Область техники, к которой относится изобретение
Настоящее изобретение относится к бесшовной изогнутой трубе, являющейся элементом трубопроводов, к сварным компонентам, содержащим бесшовную изогнутую трубу и бесшовную прямую трубу(ы), в которой(ых) бесшовная труба приварена к одному или каждому концу бесшовной изогнутой трубы, и способам их производства.
Уровень техники
В проложенных трубопроводных линиях (прямые трубы, изогнутые трубы и подобные им, используемые в трубопроводах, вместе именуются как «трубопроводы») для транспортировки текучих сред, таких как нефть или природный газ, используются не только прямолинейные трубы, но также и изогнутые трубы. В основном, изогнутые трубы присоединяются к прямым трубам с помощью круговой сварки в конкретных местах расположения лежащих труб трубопровода.
Предпочтительно, чтобы прямая труба и изогнутая труба, соединяемые вместе, были идентичны по внутреннему диаметру, а внутренняя поверхность вокруг зоны круговой сварки между прямой трубой и изогнутой трубой была заподлицо и не имела выступов (разницы в уровне высоты), для того, чтобы жидкие текучие среды, такие как нефть или природный газ могли равномерно протекать через внутреннее пространство трубопроводов. Поэтому предпочтительно, чтобы прямая труба и изогнутая труба были идентичны по внутреннему диаметру насколько это возможно, и для этой цели необходимо производить и прямую трубу, и изогнутую трубу с высокой точностью линейных размеров.
Изогнутые трубы, в основном, производятся посредством горячей или холодной гибки прямых труб. Однако иногда при гибке труб размер изогнутой секции со стороны внутреннего радиуса становится толще по толщине стенки, а со стороны внешнего радиуса изогнутой секции становится тоньше по толщине стенки. По этой причине не так просто сделать внутренний диаметр конца изогнутой трубы равным внутреннему диаметру конца прямой трубы.
Более того, бесшовные трубы для трубопроводов пока производятся, в основном, с контролем их наружного диаметра и толщины стенки, по этой причине трудно производить такие трубы, даже когда они являются прямыми и не имеют отклонений по их внутреннему диаметру. Поэтому намного труднее производить изогнутую трубу с высокой точностью линейных размеров посредством изгиба такой бесшовной трубы, которая является прямой (здесь и далее именуемая как «бесшовная прямая труба») (такая изогнутая труба здесь и в дальнейшем именуется как «бесшовная изогнутая труба»).
В публикации заявки на патент Японии № 2004-223530 предложен способ подавления дефекта в виде гофрирования или дефекта в виде сплющивания, проявляющегося иногда во время горячей или холодной гибки металлической прямой трубы. Однако этот способ неэффективен для контроля внутреннего и наружного диаметров изогнутой трубы, чтобы добиться заданных размеров.
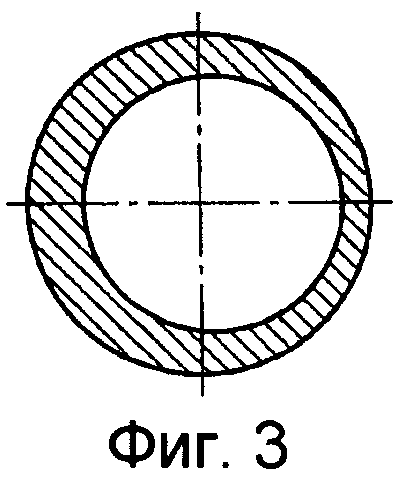
На Фиг.1-3 показана конструкция устройства для горячей гибки, относящегося к существующему уровню техники и показанного в публикации заявки на патент Японии № 2004-223530, и пример изогнутой трубы, полученной посредством гибки. Фиг.1 показывает промежуточное состояние процесса гибки посредством устройства для гибки, Фиг.2 показывает вид сверху изготовленной изогнутой трубы, и Фиг.3 показывает вид изогнутой трубы в разрезе, если смотреть в направлении стрелок А-А на Фиг.2.
