Изобретение относится к литейному производству, в частности к устройствам для получения отливок в футерованных формах, а также для получения лигатуры.
Известна кокильная машина с тепловой трубой [1. Патент RU №2276628. Способ получения отливок в кокиле и кокильная машина с тепловой трубой / В.В.Стулов, Б.Н.Марьин. Опубликован 10.09.2006], содержащая кокиль, стержень, станину, механизм разъема кокиля, механизм перемещения стержня, причем стержень выполнен в виде тепловой трубы с зонами нагрева и охлаждения.
Недостатком известной кокильной машины является большая трудоемкость изготовления металлического кокиля для получения цилиндрических отливок со сравнительно большими наружными размерами - диаметром, высотой. Кроме этого, отходы металла в виде стружки, обрези превышают 50% массы заготовок.
Известны оболочковые формы, содержащие контейнеры, футеровку, оболочку, оболочковые стержни [2. Технология конструкционных материалов: учебник для ВУЗов / A.M.Дальский, И.А.Арутюнова, Т.М.Барсукова и др. 2-е изд., переработанное и дополненное. М.: Машиностроение, 1985, 448 с. См. с.146]. Недостатком форм является недостаточная интенсивность охлаждения заливаемого в них металла при получении цилиндрических отливок сравнительно больших размеров. В результате полученные отливки имеют сравнительно крупнозернистую внутреннюю структуру металла и недостаточную его прочность.
Технический результат, получаемый при осуществлении заявляемого устройства для получения полых цилиндрических отливок, заключается в следующем:
- повышении производительности процесса получения полых цилиндрических отливок или лигатуры,
- повышении прочности отливок.
Заявленное устройство характеризуется следующими существенными признаками.
Ограничительные признаки: контейнер, футеровка, стержень.
Отличительные признаки: стержень выполнен охлаждаемым в виде тепловой трубы с зоной нагрева и охлаждения, содержит приспособление в виде Г-образной стойки со сферической опорой для крепления стержня, установочный стол с поворачивающейся площадкой, оптический пирометр, подключенный в систему автоматического управления процессом, диаметр зоны нагрева стержня d1 и внутренний диаметр футеровки d2 связаны соотношением d1/d2=0,2-0,25.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Выполнение стержня охлаждаемым в виде тепловой трубы с зоной нагрева и охлаждения повышает эффективность охлаждения металла в форме и качество получаемых отливок.
Наличие приспособления в виде Г-образной стойки со сферической опорой для крепления стержня исключает возможность его перекоса во время заливки металла в форму.
Наличие установочного стола с поворачивающейся площадкой обеспечивает возможность вращения формы во время заливки в нее металла, что позволяет управлять структурой получаемой отливки и добиваться получения качественной структуры полых отливок различных размеров из металлов и сплавов.
Наличие оптического пирометра, подключенного в систему автоматического управления процессом, позволяет контролировать температуру зоны нагрева тепловой трубы и подавать команду на включение охлаждения в зоне охлаждения тепловой трубы.
Уменьшение соотношения d1/d2<0,2 (где d1 - диаметр зоны нагрева стержня, d2 - внутренний диаметр футеровки) приводит к нецелесообразному уменьшению диаметра зоны нагрева стержня, выполненного в виде тепловой трубы, а соответственно - к уменьшению поверхности теплообмена и количеству отводимого в единицу времени тепла разливаемого металла. Результат - недостаточная скорость кристаллизации металла и качество структуры отливки.
Увеличение d1/d2>0,25 приводит в ряде случаев к нецелесообразному увеличению диаметра отверстия в получаемых полых отливках, что ограничивает применение устройства.
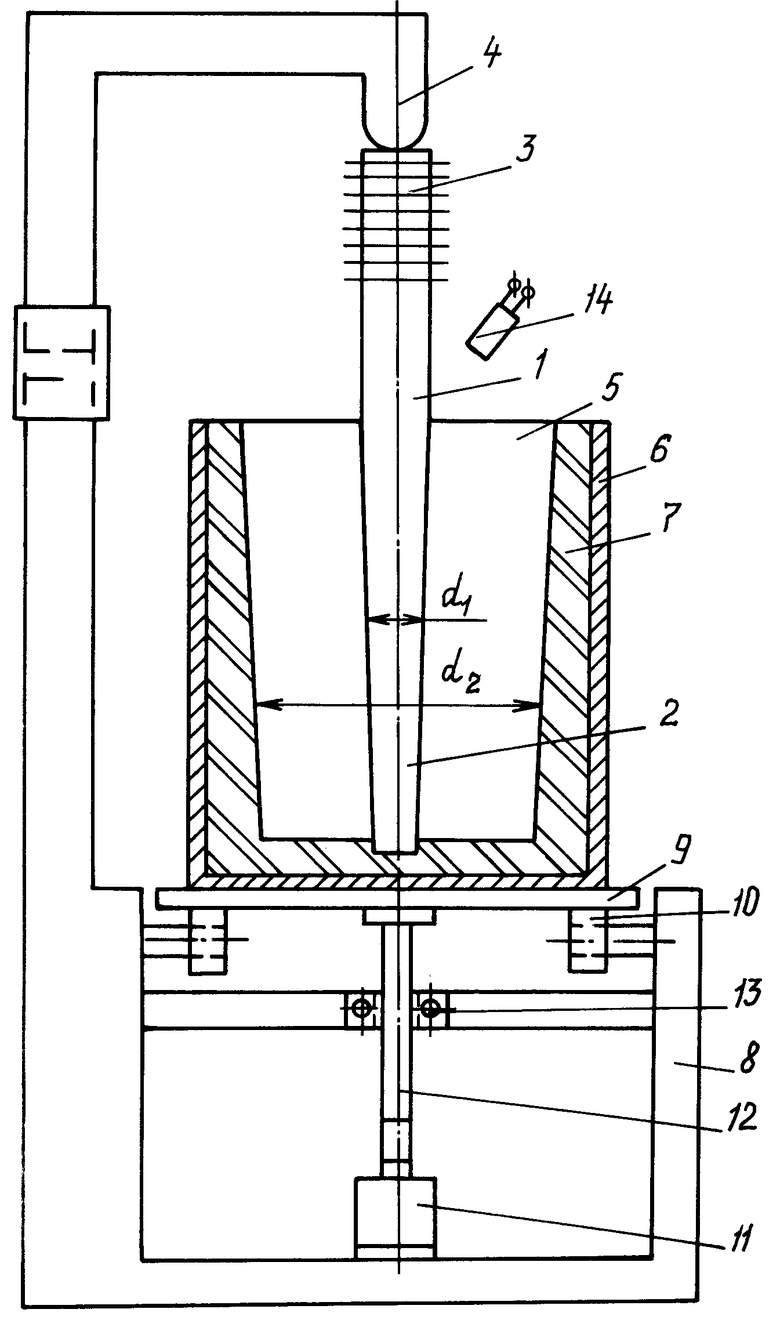
На чертеже приведен внешний вид заявляемого устройства для получения полой цилиндрической отливки.
