Изобретение касается стального плоского проката, снабженного многослойной системой защиты от коррозии, такого как тонкий стальной лист или стальная лента, и способа изготовления стального плоского проката с многослойной системой защиты от коррозии.
Для улучшения соответствующей стойкости против коррозии наносят, в частности, на стальные тонкие листы металлические покрытия, состоящие из цинка или сплавов цинка в преобладающем количестве случаев применения. Такие покрытия из цинка или сплавов цинка на основании своего преграждающего и катодного защитного действия хорошо защищают от коррозии в практическом применении соответственно покрытый стальной тонкий лист.
Защитное действие цинкового слоя тем больше, чем толще покрытие. Большие толщины цинкового слоя, обеспечивающие особенно хорошую коррозионную стойкость, правда, напротив, вызывают понижающуюся с возрастающей толщиной покрытия свариваемость тонких стальных листов, покрытых цинковым слоем. Так на практике возникают, например, в таком случае проблемы с обработкой, если лазерной сваркой при высоких скоростях сваривания должно быть произведено проваривание соединяемых между собой частей. Поэтому часто не удается выполнить поставленных требований по обрабатываемости тонких стальных листов, обычно покрытых цинковым слоем толщиной 5-15 мкм, которые сегодня применяются в кузовостроении или в разработке и производстве корпусов для бытовой техники.
Коррозионная стойкость покрытых цинком тонких стальных листов может быть улучшена далее при средней величине установленной толщины покрытия в 7,5 мкм, правда, посредством нанесения так называемого «защищающего от коррозии первичного слоя». Нанесение такого дополнительного слоя также ведет к ощутимому снижению свариваемости лазерной сваркой. Поэтому и такой вариант не оказался эффективным для промышленной обработки.
На фоне проблем свариваемости тонких стальных листов, традиционно покрытых цинком Zn, были разработаны новые высококоррозионно-стойкие слойные системы «цинк - магний» Zn-Mg или «цинк-магний-алюминий» Zn-Mg-Al, предоставляющие при значительно уменьшенной толщине слоя защиту от коррозии, сравнимую с традиционным цинковым покрытием толщиной 7,5 мкм, а также приводящие к существенному улучшению пригодности к лазерной сварке.
Возможность изготовления такого рода оцинкованных горячим цинкованием стальных тонких листов с повышенной коррозионной стойкостью при одновременно сниженном весе покрытия описана в заявке EP 0038904 B1. Согласно этому уровню техники, на стальную подложку посредством нанесения покрытия окунанием в расплав наносится цинковое покрытие, содержащее 0,2 вес.% алюминия Al и 0,5 вес.% магния Mg. Тонкий стальной лист, покрытый подобным образом, имеет улучшенную свариваемость при отличной стойкости к образованию ржавчины.
Несмотря, например, на возможное снижение веса покрытия при одновременно хорошей коррозионной стойкости посредством метода, известного из заявки EP 0038904 B1, стальные листы, покрытые подобным образом, все еще не выполняют требований, которые ставятся, например, в области автомобильного кузовостроения к свариваемости деталей из стального тонкого листа, подвергающихся большим нагрузкам в практике их применения.
Исходя из вышестоящего прокомментированного уровня техники, в основу изобретения положена задача представить сведения о снабженном системой покрытия стальном плоском прокате, который в покрытом состоянии обладает такой оптимизированной комбинацией коррозионной стойкости и свариваемости, что она удовлетворяет и повышающимся далее требованиям обработчика к таким тонким стальным листам. Более того, должен быть представлен способ изготовления таких тонких стальных листов.
Применительно к готовому изделию, эта задача решалась посредством стального листового проката, согласно изобретению имеющего базовый слой, образованный из стали, и нанесенную на базовый слой систему защиты от коррозии, которая содержит металлическое покрытие толщиной менее 3,5 мкм, образованное из первого металлического слоя, нанесенного на базовый слой, и второго металлического слоя, нанесенного вторым на первый металлический слой, причем второй металлический слой образует металлический сплав с первым металлическим слоем и содержит плазменный полимерный слой, нанесенный на металлическое покрытие.
