Область техники
Настоящее изобретение относится к способу выплавки и рафинирования экстранизкосернистой высокочистой стали, имеющей отличную коррозионную стойкость, в частности к способу выплавки и рафинирования стали для высокопрочных стальных труб с улучшенной стойкостью к кислой, серосодержащей среде путем контроля химического состава неметаллических включений в стали, более конкретно путем снижения влияния карбонитридов.
Уровень техники
Обычно от материалов для трубопроводов требуется обеспечение устойчивости к водородному растрескиванию (HIC-стойкость) и устойчивость к сульфидной коррозии под напряжением (SSCC-стойкость) и подобное. Сталь, обладающую этими свойствами, называют сталью стойкой к водородному растрескиванию (HIC)сталью, сталью, стойкой к кислой, серосодержащей среде, и так далее.
К настоящему времени для улучшения характеристик стойкости к водородному растрескиванию (HIC) известна технология регулирования морфологии включений путем обработки кальцием. Исходной целью обработки Ca было предотвратить водородное растрескивание (HIC), приписываемое присутствию MnS, преобразуя сульфид MnS во включения кальциевого типа. Однако выяснилось, что HIC связано с оксидными и сульфидными включениями кальциевого типа (оксисульфидные включения) более, чем с MnS, например с включениями, представляемыми как Ca-Al-O-S, Ca-S и Ca-S-O. И была признана необходимость контроля морфологии оксисульфидов Ca-типа в дополнение к морфологии MnS. Таким образом, были созданы многочисленные технологии, направленные на регулирование морфологии включений. Например, публикация японской патентной заявки № 56-98415 и другие описывают способы получения стали, направленные на уменьшение количества включений.
Кроме того, поскольку рабочая среда для эксплуатации труб становится более агрессивной, требуется также дальнейшее улучшение стойкости к кислой среде и повышенная прочность, и дальнейшее развитие технологии контроля морфологии включений направлено также на удовлетворение этих требований. Публикация японской патентной заявки № 06-330139 раскрывает способ регулирования включений, который предусматривает такое добавление Ca, Al и Si, чтобы удовлетворяли определенные соотношения для типов стали, соответствующих классам прочности X42-65 по стандартам API.
Между тем в последние годы от стали потребовались значительно более высокая стойкость к кислой, серосодержащей среде и прочность, и получили развитие более современные технологии. Публикация японской патентной заявки № 2005-60820 раскрывает технологию, которая улучшает стойкость к кислой, серосодержащей среде (сероводородной среде) путем попытки добиться распределения карбонитридов в сталях класса, равного или выше X65 согласно стандартам API. Кроме того, публикация японской патентной заявки № 2003-313638 описывает сталь, полученную с дисперсией и осаждением включений, содержащих Ti и W, для близких типов стали, равных или выше класса X65 согласно стандартам API. Кроме того, в публикации японской патентной заявки № 2001-11528 описывается способ выплавки и рафинирования сталей, в котором регулируется состав включений типа Ca-Al-O-S путем подбора количества добавляемого Ca так, чтобы концентрация Ca удовлетворяла заданному соотношению в зависимости от концентраций S и O в расплавленной стали.
Далее, авторы настоящего изобретения обнаружили, что объемные включения типа TiN, превышающие в размере 30 мкм, становятся точками инициирования HIC и в документе WO 2005/075694 предложили сталь, в которой эти включения уменьшаются, и способ установки размера TiN в диапазоне 10-30 мкм путем использования включений типа Ca-Al.
Как описано выше, технология регулирования морфологии включений путем обработки Ca была усовершенствована в соответствии с требованиями, предъявляемыми к характеристикам стали, и была разработана технология, основанная на простом добавлении Ca, чтобы воспрепятствовать образованию CaS и повысить чистоту, чтобы контролировать состав включений Ca-типа и, кроме того, для более равномерной дисперсии и выделения включений карбонитридного типа.
Между прочим, недавно, как уже указывалось, появилась потребность в повышенной стойкости к кислой среде и к прочности. Для удовлетворения этих требований нужно решить следующие проблемы. Первая проблема связана с нестабильностью стойкости к кислой, серосодержащей среде. Другими словами, технология, предназначенная для высокопрочной стали, направлена на диспергирование карбонитридов и на регулирование состава включений Ca-типа. Хотя эта технология может снизить вероятность возникновения HIC до низкого уровня, в некоторых случаях HIC все-таки происходит. Кроме того, вторая проблема заключается в том, чтобы преодолеть имеющиеся сложности для полного предотвращения возникновения HIC даже при применении строгих условий при обработке Ca. Предшествующий уровень техники был направлен в первую очередь на оптимизацию условий обработки Ca. Однако, хотя условия обработки кальцием точно позволяют получать высокопрочную сталь, все еще остается проблема полного предотвращения возникновения HIC.
Хотя вышеупомянутые проблемы предполагают возможность наличия контроля за надлежащими производственными условиями, а не надлежащими условиями обработки Ca, их детальное содержание и подходы были довольно неопределенными, и найти решение этих проблем было затруднительным.
Описание изобретения
Как описано выше, в случае обычных стойких к кислой (сероводородной) среде сталей и способов их получения трудно стабильно получить стойкую к такой среде сталь, так что проблемой, требующей решения, была разработка метода стабилизации для стойкой к такой среде стали. Хотя предшествующий уровень техники был направлен в основном на контроль включений Ca-типа и включений карбонитридного типа, этого контроля недостаточно, чтобы получить стабильную, стойкую к кислой среде сталь.
Настоящее изобретение было предложено ввиду вышеописанных проблем, и его целью являлось создание способа получения стали для стальных труб с улучшенной и стабилизированной стойкостью к кислой, сероводородной среде путем установления причины возникновения HIC как явления.
Настоящее изобретение было создано для выполнения вышеописанной цели. Сущностью изобретения показана ниже в пунктах (1)-(4), относящихся к способу получения стали для стальных труб, имеющей отличную стойкость в сероводородной среде.
(1) Способ получения стали для стальных труб, имеющей отличную стойкость в сероводородной среде, причем сталь содержит, в масс.%: C 0,03-0,4%, Mn 0,1-2%, Si 0,01-1%, P 0,015% или меньше, S 0,002% или меньше, Ti 0,2% или меньше, Al 0,005-0,1%, Ca 0,0005-0,0035%, N 0,01% или меньше и O (кислород) 0,002% или меньше, причем остальное составляют Fe и примеси, в котором количество Ca, добавляемого в жидкую сталь в ковше, где неметаллические включения в сталь содержат Ca, Al, O и S как основные компоненты, регулируется в соответствии с содержанием N в жидкой стали до добавления Ca таким образом, чтобы содержание CaO во включениях находилось в интервале от 30 до 80%, а отношение содержания N в стали к содержанию CaO во включениях удовлетворяло соотношению, выраженному уравнением (1) ниже, и содержание CaS во включениях удовлетворяло соотношению, выраженному уравнением (2) ниже.
где [N] означает массовую долю (ppm) N в стали, (%CaO) означает массовое содержание в (%) CaO во включениях, и (%CaS) означает массовое содержание в (%) CaS во включениях.
(2) Способ получения стали для стальных труб, имеющей отличную стойкость к сероводородной среде, описанный выше в пункте (1), причем сталь взамен части Fe содержит один или более элементов, выбранных из одной или более групп (a)-(c), представленных ниже:
(a) в масс.%: Cr 1% или меньше, Mo 1% или меньше, Nb 0,1% или меньше и V 0,3% или меньше;
(b) в масс.%: Ni 0,3% или меньше и Cu 0,4% или меньше; и
(c) в масс.%: B 0,002% или меньше.
(3) Способ получения стали для стальных труб, имеющей отличную стойкость к сероводородной среде, описанный в пункте (1) или (2), в котором Ca добавляют так, чтобы при контроле количества Ca, добавляемого в жидкую сталь в ковше, отношение содержания N в жидкой стали к количеству Ca, добавленного в жидкую сталь, удовлетворяло соотношению, выраженному уравнением (3) ниже, в соответствии с содержанием N в жидкой стали до добавления Ca:
где [N] означает массовую долю (ppm) N в жидкой стали до добавления Ca, и WCA означает количество Ca, добавленного в жидкую сталь (кг/т жидкой стали).
(4) Способ получения стали для стальных труб, имеющей отличную стойкость к сероводородной среде, описанный в одном из пунктов (1)-(3) выше, в котором жидкую сталь обрабатывают на этапах, указанных как этапы 1-4 ниже, и затем вышеуказанный Ca добавляют на этапе 5:
этап 1: флюс CaO-типа добавляют в жидкую сталь в ковше при атмосферном давлении;
этап 2: после этапа 1 выше жидкую сталь и вышеуказанный флюс, содержащий CaO, перемешивают, вводя перемешивающий газ в жидкую сталь в ковше при атмосферном давлении, а также в жидкую сталь подается окисляющий газ, чтобы тем самым смешать флюс CaO-типа с оксидом, образованным при реакции окисляющего газа с жидкой сталью;
этап 3: подача вышеуказанного окисляющего газа прекращается, и проводится десульфурация и удаление включений путем ввода перемешивающего газа в вышеуказанную жидкую сталь в ковше при атмосферном давлении;
этап 4: окисляющий газ подается в камеру циркуляционного вакуумирования (RH), чтобы повысить температуру жидкой стали, когда вышеуказанная жидкая сталь обрабатывается в ковше с использованием RH-вакууматора после этапа 3 выше, затем подача окисляющего газа прекращается, а циркуляция жидкой стали в RH- вакууматоре продолжается для удаления включений из жидкой стали; и
этап 5: в вышеуказанную жидкую сталь в ковше после этапа 4 выше добавляется указанный металлический Ca или сплав Ca.
В настоящем изобретении термин "неметаллические включения в стали, содержащие в качестве основных компонентов Ca, Al, O и S" означает, что суммарное содержание этих компонентов составляет 85% по массе или больше. В качестве других компонентов могут содержаться малые количества Mg, Ti и Si.
Далее, "флюс CaO-типа" означает флюс, в котором содержание CaO составляет 45 масс.% или больше, сюда относится, например, флюс, содержащий в основном только известь, или флюс на основе извести, включающий такие компоненты, как Al2O3 и MgO.
"Окисляющий газ" означает газ, способный окислять легирующие элементы, такие как Al, Si, Mn или Fe, в диапазоне температуры плавления стали, причем сюда относятся и отдельные газы, такие как газообразный кислород или диоксид углерода, газообразные смеси этих газов и газовые смеси этих газов с инертным газом или азотом.
Далее, ниже в описании выражение "в масс.%", означающее содержание компонента, обозначается также просто как "%". Кроме того, выражение "т жидкой стали", означающее одну тонну жидкой сталь, также обозначается просто как "т".
Авторы настоящего изобретения рассмотрели способ получения стали для стальных труб, улучшенной и стабилизированной в отношении стойкости к сероводородной среде, чтобы достичь вышеупомянутой цели, получили описываемые ниже данные и предложили настоящее изобретение.
1. Химический состав стали для стальных труб и включения в стали
1-1. Химический состав стали для стальных труб
Как описано выше, обычно, если даже предпринимались попытки улучшения чистоты стали и регулирования морфологии включений Ca-типа или, в добавление к этому, повышения прочности путем дисперсии/осаждения карбонитридов, все еще оставалось много не идентифицированных причин, почему стойкость в сероводородной среде является нестабильной. Этот факт предполагает, что стойкость в сероводородной среде может ухудшаться из-за других причинно-обусловленных факторов, чем содержащие оксисульфиды или сульфиды включения Ca-типа, MnS и CaS или объемный TiN.
Поэтому авторы настоящего изобретения всесторонне исследовали точку инициирования HIC. Во-первых, опишем причину, почему настоящее изобретение ограничено таким составом стали, который включает C 0,03-0,4%, Mn 0,1-2%, Si 0,01-1%, P 0,015% или меньше, S 0,002% или меньше, Ti 0,2% или меньше, Al 0,005-0,1%, Ca 0,0005-0,0035%, N 0,01% или меньше и O (кислород) 0,002% или меньше и, кроме того, при необходимости, содержит один или более элементов, выбранных из группы, состоящей из Cr 1% или меньше, Mo 1% или меньше, Nb 0,1% или меньше, V 0,3% или меньше, Ni 0,3% или меньше, Cu 0,4% или меньше и B 0,002% или меньше, причем остальное составляют Fe и примеси.
C 0,03-0,4%
C имеет функцией улучшение прочности стали, и он является обязательным составляющим элементом. Если содержание C меньше 0,03%, достаточная прочность стали не достигается. С другой стороны, если его содержание превысит 0,4%, твердость становится слишком высокой и, таким образом, повышается склонность к растрескиванию, так что образования HIC нельзя подавить в достаточной степени. Поэтому подходящий диапазон содержания C был установлен на уровне от 0,03 до 0,4%. Предпочтительно содержание C варьируется от 0,05 до 0,25%.
Mn 0,1-2%
Mn также является обязательным элементом для улучшения прочности стали. Если содержание Mn меньше 0,1%, нельзя достичь достаточной прочности стали. С другой стороны, если его содержание превысит 2% и станет больше, будет трудно предотвратить образование MnS, и одновременно проявляется сегрегация по элементам. Поэтому подходящий диапазон содержания Mn был установлен от 0,1 до 2%. Предпочтительным является диапазон содержания от 1,2 до 1,8%.
Si 0,01-1%
Si действует не только как раскисляющий элемент, но он влияет также на активность Ti и Ca в стали. Так, если содержание Si меньше 0,01%, активность Ca нельзя повысить, тогда как если его содержание превысит 1% и станет больше, активность Ti повышается слишком значительно, тем самым нельзя подавить образование TiN. Соответственно подходящий диапазон содержаний Si составляет от 0,01 до 1%. Предпочтительным является диапазон содержания от 0,1 до 0,5%.
P 0,015% или меньше
P является элементом, который повышает склонность к растрескиванию, так как он проявляет склонность к сегрегации в стали и повышает твердость стали в зоне скопления. Поэтому его содержание следует установить на уровне 0,015% или меньше. С другой стороны, уменьшение содержания P до менее 0,005% приводит к повышению затрат на рафинирование, так что с точки зрения экономии его содержание предпочтительно составляет от 0,005% или более.
