Настоящее изобретение относится к сложному фасонному профилю, состоящему из металлического фасонного профиля, покрытого металлической фольгой.
Изобретение также относится к способу производства такого сложного фасонного профиля.
Изобретение также относится к устройству для осуществления этого способа.
Настоящее изобретение относится к строительным скобяным изделиям.
Изобретение, в частности, относится к фасонному профилю, используемому в качестве аксессуаров при отделке здания.
Этот фасонный профиль предназначен в общем для использования в качестве аксессуаров для укладки паркета плавающим способом или в качестве стыковых элементов между элементами пола и/или стены, такими как пороговый профиль, предохранительная оковка, плинтусы и т.д.
Другие виды применения относятся к закрывающимся деталям здания: дверям, окнам, ставням, верандам, заборам и т.д., а также к всем областям, где может использоваться фасонный профиль в качестве элементов безопасности или стыковых деталей: электрические короба, укладка черепицы или элементы декора.
Известно использование фасонного профиля, изготовленного из алюминиевого сплава или пластика, даже из дерева, и покрытого бумагой или пластиковой пленкой, на линиях покрытия. Такие покрытия позволяют использовать широкий выбор элементов декора.
Однако фасонный профиль, предназначенный для использования в быту, плохо подходит для интенсивного профессионального использования.
Производство металлического фасонного профиля из металлов или алюминиевых сплавов, латуни и т.д. создает первое решение этой проблемы прочности. Тем не менее, такой фасонный профиль, изготовленный из материала с низкой твердостью поверхности, подвержен царапанию, и его внешний вид быстро ухудшается при воздействии интенсивного движения.
На рынке существует высокий спрос на фасонный профиль из нержавеющей стали, который в дополнение к отличному внешнему виду обладает хорошей стойкостью к коррозии, царапанию и ударным воздействиям и отвечает санитарным требованиям к интерьеру больниц и предприятий пищевой промышленности.
Эту потребность пытаются удовлетворить за счет массового производства металлического фасонного профиля. Такой фасонный профиль имеет высокую стоимость из-за больших издержек на материал и экструзионное оборудование. Кроме того, конкретные формы такого фасонного профиля включают значительные различия в поперечном сечении, а также очень небольшие радиусы кривизны даже у фасонного профиля с острыми кромками, что делает его производство по чертежу очень проблематичным. Чрезмерно неравномерные внутренние напряжения приводят к трещинам и другим дефектам, что делает такой фасонный профиль неподходящим для использования. И наконец время производства на таком оборудовании не позволяет реагировать на потребности рынка.
Также необходимо разработать способы наложения металлического фасонного профиля подходящей прочности на другую конструкцию, такую как другой фасонный профиль, в частности металлический фасонный профиль, путем скрепления винтами, сваркой, заклепками или другими механическими средствами крепления высокой стоимости.
Необходимо также сказать, что покрытие фасонного профиля пленкой на линии покрытия является трудной операцией из-за множества технических проблем, например, подготовка поверхностей, натяжение пленки, температура, влажность, контроль качества клея, средства формования и наложения, которые должны решаться одновременно для того, чтобы избежать таких дефектов склеивания или внешнего вида, как воздушные пузыри, образование складок, разрывы и т.д., которые делают продукт неподходящим для использования.
Специалиста в данной области, который в течение двадцати лет сталкивается с потребностью рынка в фасонном профиле с твердой металлической поверхностью и из-за имеющихся проблем с покрытием так называемыми легкими в работе пленками, отговорили от любых попыток непрерывно покрывать фасонный профиль металлической фольгой из твердого материала, имеющего достаточную толщину для того, чтобы выдерживать эксплуатационные нагрузки.
Из документа BE 699571 известен сложный фасонный профиль "металл на металле", получаемый точной подгонкой. Он не гарантирует отличное сцепление в любой точке. Кроме того, способ, описанный в этом документе, применим только к некоторым конкретным формам фасонного профиля, изготовленного из алюминия и имеющего боковые отверстия, т.е., канавки, в которых можно зажимать фольгу, что значительно ограничивает область применения.
В еще одном документе, GB 2037626 А, предусмотрено размещение клея или двусторонней липкой ленты между фасонным профилем и фольгой. Здесь также нельзя ожидать гарантии сцепления.
