Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей типа шаровых пальцев со сложным профилем головки на холодновысадочных автоматах.
Известен способ изготовления шарового пальца, включающий отрезку заготовки с диаметром, имеющим промежуточный размер между диаметрами цилиндрической части под шаровой головкой и шаровой головки, прямое выдавливание стержня под накатку резьбы с формированием конусной части, редуцирование заготовки с формированием цилиндрической части под шаровой головкой с диаметром, равным окончательному диаметру подголовки готовой детали, предварительного набора головы с образованием усеченных конусов и окончательную высадку шаровой головки (Патент Японии №4-59059 В2, кл. В21К 1/46, 1992).
Недостатком известного способа является невысокая стойкость инструмента при прямом выдавливании стержня, когда длина образуемой при этом конусной части достигает 1,6…2 диаметра его большего основания, равного диаметру заготовки. Кроме того, способ не обеспечивает формирования шаровой головки детали в виде двух полусфер различного диаметра из-за неполного заполнения металлом меньшей сферы на торце головки.
Известен способ изготовления шарового пальца с величиной обжатия при прямом выдавливании стержня φ<≤0.7, включающий отрезку заготовки, прямое выдавливание стержня под накатку резьбы с образованием конуса, предварительный набор головки, окончательную высадку шаровой головки (Ковка и штамповка. Справочник. / Под. ред. Г.А.Навроцкого, М., «Машиностроение», 1987, т.3. с.365, вариант 7).
Недостатком известного способа является невысокая стойкость инструмента при прямом выдавливании стержня, когда обжатие при выдавливании достигает максимальных значений 0,6…0,7, а длина образуемой при этом конусной части достигает 1,6…2 диаметра его большего основания, равного диаметру заготовки. Кроме того, способ также не обеспечивает формирования шаровой головки в виде двух полусфер различного диаметра из-за неполного заполнения металлом меньшей сферы на торце головки.
Наиболее близким к предлагаемому является способ изготовления шарового пальца, включающий отрезку заготовки, прямое выдавливание стержня под накатку резьбы с формированием конусной части длиной не более 1,2 диаметра его большего основания, равного диаметру заготовки, окончательную высадку шаровой головки с одновременным формообразованием конической части изделия (а.с. СССР, №1252010 А1, кл. В21К 1/00, Б. №31 23.08.86).
Способ решает задачу повышения стойкости инструмента при изготовлении шаровых пальцев с величиной обжатия при прямом выдавливании стержня φ<≤0.7 и длиной конусной части готовой детали, равной 1,6…2 диаметра его большего основания. Недостатком известного способа является то, что способ также не обеспечивает формирования шаровой головки детали в виде двух полусфер различного диаметра из-за неполного заполнения металлом меньшей сферы на торце головки.
Задачей изобретения является обеспечение формирования шаровой головки детали в виде двух полусфер различного диаметра за счет лучшего заполнения металлом меньшей сферы на торце головки.
Поставленная задача достигается тем, что в предлагаемом способе изготовления шаровых пальцев, включающем отрезку заготовки, прямое выдавливание стержня с формированием конусной части длиной не более 1,2 диаметра его большего основания, равного диаметру заготовки, предварительный набор головки, а также окончательную высадку головки, согласно изобретению после прямого выдавливания стержня с формированием конусной части при осуществлении предварительного набора головки формируют редуцированием торцевую часть с диаметром сферы, равным диаметру полусферы на торце готовой головки, одновременно формируют конус с длиной, равной окончательной длине конуса готовой детали, и фаску на торце стержня, затем окончательно формируют головку в виде двух полусфер различного диаметра.
Сущность изобретения поясняется чертежом, где показана технологическая схема процесса высадки.
Согласно способу отрезают заготовку мерной длины, затем на первом переходе высадки осуществляют прямое выдавливание стержня с формированием конусной части Lк длиной не более 1,2 диаметра D его большего основания, равного диаметру заготовки. На втором переходе высадки производят предварительный набор головки, при этом формируют редуцированием торцевую часть с диаметром сферы d, равным диаметру меньшей полусферы на торце готовой головки, одновременно формируют конус с длиной Lк, равной окончательной длине конуса готовой детали, и фаску на торце стержня. На окончательном переходе высадки формируют головку в виде двух полусфер различного диаметра и полный профиль детали.
