Область техники
Это изобретение относится к коленчатой трубе и способу ее изготовления. Более конкретно, данное изобретение относится к коленчатой трубе сверхвысокой прочности, соответствующей так называемому классу API X100 или выше, которая имеет основной металл с высокой прочностью и превосходной ударной вязкостью и металл сварного шва, который также имеет превосходную ударную вязкость. Настоящее изобретение также относится к способу изготовления такой трубы.
Предшествующий уровень техники
Стальные трубы большого диаметра, используемые для сооружения трубопроводов, являются главным образом высокопрочными сварными стальными трубами, для того чтобы уменьшить стоимость строительных работ. В существующих трубопроводах применяются в основном высокопрочные сварные стальные трубы класса API X70, в то время как сварные трубы повышенной прочности класса API X80 фактически применяются лишь в немногих случаях. Однако в последние годы было исследовано применение в трубопроводах сварных стальных труб сверхвысокой прочности, которых до настоящего времени не имелось, таких как трубы, соответствующие так называемому классу API X100 или классу API X120. В настоящее время такие сварные стальные трубы сверхвысокой прочности не стандартизованы в качестве стальных труб для трубопроводов, однако имеется высокая вероятность, что они будут официально стандартизованы в ближайшем будущем.
В пояснении, представленном далее, выражения «соответствующие так называемому классу API X100» и «соответствующие так называемому классу API X120» будут сокращены до «класса X100» и «класса Х120». Предполагается, что стандарты для класса X100 включают предел текучести YS по меньшей мере 690 МПа, предел прочности на разрыв TS по меньшей мере 760 МПа, отношение напряжения при пределе текучести к пределу прочности YR самое большее 97,0% и поглощенную энергию по Шарпи при -10°С по меньшей мере 80 Дж для основного металла, а также поглощенную энергию по Шарпи при -10°С по меньшей мере 40 Дж, и долю вязкой составляющей по меньшей мере 50% для металла сварного шва, и поглощенную энергию по Шарпи при -10°С по меньшей мере 40 Дж и долю вязкой составляющей по меньшей мере 50% для зоны термического воздействия при сварке.
Когда прочность сварной стальной трубы для трубопроводов достигает сверхвысокого уровня, весьма вероятно, что сверхвысокая прочность по меньшей мере класса X100 также потребуется для коленчатых труб, которые необходимы в конструкции трубопроводов. Однако для этого должны быть разработаны удовлетворительные способы изготовления коленчатых труб сверхвысокой прочности. Это обусловлено тем, что трудно достигнуть высокого уровня прочности и ударной вязкости для коленчатой трубы посредством термообработки, которая необходима в производстве коленчатой трубы.
В прошлом было предложено большое число решений, относящихся к коленчатым трубам высокой прочности. См., например, JP H07-3330 A1, JP H08-92649 A1, JP 2003-277831 A1, JP 2004-332083 A1 и JP 2005-350724 A1. Эти документы раскрывают решения, в которых коленчатую трубу высокой прочности изготавливают посредством выбора состава изгибаемой исходной трубы, которая является прямолинейной стальной трубой перед изгибанием, а также условий изготовления коленчатой трубы. Однако эти изобретения не принимают во внимание условия изготовления исходной трубы или стального листа, применяемого для формования исходной трубы.
Патентный документ 1: JP H07-3330 A1
Патентный документ 2: JP H08-92649 A1
Патентный документ 3: JP 2003-277831 A1
Патентный документ 4: JP 2004-332083 A1
Патентный документ 5: JP 2005-350724 A1
Описание изобретения
Авторы настоящего изобретения обнаружили, что при попытке изготовления коленчатой трубы сверхвысокой прочности по меньшей мере класса X100, основываясь на изобретениях, раскрытых в описанных выше документах, ударная вязкость металла сварного шва коленчатой трубы уменьшается, и целевая ударная вязкость не может быть получена. Причина этого заключается в следующем.
Для того чтобы гарантировать то, что основной металл сварной стальной трубы имеет прочность по меньшей мере класса X100 после изгибания, необходимо, чтобы основной металл содержал относительно большое количество легирующих элементов. Для того чтобы предотвратить разрушение металла сварного шва на стадии раскатки при изготовлении изгибаемой исходной трубы, необходимо увеличить прочность металла сварного шва выше прочности основного металла посредством достижения так называемого превосходящего состава, в котором содержание легирующих элементов в металле сварного шва выше содержания легирующих элементов в основном металле.
Соответственно, для того чтобы изготовить коленчатую трубу сверхвысокой прочности по меньшей мере класса X100, содержание легирующих элементов в металле сварного шва неизбежно становится очень высоким. В результате этого прочность металла сварного шва коленчатой трубы существенно увеличивается. В целом, прочность и ударная вязкость обратно пропорциональны одна другой. Поэтому, когда прочность металла сварного шва коленчатой трубы увеличивается, его ударная вязкость уменьшается, и целевая ударная вязкость не может быть достигнута.
Целью данного изобретения является предоставление коленчатой трубы сверхвысокой прочности, по меньшей мере класса X100, имеющей основной металл с высокой прочностью и превосходной ударной вязкостью и имеющей металл сварного шва, который также имеет превосходную ударную вязкость.
В соответствии с данным изобретением, при изготовлении коленчатой трубы сверхвысокой прочности по меньшей мере класса X100, после горячей прокатки стального листа, применяемого для формования изгибаемой исходной трубы, вместо водяного охлаждения стального листа, как это обычно делалось в прошлом, охлаждение выполняется при скорости охлаждения в центральной части по направлению толщины листа меньше 5°С в секунду в температурном интервале от самое большее 700°С до по меньшей мере 500°С. Это охлаждение может быть реализовано, например, как воздушное охлаждение.
В результате, прочность стального листа может быть уменьшена примерно на 30-100 МПа по сравнению со случаем изготовления с применением водяного охлаждения. Соответственно, прочность металла сварного шва изгибаемой исходной трубы, сформованной из стального листа, также может быть уменьшена примерно на 30-100 МПа, при поддержании превосходящего состава.
Изгибаемая исходная труба, которая сформована из этого стального листа и которая имеет прочность металла ее сварного шва, уменьшенную примерно на 30-100 МПа, подвергается изгибанию, чтобы сформировать коленчатую трубу. Прочность коленчатой трубы затем увеличивается примерно на 30-100 МПа выше прочности изгибаемой исходной трубы посредством изменения выполняемых затем условий быстрого охлаждения и отпуска по сравнению с обычными условиями быстрого охлаждения и отпуска.
В результате, коленчатая труба сверхвысокой прочности по меньшей мере класса X100, которая имеет основной металл с высокой прочностью и превосходной ударной вязкостью и металл сварного шва с превосходной ударной вязкостью, может быть изготовлена надежным образом без увеличения содержания легирующих элементов в металле сварного шва.
Таким образом, данное изобретение основано на оригинальной технической идее, заключающейся в том, что посредством изготовления стального листа пониженной прочности посредством уменьшения скорости охлаждения после горячей прокатки, последующего изготовления изгибаемой исходной трубы из стального листа и уменьшения прочности металла сварного шва при поддержании превосходящего состава, разрушение металла сварного шва во время расширения изгибаемой исходной трубы предотвращается, и после изгибания изгибаемой исходной трубы прочность коленчатой трубы увеличивается посредством изменения условий быстрого охлаждения и отпуска после изгибания, в результате чего становится возможным изготовление коленчатой трубы сверхвысокой прочности по меньшей мере класса X100, имеющей основной металл с высокой прочностью и превосходной ударной вязкостью и имеющей металл сварного шва, также обладающий превосходной ударной вязкостью.