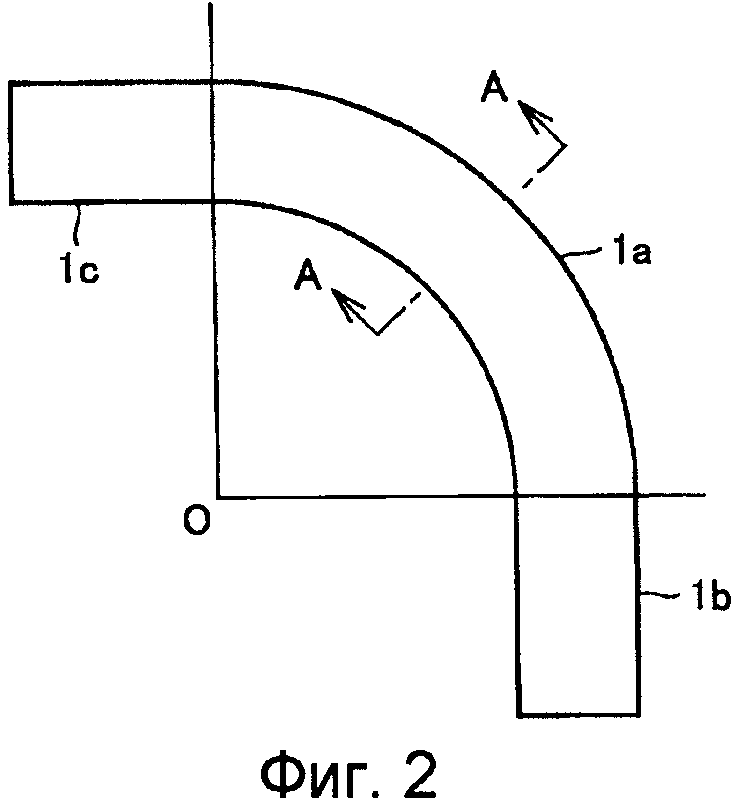
Как показано на Фиг.1, прямая труба 1, подвергаемая гибке, проходит через индукционную нагревательную катушку 2, один конец прямой трубы 1 надежно удерживается передним зажимом 4, установленным на изгибающем рычаге 3, который поворачивается вокруг оси О, являющейся центром поворота, а другой конец трубы плотно удерживается задним зажимом 5, при этом промежуточный участок сжимается направляющими валками 6. Короткий сегмент прямой трубы 1 в направлении ее оси нагревается с помощью индукционных токов до температуры, позволяющей легко осуществлять пластическую деформацию, с помощью нагревающей индукционной катушки 2 и, в то же время, задний зажим 5 толкается вперед в направлении оси трубы приводной системой (не показана) для того, чтобы прямая труба 1 непрерывно продвигалась в направлении ее оси.
Затем, в то время как короткий сегмент трубы, т.е. нагретая зона 7, нагреваемая индукционной нагревательной катушкой 2, непрерывно перемещается вперед в направлении оси трубы, при этом нагретой зоне 7 передается изгибающий момент, возникающий в результате поворота изгибающего рычага 3 и, таким образом, она подвергается изгибающей деформации. Сразу после этого изогнутый участок охлаждается с помощью разбрызгивания охлаждающей средой 8, такой как охлаждающая вода, подаваемой из индукционной нагревательной катушки 2, посредством чего подвергнутый деформации участок после гибки затвердевает.
Таким образом изготавливается изогнутая труба, содержащая изогнутую секцию 1а и прямые секции 1b и 1с трубы на обеих ее сторонах, как показано на Фиг.2. Полученная таким образом изогнутая труба имеет более толстую толщину стенки на стороне внутреннего радиуса изогнутой секции 1а и более тонкую толщину стенки на стороне внешнего радиуса изогнутой секции 1а, как показано на Фиг.3.
Раскрытие изобретения
Как описано выше, изогнутые трубы, которые должны использоваться для трубопроводов, соединяются с прямыми трубами в местах укладки посредством круговой сварки. Для предотвращения дефектов, которые могут возникнуть во время сварки, необходимо, чтобы внутренний диаметр конца бесшовной изогнутой трубы или бесшовной изогнутой трубы с бесшовными прямыми трубами (трубой) были идентичными внутреннему диаметру конца прямой трубы, используемой для трубопроводов.
