Изобретение относится к области машиностроения и может быть использовано для местной закалки нагруженных игл, выполненных из струнной проволоки высокой прочности.
Известен способ местной закалки игл токами высокой частоты, включающий размещение игл в роторе, последовательное перемещение игл в петлевой индуктор, соединенный с источником тока, местный нагрев игл в индукторе с обеспечением переходной зоны и охлаждение при свободном падении игл в емкость с закалочной жидкостью. Известный способ взят за прототип (см. патент RU 2232822 C1, C21D 1/10).
Недостатками известного способа является:
- не определен диапазон закалочных температур, являющийся основным параметром процесса закалки;
- не ограничено расстояние между свободной поверхностью охлаждающей жидкости и положением иглы в момент падения, влияющее на структурные превращения стали и качество закалки;
- не определена температура охлаждающей среды, от которой зависит полнота мартенситного превращения в закалочной зоне;
- не определено положение игл в момент нагрева под закалку, что может привести к прижогу, перекосу закаленной и переходной зон, к нарушению технических условий в части распределения микротвердости;
- не определен порядок регулировки зоны закалки.
Предлагаемым изобретением решается задача снижения себестоимости изготовления опорных игл за счет уменьшения процентного соотношения брака в числе готовых изделий, а также за счет уменьшения процентного соотношения брака в числе готовых изделий, а также за счет снижения энергозатрат, повышения износостойкости опорной сферической поверхности, что обеспечивает непрерывную длительную эксплуатацию при больших скоростях вращения.
Технический результат, получаемый при осуществлении способа, заключается в надежном обеспечении качества опорных игл, в строгом выполнении требований по длине зоны закалки и переходной зоне с минимальным содержанием остаточного аустенита.
Указанный технический результат достигается тем, что в способе закалки игл, изготовленных из струнной проволоки, включающем размещение игл в роторе, последовательное перемещение игл в петлевой индуктор, соединенный с источником тока, местный нагрев игл в индукторе с обеспечением переходной зоны и охлаждение при свободном падении игл в емкость с закалочной жидкостью, новым является то, что иглы центрируют относительно индуктора, нагревают выше точки АС3 до температуры 790-810°С, охлаждают в неподогретом медицинском вазелиновом масле при свободном падении игл в закалочной емкости с высотой столба неподогретолго медицинского вазелинового масла, обеспечивающего при свободном падении игл завершенное мартенситное превращение, при этом расстояние между индуктором и свободной поверхностью неподогретого медицинского вазелинового масла не должна превышать 10-12 мм, а регулировку зоны закалки осуществляют путем проведения пробных закалок.
Опорные иглы изготавливают из высокопрочной струнной проволоки. Струнную проволоку получают методом патентирования эвтектоидной и заэвтектоидных углеродистых сталей. После патентирования структура сталей представляет собой дисперсный сорбит, толщина пластинок цементита и феррита в которой составляет несколько Å (ангстрем).
Известно, что при закалке изделий токами высокой частоты происходит смещение в сторону повышения критических точек сталей AС1 и АС3, а значит и температуры закалки. Но, как было установлено, в случае закалки опорных игл из струнной проволоки с исходной структурой дисперсного сорбита со средней скоростью 315-325°С/с, характерной для местной закалки опорных игл, смещение критических точек не происходит, значит не повышается температура закалки, которая определена для струнной проволоки из высокоуглеродистых сталей У8, У9, У10 в диапазоне 790-810°С. При использовании струнной проволоки из стали У12 верхний предел температуры повышается на 20°С. Дисперсная структура и средняя скорость нагрева опорных игл таковы, что за время нагрева до температуры 790-810°С происходит превращение исходной структуры в аустенит по всему нагретому под закалку объему опорных игл, выравнивание концентрации углерода, а после ускоренного охлаждения в неподогретом медицинском вазелиновом масле формируется однородная мартенситная структура с размером зерна 14-15 баллов.
