Группа изобретений относится к декоративному искусству и может быть использована для изготовления ювелирных изделий и бижутерии, в том числе учитывающих пожелания заказчика.
Известен способ изготовления вставок к ювелирным изделиям из искусственной породы (RU 2320492 С1, 27.03.2008). Заготовку вставки - искусственный камень - изготавливают из цемента, измельченного ракушечника (карбоната кальция), воды и дополнительно из отходов обработки коралла. Полученную влажную смесь укладывают в металлическую (из нержавеющей стали) форму, предварительно смазанную вазелином, уплотняют и оставляют на 1 сутки. После этого отвержденную заготовку извлекают из формы и выдерживают в помещении при комнатной температуре 1 месяц. Затем заготовку распиливают на части, обтачивают, шлифуют, полируют, придавая ей вид вставок в будущее ювелирное изделие.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относятся технологическая сложность и длительность изготовления вставки.
Известен способ изготовления вставок к ювелирным изделиям из искусственной породы (RU 2320493 С1, 27.03.2008) При изготовлении заготовки вставки в раствор цемента с песком на основе карбоната кальция добавляют отходы обработки слоновой и/или моржовой кости, обработанные хлорной известью.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, также относятся длительность изготовления вставки и экологическая небезопасность изделия.
При изготовлении известных вставок в бетонную смесь, предназначенную для изготовления вставок к ювелирным изделиям, могут быть добавлены также пигменты (JP 3261650 (А), 1991-11-21); отходы обработки гематита, и/или лазурита, и/или малахита, и/или авантюрина, и/или чароита, и/или яшмы, и/или змеевика, и/или оникса (RU 2301208 С1, 20.06.2007); отходы обработки бирюзы, отходы обработки сплавов на основе меди и/или золота (RU 2323183 С1, 27.04.2008); отходы обработки янтаря и/или гагата (RU 2334714 С1, 27.09.2008); отходы обработки горного хрусталя, и/или цитрина, и/или аметиста, и/или розового кварца (RU 2354270 С1, 10.05.2009); изумрудную зелень и отходы обработки амазонита фракций 1-2 мм и 3-5 мм (RU 2367631 С1, 20.09.2009); отходы перламутра (RU 2382006 С1, 20.02.2010).
Эстетические свойства декоративных элементов известных вставок к ювелирным изделиям из искусственных камней определяются и ограничиваются материалами, из которых вставки изготовлены.
Известен способ изготовления вставок к ювелирным изделиям из сырьевой смеси (RU 2334717 С1, 27.09.2008). Заготовку искусственного камня изготавливают из молотой негашеной извести и зерен из отходов обработки горного хрусталя, и/или аметиста, и/или раухтопаза, и/или мориона, и/или цитрина. Из полученной смеси под давлением 15-20 МПа формуют заготовки вставок в оправы ювелирных изделий, которые затем подвергают автоклавной обработке в атмосфере насыщенного пара при давлении 0,9 МПа и температуре 175°C в течение 8-14 ч. Заготовки обтачивают (при необходимости распиливают на части), шлифуют, полируют, придавая им вид вставок в будущее ювелирное изделие.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, также относятся технологическая сложность, длительность изготовления вставки и экологическая небезопасность изделия.
Известен способ изготовления вставок к ювелирным изделиям из сырьевой смеси (RU 2336005 C1, 20.10.2008), содержащей молотое силикатное стекло и зерна из отходов обработки самоцветов: рубина, и/или сапфира, и/или изумруда, и/или александрита, и/или благородной шпинели, и/или эвклаза, и/или топаза, и/или аквамарина, и/или гелиодора, и/или граната, и/или аметиста, и/или гиацинта, и/или кордиерита, и/или турмалина, и/или горного хрусталя, и/или дымчатого кварца, и/или хризопраза, и/или сердолика.
Смесь помещают в металлические формы (предварительно обмазанные изнутри каолином), уплотняют и подвергают спеканию при температуре 700-1150°C. Спеченные заготовки при необходимости распиливают на части, обтачивают, шлифуют, полируют. Полученные таким образом вставки, представляют собой спеченный стекловидный материал с включениями из зерен самоцветов.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, также относятся длительность и технологическая сложность изготовления вставки.
