Изобретение относится к деревообрабатывающей промышленности и может быть использовано для изготовления гнутоклееных деталей мебели, спортивного инвентаря и т.п. изделий.
Известен способ изготовления гнутоклееных деталей /см. авт. свид. N 1659191 (кл. В27Н 1/00, В32В 21/04) от 20.07.1988/, состоящий из гнутья и склеивания пакета двух заготовок древесно-волокнистых плит толщиной 3,2 мм и одной или нескольких заготовок лущеного шпона толщиной 1-1,5 мм в вайме с обогреваемой гнутарной шиной. Технологическая выдержка составляет 6 часов.
Недостаток известного способа проявляется в низких эксплуатационных свойствах изготовленных деталей - деревянных колец, используемых в производстве мебели, спортивного инвентаря и т.п. изделий, испытывающих радиальные нагрузки в процессе эксплуатации.
Целью изобретения является улучшение эксплуатационных свойств деталей - деревянных колец.
Заявленная цель достигается тем, что в способе изготовления деревянных колец, состоящем из гнутья и склеивания планок в шаблоне, планки толщиной от 3 до 6 мм перед гнутьем торцуют «на ус» под 45°, пропитывают клеем при t=25-30°С, изгибают соответствующую планку в кольцо во внешнем шаблоне до соединения торцев, меняя от внешнего слоя планок к внутреннему слою планок ориентацию «уса» в кольце, после чего вращают вокруг оси симметрии шаблон с согнутыми и склеенными в кольца планками до кристаллизации клея.
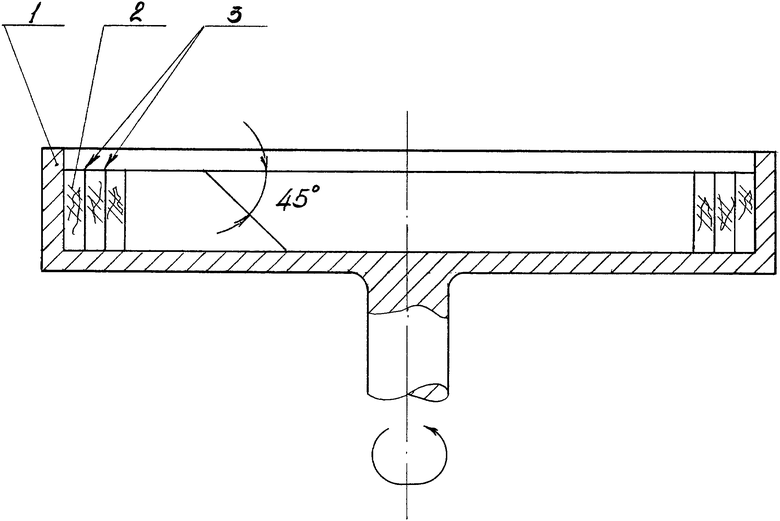
Устройство, реализующее заявленный способ изготовления деревянных колец, изображено на чертеже.
Устройство включает внешний шаблон 1, внутри которого уложены послойно (на чертеже изображены три слоя) согнутые в кольцо деревянные планки 2, которые предварительно отторцованы «на ус» под 45° и пропитаны клеем 3 при t=25-30°С. Слои планок 2 во внешнем шаблоне 1 уложены так, что от слоя к слою «усы» в кольцах отличаются ориентацией. Имеется также привод (на чертеже не показан), обеспечивающий вращение вокруг оси симметрии шаблона 1 с согнутыми и склеенными в кольца планками 2 до кристаллизации клея 3. Совмещение операции вращения шаблона 1 с его подогревом не исключается в технологическом процессе заявленного способа.
Сравнительный анализ эксплуатационных свойств деревянных колец, изготовленных способом-прототипом и заявленным способом, показал кратное преимущество свойств (прочностных, сопротивление изгибу и т.п.) колец по заявленному способу при отсутствии эллипсности изделий.
Таким образом, предлагаемое техническое решение, по мнению заявителя, является новым, имеет изобретательский уровень и промышленно применимо.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления клееного бруса | 2017 |
|
RU2687603C1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОЙ КЛЕЕНОЙ ДОСКИ И ЗАГОТОВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2424112C2 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| КАМЕРНАЯ ДЕРЕВЯННАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 2015 |
|
RU2596236C1 |
| Способ изготовления гнутоклееных деталей из древесины | 1990 |
|
SU1750948A1 |
| КРИВОЛИНЕЙНЫЙ КОМПОЗИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2297332C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2007 |
|
RU2352455C1 |
| Мебель из фанеры | 1927 |
|
SU17648A1 |
| Способ гнутья деревянных элементов | 1948 |
|
SU77174A1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано для изготовления гнутоклееных деталей мебели, спортивного инвентаря и т.п. изделий. Способ изготовления деревянных колец включает гнутье и склеивание планок в шаблоне. Планки толщиной от 3 до 6 мм перед гнутьем торцуют «на ус» под 45°. Затем планки пропитывают клеем при t=25-30°C и изгибают во внешнем шаблоне до соединения торцов. При этом от внешнего к внутреннему слою планок меняют ориентацию «уса» в кольце. Далее вращают вокруг оси симметрии шаблон с согнутыми и склеенными в кольца планками до кристаллизации клея. Повышается прочность и сопротивление изгибу деревянных колец. 1 ил.
Способ изготовления деревянных колец, состоящий из гнутья и склеивания планок в шаблоне, отличающийся тем, что планки толщиной от 3 до 6 мм перед гнутьем торцуют «на ус» под 45°, пропитывают клеем при t=25-30°С, изгибают соответствующую планку в кольцо во внешнем шаблоне до соединения торцев, меняя от внешнего слоя планок к внутреннему слою планок ориентацию «уса» в кольце, после чего вращают вокруг оси симметрии шаблон с согнутыми и склеенными в кольца планками до кристаллизации клея.
| Устройство для сборки и склеивания деревянных корпусов | 1984 |
|
SU1245430A1 |
| Устройство для изготовления кольцевыхгНуТОКлЕЕНыХ блОКОВ | 1979 |
|
SU835744A1 |
| Устройство для изготовления кольцевых гнутоклееных блоков | 1982 |
|
SU1065192A1 |
| Древесный слоистый пластик | 1972 |
|
SU438528A1 |
| МНОГОСЛОЙНЫЙ ТРУБОПРОВОД | 2001 |
|
RU2183784C1 |
| Способ изготовления гнуто-клееных деталей | 1988 |
|
SU1659191A1 |
| ЦИКЛОННЫЙ ПЫЛЕУЛОВИТЕЛЬ ДЛЯ ПЫЛЕСОСА | 2000 |
|
RU2221648C2 |
| US 2004250912 А1, 16.12.2004. | |||