Расстояние между свободной поверхностью неподогретого медицинского вазелинового масла в емкости для охлаждения и положением иглы в момент падения ограничено и не превышает 10-12 мм (расстояние между свободной поверхностью охлаждающей жидкости и индуктирующим проводом индуктора). Это необходимо для выполнения качественной закалки и удобства при эксплуатации. Поскольку диаметр опорной иглы находится в пределах 1,0-2,5 мм, а зона закалки ограничена в пределах 1,5-1,7 мм, увеличение расстояния сверх 12 мм приведет к подстуживанию нагретой зоны при свободном падении игл в воздухе, а значит к попутному структурному превращению и образованию «мягких» пятен.
Высота столба неподогретого медицинского вазелинового масла в емкости для охлаждения такова, что опорные иглы при свободном падении в охлаждающей среде испытывают завершенное мартенситное превращение, что обеспечивает их качество.
В целях недопущения прижога, перекоса между закаленной и переходной зон, приводящего к нарушению требований в части распределения микротвердости, опорные иглы центрируют относительно индуктора устройством регулирования перемещения, предусмотренного в конструкции установки.
Предъявляемые к опорным иглам требования по длине закаленной зоны и значениям микротвердости осуществляют путем проведения пробных закалок с последующим измерением зоны при помощи оптического измерительного микроскопа и контролем микротвердости.
На основании вышеизложенного можно сделать вывод о том, что предлагаемое техническое решение обладает новизной и изобретательским уровнем.
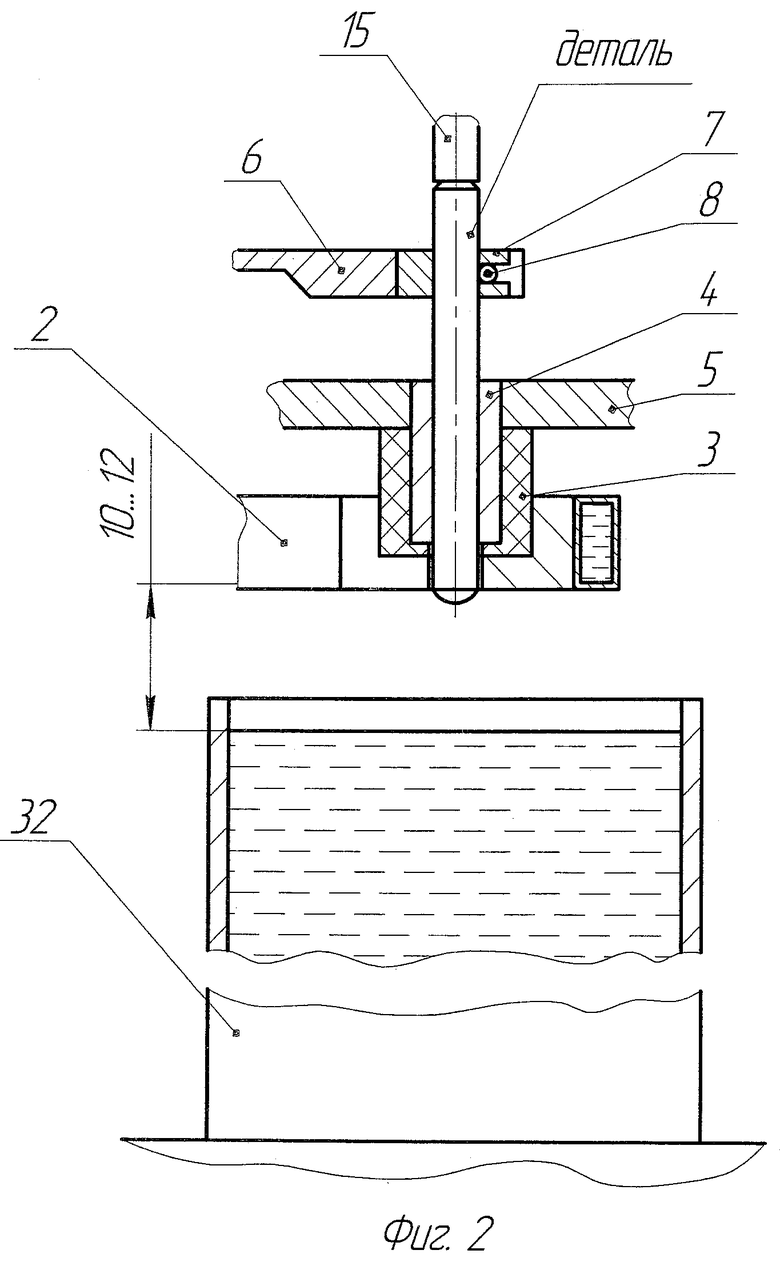
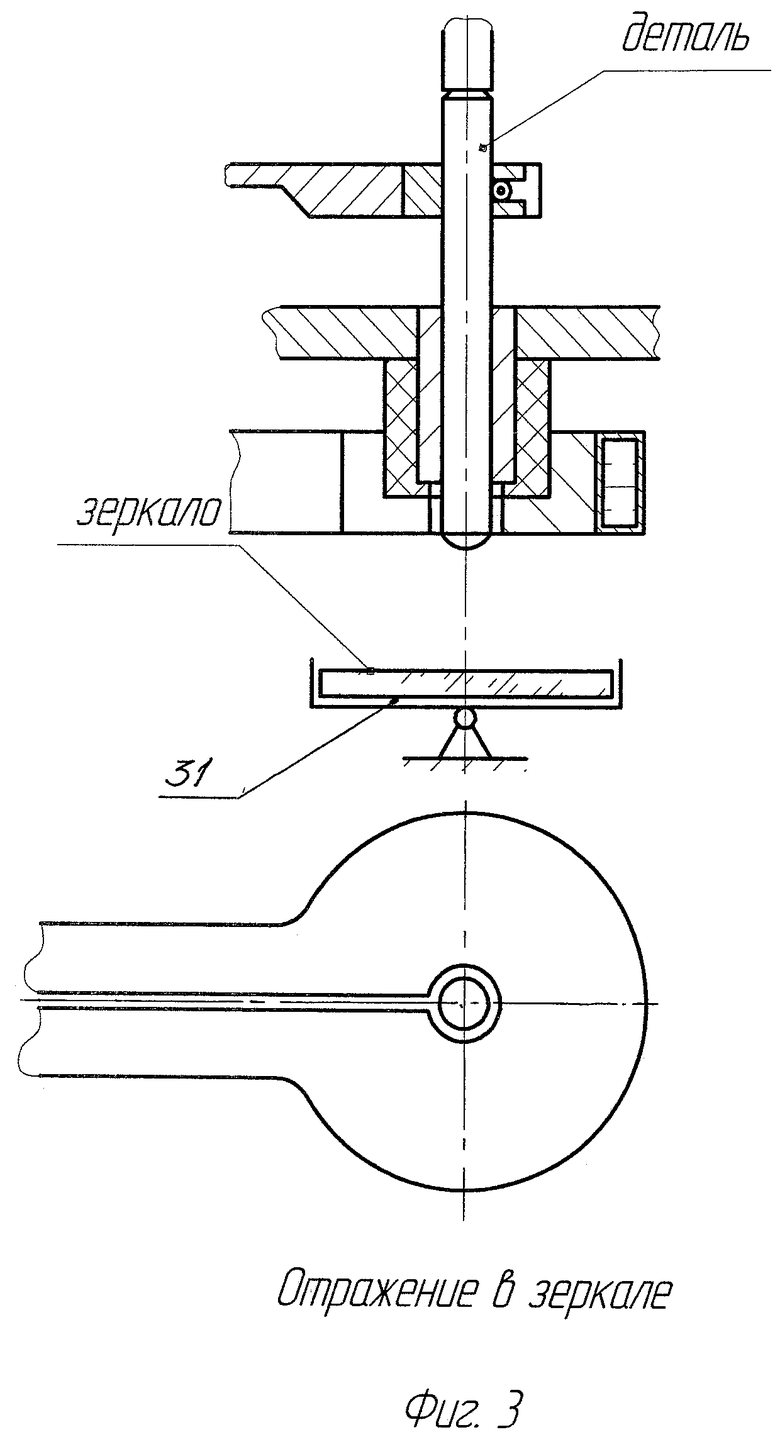
Пример реализации способа (фиг.2): опорные иглы устанавливают в отверстия установочных втулок 7 ротора 6, перемещают опорную иглу на позицию закалки в индуктор 2. Толкателем 15 посредством микрометрического винта 16 регулируют положение сферы опорной иглы, ориентируясь по нижнему срезу индуктора 2. При помощи приспособления 31 (фиг.3) с плоским зеркалом контролируют центровку иглы по отношению к индуктору, при необходимости осуществляют центровку устройством регулирования перемещения (см. описание установки). Механизмами установки удаляют опорную иглу из индуктора. Устанавливают под индуктор 2 емкость для охлаждения с неподогретым медицинским вазелиновым маслом 32. Доводят уровень масла в емкости для охлаждения 32 так, чтобы расстояние между свободной поверхностью закалочной жидкости и индуктором 2 не превышало 10-12 мм. Задают режим работы высокочастотного генератора 1 и устанавливают время