Данное изобретение предлагает способ изготовления коленчатой трубы, включающий в себя приготовление стального листа посредством его охлаждения после горячей прокатки при скорости охлаждения в центральной части по направлению толщины листа меньше 5°С в секунду в температурном интервале от самое большее 700°С до по меньшей мере 500°С, приготовление изгибаемой исходной трубы в виде сварной стальной трубы из стального листа, горячее изгибание изгибаемой исходной трубы и последующее охлаждение при скорости охлаждения в центральной части по направлению толщины по меньшей мере 5°С в секунду в температурном интервале от самое большее 700°С до по меньшей мере 500°С, чтобы изготовить коленчатую трубу, для которой предел прочности на разрыв основного металла коленчатой трубы выше предела прочности на разрыв основного металла изгибаемой исходной трубы.
Данное изобретение также предоставляет способ изготовления коленчатой трубы, включающий приготовление стального листа посредством его охлаждения после горячей прокатки при скорости охлаждения в центральной части по направлению толщины листа меньше 5°С в секунду в температурном интервале от самое большее 700°С до по меньшей мере 500°С, приготовление изгибаемой исходной трубы в виде сварной стальной трубы из стального листа, нагревание изгибаемой исходной трубы до температуры в интервале от по меньшей мере 900°С до самое большее 1100°С и изгибание с последующим охлаждением до температурного интервала с максимальной температурой 300°С при скорости охлаждения в центральной части по направлению толщины по меньшей мере 5°С в секунду в температурном интервале от самое большее 700°С до по меньшей мере 500°С и последующее выполнение отпуска в температурном интервале от по меньшей мере 300°С до самое большее 500°С.
В способе изготовления коленчатой трубы в соответствии с данным изобретением коленчатая труба предпочтительно имеет по меньшей мере класс API X100. Примером подходящего состава стали основного металла коленчатой трубы является состав, содержащий С: от самое меньшее 0,03% до самое большее 0,12% (в этом описании, если не указано иное, % по отношению к составу означают массовые %), Si: от самое меньшее 0,05% до самое большее 0,50%, Mn: от самое меньшее 1,4% до самое большее 2,2%, S: самое большее 0,01%, Мо: от самое меньшее 0,05% до самое большее 1,0%, Al: от самое меньшее 0,005% до самое большее 0,06%, N: самое большее 0,008%, по меньшей мере один элемент из Cu: от самое меньшее 0,05% до самое большее 1,0%, Ni: от самое меньшее 0,05% до самое большее 2,0% и Cr; от самое меньшее 0,05% до самое большее 1,0%, по меньшей мере один элемент из Nb; от самое меньшее 0,005% до самое большее 0,1%, V: от самое меньшее 0,005% до самое большее 0,1% и Ti: от самое меньшее 0,005% до самое большее 0,03%, остальное Fe и примеси, при этом углеродный эквивалент Ceq, определяемый представленным ниже уравнением (1), составляет по меньшей мере 0,45%:
 .
.
Состав стали коленчатой трубы означает состав стали основного металла, который является таким же, что и состав стали стального листа, из которого формуется изгибаемая исходная труба.
В качестве другого аспекта, данное изобретение также предоставляет коленчатую трубу, по меньшей мере класса X100, которая изготавливается изгибанием изгибаемой исходной трубы и которая имеет состав, содержащий С: от самое меньшее 0,03% до самое большее 0,12%, Si: от самое меньшее 0,05% до самое большее 0,50%, Mn: от самое меньшее 1,4% до самое большее 2,2%, S: самое большее 0,01%, Мо: от самое меньшее 0,05% до самое большее 1,0%, Al: от самое меньшее 0,005% до самое большее 0,06%, N: самое большее 0,008%, по меньшей мере один элемент из Cu: от самое меньшее 0,05% до самое большее 1,0%, Ni: от самое меньшее 0,05% до самое большее 2,0% и Cr: от самое меньшее 0,05% до самое большее 1,0%, по меньшей мере один элемент из Nb: от самое меньшее 0,005% до самое большее 0,1%, V: от самое меньшее 0,005% до самое большее 0,1% и Ti: от самое меньшее 0,005% до самое большее 0,03%, остальное Fe и примеси, при этом углеродный эквивалент Ceq, определяемый представленным выше уравнением (1), составляет по меньшей мере 0,45%, данная коленчатая труба имеет прочность, которая по меньшей мере на 30 МПа выше прочности изгибаемой исходной трубы.
Основной металл коленчатой трубы может, кроме того, содержать В: самое большее 0,030% и/или Са: самое большее 0,005% в качестве опционально добавляемых элементов.
Содержание В в металле сварного шва коленчатой трубы предпочтительно составляет самое большее 5 ppm (млн-1), и содержание О в металле сварного шва предпочтительно составляет самое большее 280 ppm (млн-1).
В этом описании термин «коленчатая труба» относится к трубе, которую получают изгибанием сварной стальной трубы, имеющей основной металл и металл сварного шва. Сварная труба по меньшей мере класса X100 означает трубу, для которой предел текучести YS основного металла составляет самое меньшее 690 МПа и предел прочности на разрыв основного металла составляет самое меньшее 760 МПа.
В соответствии с данным изобретением может быть предоставлена коленчатая труба сверхвысокой прочности по меньшей мере класса X100, имеющая основной металл с высокой прочностью и превосходной ударной вязкостью и имеющая металл сварных швов, который также имеет превосходную ударную вязкость. Поэтому данное изобретение делает возможным применение сварной стальной трубы сверхвысокой прочности, такой как труба класса X100 или класса X120, в качестве трубы трубопровода, посредством чего затраты на строительство трубопроводов могут быть уменьшены.
Краткое описание чертежей
Фиг.1 является графиком, представляющим в количественном виде соотношение между углеродным эквивалентом Ceq (%) и пределом прочности на разрыв TS (МПа), на котором линия «а» показывает предел прочности на разрыв стального листа для изгибаемой исходной трубы, изготовленной с применением водяного охлаждения после горячей прокатки при скорости охлаждения 20°С в секунду (сравнительный пример), линия «b» показывает предел прочности на разрыв стального листа для изгибаемой исходной трубы, изготовленной с применением воздушного охлаждения при скорости охлаждения меньше 5°С в секунду (пример данного изобретения), линия «d» показывает предел прочности на разрыв в окружном направлении металла сварного шва изгибаемых исходных труб, изготовленных из этих стальных листов, и линия «с» показывает предел прочности на разрыв в окружном направлении основного металла и металла сварного шва коленчатой трубы, изготовленной при использовании этих изгибаемых исходных труб.
Фиг.2 является графиком, представляющим соотношение между условиями отпуска (без отпуска (состояние после быстрого охлаждения), отпуск при 350°С, отпуск при 400°С или отпуск при 450°С) и поглощенной энергией vE -10°C (Дж) при испытании на ударную вязкость по Шарпи.
Фиг.3 является графиком, представляющим соотношение между условиями отпуска (без отпуска (состояние после быстрого охлаждения), отпуск при 350°С, отпуск при 400°С или отпуск при 450°С) и прочностью основного металла (0,5% YS, TS).
