фиг 1
Изобретение относится к металлообработке и может быть-испольэовано для окон- чательнойобработкиточных
цилиндрических отверстий.
Известная хонинговальная головка со- держит корпус с размещенными в нем двумя поворотными колодками, несущими абразивные бруски, причем оси качания колодок расположены параллельно оси вращения головки, и механизм разжима, установленный с возможностью взаимодействия с абразивными брусками и представляющий собой шток с разжимным клином и автономный приво д перемещения штока.
С помощью хонинговальной головки рассматриваемой конструкции можно обрабатывать только один номинальный размер отверстия, Для обработки отверстия большего диаметра потребуется применение новой хонинговальной головки. Это сужает технологические возможности известной хонинговальной головки.
Цель изобретения - расширение технологических возможностей головки путем увеличения типоразмеров обрабатываемых заготовок.
Это достигается тем, что в хонголовке, содержащей корпус, две поворотные колодки, в пазах которых установлены абразивные бруски, и механизм разжима, на поворотных колодках между абразивными брусками выполнены дополнительные па- зы, а головка снабжена комплектом допол- нительных абразивных брусков с держателями , предназначенных для фикса- ции в указанных пазах, при этом наружная поверхность комплекта дополнительных абразивных брусков описана окружностью, радиус которой превышает радиус, описывающий наружную поверхность основных абразивных брусков.
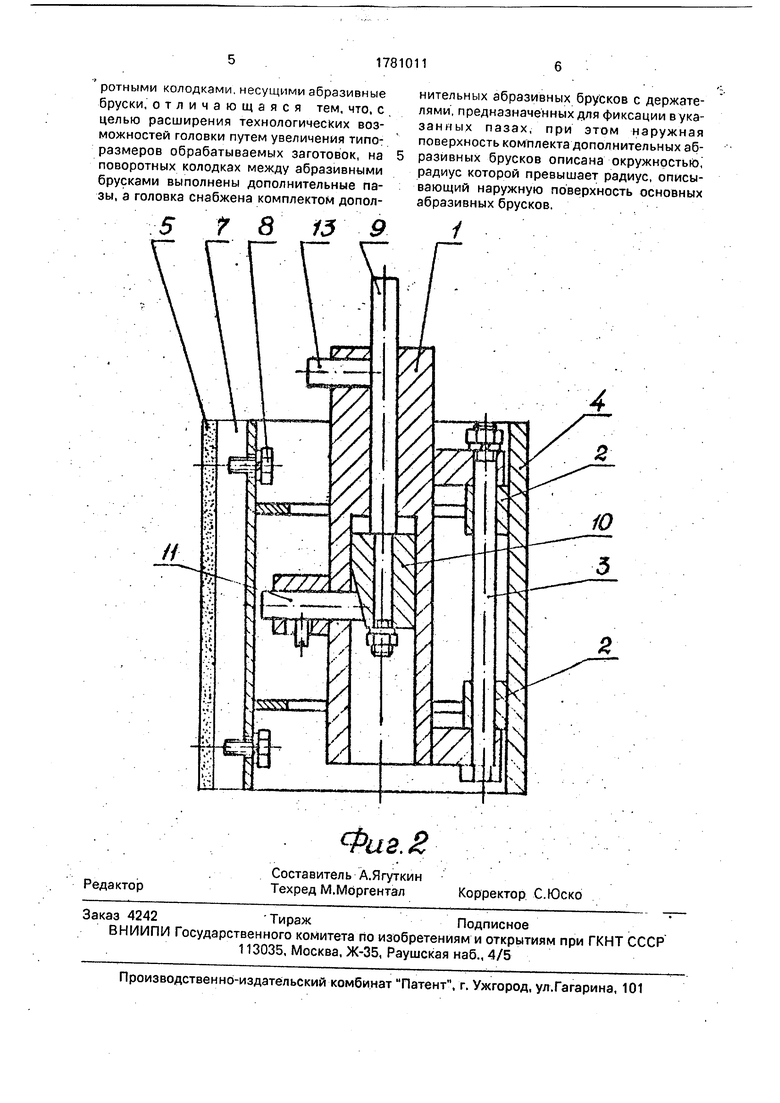
На фиг.1 изображен вид сверху хонинговальной головки; на фиг.2 - разрез А-А на фиг.1.
Хонинговальная головка содержит кор- пус 1, к проушинам 2 которого на осях 3 закреплены две поворотные колодки 4 с абразивными брусками 5. На внешней стороне колодок 4 между абразивными брусками выполнены дополнительные пазы 6, в кото- рые при необходимости устанавливают комплект дополнительных абразивных брусков со сменными держателями 7. Держатели 7 крепятся неподвижно к колодкам 4 винтами 8. Механизм разжима брусков расположен внутри корпуса 1 и включает в себя шток 9, клин 10 и толкатели 11, упирающиеся на внутреннюю поверхность колодок 4. Колодки 4 прижимаются к толкателям 11с помощью пружин 12. Штифты 13
предназначены для передачи крутящего момента от шпинделя станка.