нагрева игл в командоаппарате установки в зависимости от их диаметра. Включают электропитание установки. При работе механизмы установки перемещают очередную опорную иглу в индуктор 2 на требуемую величину, включают высокочастотный источник тока 1, происходит нагрев детали. По завершении местного нагрева отключается высокочастотный источник тока 1, опорная игла выталкивается из индуктора 2 и, свободно падая в закалочной жидкости, испытывает мартенситное превращение. С помощью механизмов установки цикл повторяется. Закалив 3-5 деталей, процесс останавливают. Емкость с закалочной жидкостью удаляют из-под индуктора 2 и пинцетом вынимают закаленные местно иглы из медицинского вазелинового масла.
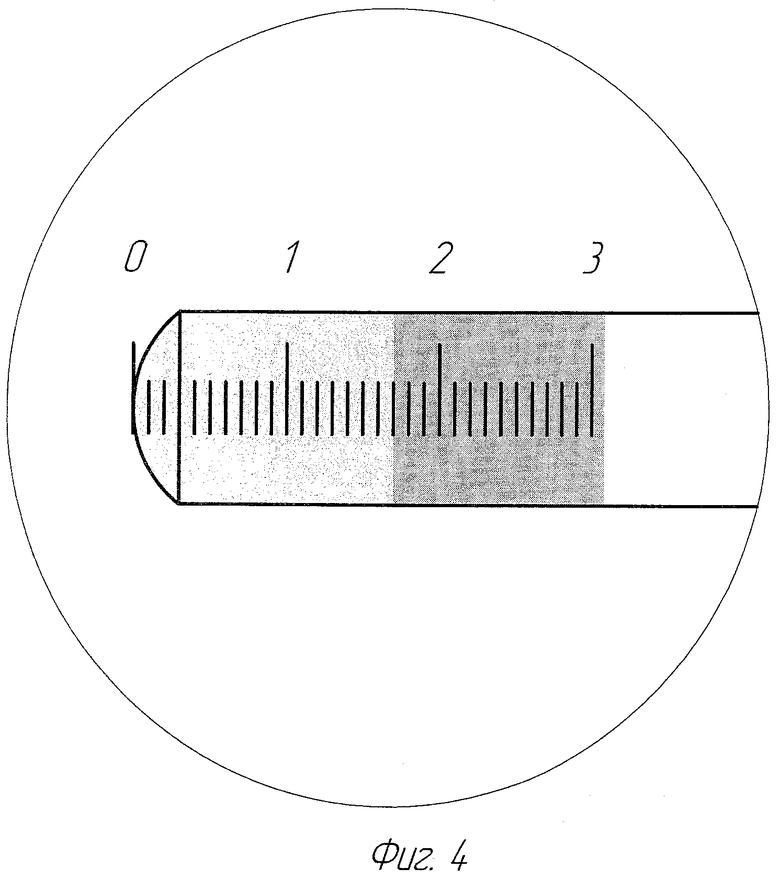
Химическое взаимодействие медицинского вазелинового масла с разогретой поверхностью опорной иглы в процессе закалки исключительно четко выявляет зону закалки и переходную зону. Зона закалки представляет собой светлую поверхность, а переходная зона имеет темный вид. Этот факт надежно позволяет оценить длину закаленной зоны и наличие перекоса между закаленной и переходной зонами (фиг.4). Отсутствие перекоса между зонами означает, что центровка опорной иглы по отношению к индуктирующему проводу индуктора 2 выполнена правильно.