Однако иногда при производстве изогнутой трубы посредством гибки неизбежно возникает разница толщины стенок, т.е. стенка на стороне внешнего радиуса изогнутой секции становится тоньше, чем стенка на стороне внутреннего радиуса изогнутой секции. По причине конструктивных особенностей трубопроводов, толщина стенки изогнутой трубы не может быть тоньше, чем толщина стенки прямой трубы трубопроводов, поэтому необходимо производить бесшовную прямую трубу, используемую для изготовления изогнутой трубы, которая имеет более толстую стенку для компенсации уменьшения толщины стенки на стороне внешнего радиуса изогнутой секции после гибки.
Даже в том случае, когда толщина стенки бесшовной прямой трубы таким образом увеличена для компенсации уменьшения толщины стенки, возникшей в результате этапа гибки, концевые участки бесшовной изогнутой трубы, даже после гибки бесшовной прямой трубы, тем не менее имеют одинаковую толщину стенки, которая была у бесшовной прямой трубы перед гибкой, т.к. эти участки не подвергают гибке.
Как описано выше, необходимо, чтобы внутренний диаметр конца трубы бесшовной изогнутой трубы был идентичен внутреннему диаметру конца прямой трубы для трубопроводов, и поэтому до настоящего времени использовались следующие две технологии при сварке бесшовной изогнутой трубы, производимой гибкой, с прямой трубой при изготовлении трубопроводов.
Первая технология заключается в том, чтобы получить внутренний диаметр бесшовной прямой трубы, используемой в производстве бесшовной изогнутой трубы, который был бы идентичным внутреннему диаметру прямой трубы для трубопровода. Вторая технология заключается в том, чтобы получить наружный диаметр бесшовной прямой трубы, используемой в производстве бесшовной изогнутой трубы, который был бы идентичным наружному диаметру прямой трубы для трубопровода, в то время как внутренняя обработка применяется для концевых участков бесшовной изогнутой трубы таким образом, чтобы сделать внутренние диаметры конца труб бесшовной изогнутой трубы идентичными внутреннему диаметру конца прямой трубы для трубопровода.
Когда применяется первая технология, а именно технология, заключающаяся в создании внутреннего диаметра бесшовной прямой трубы, который был бы идентичным внутреннему диаметру прямой трубы для трубопровода, то наружный диаметр бесшовной прямой трубы, применяемой для производства бесшовной изогнутой трубы, должен быть увеличен на требуемое приращение по толщине стенки.
Однако бесшовные прямые трубы производятся с контролем наружного диаметра и толщины стенки, поэтому для производства бесшовных прямых труб, различающихся по наружному диаметру, требуются инструменты соответствующих размеров, подогнанные для использования в качестве эталона внешних диаметров. Однако такие инструменты для производимых бесшовных прямых труб являются дорогими. Поэтому для применения первой технологии необходимо подготовить инструменты, подходящие для соответствующих наружных диаметров, увеличенных на вышеупомянутое приращение в толщине стенки, а это является причиной увеличения рыночной стоимости при производстве прямой трубы для трубопровода.
Поэтому бесшовные прямые трубы производятся с невольным использованием существующих инструментов. В том случае, когда используются инструменты, размеры которых близки к требуемому размеру, наружные диаметры бесшовных прямых труб становятся больше, чем те, которые действительно требовались, и поэтому толщина стенки становится излишне толстой. Поэтому в том случае, когда бесшовные прямые трубы производятся с невольным использованием существующих инструментов, требуется добавление легирующих элементов в больших количествах для проявления требуемых механических эксплуатационных характеристик бесшовных изогнутых труб, производимых из бесшовных прямых труб таким способом, или, в некоторых случаях, требуемые механические эксплуатационные характеристики не могут быть получены даже после добавления таких легирующих элементов.
С другой стороны, когда применяется вторая технология, а именно технология, которая заключается в создании наружного диаметра бесшовной прямой трубы, который был бы идентичным наружному диаметру прямой трубы для трубопровода, в то время как внутренняя обработка применяется для участков конца трубы бесшовной изогнутой трубы после ее гибки таким образом, чтобы сделать внутренний диаметр конца трубы бесшовной изогнутой трубы идентичным внутреннему диаметру конца прямой трубы для трубопровода, то в этом случае внутренний диаметр изогнутой секции бесшовной изогнутой трубы, изготовленной таким способом, становится меньше, чем внутренний диаметр прямой трубы для трубопровода. Когда выполняется внутренняя обработка для увеличения внутреннего диаметра изогнутой трубы трубопровода, то это вызывает, соответственно, плохую обрабатываемость и увеличение стоимости.
