Изобретение относится к области обработки резанием - фрезерованию концевой фрезой поверхностей сложного плоского контура, включающего два или более участка разной формы, в том числе фасонного и пересекающегося с ним прямолинейного.
Наиболее близким к заявленному изобретению является способ, при котором относительное движение фрезы и заготовки осуществляется по эквидистанте к каждому отдельному участку контура (Сосонкин В.Л., Мартинов Г.М. Системы числового программного управления. М. Логос.2005. 296 с.; стр.263; 264-266; 124).
При известном способе фреза перемещается относительно заготовки по отдельным эквидистантным траекториям, различным для разных участков контура. При этом требуются промежуточные, переходные траектории, учитывающие врезание и перебег при обработке каждого участка и состыковывающие разные траектории.
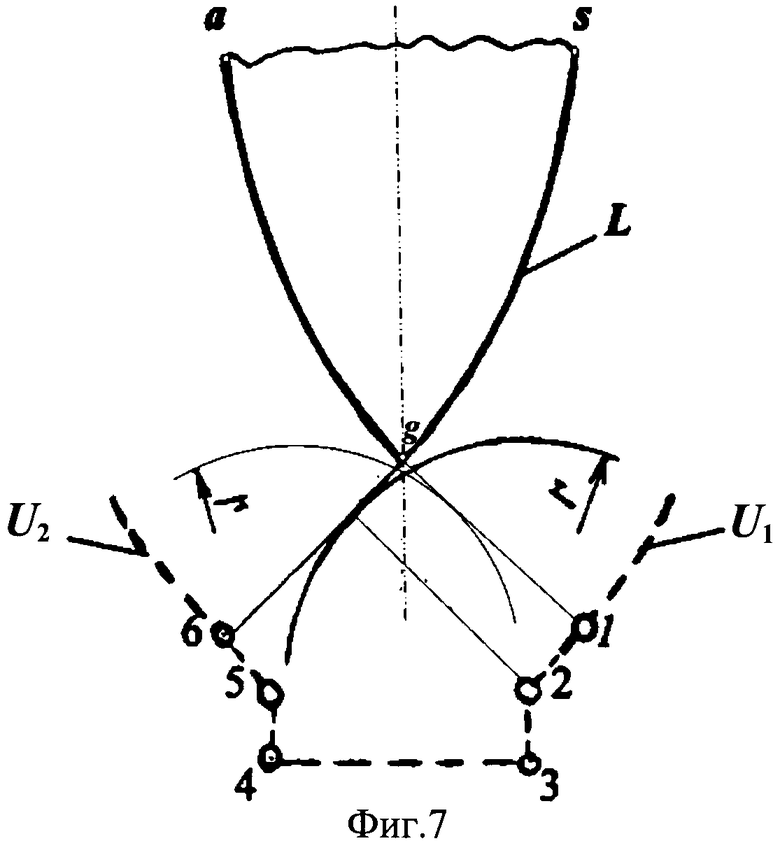
Происходит резкое изменение направления движений подачи, неблагоприятное для динамических нагрузок на технологическую систему; процесс обработки всего контура прерывается, возникают дополнительные погрешности взаимного расположения участков контура. Длина общей траектории возрастает из-за наличия на ней дополнительных переходных участков (см. также фиг.7). При разработке управляющих программ для систем ЧПУ требуется также отдельное программное обеспечение дополнительных, переходных траекторий, обеспечивающих стыковку соседних эквидистантных контуров (Сосонкин В.Л., Мартинов Г.М. Системы числового программного управления. М. Логос.2005. 296 с.: стр.124).
Задачей, на решение которой направлено заявленное изобретение, является исключение различных траекторий движения заготовки при обработке различных участков контура, а также исключение дополнительных, переходных участков траектории движения заготовки при обработке фрезерованием различных участков контура детали, в том числе фасонного и прямолинейного; более плавное, без резкого изменения направления, движение заготовки.