Устройство состоит из стержня 1, выполненного в виде тепловой трубы с зоной нагрева 2 и зоной охлаждения 3, приспособления 4 в виде Г-образной стойки со сферической опорой для крепления стержня 1, формы 5, выполненной из контейнера 6 с футеровкой 7, установочного стола 8 с поворачивающейся площадкой 9, установленной на подшипниках 10, электродвигателя 11 с регулятором числа оборотов и приводом 12, закрепленным на подшипнике 13, оптического пирометра 14, подключенного в систему автоматического управления процессом.
Работа приведенного устройства осуществляется следующим образом. Предварительно в контейнере 6 разогревается до заданной температуры футеровка 7, фиксируемой по показанию оптического пирометра 14. Включается электродвигатель 11 и вращение через привод 12, закрепленный на подшипнике 13, передается поворачивающейся площадке 9 установочного стола 8 с формой 5 и закрепленным в ней приспособлением 4 стержнем 1. Производят заливку металла струей в контейнер 6 с футеровкой 7 формы 5. После достижения зоной нагрева 2 стержня 1 заданной температуры, фиксируемой по показаниям оптического пирометра 14, осуществляют принудительное охлаждение зоны охлаждения 3 стержня 1. После охлаждения отливки в контейнере 6 с футеровкой 7 до заданной температуры, фиксируемой по показаниям оптического пирометра 14, осуществляют извлечение из отливки в форме 5 стержня 1 при убранном приспособлении 4. После этого извлекают отливку из футерованной формы 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В КОКИЛЬНОЙ МАШИНЕ И КОКИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2276628C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 2010 |
|
RU2419511C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ПРОТЕКТОРОВ | 2010 |
|
RU2455107C1 |
| КОКИЛЬНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2012 |
|
RU2486028C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ПРОТЕКТОРОВ | 2011 |
|
RU2463128C1 |
| СПОСОБ ЛИТЬЯ ТОРМОЗНЫХ КОЛОДОК И КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2462328C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В КОКИЛЕ | 2010 |
|
RU2424872C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Линия для заливки пакетов роторов | 1985 |
|
SU1380856A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ КОКИЛЬНОГО ЛИТЬЯ | 1973 |
|
SU374116A1 |
Изобретение относится к литейному производству и может быть использовано для получения отливок из лигатуры. Устройство содержит форму, состоящую из футерованного контейнера и стержня, установочный стол с площадкой для формы и приспособление в виде Г-образной стойки со сферической опорой для крепления стержня. Стержень выполнен в виде тепловой трубы с зоной нагрева и охлаждения. Диаметр зоны нагрева стержня d1 и внутренний диаметр футеровки d2 связаны соотношением d1/d2=0,2-0,25. Предусмотрен пирометр, подключенный в систему автоматического управления процессом. Контейнер предварительно нагревают, приводят во вращение установочный стол с формой и осуществляют заливку металла в контейнер. После достижения зоной нагрева стержня заданной температуры, фиксируемой пирометром, принудительно охлаждают зону охлаждения стержня. Затвердевшую отливку извлекают из формы, убирают приспособление и извлекают стержень из отливки. Обеспечивается повышение производительности процесса и прочности отливок. 1 ил.
Устройство для получения полой цилиндрической отливки в форме, содержащей контейнер с футеровкой и стержень, отличающееся тем, что оно содержит приспособление в виде Г-образной стойки со сферической опорой для крепления стержня, установочный стол с поворачивающейся площадкой для формы, оптический пирометр, подключенный в систему автоматического управления процессом, при этом стержень выполнен охлаждаемым в виде тепловой трубы с зоной нагрева и охлаждения, а диаметр зоны нагрева стержня d1 и внутренний диаметр футеровки d2 связаны соотношением d1/d2=0,2-0,25.
| ДАЛЬСКИЙ A.M | |||
| и др | |||
| Технология конструкционных материалов: Учебник для вузов | |||
| - М.: Машиностроение, 1985, с.146 | |||
| Форма для получения полого слитка | 1981 |
|
SU977102A1 |
| Установка для изготовления крупно-гАбАРиТНыХ ОТлиВОК | 1979 |
|
SU835631A1 |
| Устройство для получения полых слитков | 1990 |
|
SU1802742A3 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2002 |
|
RU2221671C1 |