Поскольку, как описано выше, сложно завершить обработку внутренних диаметров бесшовных прямых труб, которые являются первично необработанными материалами, с высокой геометрической точностью в процессе их производства, то геометрическая точность внутреннего диаметра изогнутых труб, изготовленных из таких заготовок бесшовной прямой трубы, в случае производства бесшовной изогнутой трубы посредством гибки заготовок прямой бесшовной трубы, становится еще хуже.
Более того, в то время как бесшовные прямые трубы подвергаются обработке при большей длине, то бесшовные изогнутые трубы производятся после того, как они разрезаны на короткие кусочки, отрезанные от прямых бесшовных труб, и поэтому они легко подвергаются отклонениям по внутреннему диаметру.
Задачей настоящего изобретения является решение таких проблем и создание бесшовной изогнутой трубы, имеющей одинаковый внутренний диаметр на конце трубы, такой же как у прямой трубы для трубопровода, и сварного компонента, содержащего такую бесшовную изогнутую трубу и бесшовную прямую трубу(трубы), присоединенную к концу(концам) бесшовной изогнутой трубы, без излишнего увеличения толщины стенки бесшовной изогнутой трубы и без внутренней обработки концевых участков бесшовной изогнутой трубы после ее производства.
Автор настоящего изобретения провел различные исследования и испытания для выполнения вышеописанной задачи и получения бесшовной изогнутой трубы, способной присоединяться к прямой трубе для трубопровода посредством круговой сварки, и, в результате сделал следующие выводы, описанные под пунктами (а)-(е).
(а) Для предотвращения дефектов сварки, которые могут проявляться иногда при присоединении бесшовной изогнутой трубы к прямой трубе для трубопровода, необходимо, чтобы внутренний диаметр конца бесшовной изогнутой трубы был идентичным внутреннему диаметру конца прямой трубы, используемой для трубопроводов. Однако иногда эти концы обеих труб являются идентичными по внутреннему диаметру, что является достаточным для сварки, неважно, что внутренний диаметр бесшовной изогнутой трубы частично является идентичным. Хотя вышеупомянутая внутренняя обработка доступна для технологии, заключающейся в изготовлении обоих концов труб идентичными по внутреннему диаметру друг друга после изготовления бесшовной изогнутой трубы, такая внутренняя обработка имеет свойство плохой обрабатываемости и вызывает увеличение рыночной стоимости.
(b) Автор пришел к выводу, что холодная развальцовка трубы может использоваться в качестве технологии изготовления внутреннего диаметра конца бесшовной изогнутой трубы, который был бы идентичным внутреннему диаметру конца бесшовной прямой трубы для трубопровода.
Применение этого способа холодной развальцовки трубы к концевому участку бесшовной изогнутой трубы приведет в результате к низкой стоимости производства и, кроме того, обеспечит высокую геометрическую точность. Эта холодная развальцовка трубы по отношению к концевому участку бесшовной изогнутой трубы может быть выполнена или после изготовления бесшовной изогнутой трубы посредством гибки прямой бесшовной трубы, или перед гибкой прямой бесшовной трубы. Более того, для улучшения геометрической точности, может быть выполнено обжатие по диаметру трубы в холодном состоянии до выполнения холодной развальцовки трубы на концевых участках бесшовной изогнутой трубы.
(с) Полученная таким образом бесшовная изогнутая труба может быть присоединена к прямой трубе, используемой для трубопроводов, с помощью круговой сварки на действующих местах прокладываемых трубопроводов. В качестве альтернативы, также возможно заранее подготовить сварной компонент, содержащий бесшовную изогнутую трубу и бесшовную прямую трубу (трубы), и присоединить этот сварной компонент к другой прямой трубе, используемой для трубопроводов, с помощью круговой сварки на действующих местах прокладываемых трубопроводов.