Известен способ изготовления вставок к ювелирным изделиям (RU 2336006 С1, 20.10.2008). Согласно известному решению природный поделочный камень покрывают слоем водоцементной пасты из высококачественного белого портландцемента с крошкой того же природного поделочного камня. Слой пасты оставляют до его отверждения. Полученную заготовку распиливают, например, пополам с последующей шлифовкой и полировкой поверхности. В результате получают вставку, в центре которой виден срез поделочного камня, у которого по краям имеется белая тонкая «оболочка» с вкраплениями.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится длительность и технологическая сложность изготовления вставки.
Известен способ изготовления бусин и вставок к ювелирным изделиям из керамической массы с крупнозернистыми отходами обработки рубина или сапфира (RU 2362753 С1, 27.07.2009). Из полученной влажной керамической массы пластическим способом формуют заготовки вставок к ювелирным изделиям, которые сушат и обжигают. Полученные полуфабрикаты шлифуют и полируют. В результате получают вставки белого цвета с декоративным элементом в виде красных и синих вкраплений.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится технологическая сложность изготовления вставки, цветовая ограниченность и недостаточная декоративность изготовленной вставки.
Известен способ изготовления вставок к ювелирным изделиям (GB 2188593 (В), 1989-11-15). Известное решение по совокупности существенных признаков является одним из наиболее близких аналогов заявляемой группе изобретений.
Согласно известному решению из влажной керамической массы формируют заготовку вставки с ее последующим отверждением отжигом. С помощью водяной струи, вырывающейся под большим давлением из сопла размером 0,05 к 2 мм, перемещение которого осуществляется по программе, заданные участки слоя лицевой поверхности вставки разрушают, вымывают и в результате наносят программируемый декоративный элемент на лицевой поверхности вставки.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится технологическая сложность нанесения декоративного элемента, цветовая ограниченность и недостаточная декоративность изготовленной вставки.
Задачей, на решение которой направлена заявляемая группа изобретений, является упрощение технологии нанесения декоративных элементов при изготовлении вставок к ювелирным изделиям и расширение их ассортимента.
Технический результат, получаемый при осуществлении заявляемой группы изобретений, заключается в упрощении технологии нанесения декоративных элементов при изготовлении вставок к ювелирным изделиям.
Указанный технический результат достигается при осуществлении заявляемой группы однообъектных изобретений, образующих единый творческий замысел и представляющих собой варианты способа изготовления вставок к ювелирным изделиям.
Указанный технический результат при осуществлении заявляемой группы изобретений достигается тем, что в первом варианте способа изготовления вставки к ювелирному изделию, включающем формирование из керамического шликера заготовки вставки в виде искусственного камня, отверждение заготовки сушкой и обжигом, нанесение на его лицевую поверхность декоративного элемента, в отличие от известного способа, на слепочной массе делают оттиск заданного рельефного изображения, на отвержденной слепочной массе с оттиском устанавливают дублировочное кольцо, задающее форму и размеры заготовки вставки, полученный оттиск рельефного изображения заливают слоем заданной толщины стоматологическим керамическим шликером, после его застывания и удаления из слепочной массы осуществляют отверждение заготовки вставки с нанесенным декоративным элементом сушкой и обжигом, затем после остывания заготовки полученное рельефное изображение декоративного элемента покрывают слоем жидкой смеси порошка прозрачной пигментированной эмалевой керамики с водой и осуществляют отверждение слоя эмалевого покрытия заключительной сушкой и обжигом.
Указанный технический результат при осуществлении заявляемой группы изобретений достигается тем, что во втором варианте способа изготовления вставки к ювелирному изделию, включающем формирование из керамического шликера заготовки вставки в виде искусственного камня, отверждение заготовки сушкой и обжигом, нанесение на его лицевую поверхность декоративного элемента, в отличие от известного способа, заготовку вставки заданной конфигурации и размера формируют из стоматологического керамического шликера, во время нахождения материала заготовки в пластическом состоянии на ее лицевую поверхность наносят декоративный элемент в виде штрихового изображения и затем осуществляют отверждение заготовки вставки сушкой и обжигом, после остывания заготовки полученное штриховое изображение декоративного элемента покрывают слоем жидкой смеси порошка прозрачной пигментированной эмалевой керамики с водой с заполнением углублений в штриховом изображении и осуществляют отверждение слоя эмалевого покрытия заключительной сушкой и обжигом.