Обработке цилиндров предшествует подготовка хонинговальной головки. В зависимости от диаметра обрабатываемого отверстия хонингование можно производить брусками, непосредственно закрепленными на колодках или установленными на сменных держателях. Необходимость смены держателей целесообразно использовать в мелкосерийном или ремонтном производстве, когда партия обрабатываемых деталей небольшая, а номенклатура диаметров периодически меняется. Подготовленную головку закрепляют на шпинделе станка с помощью байонетной втулки.
Обработку производят в следующем порядке. В исходном положении шток 9 и клин 10 подняты, колодки 4 сведены до минимального диаметра. В этом положении хонинговальная головка вводится в отверстие закрепленной на столе станка детали. Затем хонинговальной головке сообщают вращательное и возвратно-поступательное движения, включают подачу СОЖ. Перемещением штока 9 с клином 10 осуществляют разжим колодок 4 до создания необходимого давления брусков на обрабатываемую поверхность. По мере снятия припуска разжим (раскрытие колодок) увеличивают до достижения необходимого диаметра отверстия. При этом, благодаря повышенной жесткости комплекта брусков.-закреплен- ных на колодках непосредственно или вместе с держателями, происходит эффективное исправление погрешности формы,
При изменении диаметра обрабатываемого отверстия хонинговальную головку снимают со станка и устанавливают соответствующие держатели с брусками. Обработка ведется в том же порядке.
Таким образом, конструкция предлагаемой хонинговальной головки значительно расширяет технологические возможности, т.е. увеличивает диапазон диаметров, обрабатываемых одним инструментом.
Технико-экономическая эффективность применения предлагаемой хонинговальной голо вки по сравнению с прототипом заключается в уменьшении количества оснастки для обработки цилиндрических отверстий пропорционально числу комплектов сменных держателей, прилагаемых к хонинговальной головке.