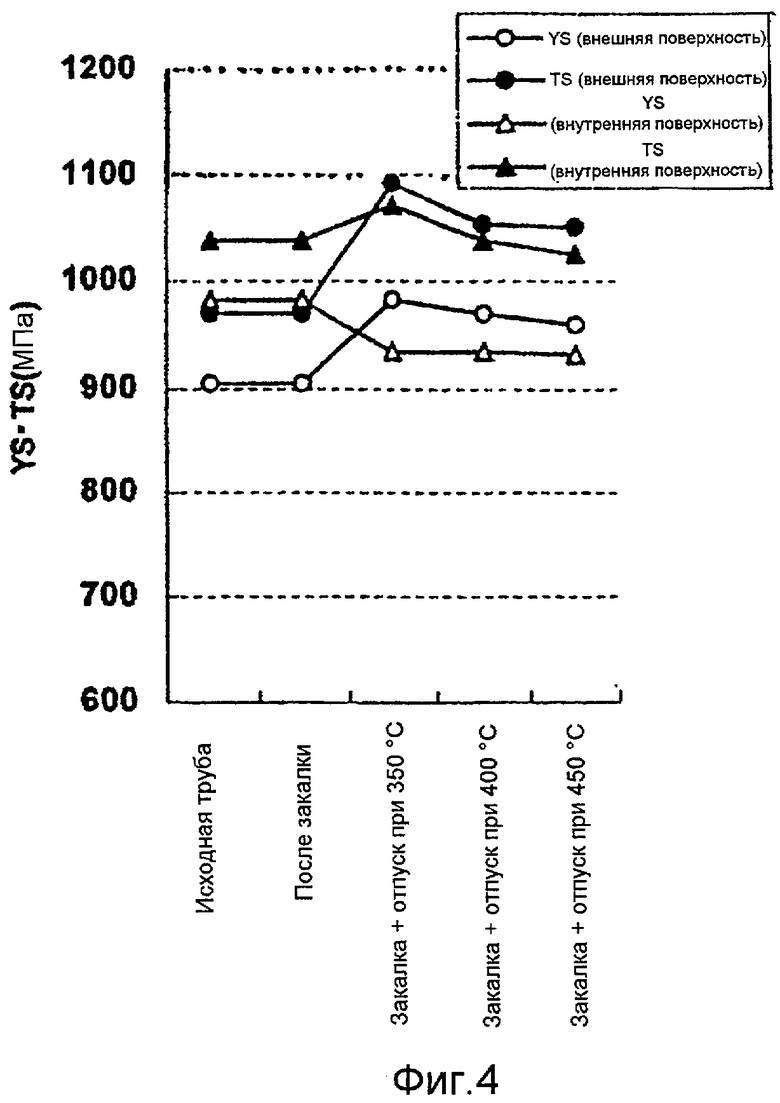
Фиг.4 является графиком, представляющим соотношение между условиями отпуска (без отпуска (состояние после быстрого охлаждения), отпуск при 350°С, отпуск при 400°С или отпуск при 450°С) и прочностью (YS, TS) внутренней поверхности и внешней поверхности металла сварного шва.
Фиг.5 является графиком, представляющим влияние температуры быстрого охлаждения и содержания В в металле сварного шва (24 млн-1, 3 млн-1) на ударную вязкость (поглощенную энергию при испытании на ударную вязкость по Шарпи при -10°С) после термообработки металла сварного шва, имеющего состав, при котором углеродный эквивалент Ceq составляет 0,40%.
Предпочтительный вариант осуществления изобретения
Ниже предпочтительный вариант осуществления изобретения будет разъяснен в деталях при ссылках на чертежи. Вначале будут разъяснены причины ограничений в составе стального листа для применения при изготовлении коленчатой трубы и, соответственно, в составе основного металла изгибаемой исходной трубы и коленчатой трубы в соответствии с данным изобретением и вариантом осуществления способа ее изготовления.
(С: от по меньшей мере 0,03% до самое большее 0,12%)
С является элементом, который эффективен для увеличения прочности. По меньшей мере 0,03% С содержится, чтобы достигнуть прочности по меньшей мере класса X100. Однако если содержание С превышает 0,12%, то ударная вязкость заметно снижается, это оказывает вредное влияние на механические свойства основного металла, и увеличивается образование поверхностных трещин на плоских заготовках. Поэтому содержание С устанавливают от по меньшей мере 0,03% до самое большее 0,12%. С той же самой точки зрения, верхний предел содержания С предпочтительно составляет 0,08%, а нижний предел предпочтительно составляет 0,04%.
(Si: от по меньшей мере 0,05% до самое большее 0,50%)
Si содержится в качестве раскислителя для стали и для увеличения прочности стали. Если содержание Si составляет менее 0,05%, то раскисление становится недостаточным. С другой стороны, если содержание Si превышает 0,50%, то образуется большое количество мартенситно-аустенитной фазы в зоне термического влияния при сварке (HAZ), что приводит к заметному снижению ударной вязкости, и механические свойства коленчатой трубы ухудшаются. Поэтому содержание Si устанавливают от по меньшей мере 0,05% до самое большее 0,50%. С той же самой точки зрения, верхний предел содержания Si предпочтительно составляет 0,20%. Содержание Si предпочтительно определяется с учетом баланса между толщиной стального листа для изгибаемой исходной трубы и ударной вязкостью, требующейся для зоны термического влияния при сварке.
(Mn: от по меньшей мере 1,4% до самое большее 2,2%)
Mn является основным элементом для увеличения прочности и ударной вязкости стали. Согласно настоящему изобретению в стали содержится по меньшей мере 1,4% Mn, чтобы гарантировать прочность. Однако если содержание Mn превышает 2,2%, ударная вязкость металла сварного шва уменьшается, и ударная вязкость основного металла и зоны термического влияния при сварке коленчатой трубы также уменьшается. Поэтому содержание Mn устанавливают от по меньшей мере 1,4% до самое большее 2,2%. С той же самой точки зрения, верхний предел содержания Mn предпочтительно составляет 2,0%, а нижний предел предпочтительно составляет 1,45%.
(S: самое большее 0,01%)
Если содержание S превышает 0,01%, то ударная вязкость основного металла ухудшается. Поэтому содержание S устанавливают самое большее 0,01%. С той же самой точки зрения, верхний предел содержания S предпочтительно составляет 0,004%.
(Мо: от по меньшей мере 0,05% до самое большее 1,0%)
При содержании по меньшей мере 0,05% Мо подавляется ухудшение ударной вязкости основного металла и зоны термического влияния при сварке коленчатой трубы, и увеличивается прочность основного металла и металла сварного шва коленчатой трубы. Однако если содержание Мо превышает 1,0%, то затрудняется сварка в окружном направлении на месте строительства, и ухудшается ударная вязкость зоны термического влияния при сварке коленчатой трубы. Поэтому содержание Мо устанавливают от по меньшей мере 0,05% до самое большее 1,0%. С той же самой точки зрения, верхний предел содержания Мо предпочтительно составляет 0,40%, а нижний предел предпочтительно составляет 0,10%.
(Al: от по меньшей мере 0,005% до самое большее 0,06%)
Подобно Si, Al действует в качестве раскислителя для стали при содержании в количестве по меньшей мере 0,005%. Значительное раскисляющее действие достигается, если содержание Al составляет 0,06%, а если Al содержится в большем количестве, то лишь увеличиваются затраты. Поэтому содержание Al ограничивается величиной от по меньшей мере 0,005% до самое большее 0,06%. С той же самой точки зрения, верхний предел содержания Al предпочтительно составляет 0,050%, а нижний предел предпочтительно составляет 0,010%.