Итак, известный уровень техники содержит только решения, в которых сцепление фольги с фасонным профилем не гарантируется или почти не гарантируется, что несовместимо с применением в строительной отрасли для обустройства стыков, где фасонный профиль подвергается высоким эксплуатационным нагрузкам. Необходимо сказать, что из-за отсутствия гарантии сцепления на рынке не предлагается металлический фасонный профиль, покрытый металлической фольгой.
Поэтому настоящее изобретение направлено на устранение предубеждения специалиста в данной области путем предложения сложного фасонного профиля, состоящего из металлического фасонного профиля, покрытого металлической фольгой, при превосходном сцеплении друг с другом.
Изобретение также относится к имеющему преимущества способу производства такого фасонного профиля, покрытого металлической фольгой.
Непрерывное производство такого фасонного профиля, покрытого листовым металлом, подразумевает, что на каждом конце фасонного профиля необходимо обеспечить четкий срез.
Резка сдвигом, обычно применяемая для фасонного профиля с покрытием пластиковой пленкой, может быть совсем не пригодна. Хотя существуют способы ручной резки, настоящее изобретение предлагает преимущества автоматизированного процесса непрерывного производства.
Решение, предлагаемое настоящим изобретением, смогло решить эту проблему, предусматривая достаточное пространство между отрезками фасонного профиля, достаточное для применения средств резки, в частности средств фрезерования.
Изобретение также направлено на разработку соответствующего устройства для осуществления этой операции резки.
В этом изобретение относится к сложному фасонному профилю, состоящему из металлического фасонного профиля, покрытого металлической фольгой, причем эта металлическая фольга имеет твердость поверхности выше, чем у фасонного профиля, и эта фольга примыкает к фасонному профилю в любой точке одной из поверхностей фольги.
Изобретение также относится к способу нанесения покрытия на отрезки фасонного профиля на производственной линии при:
- последовательной подаче один за другим отрезков фасонного профиля,
- последовательном наложении на эти отрезки фасонного профиля после предварительной формовки непрерывной полосы материала покрытия для наклеивания его на каждый отрезок фасонного профиля для покрытия необходимой поверхности или поверхностей,
отличающемуся тем, что:
- подачу отрезков фасонного профиля одного за другим осуществляют с некоторым расстоянием между ними,
- после сцепления детектируются передний и задний концы соответственно двух последовательных отрезков фасонного профиля,
- на этих двух концах, переднем и заднем соответственно, выполняют две различные операции резки с учетом расстояния между отрезками фасонного профиля.
Согласно одному признаку изобретения для упомянутой непрерывной полосы выбрана металлическая фольга.
Согласно еще одному признаку изобретения для металлической фольги выбрана нержавеющая сталь.
Изобретение также относится к устройству для осуществления этого способа, причем устройство содержит средство детектирования, способное детектировать первый задний и/или второй передний конец каждого отрезка фасонного профиля, и двойное средство резки.
Другие признаки и преимущества изобретения станут понятны из последующего подробного описания неограничительных вариантов его осуществления со ссылками на прилагаемые чертежи, на которых:
- Фиг.1 схематически показывает логическую схему способа согласно изобретению;
- Фиг.2 схематически показывает частичное изображение вертикальной проекции устройства для осуществления способа согласно изобретению.
Изобретение относится к сложному фасонному профилю 1, состоящему из отрезка фасонного профиля 2, предпочтительно из металлического сплава и, в частности, из алюминиевого сплава, покрытого металлической фольгой 3, в частности для окончательной отделки здания.
Как инновационный признак металлическая фольга 3 имеет твердость поверхности выше, чем твердость поверхности фасонного профиля 2, который она окружает. Эту фольгу 3, которая имеет две основные поверхности, соответствующие ее большим сторонам, прикрепляют к фасонному профилю 2 так, чтобы обеспечить сцепление одной из этих двух поверхностей с фасонным профилем в любой точке.
Изобретение относится к способу производства такого фасонного профиля 1, покрытого металлической фольгой. Согласно этому способу:
- предварительно разрезанные отрезки фасонного профиля 2 транспортируются последовательно один за другим под воздействием средства транспортировки,
- на эти отрезки фасонного профиля 2 последовательно наносят после предварительного формирования 200 под воздействием формующего средства непрерывную полосу 5 материала покрытия для приклеивания ее на каждый отрезок фасонного профиля 2, чтобы нанести ее на одну или две стороны фасонного профиля, по меньшей мере на часть его периферии под воздействием средства нанесения.