Затем закаленные опорные иглы подвергают контролю длины закаленной зоны с помощью оптического измерительного микроскопа. При наличии четкой границы между зоной закалки и переходной зоной по измерительной шкале окуляра однозначно определяют длину закаленной зоны. В случае ее несоответствия техническим требованиям путем вращения микрометрического винта 16 осуществляют перемещение толкателя 15 вверх или вниз, регулируя тем самым длину закаленной зоны. При необходимости производят регулировку мощности генератора. Длина переходной зоны обусловлена применением экранирующего устройства, описанного в прототипе, и получается автоматически.
После регулировки повторяют пробные закалки, добиваясь необходимого значения длины закаленной зоны и распределения микротвердости в закаленной и переходной зонах.
Регулировка длины закаленной зоны проводится периодически. При закалке партий опорных игл величина закаленной зоны обеспечивается автоматически работой механизмов установки.
Таким образом, центровка опорных игл относительно индуктора, применение неподогретого медицинского вазелинового масла, специальной установки для местной закалки, выбор режимов нагрева опорных игл из струнной проволоки, строго фиксированное расстояние между свободной поверхностью закалочной жидкости и индуктором, осуществление регулировки зоны закалки опорных игл путем пробных закалок позволяют обеспечить качество термообработки: требуемую микротвердость закаленной зоны, величину зоны закалки и отсутствие перекоса между закаленной и переходной зонами.
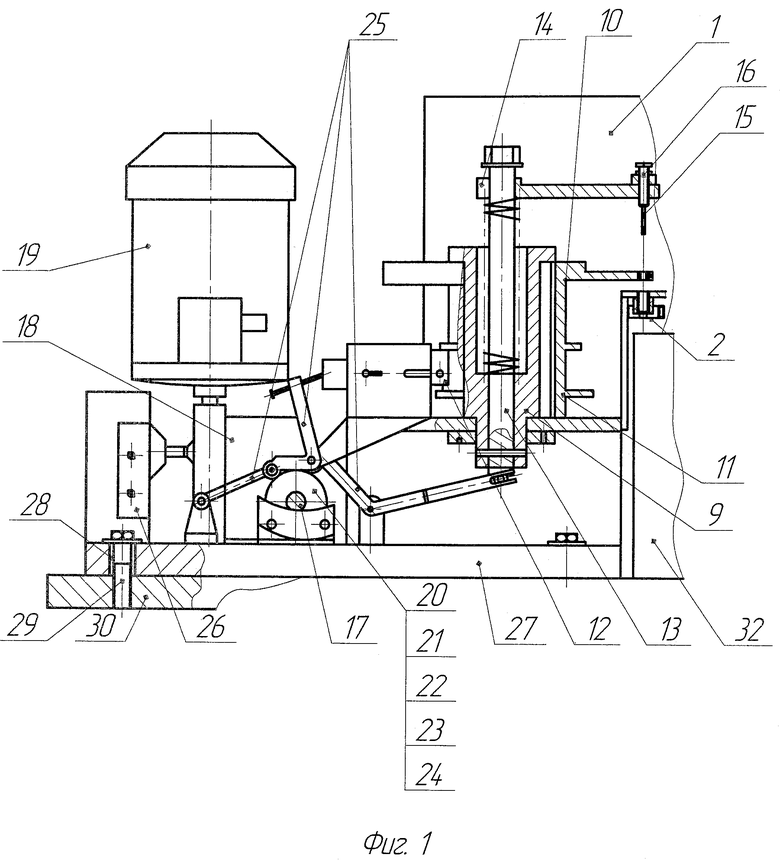
Способ местной закалки опорных игл реализуют с помощью специально созданной установки (фиг.1).