S 0,002% или меньше
Так как S является составляющим элементом сульфидного типа включений, которые создают проблемы с устойчивостью стали к HIC, содержание серы предпочтительно должно быть низким. Если содержание S превысит 0,002% и станет больше, то и содержание CaS во включениях станет больше при добавлении Ca, вследствие чего трудно удовлетворить соотношение между содержанием CaO и содержанием N во включениях, какое описано ниже. Поэтому содержание S должно быть 0,002% или меньше. Предпочтительным диапазоном содержания является 0,001% или меньше.
Ti 0,2% или меньше
Ti является элементом, который выделяется в стали в виде TiN и имеет функцию улучшения вязкости стали. Однако чрезмерное добавление Ti приводит к увеличению размера выделяемого TiN. Поэтому содержание Ti должно быть 0,2% или меньше. Для обеспечения вязкости его содержание предпочтительно устанавливается на уровне 0,005% или больше. По вышеназванным причинам содержание Ti предпочтительно составляет 0,005% или больше и не должно быть выше 0,2%.
Al 0,005-0,1%
Al является элементом, имеющим сильный раскисляющий эффект, и он является важным элементом для снижения содержания кислорода в стали. Его содержание ниже 0,005% недостаточно для раскисления и не может в достаточной степени снизить количество включений. С другой стороны, когда содержание Al превысит 0,1% и станет больше, в добавление к насыщению раскисляющего эффекта проявляется образование сульфидов. Поэтому подходящий диапазон содержания Al был установлен на уровне от 0,005 до 0,1%. Предпочтительным является диапазон содержания от 0,008 до 0,04%.
Ca 0,0005-0,0035%
Ca является элементом, который оказывает эффективное действие на преобразование сульфидных включений и сфероидизацию включений оксида алюминия. Когда содержание Ca ниже 0,0005%, эти эффекты не достигаются, и поэтому нельзя подавить возникновения HIC, связываемого с кластерами MnS или кластерами оксида алюминия. С другой стороны, когда содержание превысит 0,0035% и станет больше, могут образовываться кластеры CaS. Поэтому подходящий диапазон содержания Ca был установлен от 0,0005 до 0,0035%. Предпочтительно содержание варьируется в диапазоне 0,0008-0,002%.
N 0,01% или меньше
N является элементом, который образует объемный TiN, так что его содержание предпочтительно должно быть низким. Когда содержание N превысит 0,01% и станет больше, температура образования TiN повышается и становится близкой к температуре рафинирования стали или температуре разливки, так что нельзя ограничить укрупнение TiN. Поэтому подходящий диапазон содержания N был установлен от 0,01% или меньше. С другой стороны, с точки зрения экономии его содержание предпочтительно составляет 0,0015% или больше. Кроме того, его содержание предпочтительно составляет 0,005% или меньше, чтобы, в частности, улучшить вязкость.
O (кислород) 0,002% или меньше
Содержание O означает полное содержание кислорода ( [O]общ.) и включает кислород, содержащийся во включениях оксидного типа, то есть служит как мера количества включений. Если это содержание превысит 0,002% и станет больше, количество включений становится слишком большим, и становится трудным подавить возникновение HIC в высокопрочной стали. Чем ниже содержание O, тем меньше включений оксидного типа. Однако его содержание предпочтительно устанавливается в диапазоне 0,0003-0,0015%, чтобы легко удовлетворялось соотношение между содержанием CaO во включениях, описываемых ниже, и содержанием N в стали.
Вышеизложенное охватывает основные в настоящем изобретении составляющие элементы стали для стальных труб и диапазоны их содержания в составе, кроме того, в зависимости от приложения и условий использования стали может содержаться один или более элементов, выбранных из одной или более перечисленных ниже групп (a)-(c). Другими словами, группа (a) включает Cr, Mo, Nb и V; группа (b) включает Ni и Cu, и группа (c) включает B. Элементы каждой из вышеуказанных групп могут включаться или не включаться в состав. Однако, если они содержатся, то каждый может быть включен в указываемом ниже диапазоне содержаний, чтобы проявить свой эффект.
Элементами группы (a) являются Cr, Mo, Nb и V, и их функцией является улучшение прочности или вязкости стали.
Cr 1% или меньше
Cr является элементом, имеющим функцию улучшения прочности стали. Когда этого эффекта добиваются присутствием Cr, содержание в 0,005% или более позволяет проявиться вышеуказанному эффекту. Однако, если его содержание превысит 1% и станет больше, снижается вязкость сварного участка. Соответственно, если Cr должен входить в состав, его содержание может варьироваться от 1% или меньше. Кроме того, содержание Cr предпочтительно составляет 0,005% или более.
Mo 1% или меньше
Mo также является элементом, имеющим функцией улучшение прочности стали. Если нужно добиться этого эффекта, включение 0,01% или более Mo позволяет проявиться вышеуказанному эффекту. Однако, если его содержание превысит 1% и станет больше, ухудшается свариваемость. Таким образом, при необходимости Mo может включаться в диапазоне 1% или меньше. Кроме того, его содержание предпочтительно устанавливается в диапазоне от 0,01% или выше.
Nb 0,1% или меньше
Nb является элементом, оказывающим эффект улучшения вязкости в результате измельчения зерна в структуре стали. Этот эффект может проявиться при включении 0,003% или больше Nb. Однако, если его содержание превысит 0,1% и станет больше, вязкость сварного участка снижается. Таким образом, при необходимости Nb может содержаться в диапазоне 0,1% или меньше. Кроме того, его содержание предпочтительно составляет 0,003% или больше.
V 0,3% или меньше
V также является элементом, оказывающим эффект улучшения вязкости в результате уменьшения размера зерна в структуре стали. Содержание V в 0,01% или больше позволяет проявиться этому эффекту. Однако, если его содержание превысит 0,3% и станет больше, снижается вязкость сварного участка. Таким образом, при необходимости V может быть включен в содержании 0,3% или меньше. Кроме того, его содержание предпочтительно составляет 0,01% или больше.
Элементами группы (b) являются Ni и Cu, функцией которых является подавление внедрения водорода в сероводородной среде.
Ni 0,3% или меньше
Ni имеет функцией подавление внедрения водорода в сталь в сероводородной среде. Когда нужно добиться этого эффекта, содержание 0,1% или более Ni позволяет проявиться вышеуказанному эффекту. Однако, если его содержание превысит 0,3% и станет больше, эффект подавления внедрения водорода насыщается, и поэтому содержание Ni может устанавливаться на уровне 0,3% или меньше. Кроме того, его содержание предпочтительно устанавливается в диапазоне 0,1% или выше.
Cu 0,4% или меньше
Cu, аналогично Ni, также имеет функцией подавление внедрения водорода в сталь в сероводородной среде. Когда нужно добиться этого эффекта, содержание Cu 0,1% или более позволяет проявиться вышеуказанному эффекту. Однако, когда содержание меди превысит 0,4% и станет больше, сталь плавится при высокой температуре, что снижает прочность межзеренных границ, и поэтому, если Cu необходима, ее содержание может быть установлено на уровне 0,4% или меньше. Кроме того, ее содержание предпочтительно устанавливается в диапазоне 0,1% или выше.
Элементом группы (c) является B, имеющий функцией улучшение способности стали к упрочнению.
B 0,002% или меньше
B является элементом, имеющим эффект улучшения способности стали к упрочнению. Когда нужно добиться этого эффекта, содержание B в 0,0001% или больше позволяет проявиться вышеуказанному эффекту. Однако, если его содержание превысит 0,002% и станет больше, снижается обрабатываемость стали при высоких температурах, и поэтому, если B требуется, его содержание устанавливается на уровне 0,002% или меньше. Кроме того, его содержание предпочтительно устанавливается в диапазоне 0,0001% или более.
1-2. Химический состав включений в стали
Будут описаны причины, почему состав включений содержит в основном систему Ca-Al-O-S, и почему содержание CaO во включениях ограничено 30-80%.
Присутствие включений типа Ca-Al-O обязательно, чтобы ограничить образование MnS, несмотря на то, что для ограничения образования MnS добавляют Ca. Кроме того, если Ca не содержится, образуются кластерные включения оксида алюминия, которые в некоторых случаях инициируют возникновение HIC. Поэтому согласно настоящему изобретению включения сформированы так, чтобы содержать в основном систему Ca-Al-O-S. Однако небольшое количество MnS, SiO2 и карбонитридов может образовываться на поверхности включений типа Ca-Al-O из-за сегрегации элементов и снижения температуры при кристаллизации. Это не влияет на возникновение HIC и поэтому не должно ограничиваться особо.
Далее будет описан диапазон содержания CaO во включениях. Когда содержание CaO становится меньше 30%, эффект подавления образования MnS снижается, и, кроме того, повышается температура плавления включений, тем самым с высокой вероятностью вызывая зарастание литейных сопел, вследствие чего становится сложным обеспечить стабильную производительность. С другой стороны, если содержание CaO во включениях превысит 80% и станет больше, повысится доля твердой фазы во включениях при температуре жидкой стали, делая невозможным сохранение сферической формы включений. Ввиду этого включения типа Ca-Al-O дают в результате сплошную или угловатую форму, что может стать началом возникновения HIC.
По изложенным выше причинам подходящий диапазон содержания CaO во включениях был установлен от 30 до 80%.
В настоящем изобретении составы стали были ограничены, как описано выше, и соотношение между включениями и возникновением HIC было исследовано в пределах соответствующих диапазонов содержаний.
1-3. Исследование соотношения между включениями в стали и возникновением HIC
Было получено 200 кг жидкой стали, ее состав был отрегулирован в вышеуказанном диапазоне, и затем сталь была выпущена в изложницу, чтобы получить стальной слиток. Из полученного стального слитка вырезали образец для испытаний и тщательно обследовали включения в стали. В результате, как описано в упомянутом выше документе W02005/075694, содержание объемного TiN было снижено добавлением Ca, и наблюдалось образование TiN вокруг включений типа Ca-Al-O. Кроме того, было установлено, что в отсутствие добавления Ca образуется много объемных включений TiN, и одновременно также образуется MnS.
Далее, включения Ca-Al имеют сферическую форму, а кластеров оксидного типа или кластеров CaS не образовывалось. Когда наблюдались очень мелкие включения, как описано в опубликованной японской патентной заявке 2003-313638, наблюдались также очень мелкие карбонитриды, которые, как считается, не имеют отношения к возникновению HIC. Эти результаты согласуются с результатами, описанными в предшествующем уровне техники, и указывают на справедливость настоящего исследования. Как указано выше, в стойкой к сероводородной среде стали образуется множество включений, и предшествующий уровень был направлен в основном на контроль этих включений.
Далее, исследовалось дисперсное состояние различных включений. В результате было показано, что когда добавляют Ca, Ca-содержащие включения оксисульфидного типа распределены однородно, тогда как для карбонитридов титанового типа с относительно малым размером 1-10 мкм существует две структуры: одна, в которой они распределены однородно, и другая, в которой карбонитриды числом от нескольких штук до десятков агрегированы/скучены в пределах квадратной зоны с длиной стороны примерно 30-70 мкм. Авторы настоящего изобретения обратили также внимание на карбонитриды титанового типа, находящиеся в осложненном состоянии (далее обозначаются также как "совокупные карбонитриды").
Упомянутые выше совокупные карбонитриды состоят из мелких карбонитридов размером 30 мкм или меньше, и предполагается, что такой отдельный мелкий карбонитрид в силу своего размера не будет приводить к возникновению HIC. Однако считается, что когда эти включения агрегированы и появляются в узкой области, совокупные карбонитриды ведут себя как одно включение, тем самым, возможно, влияя на возникновение HIC.
В принципе, там, где эти совокупные карбонитриды вызывают возникновение HIC, важно определить их количество и оценить их размер. Однако считается, что малые карбонитриды скапливаются объемно, образуя эти совокупные карбонитриды, так что имеется проблема, что размер, наблюдаемый на плоскости, не обязательно соответствует размеру совокупных карбонитридов.
Поэтому авторы настоящего изобретения обсудили показатель, который может с большей точностью определить состояние совокупных карбонитридов. Когда в области размерами десятков мкм находится единственный карбонитрид размером 1-10 мкм, то независимо от размера считалось, что имеется один совокупный карбонитрид, и измерялось число совокупных карбонитридов, присутствующих на поверхности образца для испытаний размером 30 мм×30 мм. В результате, когда число включений типа совокупных карбонитридов представлено содержанием N в стали и содержанием CaO в оксисульфидных включениях типа Ca-Al, была обнаружена корреляция между стойкостью к HIC и указанными содержаниями.
Как описано выше, хотя размер или число совокупных карбонитридов определено неточно, содержание N в стали и концентрация CaO в оксисульфидных включениях типа Ca-Al можно определить с высокой точностью. Кроме того, считается, что когда содержание N в стали высоко, образование карбонитридов облегчается, так что число совокупных карбонитридов повышается, и размер также становится больше. Кроме того, предполагается, что имеется подходящий диапазон содержания CaO во включениях, чтобы на поверхности включений Ca-Al-типа образовывались карбонитриды. Поэтому, основываясь на вышеприведенных результатах, авторы настоящего изобретения считают, что поведение совокупных карбонитридов можно проанализировать из отношения содержания N в стали к содержанию CaO во включениях или величины [N]/(%CaO).
В соответствии с этим состав жидкой стали в количестве 180 кг был установлен согласно вышеуказанному составу стали, прочность полученного стального слитка была установлена в соответствии с классом прочности X80 согласно стандартам API, и затем оценивалась стойкость к HIC по способу TM0284-2003, рекомендованному NACE (National Association of Corrosion Engineers - Национальная ассоциация инженеров-коррозионистов). В частности, из каждого полученного так стального слитка было взято 10 образцов для испытаний, каждый размером 10 мм в толщину, 20 мм в ширину и 100 мм в длину, и эти образцы погружали при 25°C в водный раствор (0,5% уксусная кислота +5% соли), насыщенный сероводородом, при давлении 1,013×105 Па (1 атм). Площадь HIC-трещин, образовавшихся в каждом образце после испытаний, измеряли методом ультразвуковой дефектоскопии и затем по уравнению (4) ниже рассчитывали долю площади, занятой трещинами (CAR). Здесь, площадь образца для испытаний в уравнении (4) устанавливалась как 20 мм * 100 мм.