(N: самое большее 0,008%)
N служит для увеличения высокотемпературной прочности стали посредством образования нитридов V, Ti или т.п. Однако если содержание N превышает 0,008%, то образуются карбонитриды Nb, V или Ti, и уменьшается ударная вязкость основного металла и зоны термического влияния при сварке. Поэтому содержание N устанавливают самое большее 0,008%. С той же самой точки зрения, верхний предел содержания N предпочтительно составляет 0,0050%.
(По меньшей мере один элемент из Cu: от по меньшей мере 0,05% до самое большее 1,0%, Ni: от по меньшей мере 0,05% до самое большее 2,0% и Cr: от по меньшей мере 0,05% до самое большее 1,0%)
При содержании по меньшей мере 0,05% Cu, Ni или Cr прочность может быть увеличена без значительного ухудшения ударной вязкости посредством упрочнения при обработке на твердый раствор и изменения структуры вследствие эффекта увеличения закаливаемости.
Однако если содержание Cu превышает 1,0%, проявляется так называемый феномен растрескивания из-за Cu, который вреден для поверхностных трещин плоских заготовок, и становится необходимым нагревание листовой заготовки при низкой температуре, что ограничивает условия изготовления. Поэтому содержание Cu устанавливают от по меньшей мере 0,05% до самое большее 1,0%.
Ni обладает эффектом подавления ухудшения ударной вязкости основного металла и зоны воздействия нагрева при сварке коленчатой трубы. Однако если содержание Ni превышает 2,0%, то затраты заметно возрастают. Поэтому содержание Ni устанавливают от по меньшей мере 0,05% до самое большее 2,0%.
Если содержание Cr превышает 1,0%, то ударная вязкость зоны воздействия нагрева при сварке уменьшается. Поэтому содержание Cr устанавливают от по меньшей мере 0,05% до самое большее 1,0%.
Может быть добавлен один элемент из Cu, Ni и Cr или же два или более элемента в комбинации одного с другим.
(По меньшей мере один элемент из Nb; от по меньшей мере 0,005% до самое большее 0,1%, V: от по меньшей мере 0,005% до самое большее 0,1% и Ti: от по меньшей мере 0,005% до самое большее 0,03%)
Добавление по меньшей мере 0,005% Nb, V или Ti увеличивает прочность вследствие дисперсионного упрочнения и увеличенной закаливаемости. Это также оказывает значительное влияние на увеличение ударной вязкости, обусловленное уменьшением кристаллических зерен. В частности, Ti образует TiN и подавляет рост кристаллических зерен в зоне воздействия нагрева при сварке, что приводит к увеличению ударной вязкости. Однако если добавлено слишком много Ti, то ударная вязкость металла сварного шва уменьшается. Поэтому, содержание Nb устанавливают от по меньшей мере 0,005% до самое большее 0,1%, содержание V устанавливают от по меньшей мере 0,005% до самое большее 0,1% и содержание Ti ограничивают в пределах от по меньшей мере 0,005% до самое большее 0,03%.
Может быть добавлен один элемент из Nb, V и Ti или же два или более элемента в комбинации одного с другим.
В дополнение к этим основным элементам, при необходимости, в состав стали могут быть добавлены один или несколько опциональных дополнительных элементов, описанных ниже. Опциональные дополнительные элементы будут описаны ниже.
(В: самое большее 0,030%)
В заметно увеличивает закаливаемость стали. Однако если содержание В превышает 0,0030%, то свариваемость уменьшается. Поэтому, если содержится В, то его содержание устанавливают самое большее 0,030%. Чтобы повысить закаливаемость надежным образом, содержание В предпочтительно устанавливают по меньшей мере 0,005%.
(Ca: самое большее 0,005%)
Ca обладает эффектом сфероидизации включений, а также предотвращает водородное растрескивание и расслаивание. Однако влияние Ca приходит к насыщению, если его содержание превышает 0,005%. Поэтому, если содержится Ca, то его содержание устанавливают самое большее 0,005%.
Остальные компоненты состава коленчатой трубы, в дополнение к описанным выше компонентам, представляют собой Fe и примеси.
В дополнение к описанному выше составу, углеродный эквивалент Ceq стального листа для изгибаемой исходной трубы, основного металла изгибаемой исходной трубы и основного металла коленчатой трубы, а также содержание В и содержание О в металле сварного шва изгибаемой исходной трубы и коленчатой трубы важны для изготовления коленчатой трубы с высокой прочностью и высокой ударной вязкостью, например, класса X100 или выше. Значение этих параметров будет пояснено ниже.
(Углеродный эквивалент Ceq: по меньшей мере 0,45%)
Чтобы обеспечить то, что коленчатая труба обладает сверхвысокой прочностью по меньшей мере класса X100, углеродный эквивалент Ceq устанавливают по меньшей мере 0,45%. С той же самой точки зрения, углеродный эквивалент Ceq предпочтительно составляет по меньшей мере 0,48%.
Углеродный эквивалент Ceq определяется следующим уравнением:
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15.
(Содержание В: самое большее 5 млн-1 (или отсутствие бора), содержание О: самое большее 280 млн-1 для металла сварного шва)
Снижение прочности изгибаемой исходной трубы оказывает влияние на увеличение ударной вязкости металла сварного шва. Факторами, которые в металлургии оказывают влияние на увеличение ударной вязкости металла сварного шва, являются содержание В и содержание О в металле сварного шва изгибаемой исходной трубы. Как содержание В, так и содержание О в металле сварного шва зависит от компонентов флюса во время сварки.
Чтобы получить целевую ударную вязкость, содержание О в металле сварного шва предпочтительно устанавливают таким низким, насколько это возможно. Например, оно предпочтительно составляет самое большее 280 млн-1. Содержание О в металле сварного шва может быть уменьшено посредством применения высокоосновного флюса во время сварки.
Содержание В в металле сварного шва прямой стальной трубы UOE класса Х70 или ниже обычно устанавливают от по меньшей мере 10 млн-1 до самое большее 30 млн-1, чтобы предотвратить уменьшение ударной вязкости. В результате подавляется выделение феррита на границах зерен, и может быть получена равномерная игольчатая структура феррита, чтобы предотвратить уменьшение ударной вязкости.
В противоположность этому, в случае стальной трубы UOE сверхвысокой прочности, превышающей класс Х70, желательно, чтобы металл сварного шва трубы не содержал В, чтобы увеличить ударную вязкость. Это связано с тем, что выделение феррита на границах зерен может быть адекватным образом предотвращено повышением закаливаемости, даже если В не содержится, а если В содержится, то стимулируется формирование пластинчатой структуры, посредством чего уменьшается ударная вязкость.
Далее будет разъяснен вариант осуществления способа изготовления коленчатой трубы.
В этом варианте осуществления горячая прокатка выполняется для стальной плоской заготовки, имеющей описанный выше состав стали, обычным способом. После горячей прокатки стальной лист для формования изгибаемой исходной трубы получают охлаждением при скорости охлаждения в центральной части по направлению толщины листа меньше 5°С в секунду в температурном интервале от самое большее 700°С до по меньшей мере 500°С.