(d) Сварной компонент, содержащий бесшовную изогнутую трубу и бесшовную прямую трубу (трубы), может иметь или такую структуру, чтобы бесшовная прямая труба приваривалась к одному концу бесшовной изогнутой трубы, или такую структуру, чтобы бесшовная прямая труба приваривалась к каждому концу бесшовной изогнутой трубы. В каждом случае бесшовная изогнутая труба объединена в сварном компоненте, который имеет больший внутренний диаметр конца трубы, чем внутренний диаметр в изогнутой секции.
Эта бесшовная изогнутая труба может быть получена с использованием или холодной развальцовки трубы, или обжатия по диаметру в холодном состоянии, сопровождаемого холодной развальцовкой трубы на ее концевых участках, как описано выше. В то же время концевой участок каждой бесшовной прямой трубы должен быть объединен в сварочный компонент, обрабатываемый предварительно с использованием холодной развальцовки или обжатия по диаметру в холодном состоянии, сопровождаемого холодной развальцовкой, чтобы сделать внутренний диаметр бесшовной прямой трубы, по существу, идентичным внутреннему диаметру бесшовной изогнутой трубы. После этого сварочный компонент, содержащий бесшовную изогнутую трубу, и бесшовная прямая труба (трубы) на конце (концах) бесшовной изогнутой трубы могут быть подготовлены посредством соединения вместе концевого участка бесшовной изогнутой трубы и концевого участка бесшовной прямой трубы посредством круговой сварки.
Предпочтительно, чтобы холодная развальцовка трубы на концевом участке бесшовной изогнутой трубы и холодная развальцовка трубы на концевом участке бесшовной прямой трубы, которые должны быть соединены встык друг с другом, выполнялись с помощью идентичных по диаметру оправок.
Настоящее изобретение выполнено на основе вышеописанных полученных сведений, и его сущность относится к бесшовной изогнутой трубе, описанной в п.(1), способам изготовления бесшовных изогнутых труб, описанных в п.п. (2)-(4), сварному компоненту, описанному в п.(5), и способам изготовления сварного компонента, описанным в п.п. (6)-(8). Вместе эти объекты относятся к настоящему изобретению.
(1) Бесшовная изогнутая труба, содержащая изогнутую секцию и прямую секцию трубы на каждом конце изогнутой секции, в которой оба концевых участка трубы имеют больший внутренний диаметр, чем внутренний диаметр изогнутой секции.
(2) Способ изготовления бесшовной изогнутой трубы гибкой бесшовной прямой трубы, при котором бесшовную прямую трубу, за исключением концевых участков трубы, подвергают горячей гибке или холодной гибке, а затем секции прямой трубы на концевых участках трубы, которые не подвергались горячей или холодной гибке, подвергают холодной развальцовке.
(3) Способ изготовления бесшовной изогнутой трубы гибкой бесшовной прямой трубы, при котором секции прямой трубы на концевых участках бесшовной прямой трубы подвергают холодной развальцовке, а затем прямую трубу подвергают, за исключением концевых участков трубы, которые были подвергнуты развальцовке, горячей или холодной гибке.
(4) Способ изготовления указанной бесшовной изогнутой трубы согласно п.(2) или (3), при котором секции прямой трубы на концевых участках трубы подвергают обжатию по диаметру в холодном состоянии, перед холодной развальцовкой.
(5) Сварной компонент, содержащий бесшовную изогнутую трубу и бесшовную прямую трубу на одном или каждом конце бесшовной изогнутой трубы, в котором используется бесшовная изогнутая труба по п.(1) или бесшовная изогнутая труба, изготовленная способом по любому из п.п. (2)-(4), при этом внутренний диаметр конца бесшовной прямой трубы, привариваемой к одному или каждому концу бесшовной изогнутой трубы, идентичен внутреннему диаметру бесшовной изогнутой трубы.