Согласно существенному признаку изобретения транспортировка 400 этих отрезков фасонного профиля 2 осуществляется с созданием 500 некоторого расстояния между ними.
Это расстояние выбирают достаточным для применения средства резки, в частности путем фрезерования. И это расстояние регулируют на уровне транспортировки фасонного профиля, в предпочтительном случае фрезерования дисковыми фрезами до значения, равного по меньшей мере сумме толщин используемых дисковых фрез.
Предпочтительно нанесение покрытия включает формирование непрерывной полосы 5 вокруг отрезка фасонного профиля 2 и относится к нанесению покрытия на несколько поверхностей отрезка фасонного профиля 2.
Применение металлической фольги трудное на уровне цикла нанесения покрытия, в частности на этапе регулировки. Обычные способы покрытия фасонного профиля пластиковой фольгой позволяют легко прерывать работу во время регулировки или производства, если замечены опасности, такие как дефекты на фасонном профиле и др. Тогда можно легко отрезать фольгу, используемую для покрытия, при любой остановке или просто заменить рулон. Очевидно, что такие действия будут полностью другими в случае металлической фольги.
В рамках изобретения предусмотрена установка в систему подачи металлической фольги для покрытия подвижного средства для резки фольги 3 перед приклеиванием, которое выполнено способным осуществлять разрез перпендикулярно направлению его хода и синхронно с последним устройство резки, чтобы можно было разрезать фольгу перед операцией приклеивания.
Предпочтительно, подвижная каретка, например на шаровых ползунах, позволяет следовать в направлении хода фольги. На этой подвижной каретке косой ползун, в частности перпендикулярный этому направлению хода, позволяет перемещать режущий орган в направлений фольги. Предпочтительно, этот режущий орган может иметь форму ножа, в частности с треугольным концом. Пластина, служащая в качестве встречного лезвия, также может быть размещена в продлении плоскости резки на другой стороне фольги. Предпочтительно, подвижная каретка также содержит набор челюстей, позволяющих захватывать фольгу для того, чтобы обеспечивать синхронизацию режущего движения с ходом фольги.
Покрытие металлического фасонного профиля 2 непрерывной полосой 5, состоящей согласно изобретению из металлической фольги 3, в частности из нержавеющей стали, ставит новые проблемы по сравнению с покрытием фасонного профиля любой фольгой.
Основной проблемой является разделение отрезков фасонного профиля с покрытием.
Обычные способы разделения фасонного профиля, покрытого пластиковой фольгой и т.п., а также резка на весу или резка ножом и встречным лезвием абсолютно не подходят. С одной стороны, толщина и прочность на срез металлической фольги 3 требуют применения конкретных средств резки, применяемых для обработки металлов, особенно в предпочтительном случае использования фольги из нержавеющей стали. С другой стороны, относительное позиционирование по отношению к непрерывной полосе 5 последовательных отрезков фасонного профиля 2 после сцепления не является однообразным из-за возможности относительного проскальзывания между отрезками фасонного профиля 2 и непрерывной полосы 5 перед полной остановкой. Два последовательных отрезка 2А, 2В фасонного профиля обычно разделены переменным расстоянием, которое может составлять от нескольких миллиметров до нескольких десятков миллиметров.
Разработка операций резки, таким образом, требует применения конкретного способа и конкретного средства.
Таким образом, необходимо переходить к резке на уровне каждого конца каждого отрезка фасонного профиля 2, первого нижнего конца 6 и второго верхнего конца 7, чтобы отделить покрытый отрезок 1 от непрерывной полосы 5.
Таким образом, резка фасонного профиля должна осуществляться автоматизированно при непрерывном движении по производственной линии 4 без прерывания работы этой линии 4 после завершения нанесения покрытия и наложения 600 непрерывной полосы 5 на отрезки фасонного профиля 2 и полного сцепления.
Для решения этой новой проблемы в изобретении применены 800 средства резки 10, которые относятся к типу двойных режущих средств, рассчитанных на резку на весу.
Эти режущие средства 10 включают в себя средства детектирования, состоящие из нижнего по ходу 8 и верхнего по ходу 9 средств детектирования, которые способны детектировать нижний по ходу конец 6 и/или верхний по ходу конец 7 каждого отрезка фасонного профиля 2. В предпочтительном случае, который показан на Фиг.2, нижнее по ходу средство детектирования 8 и верхнее по ходу средство детектирования 9 детектируют нижний по ходу конец 6А и верхний по ходу конец 7В соответственно, двух последовательных отрезков 2А, 2В. Эти средства детектирования позволяют переходить на этих двух концах к двум различным операциям резки, с учетом расстояния между упомянутыми отрезками 2А и 2В фасонного профиля.