Высадка деталей типа шаровых пальцев со сложным профилем головки с величиной обжатия при прямом выдавливании стержня φ<≤0.7 и длиной конусной части готовой детали, равной 1,6…2 диаметра его большего основания, по предлагаемому способу позволяет повысить качество изделия и обеспечить формирование шаровой головки детали в виде двух полусфер различного диаметра за счет лучшего заполнения металлом меньшей сферы на торце головки.
Способ предлагается к внедрению при изготовлении изделий типа шаровых пальцев методом холодной объемной штамповки на предприятии ОАО «Белебеевский завод «Автонормаль»
Итак, заявленное изобретение позволяет обеспечить формирование шаровой головки детали в виде двух полусфер различного диаметра за счет лучшего заполнения металлом меньшей сферы на торце головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2212973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВХ | 1996 |
|
RU2095185C1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2017 |
|
RU2652331C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2012 |
|
RU2483829C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ С ОБРАТНЫМ КОНУСОМ | 1995 |
|
RU2080202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА | 2013 |
|
RU2545873C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ДЕРЖАТЕЛЯ ДВЕРИ | 2010 |
|
RU2443495C2 |
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
Изобретение относится к обработке металлов давлением. Способ включает отрезку заготовки, прямое выдавливание стержня, предварительный набор головки и окончательную высадку головки. Прямое выдавливание стержня осуществляют с формированием конусной части длиной не более 1,2 диаметра его большего основания, равного диаметру заготовки. После формируют редуцированием торцевую часть с диаметром сферы, равным диаметру полусферы на торце готовой головки. Одновременно формируют конус с длиной, равной окончательной длине конуса готовой детали, и фаску на торце стержня. Затем окончательно формируют головку в виде двух полусфер различного диаметра. В результате обеспечиваются повышение стойкости инструмента и улучшение качества получаемых изделий. 1 ил.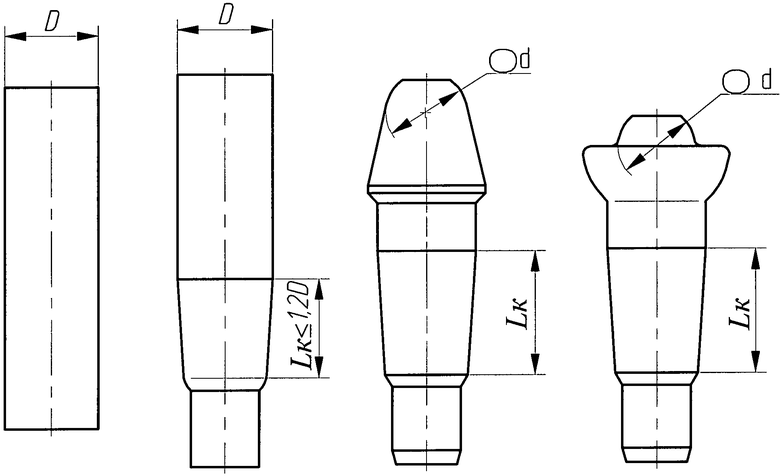
Способ изготовления шаровых пальцев, включающий отрезку заготовки, прямое выдавливание стержня с формированием конусной части длиной не более 1,2 диаметра его большего основания, равного диаметру заготовки, предварительный набор головки и окончательную высадку головки, отличающийся тем, что после прямого выдавливания стержня с формированием конусной части при осуществлении предварительного набора головки редуцированием формируют торцевую часть с диаметром сферы, равным диаметру полусферы на торце готовой головки, одновременно формируют конус с длиной, равной окончательной длине конуса готовой детали и фаску на торце стержня, а затем окончательно формируют головку в виде двух полусфер различного диаметра.
| Способ изготовления шаровых пальцев | 1984 |
|
SU1252010A1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВХ | 1996 |
|
RU2095185C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГИПСА | 2000 |
|
RU2186306C2 |
| US 3740986 A, 26.06.1973. | |||