В этой связи считалось, что случай, когда доля площади, занятой трещинами (CAR), была меньше 1%, рассматривается как отсутствие образования HIC, а случай, когда CAR была 1% или больше, рассматривается как образование HIC.
Фиг. 1 показывает соотношение между [N]/(%CaO), то есть отношением содержания N в стали к содержанию CaO во включениях, и числом совокупных карбонитридов. Далее, фиг. 2 показывает соотношение между [N]/(%CaO), то есть между отношением содержания N в стали к содержанию CaO во включениях, и степенью образования HIC. Результаты на этих фиг. 1 и 2 получены при исследовании сталей класса прочности X70 согласно стандартам API. Кроме того, степень образования HIC на фиг. 2 была указана как отношение числа образцов для испытаний, в которых было образование HIC, к 30 образцам для испытаний, отобранных из стали того же состава. Например, когда HIC возникало в одном образце для испытаний из 30 образцов, степень образования HIC была 3,33%.
Фиг. 1 показывает, что когда содержание CaS во включениях составляет 25% или меньше, упомянутые совокупные карбонитриды не образуются, если [N]/(%CaO), т.е. отношение содержания N в стали к содержанию CaO во включениях лежит в интервале от 0,28 до 2,0 (ppm/масс.%). В результате, как показано на фиг. 2, HIC полностью подавляется, когда отношение содержания N в стали к содержанию CaO во включениях находится в диапазоне от 0,28 до 2,0 (ppm/масс.%). Однако, если содержание CaS во включениях превысит 25% и станет больше, образование совокупных карбонитридов не подавляется, как показано на фиг. 1, даже если значение [N]/(%CaO) находится в диапазоне 0,28-2,0 (ppm/масс.%). В результате, как показано на фиг. 2, очевидно, что возникает HIC.
Другими словами, стало ясным, что для обеспечения стойкости к HIC в высокопрочной стали одновременно должны удовлетворяться соотношения, представленные уравнениями (1) и (2) ниже.
Приведенные выше результаты указывают, что когда содержание N в стали слишком велико, или когда содержание CaO во включениях лежит вне подходящего диапазона, и оба эти содержания не сбалансированы правильно, образования совокупных карбонитридов нельзя подавить, вследствие чего возникает HIC. Кроме того, предполагается, что CaS обычно образуется на поверхности любых оксисульфидных включений Ca-Al-типа, когда содержание CaS во включениях превысит 25% и станет больше, тем самым ингибируя образование карбонитридов на поверхности любых оксисульфидных включений типа Ca-Al и облегчая образование совокупных карбонитридов.
Изобретение по пунктам 1 и 2 формулы для обеспечения стойкости к HIC высокопрочной стали было сформулировано на основе данных, описанных выше в разделах с 1-1 по 1-3.
2. Баланс между содержанием N в жидкой стали и количеством добавляемого Ca
Как описано выше, правильный подбор баланса между химическим составом включений и содержанием N в стали позволяет подавить возникновение HIC лучше, чем в случае известного уровня техники. Далее будет описан способ более простого и легкого получения вышеуказанного типа включений. В настоящем изобретении содержание CaO во включениях контролируется количеством добавленного Ca. Кроме того, требуется сбалансировать количество добавленного Ca с содержанием N в жидкой стали, так как необходимо подобрать баланс между содержанием N в стали и содержанием CaO во включениях.
Далее, содержание N в жидкой стали до добавления Ca и количество добавляемого кальция меняли, используя 10 кг жидкой стали, чтобы тем самым исследовать соотношение между [N]/WCA, т.е. между отношением этих двух параметров, и отношением [N]/(%CaO) (то есть отношением содержания N в стали к содержанию CaO во включениях). Испытания повторяли 4 раза и анализировали их результаты.
Фиг. 3 является графиком, показывающим соотношение между [N]/WCA и N/(%CaO). На графике [N] в отношении [N]/WCA означает содержание N в жидкой стали (ppm) до добавления Ca, а WCA означает количество Ca, добавленного в жидкую сталь, на единицу продукции (кг/т жидкой стали).
Как указывают результаты на фиг. 3, во всех четырех испытаниях удовлетворялся диапазон [N]/(%CaO), определенный в пункте 1 формулы изобретения, где значение [N]/WCA составляет от 200 до 857 (ppm/(кг/т)). С другой стороны, когда значения [N]/WCA лежат вне указанного выше диапазона, имелись случаи, когда некоторые удовлетворяли, а другие не могли удовлетворять диапазону [N]/(%CaO), определенному в пункте 1. Из вышеуказанных результатов следует, что если значение [N]/WCA удовлетворяет условиям, выраженным уравнением (3) ниже, значение [N]/(%CaO) удовлетворяет соотношению в уравнении (1) выше, определенном в пункте 1, и поэтому сталь для стальных труб можно стабильно производить способом получения по пункту 1 формулы
3. Этап получения стали для стальных труб
Изобретение согласно пункту 4 формулы является изобретением, которое определяет этап получения стали для стальных труб. Далее будут описаны основания для ограничений для каждого этапа. В настоящем изобретении чем ниже и стабильнее содержание N в жидкой стали, тем больше улучается контролируемость включений, чтобы облегчить получение стали для стальных труб способом получения по пункту 1. Кроме того, чем ниже и стабильней содержание N в жидкой стали, тем больше можно снизить количество добавляемого Ca и тем ниже может быть себестоимость производства и одновременно меньше колебания количества добавляемого Ca при каждой обработке. Кроме того, так как количество включений в жидкой стали мало стабильно, тем лучше усиливаются вышеуказанные эффекты. Кроме того, чем ниже содержание S в жидкой стали, тем легче удовлетворяется соотношение в уравнении (2), заданное в пункте 1.
Таким образом, важно оптимизировать процесс выплавки и рафинирования стали и стабилизировать чистоту и содержание N в стали, чтобы еще более стабильно производить сталь для стальных труб согласно настоящему изобретению.
Другими словами, изобретение по пункту 4 формулы является способом рафинирования стали для стальных труб, который облегчает десульфурацию и очистку, при одновременном снижении содержания N, что позволяет эффективно и стабильно осуществлять изобретение по любому из подпунктов 1-3 благодаря контролю процесса повышения температуры жидкой стали, а также оптимизации перемешивания жидкой стали и шлака.
Оптимальный способ в настоящем изобретении содержит следующие этапы 1-5:
этап 1: флюс CaO-типа добавляют в жидкую сталь в ковше при атмосферном давлении;
этап 2: после этапа 1 жидкую сталь и вышеназванный флюс CaO перемешивают, вводя перемешивающий газ в жидкую сталь в ковше при атмосферном давлении, в жидкую сталь подается также окисляющий газ, чтобы тем самым смешать флюс CaO-типа с оксидом, образованным при реакции окисляющего газа с жидкой сталью;
этап 3: подачу вышеуказанного окисляющего газа прекращают, и проводится десульфурация и удаление включений, вводя перемешивающий газ в вышеуказанную жидкую сталь в ковше при атмосферном давлении;
этап 4: окисляющий газ подается в камеру RH-вакууматора, чтобы повысить температуру жидкой стали, когда вышеуказанная жидкая сталь обрабатывается в ковше с RH-вакууматором после этапа 3 выше, затем подача окисляющего газа прекращается, а циркуляция жидкой стали в вакууматоре продолжается, чтобы удалить включения из жидкой стали; и
этап 5: в жидкую сталь в ковше после этапа 4 выше добавляется указанный металлический Ca или сплав Ca.
Чтобы выплавить и рафинировать экстранизкосернистую высокочистую сталь, которая одновременно имеет сверхнизкое содержание серы и высокую чистоту, как описано выше, обработка и технология на этапах 1-5 осуществляются как описано ниже в разделах с 3-1 по 3-5.
Когда в жидкую сталь подают Al и кислород, температура жидкой стали повышается, а также образуется Al2O3. Этот Al2O3 при повышении температуры жидкой стали всплывает к поверхности жидкой стали и поглощается шлаком после всплытия. Одновременно Al2O3 и шлак объединяются друг с другом при высокой температуре, и поглощение Al2O3 шлаком изменяет химический состав шлака. Далее, Al2O3 образуется постепенно с подачей кислорода и позднее достигает поверхности, поэтому изменение химического состава шлака является постепенным; быстрого изменения состава шлака, что имеет место в случае, когда добавляется Al2O3 или синтетический флюс, не происходит. Кроме того, так как Al2O3 всплывает однородно по всей поверхности жидкой стали, он распределяется по всему шлаку. Этот случай отличается от локального добавления, такого как добавление порциями, поэтому шлак может быть достаточно смешан и перемешан, даже если перемешивание слабое, и время перемешивания также можно сократить.
Таким образом, химический состав шлака можно контролировать, используя компонент Al2O3, образованный в результате подачи Al и кислорода в жидкую сталь, для контроля химического состава шлака, чтобы постараться смешать компонент Al2O3 при высокой температуре, чтобы постепенно изменять состав и чтобы однородно распределить компонент Al2O3. Регулирование химического состава шлака, как описано выше, позволяет обойтись без интенсивного перемешивания, а также сократить время обработки, так что помимо достижения десульфурации можно также подавить повышение содержания N в жидкой стали из-за поглощения азота из воздуха.
3-1. Этап 1
На этапе 1 флюс CaO-типа добавляют в жидкую сталь при атмосферном давлении, чтобы осуществить десульфурацию. Здесь причина добавления CaO при атмосферном давлении заключается в том, что так как добавление CaO при пониженном давлении повышает затраты на рафинирование на этапе 1, а окислительное рафинирование проводится на более позднем этапе, нет необходимости делать это при пониженном давлении. Хотя Al в основном подается в жидкую сталь до добавления флюса CaO-типа, его можно добавлять одновременно с добавлением флюса CaO-типа. Помимо улучшения эффективности десульфурации, добавлением Al на самой ранней стадии обработки CaO можно подавить поглощение шлаком азота из воздуха.
3-2. Этап 2
Далее, на этапе 2 жидкая сталь и добавленный флюс перемешиваются путем инжекции инертного газа в жидкую сталь в ковше при атмосферном давлении, также в жидкую сталь подается окисляющий газ, чтобы тем самым смешать флюс CaO-типа с оксидом, образующимся при реакции окисляющего газа с жидкой сталью. Эта обработка состоит в том, чтобы привести реакцию Al с кислородом в жидкой стали и использовать образованный компонент Al2O3 для контроля химического состава шлака и облегчения плавления шлака. Здесь причина ввода инертного газа, заключается в том, что благодаря введению инертного газа поглощение окисляющего газа жидкой сталью протекает плавно. Это объясняется тем, что когда подается только окисляющий газ без введения туда инертного газа, реакция окисления протекает только в ограниченной области, где окисляющий газ сталкивается с поверхностью жидкой стали, и гомогенное распределение Al2O3 запаздывает.
На этапе 2, по мере продолжения контроля химического состава шлака и его плавления, эффект ингибирования поглощения азота из воздуха усиливается при плавлении, и одновременно протекает реакция десульфурации. Однако реакция десульфурации не достигает состояния насыщения за период подачи окисляющего газа, упомянутого выше, и шлак обладает способностью дальнейшей десульфурации. Здесь, "возможность дальнейшей десульфурации" означает способность шлака к десульфурации, определяемую химическим составом шлака, как описано ниже. Кроме того, Al2O3 остается в жидкой стали в количестве десятков ppm как включения, хотя этого недостаточно для изменения химического состава шлака.
3-3. Этап 3
Итак, после этапа 2 выше подачу окисляющего газа на этапе 3 останавливают, и десульфурация и удаление включений осуществляется путем инжекции в жидкую сталь перемешивающего газа при атмосферном давлении. Этой обработкой стараются осуществить дальнейшую десульфурацию шлаком, имеющим способность к дальнейшей десульфурации, и удалить нежелательные остаточные включения. "Способность к дальнейшей десульфурации" здесь означает способность удалять сульфиды, определяемую химическим составом шлака, то есть "способность к десульфурации". Эта способность удалять сульфиды снижается, если в шлаке присутствуют низковалентные оксиды, такие как FeO и MnO. Таким образом, химический состав шлака следует контролировать для снижения концентрации низковалентных оксидов, чтобы максимально повысить его десульфурирующую способность.
На вышеуказанном этапе 2 подача окисляющего газа неизбежно создает низковалентные оксиды. С учетом этого на этапе 3 после этапа 2 вводится инертный газ, чтобы снизить концентрацию этих оксидов, тем самым дополнительно позволяя облегчить десульфурацию. Кроме того, шлак может быть достаточно расплавлен на этапах 1 и 2, в соответствии с чем поглощение азота из воздуха можно подавить, даже если вводится инертный газ и проводится перемешивание.
3-4. Этап 4
Дальше проводится этап 4. На этапах 1-3 жидкая сталь в ковше обрабатывалась при атмосферном давлении. После этих обработок ковш переносится в установку вакуумно-циркуляционной дегазации (далее называемую также RH-вакууматор"), и в жидкую сталь при RH-обработке подается окисляющий газ, чтобы повысить температуру жидкой стали. Кроме того, затем жидкая сталь циркулирует в вакууматоре. Обработка на этом этапе еще больше улучшает эффективность десульфурации и чистоту. Причина этого в следующем. Скажем, температуру можно повысить также на этапе 2 выше, и главной целью этого является облегчить десульфурацию путем контроля химического состава шлака. Из-за этого, даже когда температура жидкой стали слишком низкая, степень повышения температуры жидкой стали подачей кислорода может быть ограниченной. Например, когда температура жидкой стали перед обработкой ниже, чем конкретное запланированное значение, следует увеличить количество подаваемого окисляющего газа, чтобы повысить температуру жидкой стали. Однако так как с увеличением подачи окисляющего газа повышается количество образованного Al2O3, повышение количества введенного CaO не поможет. Это приводит к повышению количества шлака.
Таким образом, в настоящем изобретении был принят следующий способ. Количество окисляющего газа, подаваемого на этапе 2, берется в качестве количества подаваемого кислорода, подходящего для контроля химического состава шлака, который направлен главным образом на десульфурацию. В этом случае температура жидкой стали может стать чуть ниже. Этот недостаток температуры можно компенсировать на любой из стадий. Как описано выше, когда температура повышается при использовании окисляющего газа, повышаются концентрации FeO и MnO в шлаке, и может произойти ресульфурация из шлака в жидкую сталь. Соответственно следует обратить внимание на то, что при вакуумной обработке не протекает почти никакой реакции между шлаком и жидкой сталью.
