Изобретение относится к обработке металлов давлением и может быть использовано при крупносерийном и массовом производстве кольцевых изделий типа венцов, колец подшипниковых, железнодорожных бандажей, шестерен и т.д.
Целью изобретения является расширение номенклатуры обрабатываемых кольцевых изделий, повышение производительности и снижение металлоемкости оборудования.
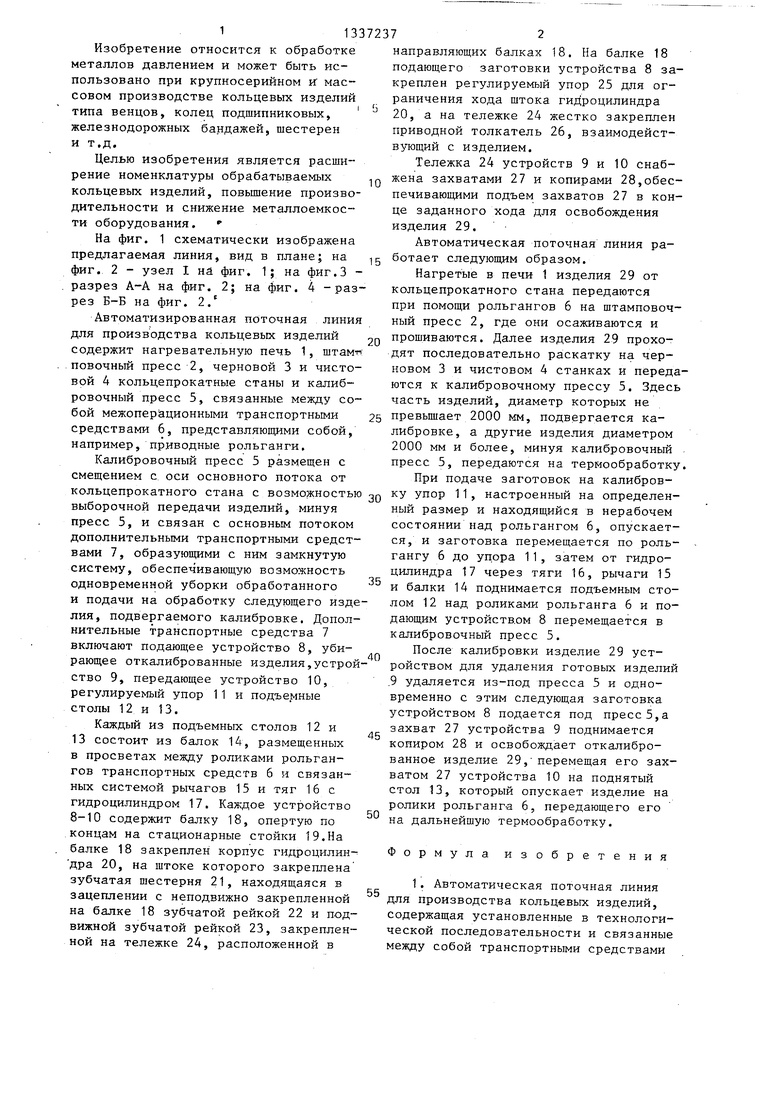
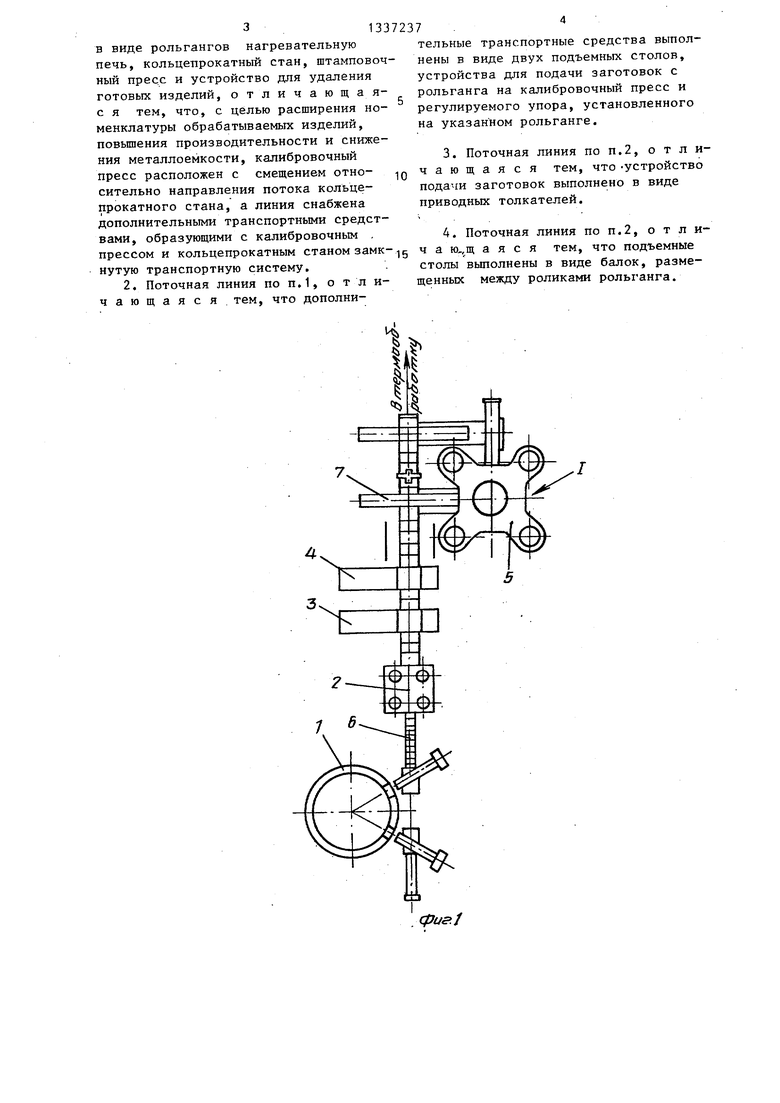
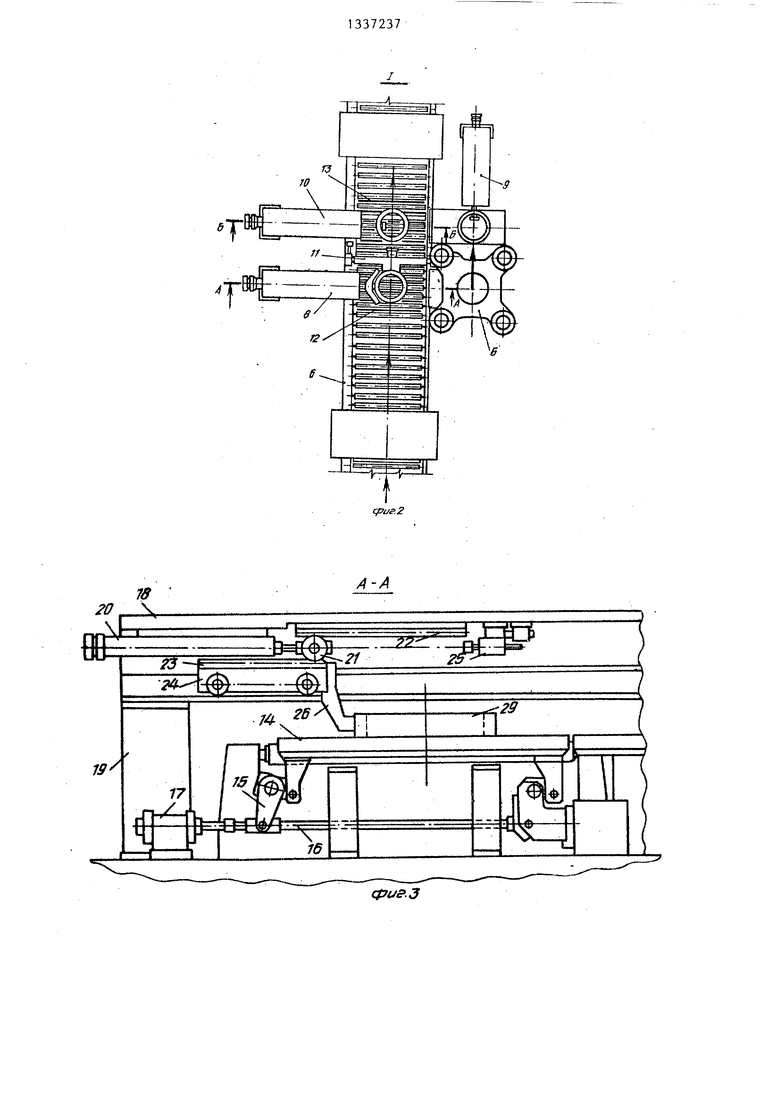
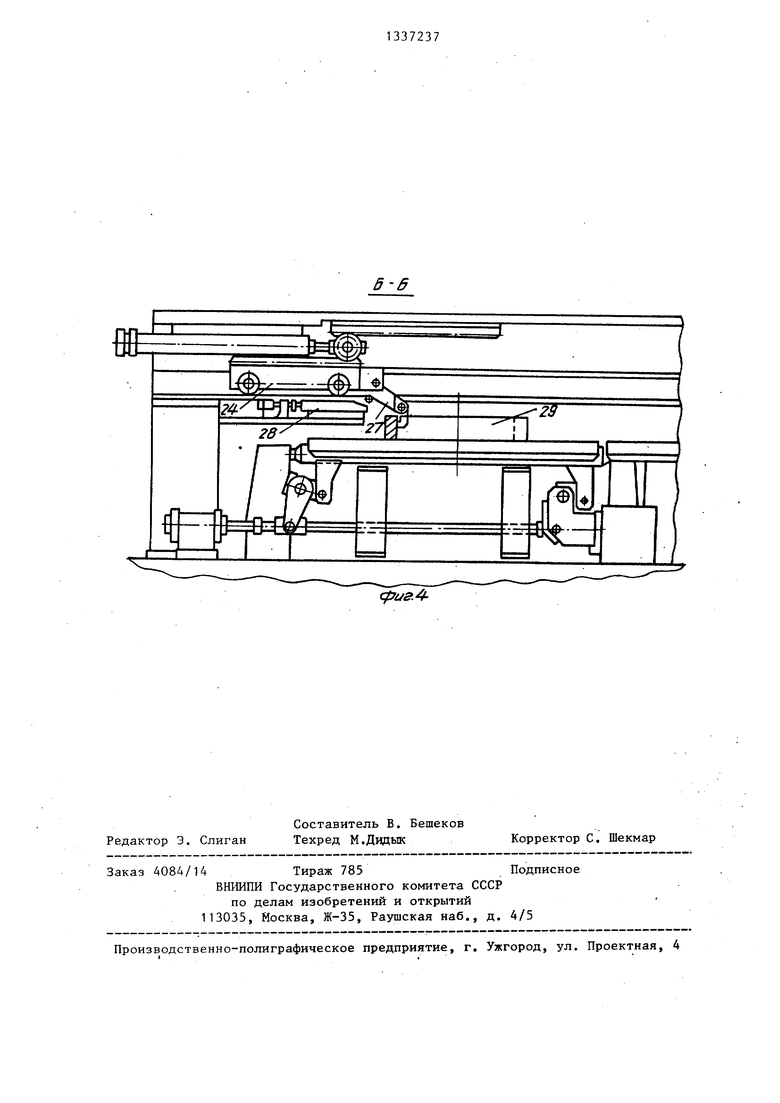
На фиг. 1 схематически изображена предлагаемая линия, вид в плане; на фиг. 2 - узел I на фиг. 1; на фиг.З - разрез А-А на фиг. 2; на фиг. 4 -разрез Б-Б на фиг. 2.
