Изобретение относится к области машиностроения, в частности к способам механической обработки сложных поверхностей, и может быть использовано для обработки изделий с криволинейными поверхностями по программе или по жесткой кинематической связи системы СПИД станка, при этом в качестве механической обработки может быть применено фрезерование, точение, шлифование и т.д.
Известен способ механической обработки изделий сложной пространственной формы, включающий перемещение обрабатываемой детали относительно инструмента, при этом обрабатываемую деталь вращают вокруг своей оси и линейно перемещают относительно вертикальной и горизонтальной осей инструмента (патент ЕР 0325495, по кл. В24В 19/14 от 27.06.1989 г.).
Недостатками описанного способа являются низкая точность обработки из-за наличия упругих отжатий сложных поверхностей детали и инструмента во время обработки и высокая шероховатость обработанной сложной поверхности детали, что заставляет проводить дополнительно отделочные операции при высоких требованиях к качеству обработанной поверхности.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является способ шлифования сложных поверхностей, при котором исполнительному органу станка с инструментом задают перемещение по программе эквидистантно профилю готовой детали, а инструменту сообщают дополнительное перемещение относительно исполнительного органа станка, обеспечивая при этом упругое поджатие инструмента к детали в плоскости подачи его на врезание, а при достижении заданного профиля дополнительное перемещение ограничивают. Упругое поджатие инструмента к детали регулируют в процессе обработки пропорционально площади контакта инструмента с поверхностью детали (патент РФ №1378228, МПК В24В 51/00, опубл. 1995 г.).
Недостатками описанного способа являются низкая точность обработки, в частности шлифования, сложных поверхностей деталей из-за наличия больших упругих отжатий инструмента и сложных поверхностей деталей во время обработки, высокая шероховатость обработанных сложных поверхностей деталей.
Предлагаемое изобретение решает задачу повышения точности обработки и снижения шероховатости обработанных сложных поверхностей детали.
Для достижения указанного технического результата в способе механической обработки сложных поверхностей, при котором исполнительному органу станка с инструментом задают перемещение по программе эквидистантно профилю готовой детали при дополнительном перемещении инструмента, инструменту сообщают дополнительное перемещение относительно детали по программе в виде полувозвратно-поступательного прерывистого движения по схеме единица подачи вперед - половина единицы подачи назад.
«Единица подачи» характеризуется как выражение величины пути, пройденного инструментом в одну сторону (см. «Справочник по технологии резания металлов», книга 1-я, ред. Г.Шпур, М.: Машиностроение, 1985, с.39, 43).
При этом повышение точности механической обработки сложных поверхностей деталей вследствие уменьшения величин упругих отжатий обрабатываемых сложных поверхностей и инструмента во время обработки и снижение шероховатости обработанных сложных поверхностей деталей обеспечивается тем, что инструменту сообщают дополнительное перемещение относительно детали по программе в виде полувозвратно-поступательного прерывистого движения по схеме единица подачи вперед - половина единицы подачи назад.
Предлагаемое изобретение поясняется чертежом, на котором изображено устройство для реализации способа механической обработки сложных поверхностей.
Устройство для механической обработки сложных поверхностей содержит исполнительный орган станка 1 и инструмент 2 для механической обработки детали 3.
Предлагаемый способ механической обработки сложных поверхностей осуществляется следующим образом.
В процессе механической обработки сложной поверхности детали 3 исполнительный орган станка 1 с инструментом 2 перемещают по программе эквидистантно профилю готовой детали 3 при дополнительном перемещении инструмента 2. Инструменту 2 сообщают дополнительное перемещение относительно детали 3 по программе в виде полувозвратно-поступательного прерывистого движения по схеме единица подачи вперед - половина единицы подачи назад.
При такой организации подачи инструментом 2 при перемещении на подаче вперед обрабатывают сложную поверхность детали 3 со значительным упругим отжатием сложной поверхности детали 3 и инструмента 2 и формируют на обработанной поверхности детали 3 значительной величины периодические гребни микронеровностей, образующих шероховатость. При перемещении на подаче в обратном направлении с половинным шагом режущий клин инструмента 2 оказывается в противофазе периодическим волнам микронеровностей и срезает верхушку периодической волны микронеровности, формируя обработанную сложную поверхность высокой чистоты. Одновременно с перемещением инструмента 2 назад исчезают упругие отжатия инструмента 2 и сложной поверхности детали 3 за счет резкого падения сил резания вследствие уменьшения глубины резания. При перемещении инструмента 2 назад, а затем и вперед, резание происходит с много меньшей глубиной, а значит, и с меньшей силой и упругим отжатием детали 3 и инструмента 2. Это формирует точно и чисто обработанную сложную поверхность детали 3.