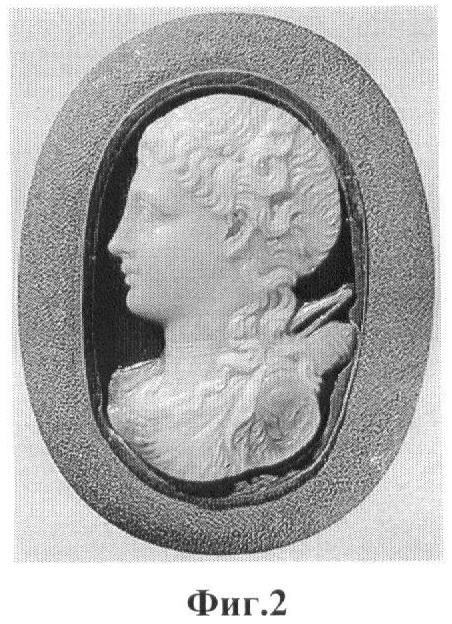
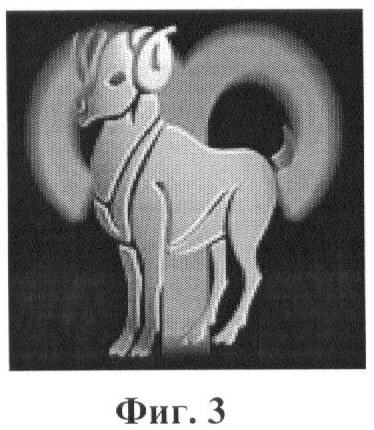
На фиг.1 показан образец инталии для копирования на декоративный элемент вставки, на фиг.2 - образец камеи для копирования на декоративный элемент вставки, на фиг.3 - образец штрихового изображения знака зодиака, на фиг.4 - образец штрихового изображения монограммы (вензеля).
Изготовление вставок к ювелирным изделиям из искусственных камней с декоративными элементами (рельефными или штриховыми изображениями) из обожженной керамики осуществляется средствами стоматологической техники - с применением материалов (ГОСТ Р 51735-2001 Керамика стоматологическая. Технические требования. Методы испытаний), оборудования и технологии, используемых в стоматологии (см., например, VITA In-Ceram® ALUMINA. Рабочая инструкция. Изготовление каркаса в шликерной технике. Дата выпуска информации: 03-06).
Вставки к ювелирному изделию в зависимости от вида декоративного элемента - рельефного или штрихового изображения - изготавливают различным образом и поясняются следующими примерами.
1. Изготовление вставки с рельефным изображением декоративного элемента в виде копии инталии.
На слепочной массе, например, из силиконового или альгинатного слепочного материала, делают оттиск, геммы, например оригинала инталии (фиг.1 - Агатоп. Мужской портрет. Между 2 в. до н.э. и 1 в. н.э. Древний Рим. Археологический музей. Флоренция) или камеи (фиг.2 - Бюст Дианы де Пуатье. Середина XVI века. Франция).
На отвержденную слепочную массу с оттиском геммы устанавливают дублировочное кольцо, задающее форму и размеры изготавливаемой копии геммы.
В порядке и пропорциях, рекомендуемых производителем (VITA Zahnfabrik Н. Rauter GmbH & Co.KG), из порошка стоматологической безметалловой керамики (VITA In-Ceram® ALUMINA) и жидкости для смешивания (VITA In-Ceram® ALUMINA/ZIRCONIA) приготавливают шликер однородной консистенции и заливают им слепочный оттиск с заданной толщиной слоя.
После застывания шликера заготовку вставки с декоративным элементом извлекают из слепочной массы, помещают в стоматологическую печь VITA INCERAMAT и осуществляют отверждение заготовки сушкой и обжигом в рекомендуемом временном и температурном режиме.