Применительно к способу изготовления коррозионно-стойкого и свариваемого стального листового проката вышеназванная задача, согласно изобретению, решалась соответствующим образом благодаря тому, что на стальную подложку, образующую базовый слой стального плоского проката, наносится первый металлический слой, а на первый металлический слой наносится второй металлический слой, который в процессе тепловой обработки сплавляется с первым металлическим слоем, причем общая толщина металлического покрытия, образованного из первого и второго металлических слоев, составляет менее 3,5 мм, чтобы на покрытие, образованное из первого и второго металлических слоев, наносился плазменный полимерный слой.
Толщина плазменного полимерного слоя, согласно изобретению нанесенного на металлическое покрытие, ограничена предпочтительно по максимуму 2500 мкм. Неожиданно выявилось, что, в частности, при малых толщинах плазменного полимерного слоя могут быть гарантированы особенно хорошие свойства стального тонкого листа, соответствующего изобретению. Вследствие этого толщина плазменного полимерного слоя ограничивается преимущественным образом 100-1000 нм, в частности 200-500 нм.
У стальной ленты или стального тонкого листа, согласно изобретению снабженных многослойной тонкой системой защиты от коррозии, достигается оптимальная комбинация преимуществ различных свойств защиты от коррозии, свойственных разным слоям. Так, стальной плоский прокат, соответствующий изобретению, имеет высокую коррозионную стойкость как в неизолированном состоянии, так и в комбинации с органическими покрытиями. Эта высокая устойчивость к коррозии оказывается пригодной, в частности, во фланцах и в полостях. Так испытания на фланцевых образцах, поставленных в состоянии согласно Инструкции по экспертизе SEP 1160 и полученных из стальных тонких листов, покрытых согласно изобретению, показали, что при проведении циклического испытания при переменном климате согласно Инструкции по экспертизе 621-415 Объединения автомобильной промышленности ФРГ (VDA Prüfblatt 621-415) обеспечена устойчивость к коррозии более 10 циклов без появления рыжей ржавчины.
Другое неожиданное свойство, которым обладает стальной плоский прокат, соответствующий изобретению, обнаруживается, если такой тонкий стальной лист или стальная лента покрывается лаком непосредственно (без фосфатирования и пассивирования) с помощью катодного погружного лакирования. Так испытание на купольное выгибание, проведенное для стальных тонких листов и лент, поставленных в состоянии согласно изобретению, основываясь на стандарте DIN EN ISO 6860, выявило исключительную адгезию лака. Не обнаружились отслаивания лака, а также отслаивания покрытия от основного материала.
Наряду с высокой коррозионной стойкостью и исключительной адгезией лака тонкие стальные листы, соответствующие изобретению, обладают хорошей стойкостью к удару камнем. Так в испытании на удар камнем, проведенном по стандарту DIN 55996-1B, может быть обнаружено, что у тонких стальных листов, соответствующих изобретению, при ударе камнем не вызывается отслаиваний покрытия от базового слоя.
Наряду с высокой коррозионной стойкостью, исключительной адгезией лака и хорошей стойкостью к удару камнем тонкие стальные листы, соответствующие изобретению, обладают очень хорошей способностью к свариванию лазерной сваркой. Это обнаруживается благодаря тому, что могут быть получены лазерные сварные швы без прожогов, без или только с очень малой долей пор и/или кратеров выбросов при технологическом зазоре в стыке 0 мм и скоростях сварки до 5 м/мин. К тому же в испытании, проведенном по стандарту ISO 14327, может быть обнаружена хорошая пригодность к точечной сварке.
Хорошая коррозионная стойкость тонких стальных листов или лент, покрытых согласно изобретению, в комбинации со свойственной им также исключительной адгезией лака, их хорошей стойкостью к удару камнем и их хорошей свариваемостью точечной и лазерной сваркой, делает плоский стальной прокат согласно изобретению особенно пригодным для использования в качестве конструкционного материала для автомобильного кузовостроения или для разработки и производств бытовой техники.
