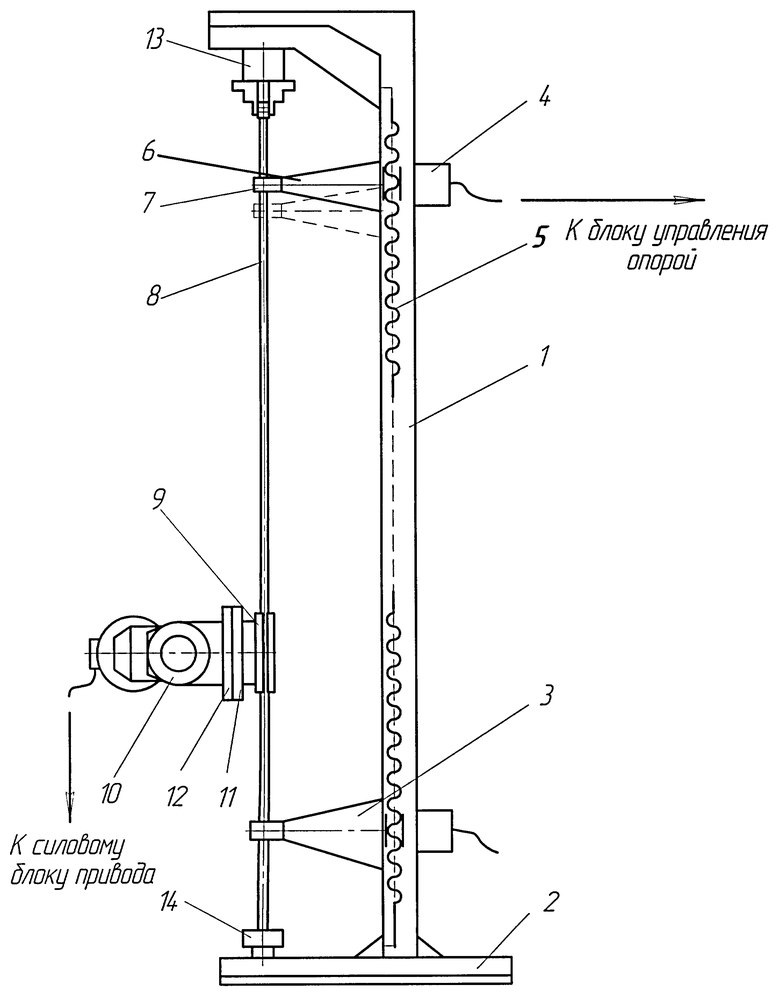
1. Установка для виброобработки маложестких деталей, содержащая опоры для размещения в них детали, вибровозбудитель, выполненные с возможностью регулирования параметров процесса виброобработки, отличающаяся тем, что опоры размещены на вертикальной стойке и выполнены с возможностью перемещения вдоль нее и фиксации на ней в требуемом положении с использованием передачи «винт-гайка» и сервопривода, а также с возможностью ориентации детали в пространстве, перемещения относительно нее и зажима ее в требуемом положении с использованием установочно-зажимных механизмов, а вибровозбудитель размещен на обрабатываемой детали и выполнен с возможностью перемещения вдоль оси детали и фиксации на ней в требуемом положении с использованием захвата, при этом захват выполнен с возможностью задания направления действия возмущающей силы на деталь от вибровозбудителя в любом требуемом положении.
2. Установка по п.1, отличающаяся тем, что захват выполнен поворотным относительно вибровозбудителя.
3. Установка по п.1, отличающаяся тем, что она дополнительно содержит средства для статического силового нагружения детали, размещенные на уровне верхнего и нижнего торцов детали и выполненные соответственно в виде подвеса и упора, причем последние снабжены захватами.
| Способ стабилизации формы осесимметричных деталей | 1986 |
|
SU1344455A1 |
| 0 |
|
SU155682A1 | |
| УСТАНОВКА ДЛЯ ВИБРООБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2158670C2 |
| GB 1067656 А, 03.05.1967. | |||