Известна установка (устройство) для локальной закалки осей токами высокой частоты, содержащая петлевой индуктор с индуктирующим проводом и ротор в виде диска с отверстием для осей, установленный с возможностью поворота. Установка снабжена источником тока, соединенным с индуктором, рычагами, командоаппаратом, выполненным в виде кулачкового вала с возможностью регулировки фаз поворота кулачков и связанным с рычагами, толкателем с микрометрическим винтом, при этом ротор снабжен приводом поворота, содержащим делительный диск с фиксатором, установленный соосно ротору, и установочными втулками для осей с пазами, в которых расположена кольцевая пружина, а индуктирующий провод индуктора выполнен в виде двухступенчатой втулки с пазом, в котором размещено экранирующее устройство. Известная установка взята за прототип, см. патент RU 2232822 С1, C21D 1/10.
Недостатки данной установки:
в конструкции установки не предусмотрен механизм, позволяющий центрировать опорную иглу по отношению к петлевому индуктору, что приводит к прижогу, неравномерному нагреву, перекосу закаленной и переходной зон, к нарушению технических условий в части распределения микротвердости.
Предлагаемым техническим решением обеспечивается задача безусловного обеспечения качества закалки высокоответственных опорных игл.
Технический результат, получаемый при осуществлении изобретения, заключается в выполнении требований по длине закаленной зоны, распределению микротвердости, исключению неравномерного нагрева и перекоса между зоной закалки и переходной зоной, исключению прижога деталей.
Указанный технический результат достигается тем, что установка для местной закалки опорных игл, изготовленных из струнной проволоки, содержит источник тока, соединенный с петлевым индуктором, индуктирующий провод в виде двухступенчатой втулки с пазом, в котором установлено экранирующее устройство, ротор в виде диска с отверстиями для игл, в которых размещены установочные втулки, привод поворота, содержащий делительный диск с фиксатором, установленный соосно ротору, командоаппарат, выполненный в виде кулачкового вала с возможностью регулировки фаз поворота кулачков и соединенный с рычагами, толкатель с микрометрическим винтом и емкость с закалочной жидкостью, приспособление с зеркалом и столиком с установочными болтами, на которых крепится плита, выполненная с овальными отверстиями под установочные болты для регулирования перемещения установки и центровки иглы относительно индуктора, при этом расстояние между индуктором и свободной поверхностью закалочной жидкости в виде неподогретого медицинского масла составляете не более 10-12 мм.
Снабжение установки приспособлением с плоским зеркалом и столиком с установочными болтами, на котором крепится плита, выполненная с овальными отверстиями под установочные болты позволяют центрировать опорную иглу относительно индуктора, что обеспечивает равномерный всесторонний нагрев, требуемую микротвердость в закаленной зоне и исключает перекос между зоной закалки и переходной зоной.
На основании вышеизложенного можно сделать вывод о том, что предлагаемое техническое решение обладает новизной и изобретательским уровнем.
Сущность изобретения поясняется чертежами, где:
- на фиг.1 показан общий вид установки;
- на фиг.2 показан индуктор (разрез) с емкостью для охлаждения;
- на фиг.3 показан индуктор 9 разрез) с приспособлением, обеспечивающим центровку опорной иглы по отношению к петлевому индуктору.
- на фиг.4 показан механизм определения длины закаленной зоны с помощью оптического измерительного микроскопа.
Установка для местной закалки опорных игл (фиг.1) содержит источник тока высокой частоты (ТВЧ) 1 частотой 1.76 МГц, к нагрузочному контуру которого подключен индуктор 2, внутрь которого установлена диэлектрическая втулка 3 (фиг.2) с экранирующим устройством 4, закрепленным на планке 5. Установка также содержит ротор 6, выполненный в виде диска, в который периферийно запрессованы 60 установочных втулок 7 с шагом 6°. Втулки 7 имеют пазы, в которых уложена кольцевая пружина 8. Соосно с ротором на втулке 9 (фиг.1) установлены храповик 10 и делительный диск 11 с фиксатором 12, выполняющие функции привода вращения. По оси втулки 9 проходит шток 13, на котором закреплена планка 14 с толкателем 15, имеющим микрометрический винт 16 для регулировки. Установка снабжена командоаппаратом, состоящим из вала 17, соединенного с редуктором 18 и электродвигателем 19. На валу установлен кулачек 20 вертикального перемещения штока 13, кулачок 21 включения источника тока, кулачок 22 фиксации делительного диска 11, кулачок 23 отключения источника тока, кулачок 24 поворота храповика. Кулачки установлены на валу с возможностью их поворота относительно вала. Для связи командоаппарата с исполнительными механизмами служат качающиеся рычаги 25. Установка снабжена двумя микровыключателями 26 для коммутации тока. Все механизмы установки монтируются на плите 27. Плита 27 для центровки опорной иглы относительно индуктора 2 снабжена овальными отверстиями 28, выполненными по углам, и болтами 29 с шайбами, осуществляющими крепление установки к плите столика 30.