Реакция между шлаком и жидкой сталью при вакуумной обработке медленная, так что ресульфурацию нелегко вызвать, даже если содержания FeO и MnO или содержание Al2O3 в шлаке повысится при вакуумной обработке. Таким образом, когда температура жидкой стали на этапе 2 недостаточно высокая, температуру жидкой стали можно повысить, подавая окисляющий газ на этапе 4, при вакуумной обработке. Этот способ может улучшить результаты десульфурации на этапах 1-3 и дополнительно компенсировать недостаток температуры жидкой стали, не ухудшая результаты десульфурации.
Кроме того, осуществление вакуумной обработки после каждой обработки при атмосферном давлении позволяет провести в конце деазотацию и получить дополнительный эффект уменьшения азота.
Кроме того, хотя эффект очистки жидкой стали получен обработкой на этапе 3, когда требуется чистота выше, чем полученная на этапе 3, ее можно улучшить, продолжая циркуляцию жидкой стали в вакуумной установке после прекращения подачи окисляющего газа. Помимо включений, частично остающихся даже после обработки на этапе 3, когда температуру жидкой стали устанавливают, проводя повышающий температуру нагрев, то хотя эффективность десульфурации на этапе 4 сохраняется на высоком уровне, при повышающем температуру нагреве могут образоваться включения Al2O3, остающиеся в жидкой стали. В таком случае, чтобы удалить эти включения и дополнительно улучшить чистоту жидкой стали, можно проводит циркуляционную обработка в течение фиксированного времени после подачи окисляющего газа.
3-5. Этап 5
Наконец, на этапе 5 в жидкую сталь добавляется Ca. Содержание S и N в жидкой стали стабильно удерживается на низком уровне, и чистота также является высокой в результате обработок на этапах 1-4, таким образом, способ получения стали для стальных труб, описанный в пунктах 1 или 2 формулы изобретения, может стабильно завершаться добавлением Ca на этапе 5. В этом случае количество добавляемого Ca более предпочтительно устанавливается в диапазоне, который удовлетворяет соотношению в уравнении (3), определенном в пункте 3 формулы.
Повышение температуры жидкой стали и контроль химического состава шлака можно проводить одновременно, чтобы повысить чистоту стали, а также чтобы уменьшить содержание серы и азота, проводя обработку на этапах 1-5, какие описаны выше в пронумерованном порядке.
3-6. Подтверждение эффективности изобретения
Авторы настоящего изобретения провели следующие испытания и подтвердили эффективность изобретения в соответствии с пунктом 4 формулы. Испытания E1-E6, схемы которых показаны ниже, проводились с использованием 250 тонн (т) жидкой стали, имеющей химический состав, указанный в таблице 1.
Испытание E1: проводились только этапы 1, 2, 3 и 5.
Испытание E2: проводились только этапы 1, 2, 4 и 5.
Испытание E3: этапы 2, 3, 4 и 5 проводились последовательно после этапа 2.
Испытание E4: этапы 1, 2, 3 и 5 проводились последовательно после этапа 4.
Испытание E5: проводились только этапы 4 и 5.
Испытание E6: это испытание проводилось, как указано в пункте 4 формулы.
Далее излагаются детальные условия на каждом этапе. Так, количество CaO, добавляемого на этапе 1, было установлено на 8 кг/т жидкой стали, и CaO добавляли в жидкую сталь сразу после начала обработки. На этапе 2 в жидкую сталь вводили газ Ar при расходе 0,01 Нм3/т при атмосферном давлении и одновременно газообразный кислород вдували в течение 10 минут на поверхность жидкой стали при расходе 0,16 Нм3/(мин·т). На этапе 3 расход газа Ar устанавливали на 0,01 Нм3/т и проводили перемешивание в течение 10 минут.
Кроме того, на этапе 4 газообразный кислород вдувался на поверхность жидкой стали в камере циркуляционного вакуумирования в течение 3 минут при расходе 0,14 Нм3/(мин·т), и затем жидкая сталь циркулировала 10 минут. Затем на этапе 5 добавляли сплав CaSi в соответствии с соотношением в уравнении (3) выше, в зависимости от содержания N в жидкой стали, определенном на этапе 4. Кроме того, количество добавляемого Ca (WCA) в уравнении (3) указывает на чистый металлический Ca, который нужно добавлять (кг/т жидкой стали), в терминах массы на единицу продукции, и, таким образом, количество добавляемого сплава CaSi регулировалось так, чтобы масса чистого металлического Ca в сплаве CaSi удовлетворяла соотношению в уравнении (3).
Результаты по содержаниям S и N, показателям чистоты, минимальному и максимально отношению [N]/(%CaO), полученным в вышеуказанных испытаниях, показаны в таблице 2.
В этой таблице показатель чистоты был указан, беря за норму (1,0) число включений в испытании E6. Кроме того, минимальное [N]/(%CaO) и максимальное [N]/(%CaO) отношение указывает соответственно минимальное значение и максимальное значение 25 исследуемых включений на каждое испытание.
Хотя, как следует из результатов таблицы, возможны различные способы в соответствии с принятыми этапами и их комбинациями, было установлено, что изменение величин N/(%CaO) является наименьшим для испытания E6 согласно изобретению, описанному в пункте 4 формулы. Приведенные выше результаты четко указывают, что способ обработки жидкой стали способами, указанными на этапах 1-5, как описано в пункте 4, является способом выплавки и рафинирования, который может контролировать включения с наивысшей точностью, что является целью настоящего изобретения.
Краткое описание чертежей
Фиг. 1 является графиком, показывающим соотношение между [N]/(%CaO) (т.е. отношением содержания N в стали к содержанию CaO во включениях) и числом совокупных карбонитридов.
Фиг. 2 является графиком, показывающим соотношение между [N]/(%CaO) (т.е. отношением содержания N в стали к содержанию CaO во включениях) и степенью образования HIC.
Фиг. 3 является графиком, показывающим соотношение между [N]/WCA (т.е. отношением содержания N в стали к количеству добавленного Ca) и [N]/(%CaO).
Лучший вариант осуществления изобретения
Содержания других, отличных от Ca, компонентов в составе стали для стальных труб по настоящему изобретению могут устанавливаться до добавления Ca и после завершения продувки в конвертере. В частности, они предпочтительно устанавливаются до завершения процессов на этапах 1-4, описанных в пункте 4. Причина этого в том, что когда состав подбирается после добавления Ca, продолжительность обработки жидкой стали становится большой, и во время этого периода Ca испаряется, таким образом, содержание Ca в стали значительно снижается, что невыгодно.
1. Лучший вариант включений в стали
В настоящем изобретении неметаллическими включениями в стали являются включения типа Ca-Al-O-S, образующиеся в результате добавления Ca в состав стали, описанный в пункте 1 формулы. Включения содержат в основном CaO-CaS-Al2O3 и образуют карбонитриды, содержащие Ti, Nb и т.д., на своей поверхности. Эти карбонитриды могут образовываться либо на поверхности включений типа Ca-Al-O в форме пленки, или на части их поверхности. Кроме того, содержание карбонитридов, образованных на поверхности, особо не задается. Больше того, на поверхности включений может образовываться MnS из-за сегрегации элементов, и это не особенно влияет на HIC.
Однако содержание CaO во включениях должно быть от 30 до 80%. Предпочтительно содержание CaO во включениях составляет от 45 до 60%. Причина этого в том, что CaO может сфероидизироваться более стабильно, чем включения, позволяя одновременно улучшить смачиваемость жидким железом, чтобы тем самым способствовать образованию карбонитридов на поверхности включений.
Содержание CaS во включениях может быть 25% или меньше, предпочтительно 15% или меньше, более предпочтительно 5% или меньше. Это потому, что чем ниже содержание CaS, тем сильнее облегчается образование карбонитридов на поверхности включений типа Ca-Al-O-S, и одновременно облегчается возможность захвата S как сегрегированного элемента при застывании.
Кроме того, когда содержание Al в стали составляет 0,008% или меньше, на поверхности включений Ca-Al-O-S-типа могут образовываться оксиды Si или Ti; однако это не особенно влияет на HIC. Однако это приводит к укрупнению включений, так что оксидов Si или Ti предпочтительно должно быть всего 15% или меньше.
2. Лучший способ добавления Ca
В настоящем изобретении не требуется идентифицировать состав включений на этапе рафинирования, достаточно провести быстрый анализ до добавления Ca, чтобы измерить содержание N в стали и определить количество добавляемого Ca на основе результата измерений и уравнения (3) выше. Здесь, WCA в уравнении (3) является чистым металлическим Ca, добавленным на единицу продукции, т.е. масса чистого Ca в Ca-содержащем агенте, добавленного на одну (1) тонну жидкой стали (кг/т жидкой стали).
Например, когда сплав CaSi с содержанием Ca 35% и содержанием Si 65% добавляется в 1 кг/т жидкой стали, WCA равен 0,35 кг/т жидкой стали. В этой связи, что касается добавления металлического Ca, то есть, например, когда смесь, содержащая 50% Ca и 50% CaO, добавляется в количестве 1 кг/т жидкой стали, WCA равно 0,5 кг/т жидкой стали.
Подходящие для добавления агенты Ca включают, помимо металлического Ca, сплавы, такие как CaSi и CaAl, или смеси вышеуказанных сплавов и таких соединений, как CaO, Al2O3 и подобного.
Способ добавления может быть любым, например способом введения под давлением, в котором добавки Ca вводятся в жидкую сталь вместе с газом-носителем, способом добавления Ca в виде проволоки или добавлением в жидкую сталь проволоки с наполнителем, в которую заделаны добавки Ca, или подобного. Однако скорость добавления предпочтительно лежит в диапазоне 0,01-0,1 кг/(мин·т жидкой стали) в расчете на чистый металлический Ca. Дело в том, что когда скорость добавления меньше 0,01 кг/(мин·т жидкой стали), время обработки становится слишком большим, а когда скорость добавления превысит 0,1 кг/(мин·т жидкой стали) и станет больше, возникает усиленное разбрызгивание и подобное.
Кроме того, значение WCA как количества добавляемого Ca предпочтительно устанавливается в диапазоне 0,05-0,25 кг/т жидкой стали. Если значение WCA меньше 0,05 кг/т жидкой стали, распределение концентрации CaO во включениях весьма вероятно будет на низком уровне, а когда величина WCA превысит 0,25 кг/т жидкой стали и станет больше, в некоторых случаях активность кислорода становится слишком низкой, чтобы поглотить азот для заметного повышения содержания N в стали. Более предпочтительным диапазоном WCA является 0,1-0,2 кг/т жидкой стали.
3. Лучший вариант способа получения стали для стальных труб
Лучшим вариантом способа по настоящему изобретению является, как описано выше, способ получения стали для стальных труб с отличной стойкостью в сероводородной среде, описанный в любом из пунктов 1-3 формулы изобретения, то есть способ выплавки и рафинирования экстранизкосернистой высокочистой стали с отличной стойкостью в сероводородной среде, в котором жидкая сталь обрабатывается на этапах, обозначенных как этапы 1-4 ниже, и затем на этапе 5 ниже добавляется Ca. Итак, способ включает следующие этапы: этап 1: флюс CaO-типа добавляют в жидкую сталь в ковше при атмосферном давлении; этап 2: после этапа 1 выше жидкую сталь и флюс CaO перемешивают, вводя перемешивающий газ в жидкую сталь в ковше при атмосферном давлении, в жидкую сталь подается также окисляющий газ, чтобы тем самым смешать флюс CaO-типа с оксидами, образованными в реакции окисляющего газа с жидкой сталью; этап 3: подачу вышеуказанного окисляющего газа прекращают, и проводится десульфурация и удаление включений, вводя перемешивающий газ в вышеуказанную жидкую сталь в ковше при атмосферном давлении; этап 4: окисляющий газ подается в камеру циркуляционного вакуумирования, чтобы повысить температуру жидкой стали, когда вышеуказанная жидкая сталь в ковше обрабатывается с использованием циркуляционного вакууматора после этапа 3 выше, затем подачу окисляющего газа прекращают, а циркуляцию жидкой стали в вакууматоре продолжают, чтобы удалить включения из жидкой стали; и этап 5: в вышеуказанную жидкую сталь в ковше после этапа 4 выше добавляется указанный металлический Ca или сплав Ca.
Ниже более подробно будет описан подходящий подход к осуществлению способа выплавки и рафинирования согласно настоящему изобретению.
3-1. Этап I
3-1-1. Продолжительность добавления, способ добавления и количество добавляемого флюса CaO-типа
На этом этапе жидкая сталь выпускается после завершения продувки в конвертере, и часть или весь флюс CaO-типа, используемый для десульфурации жидкой стали, добавляется в верхнюю часть жидкой стали, помещающейся в ковше. Так как количество добавляемого Al и количество подаваемого окисляющего газа определяются в соответствии с целевой температурой, целевым содержанием Al и целевым содержанием S, количество флюса CaO-типа добавляется также в соответствии с этими значениями. Флюс CaO-типа в заданном количестве может добавляться однократно или порциями.
Обработка становится легкой и простой в случае однократного добавления, хотя добавление порциями облегчает плавление и образование шлака. Однако полное количество флюса CaO-типа, добавленного на этапах 1 и 2, должно контролироваться так, чтобы весь он добавлялся до завершения подачи окисляющего газа на этапе 2. Дело в том, что при использовании образованного по настоящему изобретению Al2O3 реакция флюса с этим Al2O3 не будет идти в достаточной степени, если флюс CaO-типа добавляют после подачи окисляющего газа, и облегчение плавления и формирования шлака может стать недостаточным. Кроме того, причина в том, что так как флюс CaO-типа имеет высокую температуру плавления, предпочтительно дополнительно способствовать плавлению флюса CaO-типа и образованию шлака, используя высокотемпературную область, которая формируется при подаче окисляющего газа на этапе 2.
Далее, хотя флюс CaO-типа может добавляться и после завершения подачи окисляющего газа, чтобы, например, повысить температуру плавления шлака в ковше, это является улучшенной технологией настоящего изобретения, и настоящее изобретение не исключает такого добавления флюса.