(6) Способ изготовления сварного компонента, содержащего бесшовную изогнутую трубу и бесшовную прямую трубу на одном или каждом конце бесшовной изогнутой трубы, при котором используют бесшовную изогнутую трубу по п.(1) или бесшовную изогнутую трубу, изготовленную способом по любому из п.п. (2)-(4), при этом концевой участок бесшовной прямой трубы, привариваемый к одному или каждому концу бесшовной изогнутой трубы, подвергают холодной развальцовке для того, чтобы сделать его внутренний диаметр идентичным внутреннему диаметру бесшовной изогнутой трубы, а затем конец бесшовной изогнутой трубы и конец бесшовной обработанной таким образом прямой трубы соединяют вместе круговой сваркой.
(7) Способ изготовления сварного компонента, содержащего бесшовную изогнутую трубу и бесшовную прямую трубу на одном или каждом конце бесшовной изогнутой трубы согласно п.(6), при котором концевые участки бесшовной изогнутой трубы и концевой участок бесшовной прямой трубы подвергают холодной развальцовке с использованием оправок одинакового диаметра.
(8) Способ изготовления сварного компонента, содержащего бесшовную изогнутую трубу и бесшовную прямую трубу на одном или каждом конце бесшовной изогнутой трубы согласно п.(6) или (7), при котором концевой участок бесшовной прямой трубы подвергают обжиму по диаметру в холодном состоянии перед холодной развальцовкой.
Способы, согласно настоящему изобретению, могут обеспечить бесшовную изогнутую трубу, идентичную по внутреннему диаметру прямой трубе для трубопровода, и сварочный компонент, содержащий такую бесшовную изогнутую трубу и бесшовную прямую трубу на одном или каждом конце бесшовной изогнутой трубы, без ненужного увеличения толщины стенки бесшовной изогнутой трубы и без внутренней обработки концевого участка (участков) бесшовной изогнутой трубы после ее изготовления.
Краткое описание чертежей
Фиг.1-3 представляют собой конструкцию устройства для горячей гибки согласно уровню техники и пример изогнутой трубы, изготовленной посредством гибки. Фиг.1 представляет собой промежуточное состояние процесса гибки устройством для гибки, Фиг.2 представляет собой вид сверху изготовленной изогнутой трубы, и Фиг.3 представляет собой вид изогнутой трубы в разрезе, если смотреть в направлении стрелок А-А на Фиг.2.
Предпочтительные варианты осуществления изобретения
Следующие конкретные примеры иллюстрируют объекты настоящего изобретения. Настоящее изобретение не ограничено следующими примерами.
Бесшовная прямая труба с наружным диаметром 323,9 мм, толщиной стенки 20,0 мм, внутренним диаметром 283,9 мм и длиной 500 мм была подготовлена как прямая труба для изготовления бесшовной изогнутой трубы. Эта труба была подвергнута холодной гибке с углом изгиба, составляющим 90º, с использованием устройства для гибки, показанного на Фиг.1 для изготовления бесшовной изогнутой трубы. Затем оба концевых участка полученной бесшовной изогнутой трубы были подвергнуты холодной развальцовке с использованием оправки для развальцовки внутренних и наружных диаметров концевого участка каждой трубы. Размеры наружного диаметра, внутреннего диаметра и толщины стенки бесшовной изогнутой трубы перед и после холодной развальцовки концевых участков трубы приведены в Таблице 1.
ODb
WTb
IDb
Кроме того, бесшовные прямые трубы были отрезаны от более длинной прямой трубы, используемой для трубопровода, чтобы подготовить бесшовные прямые трубы с наружным диаметром 323,9 мм, толщиной стенки 18,0 мм, внутренним диаметром 287,9 мм и длиной 500 мм. Затем один концевой участок трубы каждой подготовленной бесшовной прямой трубы был подвергнут холодной развальцовке с использованием оправки, идентичной по диаметру оправке, которая использовалась для холодной развальцовки на бесшовной изогнутой трубе для увеличения внутренних и наружных диаметров концевого участка трубы. Размеры наружного диаметра, внутреннего диаметра и толщины стенки бесшовных прямых труб перед и после процесса холодной развальцовки концевого участка трубы приведены в Таблице 2.
ODb
WTb
IDb
Как показывают результаты, приведенные в Таблицах 1 и 2, разница в размерах внутреннего диаметра конца трубы между бесшовной изогнутой трубой и бесшовными прямыми трубами после холодной развальцовки была настолько малой, что составляла 0,1 мм. Было также подтверждено, что толщина стенки бесшовной изогнутой трубы и толщина стенок прямых бесшовных труб были немного изменены с помощью холодной развальцовки.