Формула изобретения Хонинговальная головка, содержащая корпус с размещенными в нем двумя поворотными колодками несущими абразивные бруски, отличающаяся тем, что, с целью расширения технологических возможностей головки путем увеличения типоразмеров обрабатываемых заготовок, на поворотных колодках между абразивными брусками выполнены дополнительные пазы, а головка снабжена комплектом дополнительных абразивных брусков с держателями, предназначенных для фиксации в ука- занных пазах, при этом наружная поверхность комплекта дополнительных абразивных брусков описана окружностью, радиус которой превышает радиус, описывающий наружную поверхность основных абразивных брусков.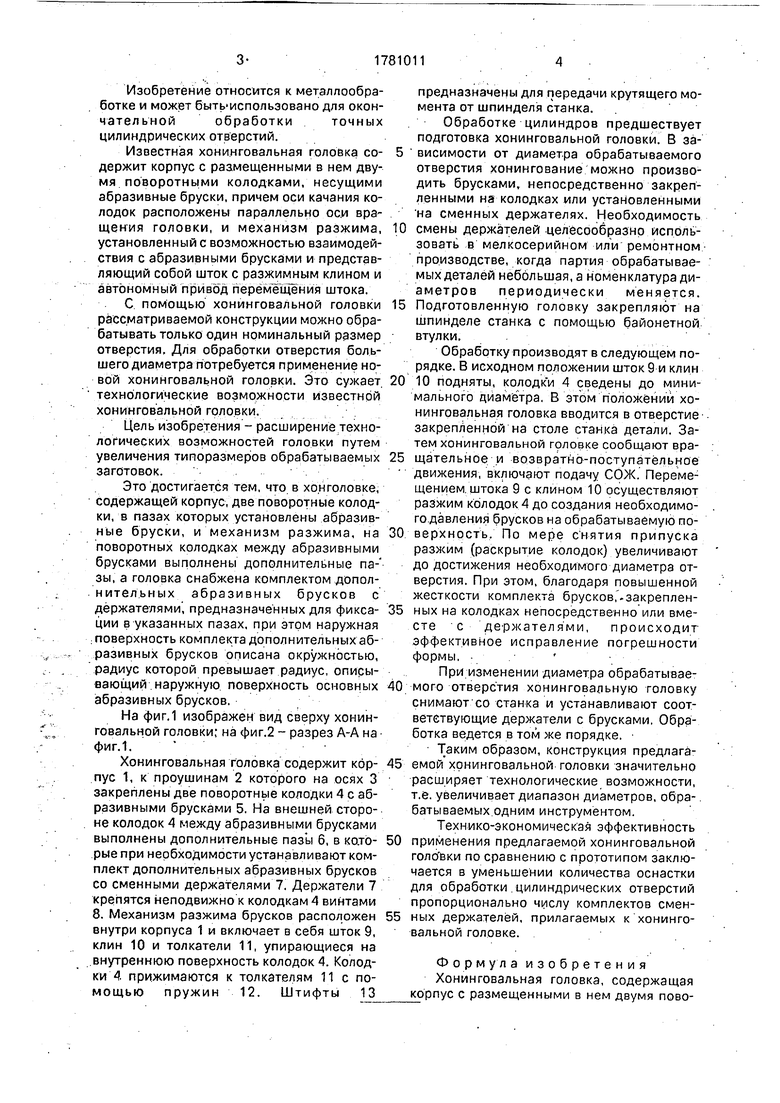
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| МНОГОРЯДНАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2095224C1 |
| Хонинговальная головка | 1986 |
|
SU1335435A1 |
| Хонинговальная головка | 1990 |
|
SU1729737A1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка | 1985 |
|
SU1294582A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1985 |
|
SU1291376A1 |
Использование: окончательная обработка точных цилиндрических отверстий. Сущность изобретения: хонинговальная головка содержит корпус 1, к проушинам которого на осях закреплены поворотные колодки 4 с абразивными брусками 5. На внешней стороне колодок 4 выполнены дополнительные пазы 6, в которые при необходимости устанавливают комплект дополнительных абразивных брусков со сменными держателями 7. Держатели 7 крепятся неподвижно к колодкам 4 винтами 8. Механизм разжима брусков расположен внутри корпуса 1 и включает шток, клин и толкатели, упирающиеся на внутреннюю поверхность колодок 4, которые прижимаются к толкателям с помощью пружин 12.2 ил.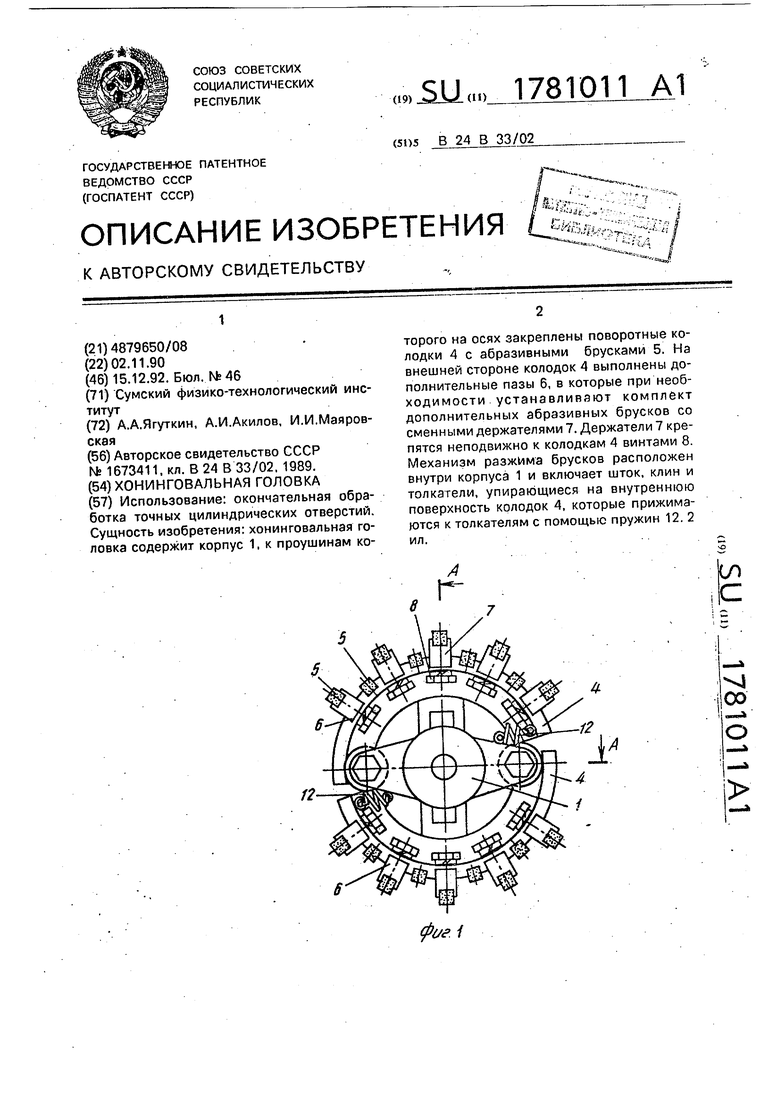
/
| Хонинговальная головка | 1988 |
|
SU1673411A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