После охлаждения заготовки поверхность декоративного элемента - копии геммы - покрывают слоем жидкой смеси порошка прозрачной пигментированной эмалевой керамики (см. п.п.3.1.4, 3.1.5 и 3.1.7 ГОСТ Р 51735-2001) с водой и осуществляют заключительные сушку и обжиг заготовки вставки в рекомендуемом временном и температурном режиме с образованием эмалевого покрытия декоративного элемента.
В случае необходимости производят механическую обработку посадочного места изготовленной вставки к конкретному ювелирному изделию.
2. Изготовление вставки со штриховым изображением декоративного элемента, например в виде знака зодиака или монограммы (вензеля).
В порядке и пропорциях, рекомендуемых производителем, из порошка стоматологической безметалловой керамики и жидкости для смешивания приготавливают шликер однородной консистенции и заливают им тигель с заданной конфигурацией и размером, соответствующим изготавливаемому искусственному камню вставки.
Во время нахождения материала заготовки в пластическом состоянии на лицевую поверхность заготовки наносят декоративный элемент - штриховой рисунок заостренным предметом или, предпочтительно, с помощью штампа.
Тигель с заготовкой помещают в стоматологическую печь и осуществляют отверждение заготовки вставки с декоративным элементом сушкой и обжигом в рекомендуемом временном и температурном режиме.
После охлаждения заготовки на поверхность декоративного элемента - штрихового рисунка - наносят слой жидкой смеси порошка прозрачной пигментированной эмалевой керамики с водой с заполнением углублений в штриховом изображении и осуществляют заключительную сушку и обжиг заготовки вставки в рекомендуемом временном и температурном режиме с образованием эмалевого покрытия декоративного элемента.
В случае необходимости производят механическую обработку посадочного места изготовленной вставки к конкретному ювелирному изделию.
По желанию заказчика декоративный элемент - штриховой рисунок - может иметь эксклюзивный характер - знак зодиака заказчика, например, по образцу на фиг.2 (знак зодиака «Овен») или монограмму (вензель) по образцу на фиг.3 [Вензель на мемориальном рубле 1841 г. Составлен из литеры "М" (Мария) и литеры "А" (Александр)].
На общем цветном фоне декоративного элемента выделяются более темным цветом участки рельефного изображения или углубленные штрихи элементов декоративного изображения вставки, над которыми имеется более толстый слой цветной эмали, обеспечивая тем самым художественную активизацию изображения.
Таким образом, видно, что приведенные выше сведения подтверждают возможность упрощения технологии нанесения декоративных элементов при изготовлении вставок к ювелирным изделиям, расширить их ассортимент, в том числе с учетом пожеланий заказчиков при изготовлении эксклюзивных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МОЗАИКИ ИЗ ЭМАЛЕВОЙ ЗЕРНИ | 2021 |
|
RU2785795C2 |
| Способ изготовления декоративно-облицовочного материала | 1985 |
|
SU1357393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ С ПОМОЩЬЮ АРМИРОВАНИЯ ЛИСТАМИ СТЕКЛОВОЛОКНА | 2024 |
|
RU2830095C1 |
| Способ получения декоративной эмалевой поверхности горячего отверждения на металлической поверхности | 2024 |
|
RU2834549C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТКИ | 1991 |
|
RU2037477C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦВЕТНОЙ РОСПИСИ ПО ЭМАЛЕВОЙ ПОВЕРХНОСТИ | 2018 |
|
RU2695404C1 |
| Способ изготовления декоративных вставок в художественные изделия | 2020 |
|
RU2737624C1 |
| Способ изготовления декоративной панели и декоративная рельефная панель | 2017 |
|
RU2661991C1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2263030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЭЛЕМЕНТА ДЛЯ ЧАСОВ ИЛИ ЮВЕЛИРНОГО ИЗДЕЛИЯ, А ТАКЖЕ ЭЛЕМЕНТ, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ДАННОГО СПОСОБА | 2015 |
|
RU2708124C2 |