Предлагаемый способ возможно реализовать, например, на токарном станке с ЧПУ, когда траекторией подачи резца 2 управляет программа с покадровой отработкой, резец 2 получает от станка полувозвратно-поступательное движение, а обрабатываемая деталь 3 установлена в патроне станка. Дополнительное перемещение инструмента 2 сообщают по сложной траектории управляемой программой согласно требуемой формы сложной поверхности детали 3 по схеме единица подачи вперед - половина единицы подачи назад.
Таким образом, использование предлагаемого способа механической обработки сложных поверхностей позволяет повысить точность обработки, снизить шероховатость обработанных сложных поверхностей детали, а также дает возможность не применять сложную и неточную компенсацию упругих отжатий детали и инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Способ совмещенной обработки поверхностей резанием и поверхностным пластическим деформированием | 1986 |
|
SU1459901A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК НА СТАНКАХ С ЧПУ | 2013 |
|
RU2544713C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
RU1378228C |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 2014 |
|
RU2592337C2 |
| Устройство для программного управления обработкой тонкостенных цилиндрических деталей | 1981 |
|
SU952443A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
Способ заключается в том, что исполнительному органу станка с инструментом задают перемещение по программе эквидистантно профилю готовой детали при дополнительном перемещении инструмента. Для повышения точности обработки и снижения шероховатости обработанной поверхности дополнительное перемещение инструменту относительно детали сообщают по программе в виде полувозвратно-поступательного прерывистого движения по схеме единица подачи вперед - половина единицы подачи назад. 1 ил.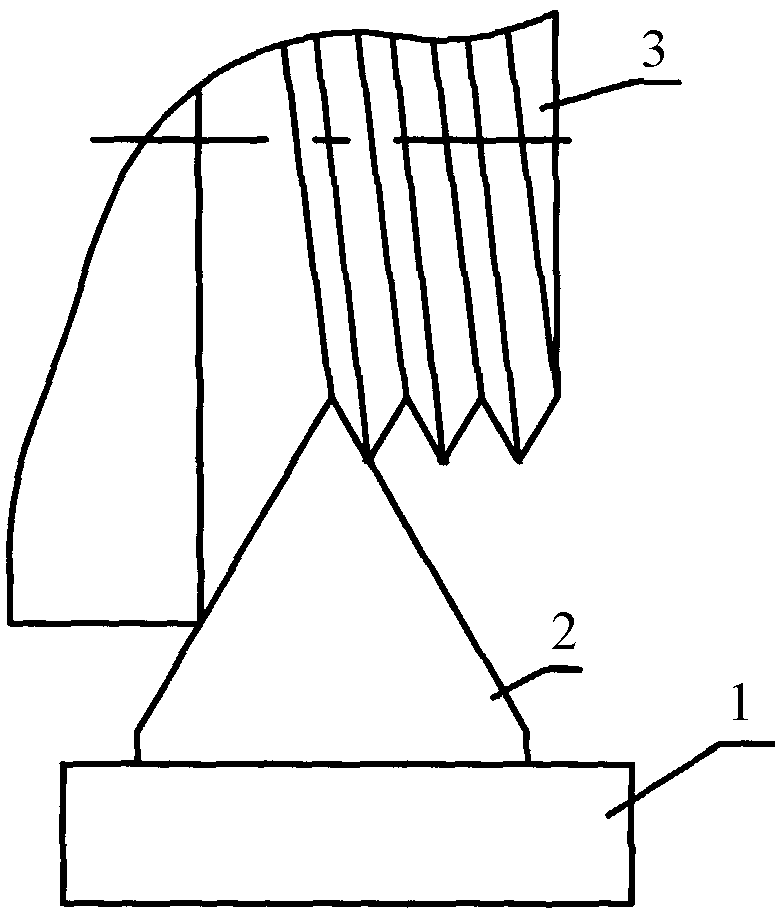
Способ механической обработки сложных поверхностей, при котором исполнительному органу станка с инструментом задают перемещение по программе эквидистантно профилю готовой детали при дополнительном перемещении инструмента, отличающийся тем, что дополнительное перемещение инструменту относительно детали сообщают по программе в виде полувозвратно-поступательного прерывистого движения по схеме единица подачи вперед - половина единицы подачи назад.
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
RU1378228C |
| СПОСОБ ДРОБЛЕНИЯ СТРУЖКИ | 0 |
|
SU278354A1 |
| Способ обработки материалов резанием | 1982 |
|
SU1088887A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023537C1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