Данный технический результат достигается тем, что движение заготовки относительно фрезы при обработке различных участков сложного контура, - в том числе фасонного и прямолинейного, согласно изобретению осуществляют по одной траектории, общей для разных участков контура и определяемой одним математическим уравнением:

где А, В - коэффициенты уравнения (вещественные числа), А=0,1, В=-1,5×10-4;
n и m - показатели степени, принимаемые не менее 2, m=4, n=2;
х, y - координаты точек контура заготовки в плоскости, перпендикулярной оси фрезы, в которой осуществляют перемещение заготовки; при этом движение осуществляют непрерывно по описанной выше траектории при обработке двух или более участков контура, в том числе фасонного и прямолинейного, при отсутствии промежуточных траекторий.
Способ представлен на фиг.1-7, на которых показаны различные траектории перемещения фрезы относительно заготовки.
Способ реализуют следующим образом. Перемещение заготовки осуществляют по траектории (1), при этом контур L обработанной поверхности образуется как огибающая семейства окружностей фрезы с радиусом r, равным половине диаметра фрезы, - в виде линии acfeqs с рядом особых точек (возврата и взаимопересечения) (фиг.1).
Реальный контур детали ограничен фасонными линиями ab, sg и прямолинейным участком bg. Два фасонных и прямолинейный участки контура L пересекаются в точках b и g.
Участки gq, qe, eg и be, cf, fb выполняют роль переходных между обработкой фасонных и прямолинейного участков и обеспечивают врезание и перебег фрезы. Эти участки образуются не за счет дополнительных траекторий движения заготовки, как в известном способе, а за счет перемещения формообразующей точки М на окружности фрезы при ее относительном движении по упомянутой траектории. Поэтому дополнительных, промежуточных траекторий при данном способе не требуется. Движение при обработке всех участков контура осуществляют по одной общей траектории. Параметры уравнения А, В, n, m и диаметр фрезы назначают с учетом формы и размеров заданного контура.
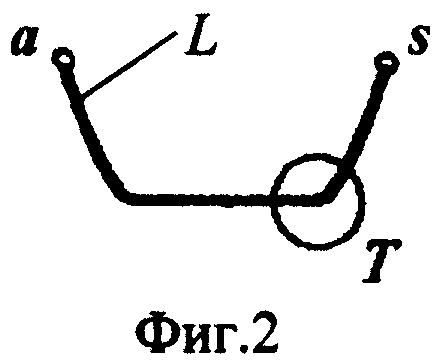
Выбирая соответствующий радиус r фрезы и параметры в уравнении траектории, обеспечивают не только пересечение разных участков контура L (как на фиг.1), но, если это требуется, также их плавное сопряжение по кривой линии L (как на фиг.2 и фиг.3).
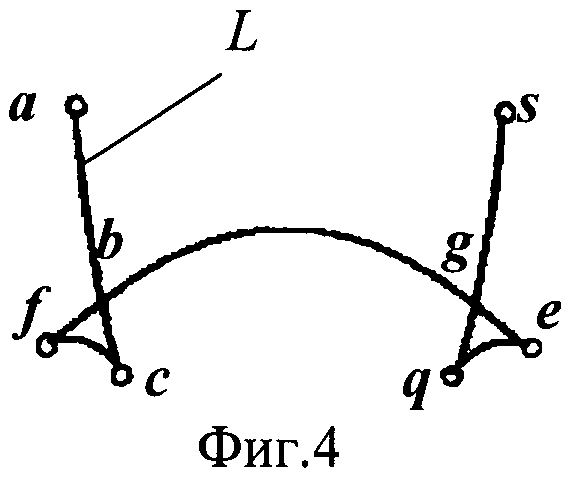
Можно также обеспечить обработку фрезой контура L с тремя фасонными участками, - ab, bg и gs, - пересекающимися под острым углом в точках bug (фиг.4). Реальный контур детали в этом случае ограничен линиями ab, bg и gs.
Фасонные участки контура (например, линии ab и sg, фиг.1) могут быть заданы уравнением, координатами точек, одной или несколькими дугами окружностей разного радиуса.
Прямолинейный участок, в частности, перпендикулярный оси у, задается длиной отрезка bg.