Флюс CaO-типа означает вид флюса, в котором содержание CaO составляет 45% или более, и, например, может использоваться флюс, состоящий из одной негашеной извести или в основном из негашеной извести и смеси Al2O3, MgO и подобного. Кроме того, может использоваться предварительно сплавленный синтетический шлакующий агент с хорошими шлакующими характеристиками, такой как алюминат кальция. Химический состав шлака на жидкой стали следует контролировать в подходящем диапазоне, начиная с этапа 3, проводя десульфурацию и очистку, чтобы выплавить и очистить экстранизкосернистую высокочистую сталь. С этой целью флюс CaO-типа предпочтительно добавляется до завершения подачи окисляющего газа на этапе 2 в количестве 6 кг/т или больше, более предпочтительно 8 кг/т или больше, в расчете на CaO.
Способ добавления флюса CaO-типа может быть любым из (1) инжекции его порошка в жидкую сталь через фурму, (2) распыления его порошка на поверхность жидкой стали, (3) помещения его на жидкую сталь в ковше и (4) дальнейшего добавления его в ковш во время выпуска жидкой стали из конвертера, и подобного. Однако в соответствующем изобретению способе обработки при атмосферном давлении способ добавления полного количества флюса CaO-типа в ковш во время выпуска является простым и легким и годится, хотя оборудование, предназначенное, например, для инжекции или распыления, не используется.
Предпочтительно, чтобы химический состав жидкой стали в ковше перед добавлением флюса CaO-типа устанавливался следующим: C 0,03-0,2%, Si 0,001-1,0%, Mn 0,05-2,5%, P 0,003-0,05%, S 11-60 ppm и Al 0,005-2,0%, и температура устанавливалась на уровне от примерно 1580 до примерно 1700°C. Однако корректировка этих компонентов жидкой стали может осуществляться после добавления CaO и перед подачей окисляющего газа.
3-1-2. Способ добавления, добавляемое количество и подобное для Al
В результате добавления Al обеспечивается источник тепла для нагрева жидкой стали на следующих этапах и источник Al2O3. Al снижает содержание кислорода в жидкой стали и оксида железа в шлаке и в конечном счете превращается в Al2O3 в шлаке. Al снижает температуру плавления шлака и эффективно действует для десульфурации и очистки жидкой стали.
Химический состав шлака на жидкой стали следует устанавливать в подходящем диапазоне после этапа 3, чтобы достичь десульфурации и очистки, чтобы выплавить и рафинировать экстранизкосернистую высокочистую сталь. Al, в сумме от этапа 1 до этапа 2, предпочтительно добавляется к завершению подачи окисляющего газа в количестве 1,5 кг/т или больше, более предпочтительно 2 кг/т или больше, в расчете на металлический эквивалент Al. Это объясняется тем, что если количество добавляемого Al меньше 1,5 кг/т, количество образованного Al2O3 слишком мало, и следует корректировать количество добавляемого CaO, эффект использования Al для контроля шлака становится низким. Кроме того, эффект существенного снижения низковалентных оксидов в шлаке также становится низким, так что колебания эффекта становятся несколько более значительными.
Как и способ добавления флюса CaO-типа, может применяться любой способ добавления Al из (1) способа введения порошка в жидкую сталь через фурму, (2) способа распыления порошка на поверхность жидкой стали, (3) способа помещение порошка на жидкую сталь в ковше и, кроме того, (4) способа добавления Al в ковш во время выпуска жидкой стали из конвертера, и подобного. Кроме того, в качестве источника Al может использоваться чистый металлический Al или сплав Al, или остатки или подобное от выплавки Al.
Кроме того, когда жидкая сталь, подвергнутая продувке в конвертере, выпускается в ковш, втекание конвертерного шлака в ковш предпочтительно подавляется. Причина этого в том, что конвертерный шлак содержит P2O5 и не только повышает содержание P в жидкой стали на последующем этапе десульфурации, но и затрудняет контроль химического состава шлака, когда количество входящего в ковш шлака меняется. Поэтому предпочтительно снизить выход шлака из конвертера, чтобы подавить втекание шлака в ковш путем, например, уменьшения образования конвертерного шлака, введения затвора в виде лопатки непосредственно над каналом выпуска жидкой стали во время выпуска из конвертера, чтобы подавить образование вихрей жидкой стали в верхней части канала выпуска жидкой стали и, кроме того, для обнаружения вытекающего потока шлака из конвертера посредством электрического, оптического или механического способа, чтобы останавливать выпуск жидкой стали во время выпуска шлака.
Не только этап 1, но также этап 2 или этап 3, описываемые ниже, также проводятся при атмосферном давлении. Это объясняется тем, что помимо того, что в настоящем изобретении не нужно проводить интенсивное перемешивание при пониженном давлении, эксплуатационные расходы и расходы на оборудование повышаются, если обработка на этапах 1-3 проводится при пониженном давлении.
3-2. Этап 2
На этапе 2 жидкую сталь и флюс CaO-типа перемешивают, вводя перемешивающий газ в жидкую сталь в ковше при атмосферном давлении, куда на этапе 1 добавляют флюс CaO-типа, также в жидкую сталь подают окисляющий газ, чтобы перемешать флюс CaO-типа с такими оксидами, как Al2O3, образованными при реакции окисляющего газа с жидкой сталью.
Как описано выше, на этапе 2 может добавляться часть или весь флюс CaO-типа или на этапе 2 может добавляться часть или весь Al. Однако количество добавляемого CaO и Al, к чему напрямую относится настоящее изобретение, означает количество, включающее не только одно введение в ковш до начала выпуска жидкой стали из конвертера, но также количество, использующееся от начала выпуска жидкой стали до завершения подачи окисляющего газа на этапе 2.
3-2-1. Способ подачи окисляющего газа
Причина, почему окисляющий газ подается в жидкую сталь на этапе 2, состоит в том, что нагрев жидкой стали или подавление снижения температуры должны обеспечиваться экзотермической реакцией окисления, вызванной реакцией химических элементов жидкой стали с окисляющим газом, а также должен образовываться Al2O3, чтобы регулировать химический состав шлака. В качестве этого окисляющего газа могут использоваться вышеуказанные виды газов, имеющие способность окислять химические элементы в жидкой стали.
Подходящие для применения способы подачи окисляющего газа включают (1) способ инжекции окисляющего газа в жидкую сталь, (2) способ распыления окисляющего газа из фурмы или сопла, находящегося выше жидкой стали, и подобное. Из них предпочтителен способ распыления газа к поверхности жидкой стали с использованием верхней фурмы, с точки зрения плавления шлака и улучшения формирования шлака благодаря контролируемости химического состава шлака и использованию области высокой температуры. В этом предпочтительном способе флюс CaO-типа можно нагревать напрямую, чтобы облегчить формирование шлака из флюса CaO-типа, используя высокотемпературную зону, формирующуюся при реакции окисляющего газа с жидкой сталью в ковше.
Когда окисляющий газ распыляется в жидкую сталь из фурмы или сопла, находящегося над жидкой сталью, должна до некоторой степени обеспечиваться интенсивность распыления окисляющего газа, чтобы эффективно передать образованное тепло шлаку. Чтобы обеспечить эту интенсивность распыления, следует опустить фурму, чтобы приблизиться к жидкой стали. В результате снижается срок службы фурмы из-за лучистой энергии, излучаемой жидкой сталью, повышаются трудозатраты по замене фурмы, так что трудно сохранить высокую производительность. Поэтому, когда окисляющий газ распыляется в жидкую сталь через фурму или сопло, фурма или сопло предпочтительно выполняются с водяным охлаждением.
Высота от поверхности жидкой стали до фурмы или сопла (т.е. вертикальное расстояние от поверхности жидкой стали до нижнего конца фурмы) предпочтительно устанавливается в диапазоне от примерно 0,5 до примерно 3 м. Это потому, что если высота фурмы или сопла меньше 0,5 м, становится активным разбрызгивание жидкой стали, и также может снизиться срок службы фурмы или сопла, а если высота превысит 3 м и становится больше, струя окисляющего газа почти не будет достигать поверхности жидкой стали, в результате чего может очень сильно снизиться эффективность использования кислорода при рафинировании.
3-2-2. Подаваемое количество и подобное для окисляющего газа
Количество окисляющего газа, подаваемого на этапе 2, предпочтительно составляет 0,4 Нм3/т или больше, более предпочтительно 1,2 Нм3/т или больше, в расчете на чистый кислород. Это подаваемое количество кислорода является количеством, которое предпочтительно, чтобы получить источник тепла для удержания и повышения температуры жидкой стали путем окисления Al, а также количеством, которое предпочтительно также для облегчения формирования шлака из источника CaO, добавленного на этапе 1. Установка подаваемого количества кислорода на вышеуказанное значение обеспечивает создание Al2O3 в количестве, подходящем для образования шлака, и улучшает возможность регулирования химического состава шлака и, кроме того, улучшает десульфурацию и очистку жидкой стали.
Кроме того, расход окисляющего газа предпочтительно устанавливается в диапазоне 0,075-0,24 Нм3/(мин·т) в расчете на чистый кислород. Если скорость подачи окисляющего газа меньше 0,075 Нм3/(мин·т), время обработки становится большим, что может снизить производительность. С другой стороны, если скорость подачи превысит 0,24 Нм3/(мин·т) и станет больше, даже если флюс CaO-типа может достаточно нагреваться, продолжительность подачи окисляющего газа становится короче, и одновременно слишком повышается количество Al2O3, образуемого в единицу времени, так что не могут быть обеспечены достаточное время для гомогенизации плавки шлака и химический состав шлака. Кроме того, может снизиться срок службы фурмы и ковшового огнеупора. Далее, с точки зрения обеспечения производительности расход окисляющего газа более предпочтительно устанавливается на уровне 0,1 Нм3/(мин·т) или больше. На этапе 2 подача окисляющего газа, которая проводится, как описано выше, вызывает образование Al2O3, а также повышение температуры жидкой стали. Кроме того, плавление шлака и формирование шлака облегчаются благодаря использованию высокотемпературной зоны, существующей в момент разогрева. Кроме того, Al2O3, образующийся в реакции окисляющего газа с жидкой сталью, смешивается в флюсом CaO-типа при инжекции перемешивающего газа из фурмы, погруженной в жидкую сталь, чтобы тем самым контролировать химический состав шлака.
Оксиды, образующиеся при реакции окисляющего газа с жидкой сталью, содержат главным образом Al2O3, одновременно образуются также малые количества FeO и MnO и даже SiO2. Любой из этих оксидов вызывает снижение температуры плавления CaO. Эти оксиды проявляют свойство снижать температуру плавления шлака при смешении с CaO и, таким образом, облегчать образование шлака из флюса CaO-типа. Так, среди этих оксидов FeO и MnO имеют свойство повышать кислородный потенциал шлака и, таким образом, термодинамически невыгодно действуют на десульфурацию жидкой стали, и в конечном счете реагируют с Al в жидкой стали из-за перемешивания газа на последующем этапе 3 и тем самым исчезают.
3-2-3. Способ инжекции перемешивающего газа и вводимое количество
Способы перемешивании на этапе 2 включают (1) способ введения перемешивающего газа в жидкую сталь через фурму, погруженную в жидкую сталь, (2) способ введения перемешивающего газа из пористой пробки, расположенной в дне ковша, и подобное. Из них предпочтительно вводить перемешивающий газ в жидкую сталь через фурму, погруженную в жидкую сталь. Это так, потому что для способа введения перемешивающего газа через пористую пробку в дне ковша и подобное введение газа с достаточной скоростью потока затруднительно и, таким образом, перемешивание шлака с Al2O3 становится недостаточным; в результате выплавка и рафинирование экстранизкосернистой стали могут стать сложными.
Расход перемешивающего газа предпочтительно устанавливается в диапазоне 0,0035-0,02 Нм3/(мин·т). Это так, потому что если расход меньше 0,0035 Нм3/(мин·т), мощность перемешивания может оказаться низкой и поэтому перемешивание шлака и Al2O3 станет недостаточным, повышается также кислородный потенциал шлака, из-за чего уменьшение кислородного потенциала шлака на этапе 3, то есть на последующем этапе, становится недостаточным, что может оказаться невыгодным для десульфурации. С другой стороны, если расход превысит 0,02 Нм3/(мин·т) и станет больше, очень сильным становится образование брызг, что может снизить производительность. Скорость инжекции более предпочтительно устанавливается на уровне 0,015 Нм3/(мин·т) или меньше, чтобы максимально уменьшить кислородный потенциал вышеуказанного шлака и чтобы избежать снижения производительности.
3-3. Этап 3
Этап 3 включает в себя прекращение подачи окисляющего газа с использованием верхней фурмы или подобного, а также проведение десульфурации и удаление включений при продолжении перемешивания жидкой стали и шлака путем инжекции перемешивающего газа через фурму, погруженную в жидкую сталь в ковше, или подобное при атмосферном давлении.
3-3-1. Способ инжекции перемешивающего газа и вводимое количество
Продолжительность инжекции перемешивающего газа после остановки подачи окисляющего газа предпочтительно устанавливается на уровне 4 минут или больше, более предпочтительно 20 минут или меньше. Кроме того, расход перемешивающего газа предпочтительно устанавливается в диапазоне 0,0035-0,02 Нм3/(мин·т). Причина, почему продолжение перемешивания в вышеуказанных условиях предпочтительно при выплавке и рафинировании экстранизкосернистой высокочистой стали, описывается далее.
На этапе 2 считается, что скорость подачи окисляющего газа уменьшается или окисляющий газ подается при одновременной инжекции большого количества перемешивающего газа в жидкую сталь при атмосферном давлении, чтобы кислородный потенциал шлака не повышался во время подачи окисляющего газа.
Однако, когда скорость подачи окисляющего газа снижается чрезмерно, снижается и скорость повышения температуры жидкой стали, тем самым снижая производительность. Кроме того, когда чрезмерно большое количество перемешивающего газа вводится в жидкую сталь при атмосферном давлении, усиливается разбрызгивание/выплеск расплавленного железа, что приводит к повышению стоимости из-за снижения выхода железа и/или снижения производительности, приписываемого прилипанию брызг/выплеска металла к периферийному оборудованию или подобному.