После того как сварочный компонент, содержащий бесшовную изогнутую трубу и бесшовные прямые трубы, был подготовлен с помощью соединения встык конца каждой бесшовной прямой трубы, подвергнутой холодной развальцовке, и каждого конца бесшовной изогнутой трубы после холодной развальцовки, производится их соединение с помощью круговой сварки встык.
В этом примере концевые участки бесшовной изогнутой трубы и соответствующие концевые участки бесшовных прямых труб были расширены по диаметру с помощью только одной холодной развальцовки. Также возможно, однако, подвергнуть их однократному обжатию по диаметру в холодном состоянии, а затем холодной развальцовке, так что геометрическая точность может быть дополнительно улучшена.
Промышленная применимость
Способы согласно настоящему изобретению могут обеспечить бесшовную изогнутую трубу, идентичную по внутреннему диаметру прямой трубе, используемой для трубопроводов, и сварочный компонент, содержащий такую бесшовную изогнутую трубу и бесшовную прямую трубу на одном или каждом конце бесшовной изогнутой трубы, без ненужного увеличения толщины стенки бесшовной изогнутой трубы и без внутренней обработки концевых участков бесшовной изогнутой трубы после ее изготовления. Бесшовная изогнутая труба и сварочный компонент, полученные таким образом, являются превосходными по своим конструктивным характеристикам на месте укладки трубопроводных линий, а потому могут широко использоваться.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ БЕСШОВНЫХ ОТВОДОВ ИЗ ЦЕНТРОБЕЖНЫХ ЗАГОТОВОК | 2014 |
|
RU2601359C2 |
| ТРУБА ДЛЯ ПОСЛЕДУЮЩЕЙ ГИБКИ | 2023 |
|
RU2823741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ И МАТРИЦА | 2018 |
|
RU2769596C1 |
| Способ изготовления стальных остеклованных труб для трубопроводов | 2018 |
|
RU2670114C1 |
| СПОСОБ ПРАВКИ КОНЦОВ БЕСШОВНЫХ ТРУБ | 2020 |
|
RU2758399C1 |
| МАТРИЦА И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ | 2018 |
|
RU2729804C1 |
| КОРРОЗИОННО-СТОЙКИЕ, ПРОВОДЯЩИЕ ЖИДКИЙ ПОТОК ЧАСТИ И СПОСОБЫ ЗАМЕНЫ ОБОРУДОВАНИЯ И ЧАСТЕЙ С ИСПОЛЬЗОВАНИЕМ КОРРОЗИОННО-СТОЙКИХ, ПРОВОДЯЩИХ ЖИДКИЙ ПОТОК ЧАСТЕЙ | 2005 |
|
RU2389543C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ ИЗ ТЕРМОПЛАСТА | 2000 |
|
RU2230974C2 |
| Способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой точности | 2020 |
|
RU2733522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2020 |
|
RU2793593C1 |
Группа изобретений относится к трубопроводному транспорту. Предложены бесшовная изогнутая труба, образованная изогнутой секцией и прямыми секциями трубы на обоих концах изогнутой секции, при этом внутренний диаметр на каждом концевом участке трубы больше, чем внутренний диаметр изогнутой секции, и сварной компонент, содержащий бесшовную изогнутую трубу и бесшовную прямую трубу на одном или каждом конце бесшовной изогнутой трубы, причем конец бесшовной прямой трубы, привариваемый к одному или каждому концу бесшовной изогнутой трубы, имеет одинаковый внутренний диаметр с внутренним диаметром бесшовной изогнутой трубы, а также способы их производства. В результате могут быть получены элементы, подходящие для использования в трубопроводах, без ненужного увеличения толщины стенки бесшовной изогнутой трубы и без внутренней обработки концевых участков бесшовной изогнутой трубы после ее изготовления. 4 н. и 3 з.п.ф-лы, 2 табл., 3 ил.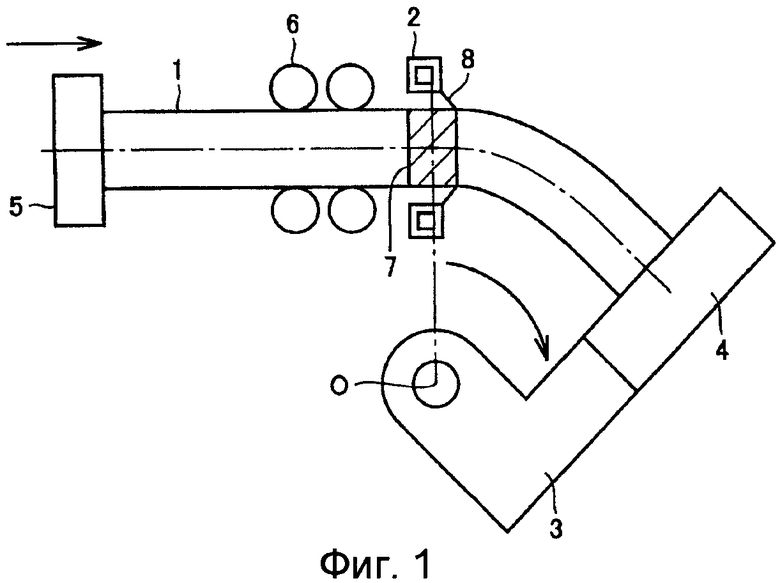