Нижнее по ходу 8 и верхнее по ходу 9 средства детектирования передают в реальном времени данные о положении концов 6А и 7В средству 15 контроля и управления 15. Последнее контролирует перемещение по меньшей мере двух режущих инструментов, нижнего по ходу 11 и верхнего по ходу 12, которые движутся в продольном направлении D хода отрезков фасонного профиля 2 и в отношении друг друга, чтобы синхронизировать каждый из них с соответствующим отрезком 2А, 2В фасонного профиля при каждой операции резки.
В предпочтительном варианте средства детектирования 8, 9 состоят из фотоэлементов и т.п. и автоматического программируемого средства 15 контроля и управления и т.п. Нижний по ходу 11 и верхний по ходу 12 режущие инструменты могут быть выполнены подвижными по меньшей мере в одном направлении резки С, предпочтительно перпендикулярном направлению смещения фасонного профиля, или также включать в себя режущие органы, имеющие такую возможность перемещения.
Вкратце, средство 15 контроля и управления выполнено так, чтобы контролировать перемещения различных инструментов 11, 12 и подвижных режущих органов в различных направлениях D, С. Оно управляет продольным расстоянием между подвижными режущими инструментами 11, 12 согласно фактическому расстоянию между последовательными отрезками 2А, 2В фасонного профиля, определяемому средствами детектирования 8, 9.
Предпочтительно, но не ограничительно, эти средства резки сгруппированы на одном режущем устройстве.
Это режущее устройство в таком случае выполнено подвижным под действием средства 18 моторизации, управляемого средством 15 контроля и управления, параллельно продольному направлению D и предпочтительно состоит из каретки 16, работающей совместно со средством 17 наведения в этом направлении. Оно таким образом выполнено способным следовать за каждым отрезком фасонного профиля при его ходе в направлении выхода с производственной линии, а также возвращаться для следования за следующим отрезком фасонного профиля.
В предпочтительном варианте осуществления, показанном на Фиг.2, каждый подвижный режущий инструмент 11, 12 имеет средство для приведения в движение, такое как электродвигатель и т.п., режущий орган 20, например дисковую фрезу.
Средство 15 контроля и управления устанавливает нижний по ходу режущий инструмент 11 так, чтобы его режущий орган 20 совпадал с нижним по ходу концом 6А первого отрезка фасонного профиля 2А для того, чтобы позволить выполнить фрезерование непрерывной полосы 5 металлической фольги 3 в месте нахождения этого конца 6А.
Нижнее по ходу прижимное средство 13, неотделимое в продольном перемещении от упомянутого подвижного режущего инструмента 11, приводится в действие для того, чтобы удерживать этот отрезок 2А фасонного профиля во время операции резки.
Предпочтительно одновременно средство 15 контроля и управления располагает продольно верхний по ходу подвижный режущий инструмент 12 так, чтобы его режущий орган 20 совпадал с верхним по ходу концом 7В отрезка 2В фасонного профиля, примыкающим в направлении вверх по ходу к первому отрезку 2А фасонного профиля, который расположен больше всего вниз по ходу.
Подобно этому, верхнее по ходу прижимное средство 14, неотделимое в продольном перемещении от верхнего по ходу подвижного режущего инструмента 12, приводится в действие для того, чтобы удерживать отрезок 2В фасонного профиля во время операции резки.
После завершения двух разрезов нижнее по ходу прижимное средство 13 освобождает расположенный больше всего вниз по ходу отрезок 2А фасонного профиля, чтобы позволить транспортировать его на участок выхода с линии, а именно к посту проверки и упаковки, причем последние операции предпочтительно осуществляют непрерывно.
После полного освобождения нижнего по ходу 13 и верхнего по ходу 14 зажимных средств средство 15 контроля и управления сообщает движение нижнему по ходу 11 и верхнему по ходу 12 подвижным режущим инструментам или каретке 16, на которой они установлены, чтобы перемещать их в направлении, противоположном направлению фасонного профиля, для перевода режущего средства 10 обратно в положение более вверх по ходу и подготовки его к новой операции резки.