Для осуществления визуального контроля за операцией центрирования опорной иглы относительно индуктора 2 установка снабжена приспособлением с плоским зеркалом 31. Для охлаждения деталей - емкостью 32 с закалочной жидкостью.
Установка работает следующим образом. Опорные иглы вставляют в установочные втулки 7 ротора 6, которые под действием кольцевой пружины 8 удерживаются на месте. Включают электродвигатель 19. Кулачок 24 посредством рычага 25 поворачивает храповик 10 на 6°, кулачок 22 фиксатором 12 стопорит делительный диск 11. Одновременно ротор 6 поворачивается на тот же угол и устанавливает опорную иглу для закалки над индуктором 2. Кулачок 20 посредством рычага перемещает шток 13 вниз, толкатель 15 перемещает деталь в индуктор 2. Выключают электродвигатель 19. Удаляют емкость 32 с закалочной жидкостью из-под индуктора 2. Перемещают на это место приспособление с плоским зеркалом 31, в котором наблюдают местоположение сферы опорной иглы по отношению к индуктирующему проводу индуктора 2. Если сферу не видно, то толкателем 15 посредством микрометрического винта 16 регулируют положение опорной иглы, ориентируя сферу по нижнему срезу индуктора 2. Центруют опорную иглу следующим образом: ослабляют крепление 29 установки к плите 30, перемещают установку так, чтобы сфера опорной иглы заняла положение по центру петли индуктирующего провода индуктора 2, фиксируют это положение затягиванием крепления 29 к плите 30. Включают электродвигатель 19, толкатель 5 удаляет опорную иглу из индуктора 2. Удаляют приспособление с плоским зеркалом 31 из-под индуктора 2 и устанавливают на прежнее место емкость с закалочной жидкостью 32. Включают источник тока 1. Кулачок 24 посредством рычага 25 поворачивает храповик 10 на 6°, кулачок 22 фиксатором 12 стопорит делительный диск 11. Одновременно ротор 6 поворачивается на этот же угол и устанавливает очередную опорную иглу над индуктором 2. Кулачок 20 посредством рычага перемещает шток 13 вниз, толкатель 15 перемещает опорную иглу в индуктор 2. Кулачок 21 включает источник тока 1, происходит нагрев рабочей части опорной иглы. Кулачок 23 отключает источник тока 1 по окончании нагрева. Кулачок 20 через рычаг перемещает шток 13 еще ниже и толкатель 15 выталкивает опорную иглу из индуктора 2 в емкость 32 с закалочной жидкостью. При свободном падении в охлаждающей среде опорная игла подвергается местной закалке. Закалив 3-5 деталей, останавливают процесс, выключив электродвигатель 19. Закаленные опорные иглы извлекают из емкости 32 с закалочной жидкостью. Протирают салфеткой и визуально контролируют качество термообработанных поверхностей. Отсутствие прижога и перекоса между закаленной и переходной зонами означает, что центровка опорной иглы по отношению к индуктирующему проводу индуктора 2 выполнена правильно.