1. Способ изготовления бесшовной изогнутой трубы гибкой бесшовной прямой трубы, отличающийся тем, что бесшовную прямую трубу, за исключением концевых участков трубы, подвергают горячей гибке или холодной гибке, а затем секции прямой трубы на концевых участках трубы, которые не подвергались горячей или холодной гибке, подвергают холодной развальцовке.
2. Способ изготовления бесшовной изогнутой трубы гибкой бесшовной прямой трубы, отличающийся тем, что секции прямой трубы на концевых участках бесшовной прямой трубы подвергают холодной развальцовке, а затем прямую трубу подвергают, за исключением концевых участков трубы, которые были подвергнуты развальцовке, горячей или холодной гибке.
3. Способ по п.1 или 2, отличающийся тем, что секции прямой трубы на концевых участках трубы подвергают обжатию по диаметру в холодном состоянии перед холодной развальцовкой.
4. Сварной компонент, содержащий бесшовную изогнутую трубу и бесшовную прямую трубу на одном или каждом конце бесшовной изогнутой трубы, отличающийся тем, что используется бесшовная изогнутая труба, изготовленная способом по любому из пп.1-3, при этом внутренний диаметр конца бесшовной прямой трубы, привариваемой к одному или каждому концу бесшовной изогнутой трубы, идентичен внутреннему диаметру бесшовной изогнутой трубы.
5. Способ изготовления сварного компонента, содержащего бесшовную изогнутую трубу и бесшовную прямую трубу на одном или каждом конце бесшовной изогнутой трубы, отличающийся тем, что используют бесшовную изогнутую трубу, изготовленную способом по любому из пп.1-3, при этом конец бесшовной прямой трубы, привариваемый к одному или каждому концу бесшовной изогнутой трубы, подвергают холодной развальцовке для того, чтобы сделать его внутренний диаметр идентичным внутреннему диаметру бесшовной изогнутой трубы, а затем конец бесшовной изогнутой трубы и конец бесшовной прямой трубы соединяют вместе круговой сваркой.
6. Способ по п.5, отличающийся тем, что концевой участок бесшовной изогнутой трубы и концевой участок бесшовной прямой трубы подвергают холодной развальцовке с использованием оправок одинакового диаметра.
7. Способ п.5 или 6, отличающийся тем, что концевой участок бесшовной прямой трубы подвергают обжиму по диаметру в холодном состоянии перед холодной развальцовкой.
| US 5615481 А, 01.04.1997 | |||
| Способ изготовления бесшовных крутоизогнутых фитингов | 1952 |
|
SU114533A1 |
| JP 59121280 А, 13.07.1984 | |||
| JP 58157529 А, 19.09.1983 | |||
| ИЗМЕРИТЕЛЬ НАКЛОНА ВАЛА РОТОРНОГО МЕХАНИЗМА | 2003 |
|
RU2253088C1 |
| JP 6047450 А, 22.02.1994. | |||