У тонкого металлического листа или ленты, соответствующих изобретению, тонкая многослойная система защиты от коррозии образована, по меньшей мере, из слоя, обеспечивающего электрохимическую защиту образующей базовый слой стальной подложки; из наложенного на него слоя, который в состоянии образовывать с первым слоем покрытие из сплава и вести, таким образом, к значительному улучшению коррозионной защиты посредством дополнительного электрохимического механизма защиты тонкого металлического листа или ленты, а также из другого слоя - плазменного полимерного слоя, который по своему свойству как преграждающий и/или пассивный слой ведет дальнейшему улучшению коррозионной защиты.
С точки зрения пригодности для дальнейшей обработки, при этом является преимущественным, что общая толщина металлического покрытия, согласно изобретению, составляет менее 3,5 мкм и что толщина плазменного полимерного слоя, нанесенного на металлическое покрытие, также ограничена менее чем 2500 нм. Неожиданно обнаружилось, что, несмотря на преимущественно минимизированную толщину покрытия согласно изобретению, постоянно обеспечена затребованная потребителями коррозионная стойкость тонких стальных листов и лент, подготовленных согласно изобретению.
В случае первого металлического слоя речь может идти, например, о слое чистого цинка, который удается традиционным образом, экономично нанести на стальную подложку посредством электролитического цинкования, горячего цинкования или вакуумным напылением. Альтернативно первое металлическое покрытие может состоять также из алюминия Al, сплава «цинк-никель» Zn-Ni, сплава «цинк-железо» Zn-Fe или сплава «цинк-алюминий» Zn-Al.
В случае второго металлического слоя системы покрытия согласно изобретению, речь может идти предпочтительно о покрытии из сплава цинка (Zn-Y). Это покрытие из цинкового сплава возникает, если на первый слой наносится металл, образующий с первым цинксодержащим слоем цинковый сплав. Для этой цели может быть выделен металлический второй слой, сплавляющийся с первым слоем, например, посредством, осуществляемого предпочтительно в вакууме термического напыления на первый слой при испарении. Особенно предпочтителен такой порядок действий тогда, когда в случае второго металлического слоя речь идет о мелкозернистом слое магния с толщиной 100-2000 нм, предпочтительно 100-1000 нм.
Наряду с магнием Mg и другие металлы оказываются технологическими материалами, пригодными в качестве второго металлического слоя. Так требования, поставленные соответственно ко второму слою, удается выполнять посредством использования алюминия Al, титана Ti, хрома Cr, магния Mg, никеля Ni.
Плазменный полимерный слой, нанесенный согласно изобретению на металлическое покрытие, может быть образован, например, из органосиланных соединений, углеводородных соединений, органометаллических соединений или их смесей.
Особенно равномерного исполнения плазменного полимерного покрытия, нанесенного согласно изобретению на металлическое покрытие, удается достичь благодаря тому, что плазменный полимерный слой осаждается посредством тлеющего разряда в полом катоде. Тлеющим разрядом в полом катоде может быть достигнута высокая плотность плазмы и соответственно этому высокая скорость осаждения. Поэтому эта возможность создания плазменного полимерного слоя особенно годится для промышленного применения в технологическом потоке и позволяет интегрироваться в имеющиеся поточные установки нанесения покрытия, например в установки электролитического цинкования или в установки нанесения покрытия горячим методом. При этом хорошие результаты обработки появляются, если скорость осаждения в тлеющем разряде в полом катоде составляет 10-1000 нм/сек. Результат нанесения покрытия удается улучшить далее, если скорость осаждения в тлеющем разряде в полом катоде настраивается на 20-750 нм/сек, причем оптимальное состояние плазменного полимерного слоя достигается, если скорость осаждения в тлеющем разряде в полом катоде составляет 50-500 нм/сек, в частности 50-360 нм/сек.
Тепловая обработка, проводимая согласно изобретению после нанесения металлических слоев системы покрытия, осуществляется предпочтительно при температурах, лежащих ниже 500°C.
Тепловая обработка, проведенная для выполнения сплавления первого и второго металлических слоев, может быть применена перед или после нанесения плазменного полимерного слоя. Независимо от того, когда она проводится, она обеспечивает хорошее связывание слоя и сопутствующее этому хорошее действие защиты от коррозии при одновременно исключительной свариваемости лазерной сваркой.