Очевидно, что можно индивидуализировать перемещения каждого нижнего по ходу 11 или верхнего по ходу 12 подвижного режущего инструмента в направлении резки С и в продольном направлении D. Чтобы упростить контроль и управление, эти движения предпочтительно связаны друг с другом, когда это возможно. В варианте осуществления на Фиг.2 перемещения двух нижнего по ходу 11 или верхнего по ходу 12 подвижных режущих инструментов в направлении резки С объединены, что позволяет сократить количество компонентов.
Для очистки производственной линии каждый подвижный режущий инструмент 11, 12 предпочтительно заключен в кожух 19, выполненный способным соединяться со средством для отсасывания паров, пыли и стружки, даже кусков фольги при операциях резки. Очевидно, что в варианте осуществления, в котором два подвижных режущих инструмента 11, 12 установлены на одной каретке 16, последняя предпочтительно включает в себя такой единый кожух 19, который выполнен неразъемно с ней.
Эта конструкция позволяет обеспечить компактную и достаточно короткую производственную линию 4, поскольку она позволяет во время хода отрезки фасонного профиля 2 быстро возвратиться от первого, нижнего по ходу, конца 6, который отрезается, в положение режущего средства 10 вверх по ходу для двойной резки верхнего по ходу конца 7 и нижнего по ходу конца следующего отрезка фасонного профиля. Кроме того, преимущество заключается в том, что можно получать на одной производственной линии отрезки фасонного профиля 2 различной длины.
Также можно конечно предусмотреть, не отходя от сути настоящего изобретения, использование устройства для управления подвижными режущими инструментами, чтобы одновременно осуществлять резку на нижнем по ходу конце и верхнем по ходу конце одного отрезка фасонного профиля. В этом случае после сцепления полосы 5 с отрезком фасонного профиля 2 нижний по ходу 6А и верхний по ходу 7А концы одного отрезка 2А фасонного профиля детектируются и затем осуществляются две различные операции резки на этих концах 6А и 7А с учетом расстояния между ними и положения отрезка 2А фасонного профиля.
В заключение после резки 900, с одной стороны, вниз по ходу выполняется удаление 920 каждого законченного и отрезанного отрезка 1 сложного фасонного профиля и, с другой стороны, удаление 910 отходов непрерывной полосы 5 и отходов, образующихся при резке. Удаление законченных отрезков 1 фасонного профиля может быть выполнено в нескольких направлениях, например в направлении D, как показано на Фиг.2, или в поперечном направлении или иначе.
Необходимо сказать, что режущие средства 10 выполняют несколько задач, что позволяет легко преобразовать их для другого использования, например для непрерывной резки продукта, получаемого путем протяжки, с использованием только одного из подвижных режущих инструментов 11, 12.
Режущее средство 10 согласно изобретению предпочтительно выполнено съемным и в таком случае содержит средство детектирования и фиксации по отношению к определенной точке на станке, чтобы позволить применять линию для нанесения покрытия на фасонный профиль в других целях, а также переносить такие режущие средства 10 на другие линии для нанесения покрытий в зависимости от выпускаемой продукции.
Кроме этой основной проблемы резки на концах отрезков фасонного профиля существуют другие проблемы, присущие нанесению металлической фольги 3 в форме непрерывной полосы 5 покрытия.
Согласно одному признаку изобретения фольгу из нержавеющей стали подвергают обработке перед ее использованием на производственной линии для снижения остаточных напряжений нержавеющей стали.
Для сцепления особенно важна подготовка поверхности опор. Механическая и/или химическая подготовка 100 обычно необходима для получения покрытого фасонного профиля желательного качества.
Механическая подготовка может быть проведена, в частности, путем непрерывного абразивного воздействия и/или чистки щеткой фольги и/или фасонного профиля на одной из поверхностей.
Химическая подготовка может заключаться в обработке для открытия поверхностных пор материала.
Фасонному профилю, на который наносят покрытие, и способу его получения, в частности вытяжке, присущи определенные проблемы. Одной из них является присутствие графита в порах алюминиевого фасонного профиля, который создает значительную проблему при приклеивании, если перед этой операцией не была проведена соответствующая подготовка с удалением графита.
Подготовка может включать в себя нанесение грунта.
Она также может включать тепловую обработку для испарения растворителей после нанесения грунта, если таковой используется.
Как можно видеть на логической схеме на Фиг.1, такие способы обработки 100 могут выполняться на разных этапах способа в зависимости от их типа.