В способе по изобретению, чтобы предотвратить повышение кислородного потенциала шлака из-за подачи окисляющего газа, не вызывая вышеупомянутых проблем, перемешивание жидкой стали и шлака в ковше проводится отдельно в период подачи окисляющего газа (этап 2) и в последующий период без подачи окисляющего газа (этап 3). Другими словами, даже после остановки подачи окисляющего газа через верхнюю фурму или подобное, продолжается инжекция перемешивающего газа в жидкую сталь через фурму, погруженную в жидкую сталь в ковше, или подобное. Благодаря проведению этого этапа снижается концентрация низковалентных оксидов в шлаке, и способность шлака к десульфурации может проявляться по максимуму. Кроме того, в обычных условиях подачи газа отношение (t/t0) времени инжекции перемешивающего газа t на этапе 3 к времени подачи окисляющего газа t0 на этапе 2 предпочтительно устанавливается на значение 0,5 или больше.
На этапе 3 одновременно проводится и десульфурация, и отделение включений оксидного типа, образованных при подаче окисляющего газа на этапе 2. Время перемешивания газом путем инжекции перемешивающего газа предпочтительно устанавливается на 4 минуты или больше. Это потому, что если время перемешивания газом меньше 4 минут, трудно в достаточной степени снизить кислородный потенциал шлака на этапе 3, который повышается из-за подачи окисляющего газа на этапе 2, и также трудно обеспечить продолжительность реакции для улучшения эффективности десульфурации и для достаточного снижения полного содержания кислорода ([О]общ.). Чем больше время перемешивания газом, тем больше улучшаются функции десульфурации и очистки. Однако, с другой стороны, падает производительность, и температура жидкой стали также снижается, поэтому в реальности продолжительность перемешивания предпочтительно устанавливается на примерно 20 минут или меньше.
Инжекция перемешивающего газа, проводимая на этапе 3, также предпочтительно осуществляется способом введения перемешивающего газа через фурму, погруженную в жидкую сталь. Это так, потому что, например, когда перемешивающий газ вводится из пористой пробки, находящейся на дне ковша, трудно ввести в жидкую сталь газ с достаточной скоростью потока, и поэтому содержание компонентов FeO и MnO в шлаке на этапе 3 нельзя снизить в достаточной степени, что иногда затрудняет выплавку и рафинирование экстранизкосернистой стали.
Способ по изобретению как часть своих признаков включает обработку перемешивающим газом при атмосферном давлении. Это связано с тем, что при пониженном давлении трудно интенсивно перемешать шлак и металл при малом количестве вводимого газа, такого как перемешивающий газ, а также провести перемешивание газом в стабильных условиях течения газа.
Расход перемешивающего газа предпочтительно устанавливается на уровне 0,0035-0,02 Нм3/(мин·т), как описано выше. Это потому, что если расход меньше 0,0035 Нм3/(мин·т), возможность перемешивания оказывается недостаточной, таким образом, снижение кислородного потенциала шлака на этапе 3 становится недостаточным, так что дальнейшую десульфурацию, возможно, нельзя будет облегчить. Кроме того, если расход превысит 0,02 Нм3/(мин·т) и станет больше, очень активным становится образование брызг, что может снизить производительность. Расход более предпочтительно устанавливается на уровне 0,015 Нм3/(мин·т) или меньше, чтобы как можно больше снизить кислородный потенциал шлака и избежать снижения производительности.
3-3-2. Химический состав шлака после завершения этапа 3
Для химического состава шлака после завершения обработки на этапе 3 предпочтительно, чтобы массовое отношение содержаний CaO и Al2O3 (далее обозначается также как "CaO/Al2O3") устанавливалось на уровне от 0,9 до 2,5, а суммарное массовое содержание FeO и MnO в этом шлаке (обозначаемое далее также "FeO+MnO") устанавливалось на уровне 8% или меньше. Далее, химический состав шлака предпочтительно устанавливается так, чтобы иметь CaO в диапазоне от 45 до 60%, Al2O3 в диапазоне от 33 до 46%, CaO/Al2O3≥1,3 и (FeO+MnO)≤4%. Ясно, что намного предпочтительнее иметь CaO в диапазоне от 50 до 60%, Al2O3 в диапазоне от 33 до 40%, CaO/Al2O3≥1,5 и (FeO+MnO)≤1%. В результате, в дополнение к улучшению чистоты, еще больше стабилизируется точность контроля химического состава включений.
3-3-3. Контроль химического состава стали, включений и подобного после завершения этапа 3
В результате завершения обработки на этапе 3 получают экстранизкосернистую высокочистую сталь, имеющую содержание S 10 ppm или меньше и полное содержание кислорода в жидкой стали 30 ppm или меньше. Температура в момент завершения этапа 3 составляет от примерно 1590 до примерно 1665°C.
Кроме того, как описано выше, на этапах 1-3 обработка предпочтительно проводится без погружения погружной трубы, в виде рукава, в жидкую сталь в ковше, с точки зрения обеспечения количества шлака, которое эффективно действует для десульфурации. Это связано с тем, что когда погружную трубу вакууматора или подобное погружают, она распределяет шлак на шлак внутри нее и шлак снаружи нее, и тогда как воздействие шлака в области, куда подается окисляющий газ, облегчается, воздействие шлака, находящегося в другой зоне, задерживается, и перемешивание шлака, находящегося снаружи погружной трубы, становится недостаточным, вследствие чего количество шлака, которое эффективно действует на десульфурацию, может снизиться.
Здесь, количество шлака после завершения этапа 3 предпочтительно составляет от примерно 13 до примерно 32 кг/т. Если количество шлака меньше 13 кг/т, этого слишком мало, чтобы получить стабильную эффективность десульфурации. Далее, если количество шлака превысит 32 кг/т и станет больше, период времени, требующийся для регулировки химического состава шлака, удлиняется; в результате может повыситься продолжительность обработки.
Проведение процессов на этапах 1-3, как описано выше, позволяет достичь десульфурации и очистки стали, приводя к экстранизкосернистой зоне посредством использования флюса CaO-типа и к недорогой выплавке и рафинированию экстранизкосернистой высокочистой стали, имеющей содержание S 10 ppm или меньше и суммарное содержание кислорода 30 ppm или меньше. Кроме того, обеспечить десульфурацию и чистящий эффект стали можно, даже если не добавлять флюорит (CaF2) в жидкую сталь в ковше, так что предпочтительно не использовать флюорит (плавиковый шпат). В последнее время флюорит стал почти недоступен из-за истощения ресурсов, и также его стали реже использовать ввиду экологических проблем, в соответствии с чем способ по изобретению, который не требует применения флюорита, подходит как способ выплавки и рафинирования экологически безопасной стали.
В соответствующем настоящему изобретению способе выплавки и рафинирования, в котором реакция очистки протекает посредством подачи окисляющего газа в жидкую сталь, реакция окисления жидкой стали сопровождается образованием брызг или всплесков, выделением дыма и пыли, вследствие чего предпочтительно покрывать ковш крышкой, чтобы предотвратить утечку, выделения обрабатываются также в пылеуловителе. Кроме того, вход воздуха можно предотвратить, удерживая давление в вышеуказанной крышке положительным, чтобы тем самым было можно предотвратить повторное окисление жидкой стали и внедрение азота. Кроме того, для подачи окисляющего газа обычно используется неплавящаяся верхняя фурма, а для улучшения эффективности ее охлаждения предпочтительно используется фурма с водяным охлаждением.
3-4. Этап 4
Этап 4 является этапом выравнивания температуры при сохранении состояния экстранизкого содержания S путем подавления "ресульфурации" и для дальнейшего улучшения чистоты. Для этого следует использовать установку RH. Вакуумно-циркуляционная обработка включает в себя погружение двух погружных труб, предусмотренных внизу вакуумной камеры, в жидкую сталь в ковше и циркуляцию жидкой стали в ковше через эти погружные трубы и, таким образом, способна вызывать отделение включений в условиях, когда перемешивание шлака слабое, и задержка шлака низкая, тем самым она способна осуществлять дополнительную очистку. Кроме того, так как скорость реакции между шлаком и жидкой сталью низкая, ресульфурацию можно подавить, если даже при использовании вакуумно-циркуляционной установки применяется повышающий температуру нагрев.
Далее будет описан способ осуществления повышающего температуру нагрева жидкой стали, в котором используется установка циркуляционного вакуумирования. Окисляющий газ вводится в жидкую сталь в вакуумной камере при циркуляции жидкой стали между вакуумной камерой и ковшом при использовании вакуумно-циркуляционной установки или окисляющий газ распыляется на жидкую сталь в вакуумной камере через верхнюю фурму, предусмотренную в вакуумной камере. Кислород из этого окисляющего газа реагирует с Al в жидкой стали, образуя Al2O3, и одновременно выделяется теплота реакции, и поэтому температура жидкой стали повышается при этой тепловой обработке. Кроме того, реакция этого Al с кислородом формирует включения Al2O3, FeO и MnO. Образованные Al2O3, FeO и MnO движутся в шлак на поверхности жидкой стали в ковше, повышая содержание (FeO+MnO) в шлаке и снижая десульфурирующую способность шлака.
В этой связи, если скорость реакции шлака и жидкой стали будет быстрой, может возникнуть явление ресульфурации, когда S из шлака переходит в жидкую сталь; однако скорость реакции шлака и жидкой стали при вакуумно-циркуляционной обработке низкая, и поэтому ресульфурацию можно подавить. Таким образом, сдвиг части процесса повышения температуры путем нагрева на период вакуумно-циркуляционной обработки с десульфурационной обработки позволяет подавить ресульфурацию и повысить температуру, одновременно удерживая содержание S в жидкой стали на очень низком уровне.
Кроме того, когда требуется более глубокая очистка, чем в момент завершения этапа 3, включения можно дополнительно удалить и еще больше повысить чистоту, если продолжать циркуляцию после остановки подачи окисляющего газа. Продолжительность вакуумно-циркуляционной обработки после прекращения подачи окисляющего газа на этапе 4 предпочтительно составляет 8 минут или больше, более предпочтительно 10 минут или больше, еще более предпочтительно 15 минут или больше. Эта продолжительность вакуумно-циркуляционной обработки может быть надлежащим образом определена в соответствии с требуемым уровнем включений или уровнем содержания водорода. Суммарное содержание [O]общ. после вакуумно-циркуляционной обработки предпочтительно составляет 25 ppm или меньше, более предпочтительно 18 ppm или меньше. Кроме того, содержание N после вакуумно-циркуляционной обработки предпочтительно составляет 50 ppm или меньше, более предпочтительно 40 ppm или меньше. Можно осуществить снижение количества добавляемого Ca и стабилизацию контроля состава включений. Кроме того, количество подаваемого окисляющего газа можно надлежащим образом определить в соответствии с желаемой температурой жидкой стали после повышения температуры.
Расход окисляющего газа на этапе 4 предпочтительно составляет 0,08-0,20 Нм3/(мин·т) в расчете на чистый кислород. Если расход окисляющего газа меньше 0,08 Нм3/(мин·т), время обработки жидкой стали увеличивается; если он превысит 0,20 Нм3/(мин·т) и станет выше, повышается количество образующихся FeO и MnO, что невыгодно.
Подходящие для применения окисляющие газы включают отдельные газы, такие как газообразный кислород и диоксид углерода, смеси указанных газов, и газовые смеси вышеназванных газов и инертных газов или газообразного азота. С точки зрения сокращения времени обработки предпочтительно используется газообразный кислород.
Способ подачи окисляющего газа может быть любым из таких способов, как инжекция газа в жидкую сталь и распыление газа на поверхность жидкой стали в вакуумной камере через верхнюю фурму. Предпочтителен способ распыления ввиду удобства и простоты использования. В этом случае сопла верхней фурмы могут иметь такие формы, как прямого типа, резко расширяющейся вниз формы и формы сопла Лаваля. Кроме того, высота фурмы (т.е. вертикальное расстояние между нижним концом фурмы и поверхностью жидкой стали в вакуумной камере) предпочтительно составляет от 1,5 до 5,0 м. Это потому, что если высота фурмы меньше 1,5 м, фурма с большой вероятностью будет повреждена выплесками жидкой стали, а если высота превысит 5,0 м и станет больше, струя окисляющего газа почти не будет достигать поверхности жидкой стали, что снижает эффективность нагрева.
Остаточное давление в вакуумной камере при подаче окисляющего газа предпочтительно устанавливается на уровне от 8000 до 1100 Па. Когда циркуляция продолжается непрерывно после остановки подачи окисляющего газа, давление предпочтительно составляет 8000 Па или меньше, более предпочтительно 700 Па или меньше. Если давление в вакуумной камере превысит 8000 Па и станет выше, удаление включений невыгодным образом потребует больше времени из-за медленной скорости циркуляции. Кроме того, при давлении 700 Па или меньше одновременно могут снизиться концентрация H и концентрация N в жидкой стали, позволяя эффективно провести удаление включений.
Далее, содержание таких компонентов, как Si, Mn, Cr, Ni и Ti в составе жидкой стали можно регулировать добавлением легирующих элементов или подобного в жидкую сталь во время или после подачи окисляющего газа.
3-5. Этап 5
Этап 5 является этапом добавления металлического Ca или сплава Ca в жидкую сталь в ковше после этапа 4. Подходящие условия добавления Ca такие, как описано выше. Лучший выбор времени для добавления Ca - это добавление после этапа 4, и время циркуляции на этапе 4 предпочтительно составляет 10 минут или больше, более предпочтительно 15 минут или больше. С другой стороны, чем дольше продолжительность циркуляции, тем сильнее сокращается количество включений; если время циркуляции превысит 30 минут и станет больше, эффект придет к насыщению, и одновременно может чрезмерно понизиться температура жидкой стали, что невыгодно.
Способ добавления Ca и условия добавления на этапе 5 такие же, как в случае способа, описанного в разделе "лучший вариант изобретения", относящегося к пункту 3 формулы. Кроме того, хотя Ca предпочтительно добавляют при атмосферном давлении в целях снижения потерь Ca из-за его испарения, можно добавлять его в установке циркуляционного вакуумирования в конце обработки, предпочтительно за 3 минуты и до конца вакуумно-циркуляционной обработки. В этом случае, хотя полное время обработки можно сократить, потери Ca повышаются, если вакуумная обработка продолжается длительное время после добавления Ca в вакуумно-циркуляционной установке. Из-за этого Ca предпочтительно добавлять за 3 минуты и до конца вакуумно-циркуляционной обработки.