Методами математического моделирования рассчитывают фактическую поверхность, полученную при обработке фрезой заданного диаметра при ее перемещении по описанной выше траектории. Проведенные расчеты показали, что способ обеспечивает отклонение от прямолинейности на участке bg длиной 3-20 мм (фиг.1) в пределах 0,2-2 мкм.
Способ использован и проверен при обработке поверхностей сложного контура на станке с ЧПУ мод. 24К40ФЗ (модернизированном, с использованием концевых фрез).
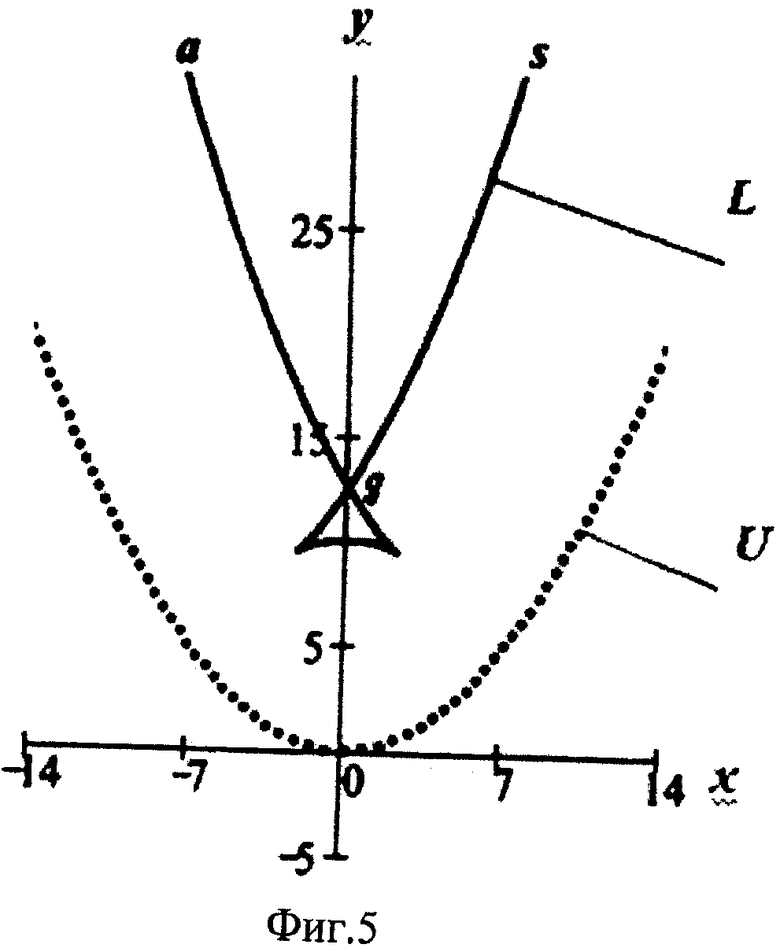
На фиг.5 показан контур L, полученный при одной общей траектории и состоящий из двух фасонных выпуклых участков sg и ga, пересекающихся в точке g. Внутри контура sga находится «тело» детали. Линия U (показана точками) является траекторией. Приведены параметры (А, В и др.) траектории. Диаметр фрезы 20 мм (r=10). Размеры на осях х, y даны в мм.