В обычном способе изготовления коленчатой трубы сверхвысокой прочности по меньшей мере класса X100 был использован материал для прокатки, содержащий большое количество легирующих элементов, и после завершения горячей прокатки выполнялось водяное охлаждение, так что закалка осуществлялась при высокой скорости охлаждения, например, по меньшей мере 20°С в секунду, чтобы получить стальной лист сверхвысокой прочности для применения при формовании изгибаемой исходной трубы. Этот стальной лист затем использовался для изготовления изгибаемой исходной трубы в виде сварной стальной трубы. Для того чтобы предотвратить разрушение металла сварного шва на стадии расширения трубы в процессе ее изготовления, прочность металла сварного шва устанавливалась выше прочности основного металла, которому была придана сверхвысокая прочность. Поэтому, если коленчатая труба сверхвысокой прочности по меньшей мере класса X100 была изготовлена обычным способом изготовления, то прочность металла сварного шва коленчатой трубы была чрезмерно увеличена, и в то же время ударная вязкость металла сварного шва коленчатой трубы неизбежно была уменьшена.
В противоположность этому, в этом варианте осуществления, стальной лист для изготовления изгибаемой исходной трубы изготавливается охлаждением после горячей прокатки при скорости охлаждения в центральной части по направлению толщины листа меньше 5°С в секунду в температурном интервале от самое большее 700°С до по меньшей мере 500°С без особенного увеличения содержания легирующих элементов в стальном листе. В результате, прочность стального листа для формования изгибаемой исходной трубы может быть уменьшена на примерно от 30 до 100 МПа по сравнению со случаем, когда после горячей прокатки выполняется водяное охлаждение, и прочность металла сварного шва изгибаемой исходной трубы также может быть уменьшена на примерно от 30 до 100 МПа по сравнению со случаем, когда после горячей прокатки выполняется водяное охлаждение. Соответственно, ударная вязкость металла сварного шва коленчатой трубы может быть поддержана адекватным образом.
В этом варианте осуществления изгибаемая исходная труба в виде сварной стальной трубы может быть изготовлена обычным способом, таким как способ формования труб UOE, из стального листа, изготовленного этим способом. Отсутствует необходимость в ограничении способа формования трубы отдельным способом. Такой способ формования трубы хорошо известен специалистам в данной области, так что его пояснение будет опущено.
В этом варианте осуществления настоящего изобретения во время изготовления изгибаемой исходной трубы описанным выше образом прочность изгибаемой исходной трубы на примерно от 30 до 100 МПа ниже целевой конечной прочности коленчатой трубы, например, по меньшей мере класса X100. Однако, как указано ниже, посредством оптимизации условий быстрого охлаждения (закалки) и отпуска, которые выполняются после изгибания, прочность коленчатой трубы увеличивается на примерно 30-100 МПа выше прочности изгибаемой исходной трубы, так что может быть изготовлена коленчатая труба сверхвысокой прочности по меньшей мере класса X100.
В этом варианте осуществления изгибаемая исходная труба, которая изготовлена описанным выше образом, нагревается до температурного интервала от по меньшей мере 900°С до самое большее 1100°С и затем подвергается изгибанию. Затем она охлаждается до температурного интервала с температурой самое большее 300°С при скорости охлаждения в центральной части по направлению толщины по меньшей мере 5°С в секунду в температурном интервале от самое большее 700°С до по меньшей мере 500°С и после этого подвергается отпуску в температурном интервале от по меньшей мере 300°С до самое большее 500°С, т.е. она подвергается старению в температурном интервале от по меньшей мере 300°С до самое большее 500°С.
Изгибание выполняется обычным образом так, что металл сварного шва изгибаемой исходной трубы располагается на внутренней стороне коленчатого участка.
В этом варианте осуществления, чтобы предотвратить уменьшение ударной вязкости металла сварного шва в коленчатой трубе, поскольку его прочность увеличивается, и особенно в случае сверхвысокой прочности по меньшей мере класса X100, изгибаемая исходная труба изготавливается при применении условий охлаждения после горячей прокатки стального листа для формования изгибаемой исходной трубы, которые отличаются от обычных условий охлаждения, и коленчатая труба изготавливается при условиях закалки и отпуска после изгибания, которые отличаются от обычных условий закалки и отпуска.
Термообработка после изгибания включает нагревание от по меньшей мере 900°С до самое большее 1100°С, охлаждение до самое большее 300°С, например до комнатной температуры, при скорости охлаждения в центральной части по направлению толщины листа по меньшей мере 5°С в секунду в температурном интервале от самое большее 700°С до по меньшей мере 500°С и последующий отпуск при низкой температуре от по меньшей мере 300°С до самое большее 500°С.
В низкотемпературном интервале от по меньшей мере 300°С до самое большее 500°С дислокации не могут перемещаться таким свободным образом. Соответственно, дислокации в достаточной мере подвергаются закреплению всего лишь цементитом. Поэтому в соответствии с этим вариантом осуществления отсутствует необходимость в выделении включений для оказания закрепляющего действия на дислокации, так что предел текучести может быть увеличен без значительного уменьшения предела прочности на разрыв.
В соответствии с этим вариантом осуществления изгибаемая исходная труба, имеющая пониженную прочность, изготавливается посредством применения состава, выбранного надлежащим образом, и упрочнение коленчатой трубы до уровня сверхвысокой прочности достигается выполнением надлежащей термообработки после изгибания. Поэтому в соответствии с этим вариантом осуществления коленчатая труба сверхвысокой прочности по меньшей мере класса X100, имеющая основной металл с высокой прочностью и превосходной ударной вязкостью и металл сварного шва, также обладающий превосходной ударной вязкостью, может быть изготовлена без увеличения затрат, обусловленных добавлением легирующих элементов в больших количествах.
Этот вариант осуществления отличается от обычного способа, в котором акцент сделан на достижение желательной высокой прочности и ударной вязкости после изгибания посредством выполнения закалки без последующего отпуска. Он также отличается от обычного способа, в котором отпуск выполняется при высокой температуре, чтобы достигнуть высокой прочности и высокой ударной вязкости после изгибания. В этом варианте осуществления изгибаемая исходная труба изготавливается из стального листа, который получают охлаждением после горячей прокатки при скорости охлаждения в центральной части по направлению толщины листа меньше 5°С в секунду в температурном интервале от самое большее 700°С до по меньшей мере 500°С. Поэтому прочность стального листа может быть уменьшена, и в то же самое время может быть уменьшена прочность металла сварного шва изгибаемой исходной трубы.
Соответственно, посредством этого варианта осуществления ударная вязкость металла сварного шва, которая уменьшается вследствие неизбежного увеличения прочности основного металла коленчатой трубы, сформованного из стального листа, полученного водяным охлаждением после горячей прокатки, может быть значительно увеличена. Поэтому проблема уменьшения ударной вязкости металла сварного шва, которая является технической проблемой коленчатой трубы сверхвысокой прочности по меньшей мере класса X100, может быть по существу разрешена.
Фиг.1 является графиком, представляющим в количественном виде соотношение между углеродным эквивалентом Ceq (%) и пределом прочности на разрыв TS (МПа), на котором линия «а» показывает предел прочности на разрыв стального листа для применения в производстве изгибаемой исходной трубы, изготавливаемой посредством водяного охлаждения после горячей прокатки при скорости охлаждения 20°С в секунду (сравнительный пример), линия «b» показывает предел прочности на разрыв стального листа для применения в производстве изгибаемой исходной трубы, изготавливаемой воздушным охлаждением при скорости охлаждения меньше 5°С в секунду (пример данного изобретения), линия «d» показывает предел прочности на разрыв металла сварного шва изгибаемых исходных груб, изготовленных из этих стальных листов, и линия «с» показывает предел прочности на разрыв в окружном направлении основного металла и металла сварного шва коленчатой трубы, изготовленной при использовании этих изгибаемых исходных труб.