Неожиданно оказалось, что при проведении процесса, при котором сразу после нанесения металлических слоев и плазменного полимерного слоя осуществляется последующая термическая обработка, приходят к позитивному воздействию на процесс сплавления цинка Zn и магния Mg. Таким образом, способ согласно изобретению отличается от тех способов, известных из уровня техники, при которых металлическая слойная система создается термическим напылением (после испарения) в вакууме мелкозернистого слоя магния толщиной 100-2000 нм, в частности 100-1000 нм, на цинковое покрытие, осажденное электролитическим цинкованием или горячим цинкованием или вакуумным напылением, и следующей за ним термической обработкой, благодаря тому, что процесс сплавления осуществляется перед или сразу после осаждения плазменного полимерного покрытия посредством последующей термической обработки.
Преимущество такого порядка действий состоит в том, что на ленту может быть последовательно нанесено покрытие в вакууме, не входя в контакт с атмосферным воздухом в ходе осуществления процесса.
Далее изобретение подробнее поясняется с помощью примеров осуществления.
Пример 1
Стальная лента для целей глубокой вытяжки содержит, например, базовый слой, изготовленный из низколегированной стали, на который нанесена тонкая многослойная система защиты от коррозии. Система защиты от коррозии образована при этом нанесенным на базовый слой в качестве первого металлического слоя цинковым покрытием, толщина которого составляет около 3,4 мкм, нанесенным на первый металлический слой вторым металлическим слоем в форме покрытия из сплава «цинк-магний» Zn-Mg, толщина которого составляет менее 1 мкм, так что металлические слои вместе имеют толщину менее 3,5 мкм, и слоем плазменного полимерного покрытия толщиной 340 нм. Толщина плазменного полимерного слоя варьировалась. Так плазменный полимерный слой осаждался толщиной от 340 нм до 520 нм.
Система защиты от коррозии, построенная таким образом, обеспечивает при толщине плазменного полимерного слоя в 340 нм устойчивость к коррозии во фланцевых образцах, выполненных согласно Инструкции по экспертизе SEP 1160 и изготовленных из стальной ленты - по меньшей мере, 10 циклов при циклическом испытании при переменном климате согласно Инструкции по экспертизе 621-415 Объединения автомобильной промышленности ФРГ (VDA Prüfblatt 621-415), без появления рыжей ржавчины. У исследуемых в качестве базовых тонких стальных листов, традиционно покрытых слойной системой «цинк - сплав «цинк-магний» Zn-ZnMg, но без плазменного полимерного слоя, к этому моменту времени имелось более чем 80-100% рыжей ржавчины.
У аналогично построенной системы защиты от коррозии с плазменным полимерным слоем толщиной 520 нм могло быть обнаружено еще более высокое сопротивление коррозии.