Представленный этап работы по центровке установки повторяют периодически. При закалке партий опорных игл центровка осуществляется автоматически.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2010 |
|
RU2453611C1 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2003 |
|
RU2232822C1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СКВОЗНЫХ ОТВЕРСТИЙ ДИАМЕТРОМ 20...30 ММ | 2012 |
|
RU2509454C1 |
| Способ индукционной закалки шестерен и индуктор для его осуществления | 1988 |
|
SU1640180A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ ПОЛУМУФТ И ИНДУКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2170273C1 |
| СТЕНД ЛАЗЕРНОЙ ЗАКАЛКИ ОПОРНОЙ ПОВЕРХНОСТИ ИГЛ ВРАЩЕНИЯ ВЫСОКОСКОРОСТНЫХ ЦЕНТРИФУГ | 2012 |
|
RU2527979C2 |
| Способ закалки распределительного вала | 1980 |
|
SU1129244A1 |
| Линия термообработки деталей | 1982 |
|
SU1073303A1 |
Изобретение относится к области машиностроения и может быть использовано для местной закалки нагруженных игл, выполненных из струнной проволоки высокой прочности. Для обеспечения качества игл при строгом выполнении требований по длине зоны закалки и переходной зоне, получения мелкозернистой структуры в закаленной зоне иглы нагревают последовательно выше точки АС3 до температуры 790-810°С с последующим охлаждением в неподогретом медицинском вазелиновом масле при свободном падении игл в закалочную емкость с высотой столба медицинского вазелинового масла, обеспечивающего при свободном падении игл завершенное мартенситное превращение. При этом расстояние между индуктором и свободной поверхностью медицинского вазелинового масла должно находиться в пределах 10-12 мм. Способ реализуют в установке, содержащей источник тока, соединенный с петлевым индуктором, индуктирующий провод в виде двухступенчатой втулки с пазом для установки экранирующего устройства, ротор в виде диска с отверстиями для игл, в которых размещены установочные втулки, привод поворота, имеющий делительный диск с фиксатором, установленный соосно ротору, командоаппарат в виде кулачкового вала, толкатель с микрометрическим винтом для регулировки, приспособление с зеркалом и столиком с установочными болтами, на которых крепится плита, выполненная с овальными отверстиями под установочные болты. 2 н.п. ф-лы, 4 ил.
1. Способ местной закалки игл, изготовленных из струнной проволоки, включающий размещение игл в роторе, последовательное перемещение игл в петлевой индуктор, соединенный с источником тока, местный нагрев игл в индукторе с обеспечением переходной зоны и охлаждение при свободном падении игл в емкость с закалочной жидкостью, отличающийся тем, что иглы центрируют относительно индуктора, нагревают выше точки АС3 до температуры 790-810°С, охлаждают в неподогретом медицинском вазелиновом масле при свободном падении игл в емкость с высотой столба масла, обеспечивающей завершенное мартенситное превращение, при этом расстояние между индуктором и свободной поверхностью неподогретого медицинского вазелинового масла составляет 10-12 мм.
2. Установка для местной закалки игл, изготовленных из струнной проволоки, содержащая источник тока, соединенный с петлевым индуктором, индуктирующий провод в виде двухступенчатой втулки с пазом, в котором установлено экранирующее устройство, ротор в виде диска с отверстиями для игл, в которых размещены установочные втулки, привод поворота, содержащий делительный диск с фиксатором, установленный соосно с ротором, командоаппарат, выполненный в виде кулачкового вала с возможностью регулировки фаз поворота кулачков и соединенный с рычагами, толкатель с микрометрическим винтом и емкость с закалочной жидкостью, отличающаяся тем, что она снабжена приспособлением с зеркалом и столиком с установочными болтами, на которых крепится плита, выполненная с овальными отверстиями под установочные болты для регулирования перемещения установки и центровки иглы относительно индуктора, при этом расстояние между индуктором и свободной поверхностью закалочное жидкости в виде неподогретого медицинского масла составляет не более 10-12 мм.
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2003 |
|
RU2232822C1 |
| RU 2055527 C1, 10.03.1996 | |||
| СПОСОБ ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1993 |
|
RU2093588C1 |
| СПОСОБ ОБРАБОТКИ ХИРУРГИЧЕСКИХ ИГЛ | 2005 |
|
RU2294970C1 |
| Агрегат для закалки пальцев рулевой тяги автомобиля | 1960 |
|
SU137945A1 |