На основании графика, представленного на фиг.1, будут даны пояснения к примеру изготовления коленчатой трубы сверхвысокой прочности, которая соответствует классу X100. Если первоначально выбран состав основного металла стального листа, который имеет Ceq, равный А, то прочность основного металла изгибаемой исходной трубы, сформованной из такого листа, становится величиной, показанной пустым треугольником, когда лист формуется с применением водяного охлаждения (например, при скорости охлаждения 20°С в секунду), и она становится величиной, показанной заполненным треугольником, когда стальной лист формуется с применением воздушного охлаждения (при скорости охлаждения меньше 5°С в секунду). Требуется, чтобы прочность металла сварного шва была выше прочности основного металла изгибаемой исходной трубы, чтобы предотвратить разрушение во время изготовления изгибаемой исходной трубы. Прочность металла сварного шва изгибаемой исходной трубы, когда она равна прочности основного металла, показанной пустым треугольником, на линии d показана пустым кружком. Состав, обладающий такой прочностью, имеет Ceq, равный В.
В противоположность этому, металл сварного шва изгибаемой исходной трубы, соответствующий заполненному треугольнику, показан заполненным кружком, если принимается во внимание прочность коленчатой трубы, представленной линией d, и ее состав соответствует Ceq, равному С.
Из графика, показанного на фиг.1, можно видеть, что уровень прочности стального листа, применяемого для формования изгибаемой исходной трубы, значительно изменяется в соответствии с разницей в условиях охлаждения после горячей прокатки стального листа, и что уровень прочности и состав (Ceq) металла сварного шва, которые подходят для основного металла, также существенно различаются. В общем, прочность и ударная вязкость обратно пропорциональны, так что можно видеть, что ударная вязкость металла сварного шва коленчатой трубы, имеющего состав, соответствующий Ceq, равному В, значительно меньше ударной вязкости металла сварного шва коленчатой трубы, имеющего состав, соответствующий Ceq, равному С.
Таким образом, в соответствии с данным изобретением, содержание легирующих элементов в металле сварного шва изгибаемой исходной трубы может быть существенно уменьшено от состава, соответствующего Ceq, равному В, до состава, соответствующего Ceq, равному С, так что ударная вязкость металла сварного шва коленчатой трубы может быть значительно увеличена.
В соответствии с этим вариантом осуществления может быть изготовлена коленчатая труба сверхвысокой прочности по меньшей мере класса X100, имеющая основной металл с высокой прочностью и превосходной ударной вязкостью и металл сварных швов, также обладающий превосходной ударной вязкостью. Более конкретно, коленчатая труба по меньшей мере класса X100, изготовленная в соответствии с этим вариантом осуществления, имеет предел текучести YS основного металла по меньшей мере 690 МПа, предел прочности на разрыв основного металла по меньшей мере 760 МПа, отношение напряжения при пределе текучести к пределу прочности основного металла самое большее 97,0%, величину поглощенной энергии по Шарпи для основного металла при -10°С по меньшей мере 80 Дж, величину поглощенной энергии по Шарпи для металла сварного шва при -10°С по меньшей мере 40 Дж, долю вязкого излома металла сварного шва по меньшей мере 50%, величину поглощенной энергии по Шарпи для зоны воздействия нагрева при сварке при -10°С по меньшей мере 40 Дж и долю вязкой составляющей для зоны термического влияния при сварке по меньшей мере 50%.
Для того чтобы выявить эффекты, связанные с этим вариантом осуществления, выполняли описанное ниже испытание на нагревание прямой трубы. Испытание на нагревание прямой трубы было выбрано, поскольку если реально изготавливается и испытывается коленчатая труба, то затраты, требующиеся для испытания, становятся очень высокими. В этом испытании оценивались механические свойства прямой трубы, изготовленной таким же способом, который используется для фактической коленчатой трубы, за исключением того, что опущена стадия изгибания. Испытание на нагревание прямой трубы может оценить эффективность условий нагревания на этапах изготовления коленчатой трубы сравнительно недорогим и простым образом.
Испытание на нагревание прямой трубы выполнялось с применением изгибаемой исходной трубы, сформованной из стального листа, полученного посредством водяного охлаждения после горячей прокатки при скорости охлаждения 25°С в секунду и закалки (быстрого охлаждения) без изгибания, труба при этом либо не подвергалась отпуску, либо подвергалась отпуску при температуре отпуска 350, 400 или 450°С.
Изгибаемая исходная труба, использованная в данном испытании на нагревание прямой трубы, являлась стальной трубой UOE с внешним диаметром 914 мм и толщиной стенки 16 мм. Таблица 1 показывает состав основного металла и металла сварного шва изгибаемой исходной трубы. Таблица 2 показывает различные механические свойства основного металла, металла сварного шва и зоны термического влияния при сварке изгибаемой исходной трубы.
При испытании на нагревание прямой трубы стальной лист для применения при изготовлении изгибаемой исходной трубы получали водяным охлаждением после горячей прокатки при скорости охлаждения 25°С в секунду. Металл сварного шва имел высокое содержание легирующих элементов в соответствии с прочностью стального листа (см. таблицу 1). В результате, прочность металла сварного шва изгибаемой исходной трубы становилась чрезвычайно высокой.
Изгибаемую исходную трубу нагревали до 1030°С, затем ее охлаждали водой до температуры самое большее 300°С при скорости охлаждения, измеренной в центральной части по направлению толщины, 16°С в секунду и после этого охлаждали до комнатной температуры. Термообработку выполняли при условиях отпуска, представленных в таблице 3. Время выдерживания при отпуске устанавливалось на основании величины один час на один дюйм (25,4 мм) толщины. Когда толщина стенки изгибаемой исходной трубы равнялась 16 мм, время выдерживания в этом испытании составляло примерно 38 минут.
Таблица 3 представляет результаты (YS, TS и YR) испытания на растяжение основного металла результирующей прямой трубы, поглощенную энергию при испытании на ударную вязкость по Шарпи основного металла, поглощенную энергию и SA (долю вязкой составляющей) при испытании на ударную вязкость по Шарпи металла сварного шва и поглощенную энергию и SA (долю вязкой составляющей) при испытании на ударную вязкость по Шарпи зоны термического влияния при сварке. Испытание на растяжение выполняли с использованием образца для испытания на растяжение в виде пластины, как установлено API, и испытание на ударную вязкость по Шарпи выполняли при температуре испытания -10°С с использованием образца для испытания по Шарпи 10 мм×10 мм с V-образной канавкой 2 мм.
Фиг.2 является графиком, представляющим соотношение между условиями отпуска (без отпуска (состояние после закалки), отпуск при 350°С, отпуск при 400°С или отпуск при 450°С) и поглощенной энергией vE -10°С (Дж) при испытании на ударную вязкость по Шарпи. На графике на фиг.2 заполненные кружки обозначают основной металл, заполненные треугольники обозначают металл сварного шва, и пустые кружки обозначают зону термического воздействия при сварке.