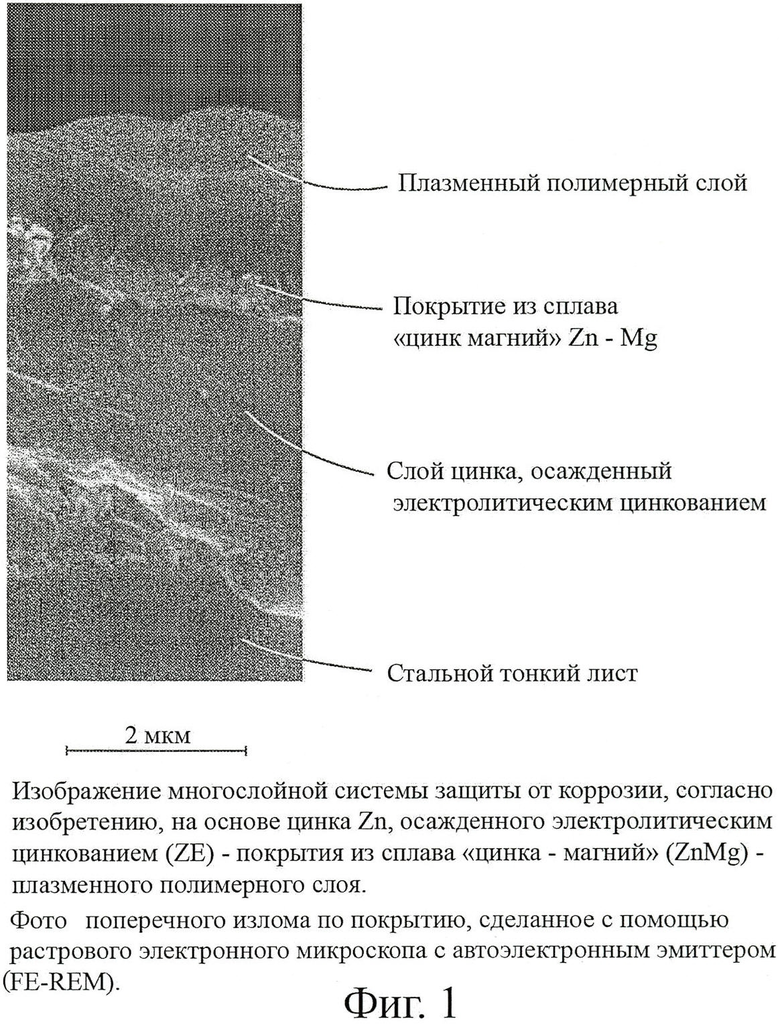
Пример 2
Для изготовления изображенной на фиг.1 тонкой многослойной системы защиты от коррозии на тонком листе из IF-стали сначала на подложку из IF-стали, образующую базовый слой, осаждался слой цинка посредством электролитического цинкования. Затем термическим напылением в вакууме на слой цинка наносился мелкозернистый слой магния. При последующей термической обработке при 310°C получено покрытие сплавом «цинк-магний» Zn-Mg и в заключение осаждался плазменный полимерный слой посредством тлеющего разряда в полом катоде с использованием тетраметилсилана со скоростью осаждения 34 нм/сек.
Тонкий стальной лист, полученный таким образом, имеет исключительную защиту от коррозии при одновременно очень хорошей пригодности для лазерной сварки.
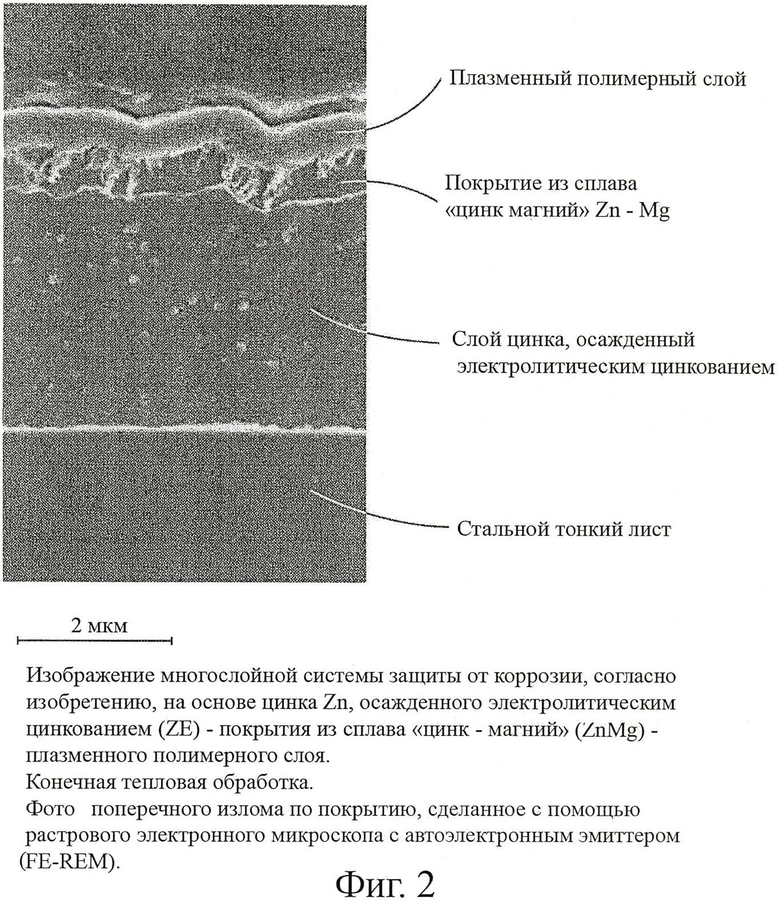
Пример 3
Для создания представленной на иллюстрации 2 в виде поперечного шлифа тонкой многослойной системы защиты от коррозии на высококачественном стальном тонком листе, представляющем собою базовый слой, на первом этапе на базовый слой в качестве первого металлического слоя посредством электролитического цинкования осаждалось цинковое покрытие. Затем посредством термического напыления (после испарения) в вакууме, в качестве второго металлического слоя, на первый металлический слой осаждался мелкозернистый слой магния, а посредством тлеющего разряда в полом катоде с использованием тетраметилсилана со скоростью осаждения 34 нм/сек осаждался плазменный полимерный слой. Сразу после нанесения плазменного полимерного слоя на второй металлический слой для образования покрытия из сплава «цинк-магний» Zn-Mg потом проводилась термическая обработка в течение 10 сек при температуре 335°C.
И тонкий стальной лист, полученный таким образом, имеет исключительную защиту от коррозии при одновременно очень хорошей пригодности для лазерной сварки.
Порядком действий согласно изобретению антикоррозионное покрытие может быть изготовлено в поточной («In-line») последовательности стадий технологического процесса, следующих непрерывно в вакууме, так что снижены расходы на производство и в целом упрощен порядок ведения процесса.