Для предварительной формовки 200 непрерывной ленты 5 средство для формования непрерывной полосы вокруг фасонного профиля, а также средство для наложения непрерывной ленты 5 на отрезок фасонного профиля 2 традиционно состоят из цилиндров, валков, плоских стержней и различных устройств предварительной формовки. Из-за высокой прочности формуемого материала может потребоваться выбрать конкретные размеры и использовать средства давления, такие как домкраты или пружинные восстанавливающие средства, такие как пружины.
Обычно трудно определять размеры фасонного профиля из-за его формы. Поэтому предпочтительно определять размеры непрерывной ленты. Для определения размеров 300 и приклеивания непрерывной полосы к фасонному профилю предпочтительно использовать средства нанесения клея. Последние состоят, в частности, из валиков или трубок с губками или пистолетов с контролируемым расходом.
Средство нанесения 600 удерживает непрерывную полосу 5 и фасонный профиль вместе при их сцеплении друг с другом. В одном предпочтительном варианте осуществления параллельно профилю или вниз по ходу от него добавлены финишные или сушильные средства 700, которые могут содержать калибровочные или опорные стержни, средства ускорения сцепления, например нагревательные или охлаждающие элементы, средства для нанесения защитной пленки, средства для нанесения этикеток и т.п.
Согласно одному признаку изобретения используемая фольга имеет толщину от 50 до 200 мкм включительно.
Предпочтительно, но без ограничения, материал отрезков фасонного профиля выбирают из алюминиевого, медного и/или цинкового сплава.
Описанный здесь способ особенно подходит для нанесения покрытия на неметаллический фасонный профиль. В конкретном применении покрытие наносили на фасонный профиль, изготовленный из пластика, предпочтительно ПВХ, покрывая его фольгой из алюминиевого сплава, имеющей толщину от 50 до 300 мкм, предпочтительно от 80 до 200 мкм, а именно 150 мкм.

Изобретение относится к сложному профилю (1), состоящему из металлического профиля (2), покрытого металлической фольгой (3), и способу нанесения покрытия с помощью металлической фольги на производственной линии (4). Способ включает транспортировку последовательно один за другим предварительно разрезанных отрезков фасонного профиля (2), изготовленных из пластика или металла, покрытие каждого отрезка фасонного профиля (2) металлической фольгой (3) для обеспечения сцепления упомянутой фольги (3) с упомянутым фасонным профилем (2) в любой точке одной из поверхностей металлической фольги, детектирование первого, нижнего по ходу, конца (6) и/или второго, верхнего по ходу, конца (7) каждого отрезка фасонного профиля (2) и резку на уровне каждого конца каждого отрезка фасонного профиля. Указанную металлическую фольгу (3) выбирают так, чтобы ее твердость поверхности была больше твердости поверхности упомянутого фасонного профиля (2). Получается фасонный профиль, покрытый металлической фольгой и обладающий превосходным сцеплением с ней. 2 н. и 19 з.п. ф-лы, 2 ил.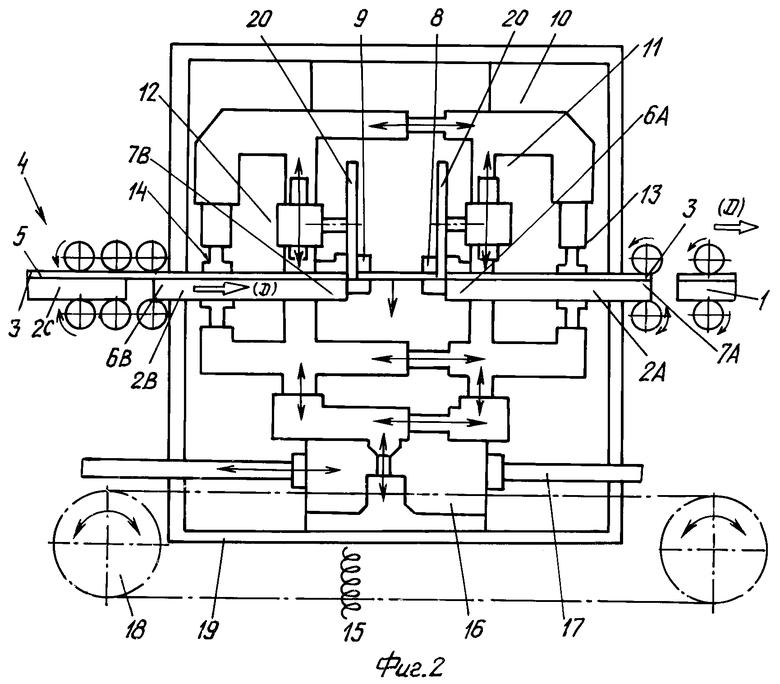
1. Способ нанесения покрытия с помощью металлической фольги на отрезки фасонного профиля (2), изготовленные из пластика или металла, на производственной линии (4), содержащий транспортировку последовательно один за другим предварительно разрезанных отрезков фасонного профиля (2), покрытие каждого отрезка фасонного профиля (2) металлической фольгой (3) для обеспечения сцепления упомянутой фольги (3) с упомянутым фасонным профилем (2) в любой точке одной из поверхностей металлической фольги, детектирование первого, нижнего по ходу, конца (6) и/или второго, верхнего по ходу, конца (7) каждого отрезка фасонного профиля (2) и резку на уровне каждого конца каждого отрезка фасонного профиля, где указанную металлическую фольгу (3) выбирают так, чтобы ее твердость поверхности была больше твердости поверхности упомянутого фасонного профиля (2).