Фиг.3 является графиком, представляющим соотношение между условиями отпуска (изгибаемая исходная труба, без отпуска (состояние после закалки), отпуск при 350°С, отпуск при 400°С или отпуск при 450°С) и прочностью основного металла (0,5% YS, TS).
Фиг.4 является графиком, представляющим соотношение между условиями отпуска (изгибаемая исходная труба, без отпуска (состояние после закалки), отпуск при 350°С, отпуск при 400°С или отпуск при 450°С) и прочностью (0,5% YS, TS) внутренней поверхности и внешней поверхности металла сварного шва.
Из графиков на фиг.2-4 можно видеть, что как предел прочности на разрыв, так и ударная вязкость основного металла прямой трубы имели хорошую величину. Однако ударная вязкость металла сварного шва была чрезвычайно низкой и соответствовала поглощенной энергии vE -10°C примерно 50 Дж. Ударная вязкость металла сварного шва была недостаточной вследствие того, что прочность основного металла составляла примерно 900 МПа, в то время как прочность металла сварного шва имела высокую величину примерно 1050 МПа.
Это можно рассматривать как то, что уменьшение прочности металла сварного шва коленчатой трубы посредством уменьшения содержания легирующих элементов в металле сварного шва эффективно для достижения ударной вязкости металла сварного шва для коленчатой трубы сверхвысокой прочности по меньшей мере класса X100. Однако если содержание легирующих элементов в металле сварного шва просто уменьшено, то состав металла сварного шва становится недостаточным составом, при котором прочность металла сварного шва уменьшается ниже прочности основного металла, и металл сварного шва разрушается на стадии раскатки трубы во время производства изгибаемой исходной трубы. В противоположность этому, в этом варианте осуществления прочность стального листа, который становится основным металлом изгибаемой исходной трубы, уменьшается, так что содержание легирующих элементов в металле сварного шва может быть уменьшено при поддержании превосходящего состава металла сварного шва изгибаемой исходной трубы.
Фиг.5 является графиком, представляющим влияние температуры быстрого охлаждения и содержания В в металле сварного шва (24 млн-1 или 3 млн-1) на ударную вязкость (поглощенную энергию при испытании на ударную вязкость по Шарпи при -10°С) после термообработки металла сварного шва, имеющего состав С: 0,06%, Si: 0,2%, Mn: 1,6%, Cu: 0,15%, Ni: 1,0%, Cr: 0,45%, Mo: 0,25%, Ti: 0,012%, О: 0,018%, СЕ (IIW): 0,56%, остальное Fe и примеси, и имеющего углеродный эквивалент Ceq 0,40%.
Как указано выше, чтобы увеличить ударную вязкость металла сварного шва коленчатой трубы, наиболее эффективно уменьшение прочности металла сварного шва. Однако, как представлено на графике на фиг.5, ударная вязкость металла сварного шва может также быть увеличена снижением содержания В в металле сварного шва до самое большее 5 млн-1. Поэтому также предпочтительно снижение содержания В в металле сварного шва до самое большее 5 млн-1.
Как правило, при шовной сварке коленчатой трубы класса не более Х70 применяется борсодержащий флюс. Однако в случае коленчатой трубы сверхвысокой прочности по меньшей мере класса X100 предпочтительно применение флюса, содержащего как можно меньше В, чтобы увеличить ударную вязкость металла сварного шва. Это связано с тем, что осаждение феррита на межзеренных границах может быть адекватным образом предотвращено повышением закаливаемости, даже если В не содержится, а если В содержится, то стимулируется формирование пластинчатой структуры, и ударная вязкость уменьшается.
Пример 1
Данное изобретение будет пояснено более конкретно при ссылке на примеры. Стальные листы, имеющие состав стали, углеродный эквивалент Ceq и параметр образования трещин в сварном шве Pcm, представленные в таблице 4, получали горячей прокаткой стальной плоской заготовки с последующим воздушным охлаждением или водяным охлаждением. Результирующие стальные листы применяли для изготовления изгибаемых исходных труб в виде стальных труб UOE посредством способа изготовления UOE.
Изгибаемые исходные трубы нагревали таким образом, чтобы температура в центральной части по направлению толщины становилась равной температуре нагревания, представленной в таблице 4, и затем выполняли изгибание. Непосредственно после изгибания выполняли охлаждение до температурного интервала с наибольшей температурой 300°С при скорости охлаждения коленчатой трубы, представленной в таблице 4. Затем выполняли отпуск при температуре отпуска коленчатой трубы, представленной в таблице 4, чтобы получить коленчатую трубу с внешним диаметром 914,4 мм, толщиной стенки 16 мм и общей длиной 12000 мм.

«Скорость охлаждения листа» в таблице 4 является величиной скорости водяного охлаждения (35, 20 или 22°С в секунду) или скорости воздушного охлаждения (3 или 2°С в секунду) стального листа после горячей прокатки, измеренной в центральной части по направлению толщины. «Скорость охлаждения коленчатой трубы» в таблице 4 является величиной, измеренной в центральной части по направлению толщины стенки коленчатой трубы. Аналогичным образом, «температура отпуска коленчатой трубы» в таблице 4 является величиной, измеренной в центральной части по направлению толщины стенки коленчатой трубы.
Время отпуска вычислялось на основании величины один час на один дюйм (25,4 мм) толщины, так что оно было равно (60 минут × 16 мм)/25,4 мм = 38 минут. Желательно применять эту величину при изготовлении других толстостенных коленчатых труб. Причиной того, что желательно устанавливать время отпуска таким образом, является то, что при слишком продолжительном времени отпуска производительность уменьшается, и имеется минимально необходимое время, чтобы обеспечить равномерный отпуск вплоть до внутренней стороны. Соответственно, отпуск предпочтительно выполняется в течение от по меньшей мере 0,8t до самое большее 1,2t, при этом t представляет собой время выдерживания, вычисленное на основании указанной величины.
Результаты испытания для изгибаемых исходных труб и коленчатых труб сведены в таблице 5. Величины в двух самых левых столбцах в таблице 5 показывают результаты для изгибаемых исходных труб, а все остальные величины показывают результаты для коленчатых труб.
ность
Номера 1, 3, 6, 7, 8, 9 и 10 в таблицах 4 и 5 представляют примеры данного изобретения. Номера 2, 4, 5, 11, 12 и 13 в таблицах 4 и 5 представляют сравнительные примеры, в которых состав или условия изготовления отличаются от условий, предписанных в данном изобретении.
Целевой величиной для ударной вязкости металла сварного шва участка изгиба, представленной в таблице 5, была величина, которая должна удовлетворять стандарту для класса X100, который в настоящее время является актуальным в большинстве случаев (поглощенная энергия по Шарли при -10°С по меньшей мере 40 Дж при доле вязкой составляющей по меньшей мере 50%).
Из результатов, представленных в таблице 5, можно видеть, что в примерах данного изобретения прочность основного металла и металла сварного шва коленчатой трубы были выше прочности основного металла и металла сварного шва, соответственно, изгибаемой исходной трубы.