Дополнительно, когда Ca добавляют в установке циркуляционного вакуумирования, окружающее давление в вакуумной камере предпочтительно составляет от 6 кПа до 13 кПа, включая обе границы. Это потому, что если окружающее давление меньше 6 кПа, активизируется испарение Ca, а если окружающее давление превысит 13 кПа и станет выше, снижается скорость циркуляции жидкой стали, вследствие чего рафинирование жидкой стали становится недостаточным.
Ca можно добавлять после обработки на этапе 4 или в конце циркуляционного вакуумирования, предпочтительно за 3 минуты до конца циркуляционного вакуумирования, или после того, как в атмосфере, окружающей ковш, установятся условия атмосферного давления. Ca предпочтительно добавляют при атмосферном давлении в целях сокращения потерь Ca из-за его испарения.
Кроме того, когда Ca добавляют при атмосферном давлении, добавление Ca можно осуществить после вывода ковша из установки циркуляционного вакуумирования в другое место или его можно провести в промежуточном разливочном устройстве во время разливки. Кроме того, добавление Ca можно проводить в окружающей атмосфере (на воздухе) или в условиях, когда атмосферный газ замещен инертным газом, таким как газ Ar.
Пример
Были проведены показанные далее испытания на выплавку и рафинирование стали для стальных труб, и оценивались результаты, чтобы подтвердить эффект от соответствующего настоящему изобретению способа выплавки и рафинирования экстранизкосернистой высокочистой стали.
1. Метод испытания на выплавку и рафинирование
Выплавленный передельный чугун, заранее подвергнутый, как требуется, десульфурации и дефосфорации, загружали в конвертер с верхним и нижним дутьем, рассчитанным на 250 тонн (т). Проводили продувку для предварительного обезуглероживания, пока содержание C в выплавленном передельном чугуне не станет 0,03-0,2%. Конечная температура устанавливалась в диапазоне от 1630 до 1690°C, и обезуглероженную жидкую сталь выпускали в ковш. При выпуске жидкой стали в нее добавляли разнообразные раскислители и сплавы, чтобы установился следующий состав жидкой стали в ковше: C 0,03-0,35%, Si 0,01-1,0%, Mn 0,1-2%, P 0,005-0,013%, S 27-28 ppm, Al 0,005-0,1% и [O]общ. 50-150 ppm.
1-1. Способ испытания в примере по изобретению
Сталь для стальных труб производили согласно способу получения, описанному в пункте 4 формулы. На этапе 1 при выпуске жидкой стали при атмосферном давлении в жидкую сталь в ковше однократно добавляли 8 кг/т извести. Кроме того, в течение выпуска этой жидкой стали однократно добавляли 400 кг металлического Al.
На этапе 2 погружную фурму опускали в жидкую сталь в ковше, инжектировали газ Ar с расходом 0,012 Нм3/(мин·т), а также распыляли на поверхность жидкой стали газообразный кислород из верхней фурмы с водяным охлаждением при расходе 0,15 Нм3/(мин·т). В это время вертикальное расстояние между нижним концом фурмы и поверхностью жидкой стали устанавливалось на 1,8 м, и продолжительность подачи кислорода устанавливалась на 6 минут. Кроме того, погружную трубу в жидкую сталь не погружали, ковш накрывали крышкой и выделяющийся газ, брызги, пыль и подобное отводили в пылеуловитель и обрабатывали.
На этапе 3 после прекращения подачи газообразного кислорода в целях перемешивания инжектировали газ Ar в течение 10 минут при расходе 0,012 Нм3/(мин·т). Химический состав шлака после завершения этапа 3 был: 0,7-1,2 CaO/Al2O3 и содержание (FeO+MnO) от 8 до 22%.
На этапе 4 газообразный кислород распыляли с интенсивностью 1,5 Нм3/т из верхней фурмы, помещенной в вакуумную камеру, сразу после начала вакуумно-циркуляционной обработки. Сопло фурмы было прямого типа, вертикальное расстояние между нижним концом фурмы и поверхностью жидкой стали в вакуумной камере было установлено на уровне 2,5 м, и расход газообразного кислорода был установлен на 0,15 Нм3/(мин·т). Диаметр погружной трубы в установке циркуляционного вакуумирования равен 0,66 м, расход циркулирующего газа Ar 2,0 Нм3/мин, и достигнутый вакуум составлял 140 Па. После прекращения подачи газообразного кислорода вакуумно-циркуляционную обработку проводили 15 минут для завершения обработки. Кроме того, количество шлака в испытании на выплавку и рафинирование было примерно 18 кг/т. Во время обработки на этапе 4 отбирали пробу жидкой стали и определяли содержание N в жидкой стали. Кроме того, в жидкую сталь факультативно добавляли сплав и подобное и подгоняли конечный состав.
На этапе 5 ковш переносили в другой пункт обработки, отличный от места, где находилась вакуумно-циркуляционная установка, и добавляли Ca при атмосферном давлении в соответствии со способом, описанным в пункте 3 формулы. Ca добавляли способом добавления проволоки, в которую был заделан сплав CaSi с долей чистого Ca 30%. Скорость добавления была установлена на уровне 0,05 кг/(мин·т) в расчете на чистый Ca. Количество добавленного Ca определяли на основе соотношения в уравнении (3) выше из содержания N, определенного во время вакуумно-циркуляционной обработки.
1-2. Способ испытания для сравнительного примера
Жидкую сталь выплавляли и очищали описываемым ниже способом, проводя обработки этапами 1, 3 и 5, описанными в пункте 4 формулы.
Другими словами, при выпуске жидкой стали при атмосферном давлении в жидкую сталь в ковше однократно добавляли 8 кг/т негашеной извести. Кроме того, при выпуске этой жидкой стали однократно добавляли 400 кг металлического Al. Далее, погружную фурму погружали в жидкую сталь в ковше и обработку, в которой газ Ar инжектировали с расходом 0,012 Нм3/(мин·т), проводили в течение 15 минут. После этого ковш переносили на вакуумно-циркуляционную установку и в течение 10 минут проводили циркуляционную обработку. При циркуляционной обработке в жидкую сталь факультативно загружали сплав и подобное и корректировали конечный состав. После вакуумно-циркуляционной обработки ковш переносили в другой пункт обработки, отличный от вакуумно-циркуляционной установки, и в этом пункте обработки добавляли Ca при атмосферном давлении. Ca добавляли способом добавления проволоки, в которую был заделан сплав CaSi с долей чистого Ca 30%. Скорость добавления была установлена на уровне 0,05 кг/(мин·т) в расчете на чистый Ca.
2. Результаты испытания на выплавку и рафинирование
Жидкую сталь, выплавленную и очищенную способом, описанным выше в разделах 1-1 и 1-2, отливали в машине непрерывной разливки для получения сляба.
Основной состав жидкой стали устанавливали следующим: C 0,04-0,06%, Mn 0,9-1,1%, Si 0,1-0,3%, P 0,0007-0,013%, S 4-8 ppm, Cr 0,4-0,6%, Ni 0,1-0,3%, Nb 0,02-0,04%, Ti 0,008-0,012% и V 0,04-0,06%.
Далее, полученный сляб нагревали до 1050-1200°C и затем прокатывали в стальной лист толщиной 15-20 мм путем горячей прокатки. Этот стальной лист формовали в двухколенчатую трубопроводную трубу круглого сечения способом шовной сварки. Кроме того, эту трубу подгоняли до соответствия классу прочности X80 согласно стандартам API. Из этой трубы вырезали образцы для испытаний и оценивали их стойкость к HIC согласно способу, оговоренному в NACE TM0284-2003. То есть 10 образцов для испытаний размерами 10 мм в толщину, 20 мм в ширину и 100 мм в длину отбирали из каждого из вышеуказанных стальных листов и погружали на 96 часов при 25°C в водный раствор (0,5% уксусная кислота +5% соли), насыщенный сероводородом, при давлении 1,013×105 Па (1 атм). Площадь HIC-трещин, образовавшихся в каждом образце после испытаний, измеряли методом ультразвуковой дефектоскопии и затем по уравнению (4) ниже рассчитывали долю площади, занятой трещинами (CAR). Здесь, площадь образца для испытаний в уравнении (4) устанавливалась как 20 мм *100 мм.
Кроме того, состав неметаллических включений в стали был количественно идентифицирован с использованием сканирующего электронного микроскопа.
Таблица 3 показывает обработки, применявшиеся на каждом этапе, содержание N в стали, содержание CaO во включениях, содержание CaS во включениях, количество добавленного Ca, значения [N]/(%CaO) и [N]/WCA, соответствие уравнениям (1)-(3) и долю площади, занятой трещинами.
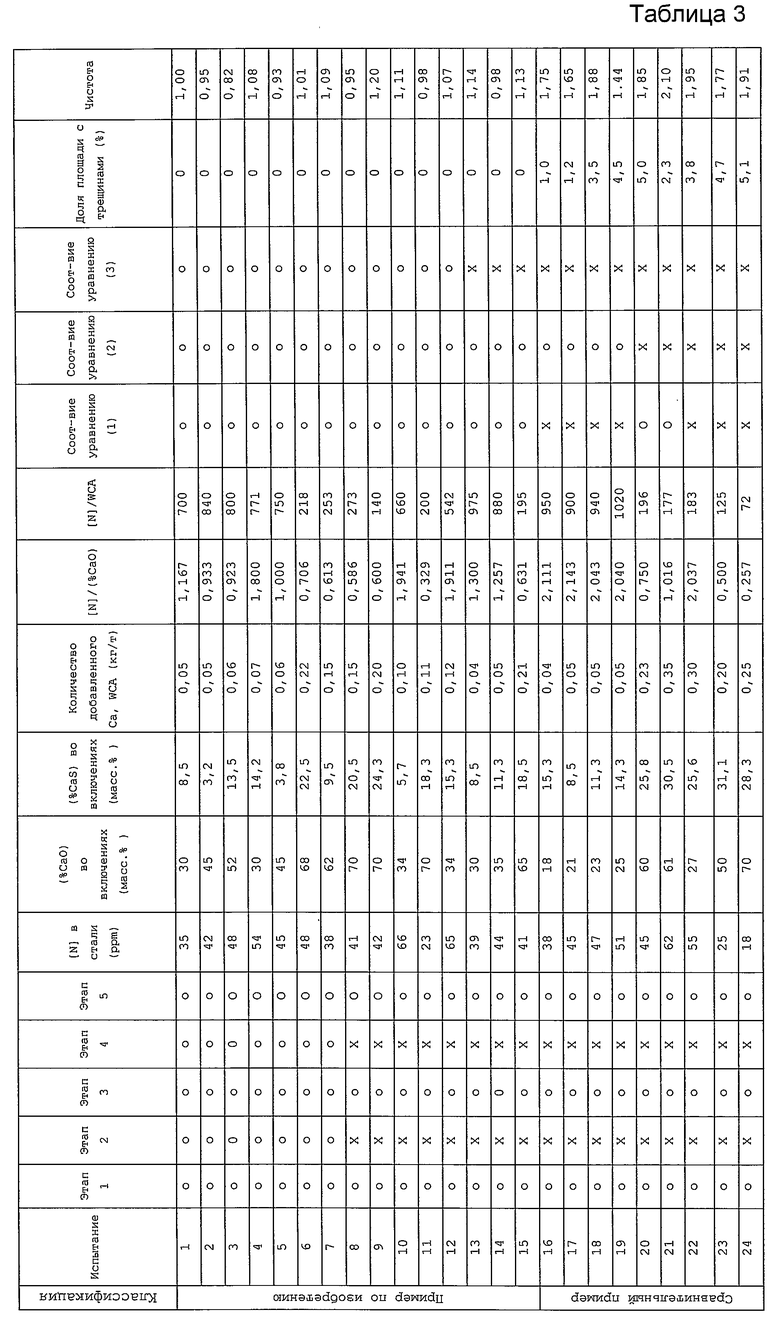
В описании классификационного столбца в этой таблице "пример по изобретению" означает, что он соответствует объему изобретения, описанному в пункте 1 формулы, а "сравнительный пример" указывает, что он не охватывается рамками изобретения, описанного в пункте 1. В этой таблице знак "o" на этапах 1-5 показывает, что обработка на соответствующем этапе проводилась, тогда как знак "Х" - не проводилась. Знак "o" в каждом соответствии уравнениям (1)-(3) указывает, что соответствующее уравнение удовлетворялось, а знак "Х" - что оно не удовлетворялось. Кроме того, "количество добавленного Ca" является количеством чистого Ca, добавленного в форме сплава CaSi.
Кроме того, "показатель чистоты" в этой таблице является нормированным численным значением, когда за критерий (1,0) было взято число включений в испытании 1. Так, число включений определяли, рассматривая поверхность образца размером 314 мм2 под оптическим микроскопом и суммируя число включений, имеющих размер 5 мкм или больше.
В испытаниях 1-7 сталь для стальных труб получали способом, который удовлетворяет любым условиям, определенным в пункте 3, и условиям, определенным в пункте 4. В испытаниях 8-12 выплавка и очистка проводились способом выплавки и рафинирования, который удовлетворяет условиям, определенным в пункте 3, но не удовлетворяет условиям, определенным в пункте 4 (т.е. проведение только обработки на этапах 1, 3 и 5).
Далее, испытания 13-15 являются испытаниями, в которых сталь выплавляют и очищают путем способа выплавки и рафинирования, не удовлетворяющего ни условиям, заданным в пункте 4 (т.е. проведение только обработки на этапах 1, 3 и 5), ни условиям, определенным в пункте 3.
Кроме того, все испытания 1-15 выше были испытаниями согласно примерам по изобретению, в которых осуществлялся способ получения стали для стальных труб, удовлетворяющий требованиям, описанным в пункте 1, в том числе соотношениям в уравнениях (1) и (2).
С другой стороны, испытания 16-24 являются испытаниями сравнительных примеров, которые не удовлетворяют требованиям, описанным в пункте 4 (т.е. проведение только обработки на этапах 1, 3 и 5), и которые дали сталь, сделанную без проведения процесса, определенного в пункте 3, и которые к тому же не могут удовлетворить ни одному из соотношений в уравнениях (1) и (2), определенных в пункте 1.