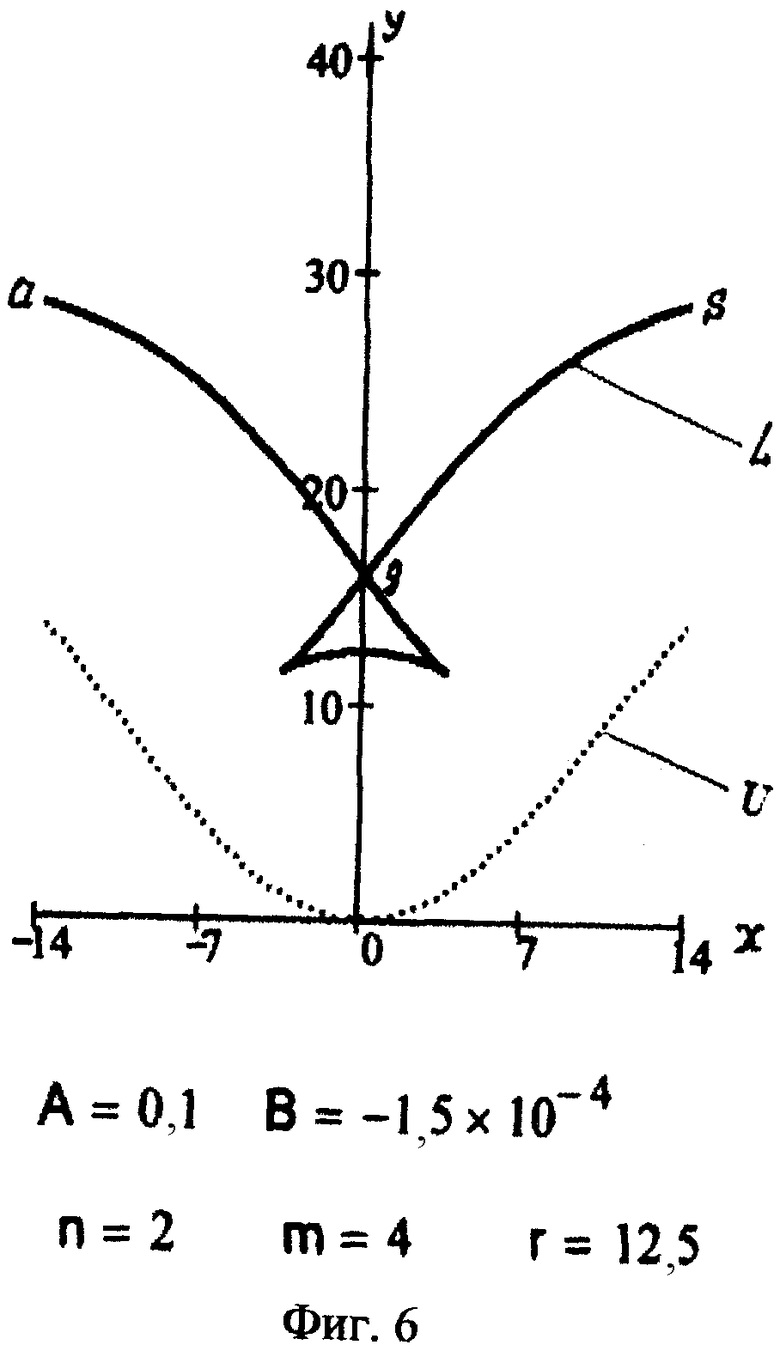
На фиг.6 приведен аналогичный контур L, но при других параметрах траектории и диаметре фрезы (параметры А, В и др. даны на фиг.6). Диаметр фрезы 25 мм (r=12,5). «Тело» детали здесь также находится внутри контура sga. Участки sg и ga имеют вогнутую внутрь «тела» детали форму.