Также из результатов, представленных в таблице 5, можно видеть, что в примерах данного изобретения могли быть полностью достигнуты целевые параметры по меньшей мере класса X100, и коленчатая труба сверхвысокой прочности по меньшей мере класса X100 могла быть изготовлена надежным образом. В противоположность этому, при отклонении от условий, предписываемых данным изобретением, целевые свойства по меньшей мере класса X100 не могли быть достигнуты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕГНУТАЯ ТРУБА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2404280C2 |
| СВАРНАЯ СТАЛЬНАЯ ТРУБА С ПРОДОЛЬНЫМ ШВОМ | 2017 |
|
RU2718949C1 |
| ВЫСОКОПРОЧНАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2011 |
|
RU2509171C1 |
| СТАЛЬ С ВЫСОКИМ СОПРОТИВЛЕНИЕМ НА РАЗРЫВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 1998 |
|
RU2205245C2 |
| ВЫСОКОПРОЧНАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА | 2005 |
|
RU2359770C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОЛИСТОВОЙ СТАЛИ И СТАЛЬНЫХ ТРУБ ДЛЯ УЛЬТРАВЫСОКОПРОЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2458996C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОЛИСТОВОЙ СТАЛИ И СТАЛЬНЫХ ТРУБ ДЛЯ УЛЬТРАВЫСОКОПРОЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2461636C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОЛИСТОВОЙ СТАЛИ И СТАЛЬНЫХ ТРУБ ДЛЯ УЛЬТРАВЫСОКОПРОЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2459875C1 |
| ЛИСТОВАЯ СТАЛЬ ДЛЯ КОНСТРУКЦИОННЫХ ТРУБ ИЛИ ТРУБОК, СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ ДЛЯ КОНСТРУКЦИОННЫХ ТРУБ ИЛИ ТРУБОК И КОНСТРУКЦИОННЫЕ ТРУБЫ И ТРУБКИ | 2016 |
|
RU2679499C1 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ПРОИЗВОДСТВА МАГИСТРАЛЬНОЙ ТРУБЫ С ПРЕВОСХОДНОЙ ПРОЧНОСТЬЮ И ПЛАСТИЧНОСТЬЮ И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА | 2009 |
|
RU2478133C1 |




Изобретение относится к области производства труб, в частности коленчатой трубы. Для изготовления коленчатой трубы, имеющей основной металл с высокой прочностью и ударной вязкостью и металл сварного шва с высокой ударной вязкостью, используют стальной лист, полученный охлаждением после горячей прокатки при скорости охлаждения в центральной части по направлению толщины листа самое большее 5°С/с при 700-500°С, который формуют в виде исходной трубы. Исходную трубу нагревают до 900-1100°С и подвергают изгибанию, затем охлаждают ее до температуры самое большее 300°С при скорости охлаждения в центральной части по направлению толщины по меньшей мере 5°С в секунду при 700-500°С и после этого отпускают при 300-500°С. 3 н. и 8 з.п. ф-лы, 5 табл., 5 ил.
1. Способ изготовления коленчатой трубы, включающий приготовление стального листа посредством воздушного охлаждения при скорости охлаждения в центральной части по направлению толщины листа меньше 5°С в секунду в температурном интервале 700-500°С после горячей прокатки, приготовление изгибаемой исходной трубы в виде сварной стальной трубы из этого стального листа, выполнение горячего изгибания изгибаемой исходной трубы и последующее охлаждение при скорости охлаждения в центральной части по направлению толщины по меньшей мере 5°С в секунду в температурном интервале 700-500°С, чтобы изготовить коленчатую трубу, имеющую основной металл с пределом прочности на разрыв выше предела прочности на разрыв основного металла изгибаемой исходной трубы.
2. Способ по п.1, в котором коленчатая труба имеет механические свойства, соответствующие, по меньшей мере, классу X100 по API, и имеет основной металл, состав стали которого содержит, мас.%: С 0,03-0,12, Si 0,05-0,50, Mn 1,4-2,2, S самое большее 0,01, Мо 0,05-1,0, Al 0,005-0,06, N самое большее 0,008, по меньшей мере, один элемент из: Cu 0,05-1,0, Ni 0,05-2,0 и Cr 0,05-1,0, по меньшей мере, один элемент из: Nb 0,005-0,1, V 0,005-0,1 и Ti 0,005-0,03, остальное Fe и примеси, при этом углеродный эквивалент Ceq, определяемый представленным ниже уравнением, составляет, по меньшей мере, 0,45%:
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15.
3. Способ по п.2, в котором основной металл коленчатой трубы также содержит самое большее 0,030 мас.% В.
4. Способ по п.2 или 3, в котором основной металл коленчатой трубы содержит самое большее 0,005 мас.% Са.
5. Способ изготовления коленчатой трубы, включающий приготовление стального листа посредством охлаждения после горячей прокатки при скорости охлаждения в центральной части по направлению толщины листа меньше 5°С в секунду в температурном интервале 700-500°С, приготовление изгибаемой исходной трубы в виде сварной стальной трубы из данного стального листа, нагрев изгибаемой исходной трубы в температурном интервале от, по меньшей мере, 900°С до самое большее 1100°С и выполнение изгибания, последующее охлаждение трубы до температурного интервала с максимальной температурой 300°С при скорости охлаждения в центральной части по направлению толщины, по меньшей мере, 5°С в секунду в температурном интервале 700-500°С и отпуск трубы в температурном интервале от, по меньшей мере, 300°С до самое большее 500°С.
6. Способ по п.5, в котором коленчатая труба имеет механические свойства, соответствующие, по меньшей мере, классу X100 по API, и имеет основной металл, состав стали которого содержит, мас.%: С 0,03-0,12, Si 0,05-0,50, Mn 1,4-2,2, S самое большее 0,01, Мо 0,05-1,0, Al 0,005-0,06, N самое большее 0,008, по меньшей мере, один элемент из: Cu 0,05%-1,0, Ni 0,05-2,0 и Cr 0,05-1,0, по меньшей мере, один элемент из: Nb 0,005-0,1, V 0,005-0,1 и Ti 0,005-0,03, остальное Fe и примеси, при этом углеродный эквивалент Ceq, определяемый представленным ниже уравнением, составляет, по меньшей мере, 0,45:
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15.
7. Способ по п.6, в котором основной металл коленчатой трубы также содержит самое большее 0,030 мас.% В.
8. Способ по п.6 или 7, в котором основной металл коленчатой трубы содержит самое большее 0,005 мас.% Са.
9. Коленчатая труба, соответствующая, по меньшей мере, классу X100 по API, изготовленная изгибанием исходной трубы, при этом коленчатая труба имеет основной металл, состав стали которого содержит, мас.%: С 0,03-0,12, Si 0,05-0,50, Mn 1,4-2,2, S самое большее 0,01, Мо 0,05-1,0, Al 0,005-0,06, N самое большее 0,008, по меньшей мере, один элемент из Cu 0,05-1,0, Ni 0,05-2,0 и Cr 0,05-1,0, по меньшей мере, один элемент из Nb 0,005-0,1, V 0,005-0,1 и Ti 0,005-0,03, остальное Fe и примеси, при этом углеродный эквивалент Ceq, определяемый представленным ниже уравнением, составляет, по меньшей мере, 0,45%:
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15,
данная коленчатая труба имеет прочность, которая, по меньшей мере, на 30 МПа выше прочности изгибаемой исходной трубы.
10. Коленчатая труба по п.9, в которой основной металл также содержит самое большее 0,030 мас.% В.
11. Коленчатая труба по п.9 или 10, в которой основной металл содержит самое большее 0,005 мас.% Са.
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ ИЗ КОРОТКИХ ТОЛСТОСТЕННЫХ ТРУБ В ШТАМПЕ | 2005 |
|
RU2312727C2 |