Испытания 1-15, являющиеся примерами по изобретению, удовлетворяющими требования, описанные в пункте 1, показали, что можно получить хорошую сталь для стальных труб, вообще не имеющую HIC. В частности, в испытаниях 1-7, удовлетворяющих требованиям обоих пунктов 3 и 4, была получена очень хорошая сталь для стальных труб, отличающаяся особенно хорошей стойкостью к HIC и чистотой.
С другой стороны, в испытаниях 16-23, являющихся сравнительными примерами, не удовлетворяющими требованиям пункта 1 формулы, сталь, полученная таким образом, имеет плохую устойчивость к HIC, и доля площади у нее, занятой трещинами (CAR), имеет сравнительно высокое значение 1-5%. Из вышеуказанных результатов было установлено, что удовлетворение требованиям пункта 1 очень стабилизирует стойкость к HIC высокопрочной стали и позволяет осуществлять производство стали для стальных труб, в том числе трубопроводных труб, имеющих отличную стойкость в сероводородной среде.
Кроме того, сравнение результатов испытаний 8-15 с результатами испытаний 16-24 показывает, что сталь с отличной стойкостью к HIC получается при удовлетворении условий, определенных в пункте 1, даже если условия, определенные в пункте 3 или 4, не удовлетворяются. С другой стороны, как видно из результатов испытаний 1-7 выше, было установлено, что удовлетворение требований обоих пунктов 3 и 4 позволяет стабильно производить сталь для стальных труб, отличающуюся одновременно особо отличной стойкостью к HIC и очень высокой чистотой.
Промышленная применимость
Согласно соответствующему настоящему изобретению способу получения стали для стальных труб можно стабильно и недорого производить высокопрочную сталь для стальных труб с дополнительно улучшенной стойкостью к сероводородным средам благодаря оптимизации добавления флюса CaO-типа, перемешиванию газом жидкой стали и флюса, подаче окисляющего газа и добавлению Ca в жидкую сталь. В высокопрочной HIC-стойкой стали для стальных труб, полученной способом по изобретению, низкое содержание серы, низкое содержание азота и высокая чистота были достигнуты за счет контроля включений, так что сталь по изобретению является оптимальной как сталь для стальных труб, в том числе трубопроводных труб, которые требуют стойкости в сероводородной среде. Таким образом, настоящее изобретение может широко применяться, благодаря отличной экономической эффективности, в области рафинирования и производства стальных труб как технология, которая может стабильно давать высокопрочную HIC-стойкую сталь с высокими характеристиками.
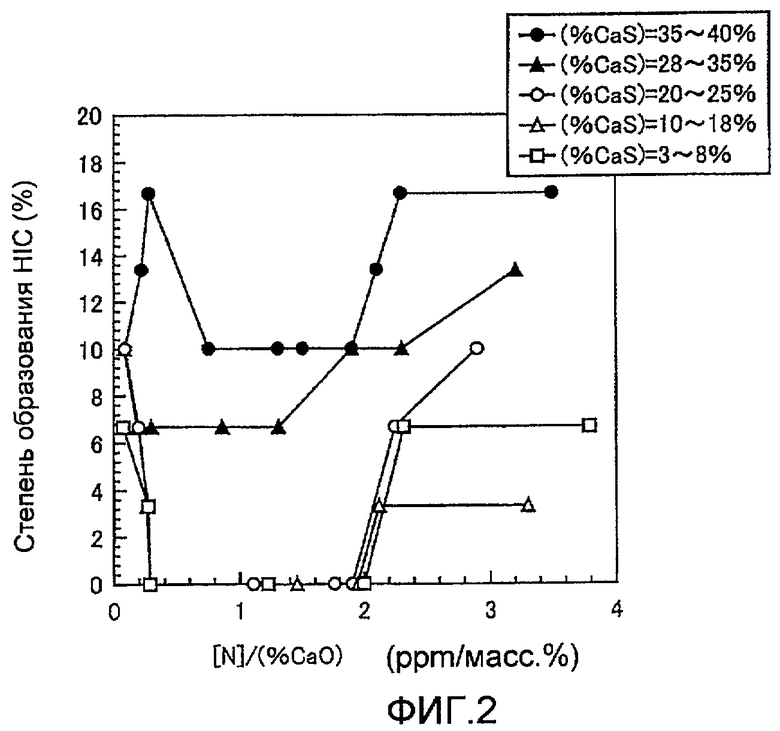
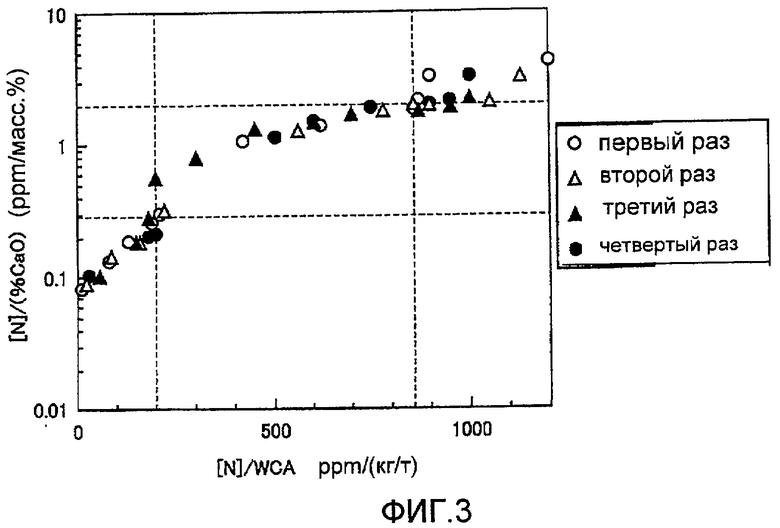
Изобретение относится к черной металлургии, в частности к способам выплавки стали. Способ включает подачу в конвертер передельного чугуна, продувку кислородом, выпуск жидкой стали в ковш, подачу во время выпуска жидкой стали в ковш раскислителей, легирующих и шлакообразующих элементов, обработку стали в ковше. Получают сталь с содержанием С, Mn, Si, P, S, Ti, Al, Ca, N и О и факультативно заданное количество одного или более из Cr, Ni, Сu, Мо, V, В и Nb. Включения в стали имеют в качестве основных компонентов Ca, Al, О и S, а содержание СаО во включениях составляет от 30 до 80%, отношение содержания N в стали (ppm) к содержанию СаО во включениях (%) составляет от 0,28 до 2,0, и содержание CaS во включениях составляет 25% или меньше. Использование изобретения позволяет производить высокопрочную сталь для стальных труб с повышенной стойкостью в сероводородной среде и чистотой. 4 з.п. ф-лы, 3 ил., 3 табл.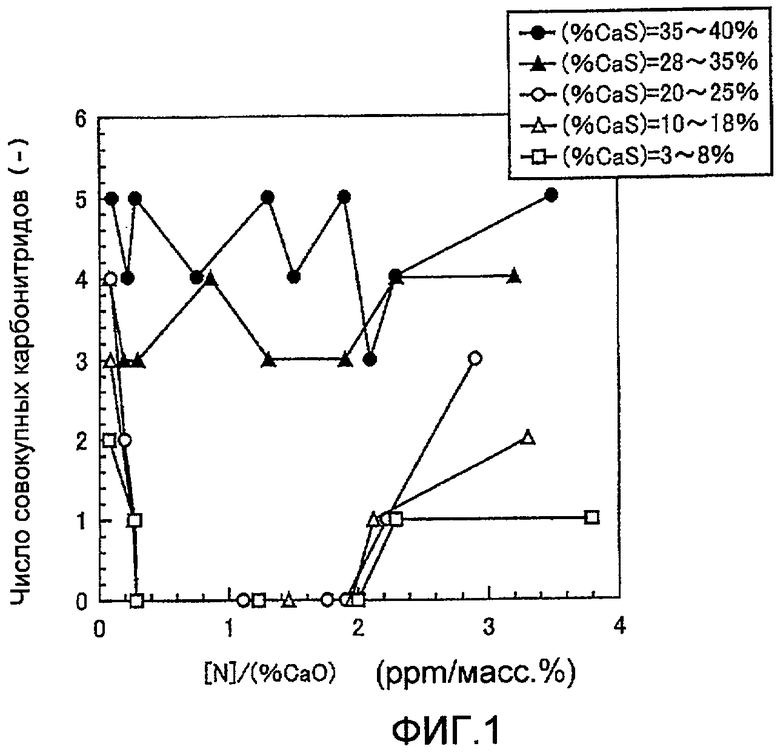
1. Способ получения стали для стальных труб с повышенной стойкостью в сероводородной среде, включающий подачу в конвертер передельного чугуна, продувку кислородом, выпуск жидкой стали в ковш, подачу во время выпуска жидкой стали в ковш раскислителей, легирующих и шлакообразующих элементов, обработку стали в ковше, отличающийся тем, что продувку стали кислородом в конвертере осуществляют до содержания углерода в стали 0,03-0,2%, а добавление раскислителей, легирующих и шлакообразующих при выпуске осуществляют до установления следующего состава стали в ковше, мас.%: С 0,03-0,4; Мn 0,1-2,0; Si 0,01-1,0; Р 0,015 или меньше; S 0,002 или меньше; Ti 0,2 или меньше, Аl 0,005-0,1; Са 0,0005-0,0035; N 0,01 или меньше; и О 0,002 или меньше, при этом остальное составляет Fe и примеси, причем сталь содержит неметаллические включения, которые содержат Са, Аl, О и S как основные компоненты, причем во время обработки стали в ковше осуществляют контроль химического состава жидкой стали и неметаллических включений, ввод этапами флюса, содержащего СаО, продувку окислительным и инертными газами, вакуумную обработку, и после вакуумной обработки производят подачу Са, при этом количество Са, добавляемого в жидкую сталь в ковше, контролируют в соответствии с содержанием N в жидкой стали до добавления Са таким образом, чтобы содержание СаО в неметаллических включениях находилось в диапазоне от 30 до 80%, а отношение содержания N в стали к содержанию СаО в неметаллических включениях удовлетворяло соотношению, выражаемому уравнением (1), при этом содержание CaS в неметаллических включениях удовлетворяло соотношению, выражаемому уравнением (2)


где [N] означает массовую долю (ppm) N в стали, (%СаО) означает массовую долю (%) СаО в неметаллических включениях, и (%CaS) означает массовую долю (%) CaS в неметаллических включениях.
2. Способ по п.1, в котором дополнительно содержит один или более из составляющих элементов, выбранных из одной или более групп (а)-(с): (а) мас.%, Сr 1,0 или меньше; Мо 1,0 или меньше; Nb 0,1 или меньше и V 0,3 или меньше; (b) мас.%, Ni 0,3 или меньше и Си 0,4 или меньше; (с) мас.%, В 0,002% или меньше.
3. Способ по п.1 или 2, в котором Са добавляют таким образом, чтобы при регулировании количества Са, добавляемого в жидкую сталь в ковше, отношение содержания N в жидкой стали к количеству Са, добавленному в жидкую сталь, удовлетворяло соотношению, выражаемому уравнением (3), в соответствии с содержанием N в жидкой стали до добавления Са:

где [N] означает массовую долю (ppm) N в жидкой стали до добавления Са, и WCA означает количество Са, добавляемого в жидкую сталь (кг/т жидкой стали).
4. Способ по любому из пп.1 и 2, отличающийся тем, что жидкую сталь обрабатывают на этапах 1-4 и затем на этапе 5 добавляют Са, при этом на этапе 1 добавляют флюс СаО-типа в жидкую сталь в ковше при атмосферном давлении, на этапе 2 после этапа 1, жидкую сталь и СаО, содержащий флюс, перемешивают посредством ввода перемешивающего газа в жидкую сталь в ковше при атмосферном давлении, при этом в жидкую сталь подают также окисляющий газ, чтобы тем самым смешать флюс СаО-типа с оксидом, образованным при реакции окисляющего газа с жидкой сталью, на этапе 3 прекращают подачу вышеуказанного окисляющего газа и проводят десульфурацию и удаление включений, вводя перемешивающий газ в вышеуказанную жидкую сталь в ковше при атмосферном давлении, на этапе 4 жидкую сталь в ковше обрабатывают с использованием циркуляционного вакууматора (RH) после этапа 3, при этом подают окисляющий газ в камеру циркуляционного вакуумирования, чтобы повысить температуру жидкой стали, затем подачу окисляющего газа прекращают, а циркуляцию жидкой стали в вакууматоре продолжают для удаления включений из жидкой стали и на этапе 5 в жидкую сталь в ковше после этапа 4 выше добавляют металлический Са или сплав Са.
5. Способ по п.3, отличающийся тем, что жидкую сталь обрабатывают на этапах 1-4 и затем на этапе 5 добавляют Са, при этом на этапе 1 добавляют флюс СаО-типа в жидкую сталь в ковше при атмосферном давлении, на этапе 2 после этапа 1 жидкую сталь и СаО, содержащий флюс, перемешивают посредством ввода перемешивающего газа в жидкую сталь в ковше при атмосферном давлении, при этом в жидкую сталь подают также окисляющий газ, чтобы тем самым смешать флюс СаО-типа с оксидом, образованным при реакции окисляющего газа с жидкой сталью, на этапе 3 прекращают подачу вышеуказанного окисляющего газа и проводят десульфурацию и удаление включений, вводя перемешивающий газ в вышеуказанную жидкую сталь в ковше при атмосферном давлении, на этапе 4 жидкую сталь в ковше обрабатывают с использованием циркуляционного вакууматора (RH) после этапа 3, при этом подают окисляющий газ в камеру циркуляционного вакуумирования, чтобы повысить температуру жидкой стали, затем подачу окисляющего газа прекращают, а циркуляцию жидкой стали в вакууматоре продолжают для удаления включений из жидкой стали, и на этапе 5 в жидкую сталь в ковше после этапа 4 выше добавляют металлический Са или сплав Са.
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ | 2002 |
|
RU2228367C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ | 1998 |
|
RU2139943C1 |
| WO 2005075694 А1, 18.08.2005 | |||
| JP 2007277647 А, 25.10.2007 | |||
| JP 9031524 А, 04.02.1997. | |||