На фиг.7, для сравнения, приведена траектория фрезы при обработке контура L (состоящего из участков sg и ga) по известному способу. Центр окружности фрезы с радиусом r перемещается по двум различным траекториям - эквидистантам U1 и U2 контура L. Кроме того, при этом необходимы дополнительные участки траектории фрезы на перебег, врезание и соединение точек: участки 1-2 (перебег), 2-3 (отвод, чтобы не срезать точку g контура), 3-4 (соединение), 4-5 (подвод), 5-6 (врезание).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ПОВЕРХНОСТЕЙ СЛОЖНОГО КОНТУРА | 2008 |
|
RU2422248C2 |
| СПОСОБ ОБРАБОТКИ РЕЗЦОМ С КРУГЛОЙ РЕЖУЩЕЙ КРОМКОЙ ПОВЕРХНОСТЕЙ СЛОЖНОГО КОНТУРА | 2008 |
|
RU2422249C2 |
| Способ обработки узких глубоких канавок в заготовках из вязких сплавов | 1987 |
|
SU1516255A1 |
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| Способ фрезерования тел вращения | 1983 |
|
SU1126391A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВЫЕМКИ В ДЕТАЛИ И ДЕТАЛЬ С ВЫЕМКОЙ | 2011 |
|
RU2585906C2 |
Способ относится к фрезерованию контура, состоящего из двух или более участков фасонной и прямолинейной формы, и включает непрерывное перемещение фрезы относительно заготовки по одной траектории, общей для разных участков контура. Для повышения производительности, точности и качества обработки траекторию перемещения фрезы определяют уравнением в соответствии с приведенным уравнением. 1 з.п. ф-лы, 7 ил.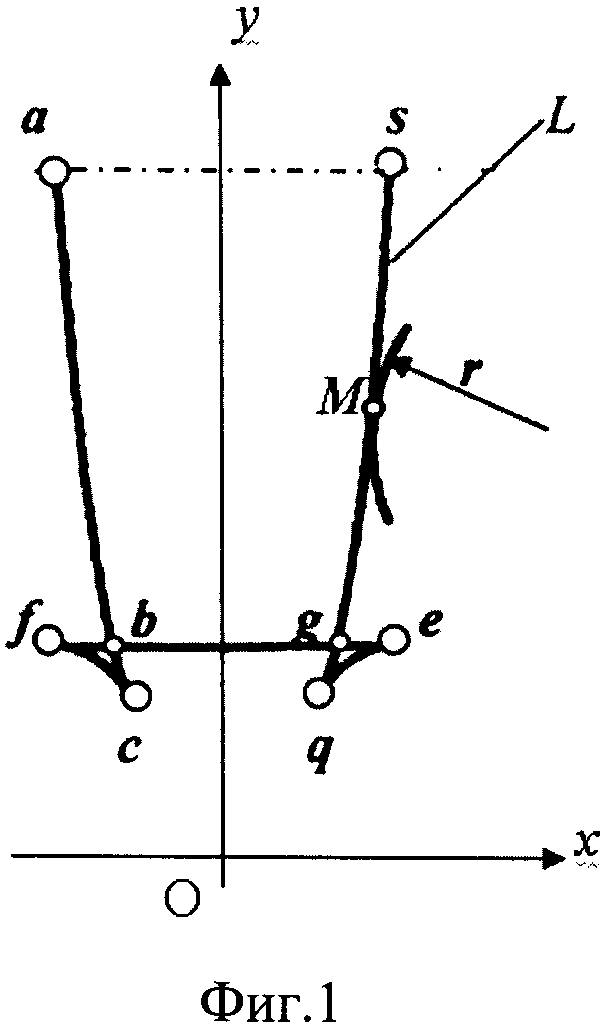
1. Способ фрезерования поверхности заготовки со сложным контуром, состоящим из двух или более участков разной формы, включающий относительное перемещение концевой фрезы и заготовки, отличающийся тем, что при обработке фасонного и пересекающегося с ним прямолинейного участков контура перемещение концевой фрезы осуществляют непрерывно по одной общей траектории, которую определяют уравнением:

где х, y - координаты в плоскости, перпендикулярной оси фрезы, в которой осуществляют перемещение фрезы;
А=0,1, В=-1,5·10-4, m=4, n=2.
2. Способ по п.1, отличающийся тем, что параметры общей для разных участков траектории и диаметр фрезы задают такими, что они обеспечивают обработку фасонного участка контура, очерченного по одной или двум дугам окружностей.
| Способ обработки смежных пересекающихся участков контурной поверхности | 1984 |
|
SU1194599A1 |
| Способ коррекции программы при объемной обработке поверхностей | 1966 |
|
SU219993A1 |
| Способ фрезерования на станках с программным управлением | 1986 |
|
SU1495020A1 |
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ КОНТУРОВ ПЛОСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2311264C2 |
| US 4706201 А, 10.11.1987 | |||
| СОСОНКИН В.Л | |||
| и др | |||
| Системы числового программного управления | |||
| - М.: Логос, 2005, с.124, 263-266. | |||