Автоматизированная поточная линия для производства кольцевых изделий содержит нагревательную печь 1, ттамп повочный пресс 2, черновой 3 и чистовой 4 кольцепрокатные станы и калибровочный пресс 5, связанные между собой межоперационными транспортными средствами 6, представляющими собой, например, приводные рольганги.
Калибровочный пресс 5 размещен с смеш;ением с оси основного потока от кольцепрокатног о стана с возможностью выборочной передачи изделий, минуя пресс 5, и связан с основным потоком дополнительными транспортными средствами 7, образующими с ним замкнутую систему, обеспечивающую возможность одновременной уборки обработанного и подачи на обработку следующего изделия, подвергаемого калибровке. Допол
нительные транспортные средства 7 включают подающее устройство 8, убирающее откалиброванные изделия,устройство 9, передающее устройство 10, регулируемый упор 11 и подъемные столы 12 и 13.
Каждый из подъемных столов 12 и 13 состоит из балок 14, размещенных в просветах между роликами рольгангов транспортных средств б н связанных системой рычагов 15 и тяг 16 с гидроцилиндром 17. Каждое устройство 8-10 содержит балку 18, опертую по .концам на стационарные стойки 19.На балке 18 закреплен корпус гидроцилин дра 20, на штоке которого закреплена зубчатая шестерня 21, находящаяся в зацеплении с неподвижно закрепленной на балке 18 зубчатой рейкой 22 и подвижной зубчатой рейкой 23, закрепленной на тележке 24, расположенной в
5
n
направляющих балках 18. На балке 18 подающего заготовки устройства 8 закреплен регулируемый упор 25 для ограничения хода штока гидроцилиндра 20, а на тележке 24 жестко закреплен приводной толкатель 26, взаимодействующий с изделием.