Изобретение касается снабженного системой покрытия стального плоского листа, обладающего в покрытом состоянии оптимизированной комбинацией коррозионной стойкости и свариваемости. Согласно изобретению стальной прокат имеет базовый слой, образованный из стали, и нанесенную на базовый слой систему защиты от коррозии. Система защиты от коррозии содержит металлическое покрытие толщиной менее 3,5 мкм. Металлическое покрытие образовано из первого металлического слоя, нанесенного на базовый слой, и второго металлического слоя, нанесенного на первый металлический слой. Второй металлический слой образует сплав с первым металлическим слоем. Система защиты от коррозии также содержит плазменный полимерный слой, нанесенный на металлическое покрытие. Техническим результатом изобретения является высокая коррозионная стойкость и исключительная адгезия лака, хорошая стойкость к удару камнем, а также хорошая способность к свариванию лазерной сваркой. Указанный технический результат делает стальной прокат пригодным для использования в качестве конструкционного материала для автомобильного кузовостроения или для разработки и производств бытовой техники. 2 н. и 25 з.п. ф-лы, 2 ил.
1. Стальной плоский прокат с базовым слоем из стали и нанесенной на базовый слой системой защиты от коррозии, содержащей металлическое покрытие толщиной менее 3,5 мкм из первого металлического слоя, нанесенного на базовый слой, и из второго металлического слоя, нанесенного на первый металлический слой, причем второй металлический слой образует сплав с первым металлическим слоем, и содержащей плазменный полимерный слой, нанесенный на металлическое покрытие.
2. Стальной плоский прокат по п.1, характеризующийся тем, что плазменный полимерный слой толщиной максимум 2500 мкм.
3. Стальной плоский прокат по п.2, характеризующийся тем, что плазменный полимерный слой толщиной 100-1000 нм.
4. Стальной плоский прокат по п.3, характеризующийся тем, что плазменный полимерный слой толщиной 200-500 нм.
5. Стальной плоский прокат по одному из пп.1-4, характеризующийся тем, что первый металлический слой является покрытием из цинка Zn, алюминия Al, цинка-никеля Zn-Ni, цинка-железа Zn-Fe или цинка-алюминия Zn-Al.
6. Стальной плоский прокат по одному из пп.1-4, характеризующийся тем, что второй металлический слой является цинковым сплавом.