Группа изобретений относится к декоративному искусству и может быть использована для изготовления декоративных изделий. Способ изготовления вставок к ювелирным изделиям включает формирование из керамического шликера заготовки вставки в виде искусственного камня, отверждение заготовки сушкой и обжигом и нанесение на его лицевую поверхность декоративного элемента. На слепочной массе делают оттиск заданного рельефного изображения, на отвержденной слепочной массе с оттиском устанавливают дублировочное кольцо, задающее форму и размеры заготовки вставки, полученный оттиск рельефного изображения заливают слоем заданной толщины стоматологическим керамическим шликером. После его застывания и удаления из слепочной массы осуществляют отверждение заготовки вставки с нанесенным декоративным элементом сушкой и обжигом, затем после остывания заготовки полученное рельефное изображение декоративного элемента покрывают слоем жидкой смеси порошка прозрачной пигментированной эмалевой керамики с водой и осуществляют отверждение слоя эмалевого покрытия заключительной сушкой и обжигом. В другом варианте изготовления заготовку вставки заданной конфигурации и размера формируют из стоматологического керамического шликера. Во время нахождения материала заготовки в пластическом состоянии на ее лицевую поверхность наносят декоративный элемент в виде штрихового изображения и осуществляют отверждение заготовки вставки сушкой и обжигом. Затем после остывания заготовки полученное штриховое изображение декоративного элемента покрывают слоем жидкой смеси порошка прозрачной пигментированной эмалевой керамики с водой с заполнением углублений в штриховом изображении и осуществляют отверждение слоя эмалевого покрытия заключительной сушкой и обжигом. Обеспечивается возможность упрощения технологии нанесения декоративных элементов при изготовлении вставок к ювелирным изделиям. 2 н.п. ф-лы, 4 ил.
1. Способ изготовления вставок к ювелирным изделиям, включающий формирование из керамического шликера заготовки вставки в виде искусственного камня, отверждение заготовки сушкой и обжигом и нанесение на его лицевую поверхность декоративного элемента, отличающийся тем, что на слепочной массе делают оттиск заданного рельефного изображения, на отвержденной слепочной массе с оттиском устанавливают дублировочное кольцо, задающее форму и размеры заготовки вставки, полученный оттиск рельефного изображения заливают слоем заданной толщины стоматологическим керамическим шликером, после его застывания и удаления из слепочной массы осуществляют отверждение заготовки вставки с нанесенным декоративным элементом сушкой и обжигом, затем после остывания заготовки полученное рельефное изображение декоративного элемента покрывают слоем жидкой смеси порошка прозрачной пигментированной эмалевой керамики с водой и осуществляют отверждение слоя эмалевого покрытия заключительной сушкой и обжигом.
2. Способ изготовления вставок к ювелирным изделиям, включающий формирование из керамического шликера заготовки вставки в виде искусственного камня, отверждение заготовки сушкой и обжигом и нанесение на его лицевую поверхность декоративного элемента, отличающийся тем, что заготовку вставки заданной конфигурации и размера формируют из стоматологического керамического шликера, во время нахождения материала заготовки в пластическом состоянии на ее лицевую поверхность наносят декоративный элемент в виде штрихового изображения и осуществляют отверждение заготовки вставки сушкой и обжигом, затем после остывания заготовки полученное штриховое изображение декоративного элемента покрывают слоем жидкой смеси порошка прозрачной пигментированной эмалевой керамики с водой с заполнением углублений в штриховом изображении и осуществляют отверждение слоя эмалевого покрытия заключительной сушкой и обжигом.
| СПОСОБ ДУОДЕНОПЛАСТИКИ ПРИ ИССЕЧЕНИИ ВРОЖДЕННОЙ МЕМБРАНЫ ДВЕНАДЦАТИПЕРСТНОЙ КИШКИ | 2001 |
|
RU2188593C1 |
| Устройство для подвода воздуха к форсунке | 1927 |
|
SU15673A1 |
| Штанга планира для разравнивания угольной загрузки в коксовых печах | 1938 |
|
SU57087A1 |
| ИСКУССТВЕННАЯ ПОРОДА ДЛЯ ИЗГОТОВЛЕНИЯ ВСТАВОК К ЮВЕЛИРНЫМ ИЗДЕЛИЯМ | 2006 |
|
RU2320493C1 |