2. Способ по п.1, отличающийся тем, что для упомянутого фасонного профиля (2) выбран металлический сплав, в частности алюминиевый сплав.
3. Способ по п.1, отличающийся тем, что упомянутый фасонный профиль (2) изготовлен из пластика, предпочтительно ПВХ, и его покрытием является фольга (3) из алюминиевого сплава толщиной от 50 до 300 мкм.
4. Способ по п.1, отличающийся тем, что перед покрытием каждого отрезка фасонного профиля (2) металлической фольгой проводят предварительное формование каждого отрезка фасонного профиля, при этом используют металлическую фольгу в виде непрерывной полосы для приклеивания на поверхность или поверхности каждого отрезка фасонного профиля, причем после сцепления детектируют верхний по ходу (6А) и нижний по ходу (7В) концы соответственно двух последовательных отрезков фасонного профиля (2А, 2В), а резку на нижнем по ходу (6А) и верхнем по ходу (7В) концах соответственно выполняют путем различных операций резки с учетом расстояния между упомянутыми отрезками фасонного профиля (2А, 2В).
5. Способ по п.1, отличающийся тем, что перед покрытием каждого отрезка фасонного профиля (2) металлической фольгой проводят предварительное формование каждого отрезка фасонного профиля, при этом используют металлическую фольгу в виде непрерывной полосы для приклеивания на поверхность или поверхности каждого отрезка фасонного профиля, причем после сцепления детектируют верхний по ходу (6А) и нижний по ходу (7В) концы соответственно двух последовательных отрезков фасонного профиля (2А, 2В), а резку на нижнем по ходу (6А) и верхнем по ходу (7В) концах соответственно выполняют путем различных операций резки с учетом расстояния между упомянутыми концами (6А, 7А) и положением упомянутого отрезка (2А).
6. Способ по п.4 или 5, отличающийся тем, что во время нанесения покрытия осуществляют формование упомянутой непрерывной ленты (5) металлической фольги (5) вокруг упомянутого отрезка фасонного профиля (2) и упомянутое покрытие наносят на несколько поверхностей упомянутого отрезка фасонного профиля (2), на который необходимо нанести покрытие.
7. Способ по п.4 или 5, отличающийся тем, что выполняют две различные операции резки с использованием дисковых фрез на расстоянии между упомянутыми отрезками фасонного профиля (2А, 2В), по меньшей мере равном сумме толщин используемых дисковых фрез.
8. Способ по п.4 или 5, отличающийся тем, что в качестве упомянутой непрерывной полосы (5) выбрана фольга из нержавеющей стали, имеющая толщину от 50 до 200 мкм включительно.
9. Производственная линия для нанесения покрытия на отрезки фасонного профиля (2), изготовленные из пластика или металла, способом по любому из пп.1-8, характеризующаяся тем, что линия содержит нижнее по ходу (8) и верхнее по ходу (9) средства детектирования, способные детектировать первый, нижний по ходу, конец (6) и/или второй, верхний по ходу, конец (7) каждого отрезка фасонного профиля (2) после сцепления упомянутой непрерывной полосы (5) с последним отрезком фасонного профиля, и содержит подвижные режущие средства (10) для двойного разрезания в продольном направлении (D) хода отрезков фасонного профиля (2).