7. Стальной плоский прокат по одному из пп.1-4, характеризующийся тем, что второй металлический слой образован из, по меньшей мере, одного из элементов из группы магний Mg, алюминий Al, титан Ti, хром Cr, марганец Mn, никель Ni или их сплавов.
8. Стальной плоский прокат по одному из пп.1-4, характеризующийся тем, что толщина второго слоя составляет 100-2000 нм.
9. Стальной плоский прокат по п.8, характеризующийся тем, что толщина второго слоя составляет 200-1000 нм.
10. Стальной плоский прокат по одному из пп.1-4, характеризующийся тем, что плазменный полимерный слой образован из органосиланных соединений, углеводородных соединений, органометаллических соединений или их смесей.
11. Способ изготовления стального плоского проката, покрытого системой защиты от коррозии, при котором на стальную подложку, образующую базовый слой стального плоского проката, наносится первый металлический слой, а на первый металлический слой наносится второй металлический слой, сплавляющийся в ходе тепловой обработки с первым металлическим слоем, причем общая толщина металлического покрытия, образованного из первого и второго металлических слоев, составляет менее 3,5 мкм, при котором на покрытие, образованное из первого и второго металлических слоев, наносится плазменный полимерный слой.
12. Способ по п.11, характеризующийся тем, что плазменный полимерный слой выполнен с толщиной максимум 2500 мкм.
13. Способ по п.12, характеризующийся тем, что плазменный полимерный слой выполнен с толщиной 100-1000 нм.
14. Способ по п.13, характеризующийся тем, что плазменный полимерный слой выполнен с толщиной 200-500 нм.
15. Способ по одному из пп.11-14, характеризующийся тем, что первый слой является цинковым слоем, который наносят на базовый слой посредством электролитического цинкования, горячего цинкования или вакуумным напылением после испарения.
16. Способ по одному из пп.11-14, характеризующийся тем, что первый слой образуют из алюминия Al, сочетания цинк-никель Zn-Ni, цинк-железо Zn-Fe или цинк-алюминий Zn-Al.
17. Способ по одному из пп.11-14, характеризующийся тем, что второй металлический слой является магнийсодержащим слоем.
18. Способ по одному из пп.11-14, характеризующийся тем, что второй металлический слой образуют из алюминия Al, титана Ti, хрома Cr, марганца Mn, никеля Ni или их сплавов.
19. Способ по одному из пп.11-14, характеризующийся тем, что второй металлический слой осаждают на первый слой посредством термического напыления после испарения.
20. Способ по одному из пп.11-14, характеризующийся тем, что плазменный полимерный слой наносят посредством тлеющего разряда в полом катоде.
21. Способ по п.20, характеризующийся тем, что скорость осаждения при тлеющем разряде в полом катоде составляет 10-1000 нм/с.
22. Способ по п.21, характеризующийся тем, что скорость осаждения при тлеющем разряде в полом катоде составляет 20-750 нм/с.
23. Способ по п.22, характеризующийся тем, что скорость осаждения при тлеющем разряде в полом катоде составляет 50-500 нм/с.
24. Способ по п.23, характеризующийся тем, что скорость осаждения при тлеющем разряде в полом катоде составляет 50-360 нм/с.
25. Способ по одному из пп.11-14, характеризующийся тем, что температура тепловой обработки составляет менее 500°С.
26. Способ по одному из пп.11-14, характеризующийся тем, что тепловая обработка проводится перед нанесением плазменного полимерного слоя.
27. Способ по одному из пп.11-14, характеризующийся тем, что тепловую обработку проводят после нанесения плазменного полимерного слоя.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| EP 1285972 A1, 26.02.2003 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| DE 19527515 C1, 28.11.1996 | |||
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО МЕТАЛЛА ВЫСШИХ КАТЕГОРИЙ ВЫТЯЖКИ С ТОНЧАЙШИМ ЦИНКОВЫМ ПОКРЫТИЕМ С ПРЕВОСХОДНОЙ ШТАМПУЕМОСТЬЮ | 1997 |
|
RU2128719C1 |
| Способ производства оцинкованных стальных полос для особо сложной вытяжки | 1986 |
|
SU1359319A1 |