Тележка 24 устройств 9 и 10 снабжена захватами 27 и копирами 28,обеспечивающими подъем захватов 27 в конце заданного хода для освобождения изделия 29.
Автоматическая поточная линия работает следуюш 1м образом.
Нагретые в печи 1 изделия 29 от кольцепрокатного стана передаются при помощи рольгангов б на штамповочный пресс 2, где они осаживаются и прошиваются. Далее изделия 29 проходят последовательно раскатку на черновом 3 и чистовом 4 станках и передаются к калибровочному прессу 5. Здесь часть изделий, диаметр которых не 5 превьш1ает 2000 мм, подвергается калибровке, а другие изделия диаметром 2000 мм и более, минуя калибровочный пресс 5, передаются на термообработку.
При подаче заготовок на калибровку упор 11, настроенный на определенный размер и находящийся в нерабочем состоянии над рольгангом 6, опускается, и заготовка перемещается по рольгангу 6 до упора 11, затем от гидроцилиндра 17 через тяги 16, рычаги 15 и балки 14 поднимается подъемным столом 12 над роликами рольганга 6 и подающим устройств.ом 8 перемещается в калибровочный пресс 5.
После калибровки изделие 29 устройством для удаления готовых изделий .9 удаляется из-под пресса 5 и одновременно с этим следующая заготовка устройством 8 подается под пресс 5,а захват 27 устройства 9 поднимается копиром 28 и освобождает откалибро- ванное изделие 29, перемещая его захватом 27 устройства 10 на поднятый стол 13, который опускает изделие на ролики рольганга 6, передающего его на дальнейшую термообработку.
0
5
0
5
0
55
Формула изобретения
1. Автоматическая поточная линия для производства кольцевых изделий, содержащая установленные в технологической последовательности и связанные между собой транспортными средствами
печь, кольцепрокатный стан, штамповочный пресс и устройство для удаления готовых изделий, отличающая- с я тем, что, с целью расширения номенклатуры обрабатываемых изделий, повышения производительности и снижения металлоемкости, калибровочный пресс расположен с смещением отно- сительно направления потока кольце- прокатного стана, а линия снабжена дополнительными транспортными средствами, образующими с калибровочным , прессом и кольцепрокатным станом замк нутую транспортную систему,
2, Поточная линия по п.1, отличающаяся, тем, что дополнинены в виде двух подъемных столов, устройства для подачи заготовок с рольганга на калибровочный пресс и регулируемого упора, установленного на указанном рольганге.
3.Поточная линия по п.2, отличающаяся тем, что -устройство подачи заготовок выполнено в виде приводных толкателей.
4.Поточная линия по п.2, о т л и- ч а ю„щ а я с я тем, что подъемные столы выполнены в виде балок, размещенных между роликами рольганга.
,(
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| Поточная линия для производства кольцевых изделий | 1979 |
|
SU863105A1 |
| Автоматическая поточная линия для изготовления колец | 1985 |
|
SU1276407A1 |
| Поточная линия для производства кольцевых изделий | 1981 |
|
SU986559A1 |
| Механизированная поточная линия для изготовления кольцевых изделий | 1986 |
|
SU1338943A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОЛЕЦ | 1998 |
|
RU2152839C1 |
| Механизированная линия для изготовления штампокатаных колец | 1980 |
|
SU902951A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| Поточная линия для производства кольцевых деталей | 1988 |
|
SU1540912A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
Изобретение относится к крупносерийному производству кольцевых изделий типа венцов, железнодорожных бандажей, шестерен. Устройство позволяет расширить номенклатуру обрабатываемых кольцевых изделий, повысить производительность и снизить металло- - емкость оборудования. Это обеспечивается за счет того, что калибровочный процесс выборочно передает дета-, ли после кольцепрокатного стана по основному рольгангу на участок термообработки. 3 з.п. ф-лы. 4 ил. со оо Ч to со 
А-А
фи.З
иг.
Редактор Э. Слиган
Составитель В. Бешеков Техред М.ДиДЫК
Заказ 4084/14 Тираж 785Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений н открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно
-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор С. Шекмар
| Поточная линия для производства кольцевых изделий | 1981 |
|
SU986559A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