10. Производственная линия по п.9, отличающаяся тем, что упомянутые режущие средства (10) содержат по меньшей мере два подвижных режущих инструмента (11, 12), не зависящих друг от друга в упомянутом продольном направлении (D) хода отрезков фасонного профиля (2), и каждый из них выполнен способным осуществлять резку отрезка фасонного профиля в направлении резки (С), в частности, перпендикулярном предшествующему направлению.
11. Производственная линия по п.9 или 10, отличающаяся тем, что упомянутые режущие средства (10) контролируются средством (15) контроля и управления в зависимости от детектирования положения, осуществленного упомянутыми средствами детектирования вверх по ходу (9) и вниз по ходу (8).
12. Производственная линия по п.9 или 10, отличающаяся тем, что режущие средства (10), каретка (16), работающая совместно со средством наведения (17) в продольном направлении (D), и средство моторизации (18) образуют собой режущее устройство, при этом средство моторизации выполнено с возможностью движения режущего устройства в направлении, параллельном упомянутому продольному направлению (D).
13. Производственная линия по п.9 или 10, отличающаяся тем, что она содержит подвижные средства для резки упомянутой фольги (3) перед ее приклеиванием, выполненные способными осуществлять резку перпендикулярно направлению хода полосы в виде фольги и синхронно с режущим устройством, чтобы быть способным резать фольгу перед операцией определения размеров.
14. Производственная линия по п.9 или 10, отличающаяся тем, что упомянутые режущие средства (10) содержат средства (13, 14) для зажимания отрезков фасонного профиля (2) во время операции резки.
15. Производственная линия по п.14, отличающаяся тем, что режущие средства (10), каретка (16), работающая совместно со средством наведения (17) в продольном направлении (D), и средство моторизации (18) образуют собой режущее устройство, при этом средство моторизации выполнено с возможностью движения режущего устройства в направлении, параллельном упомянутому продольному направлению (D).
16. Производственная линия по п.14, отличающаяся тем, что она содержит подвижные средства для резки упомянутой фольги (3) перед ее приклеиванием, выполненные способными осуществлять резку перпендикулярно направлению хода полосы в виде фольги и синхронно с режущим устройством, чтобы быть способным резать фольгу перед операцией определения размеров.
17. Производственная линия по п.14, отличающаяся тем, что упомянутые режущие средства (10) контролируются средством (15) контроля и управления в зависимости от детектирования положения, осуществляемого упомянутыми средствами вверх по ходу (9) и вниз по ходу (8).
18. Производственная линия по п.17, отличающаяся тем, что она содержит подвижные средства для резки упомянутой фольги (3) перед ее приклеиванием, выполненные способными осуществлять резку перпендикулярно направлению хода полосы в виде фольги и синхронно с режущим устройством, чтобы быть способным резать фольгу перед операцией определения размеров.
19. Производственная линия по п.18, отличающаяся тем, что режущие средства (10), каретка (16), работающая совместно со средством наведения (17) в продольном направлении (D), и средство моторизации (18) образуют собой режущее устройство, при этом средство моторизации выполнено с возможностью движения режущего устройства в направлении, параллельном упомянутому продольному направлению (D).
20. Производственная линия по п.19, отличающаяся тем, что она содержит подвижные средства для резки упомянутой фольги (3) перед ее приклеиванием, выполненные способными осуществлять резку перпендикулярно направлению хода полосы в виде фольги и синхронно с режущим устройством, чтобы быть способным резать фольгу перед операцией определения размеров.
21. Производственная линия по п.20, отличающаяся тем, что упомянутое подвижное средство для резки фольги содержит каретку, способную перемещаться в направлении хода фольги, и косой ползун, в частности, перпендикулярный этому направлению хода, который позволяет перемещать режущий орган, в частности нож с треугольным концом, в направлении хода фольги, причем подвижная каретка имеет набор захватов, позволяющих захватывать фольгу для обеспечения синхронизации движения режущего органа с ходом фольги.
| Способ изготовления анализаторов рентгеновского спектра | 1977 |
|
SU699571A1 |
| ГНУТЫЙ ПРОФИЛЬ | 1998 |
|
RU2147954C1 |
| МАСЛЯНЫЙ ФИЛЬТР ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1992 |
|
RU2037626C1 |
| US 2005003116 A1, 06.01.2005 | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| EP 0220646 A2, 06.05.1987. | |||

