Изобретение относится к защитно-смазочным материалам, используемым при термообработке и горячей деформации металлов и сплавов. Наиболее эффективно защитно-смазочный материал может быть использован при термообработке и горячей деформации титана, циркония, сплавов на их основе и сталей.
Известно, что нагрев металлов и сплавов на воздухе для выполнения операций термической обработки и горячей деформации активирует их взаимодействие с кислородом и другими атмосферными газами с образованием на поверхности заготовок дефектного газонасыщенного слоя, что приводит к снижению пластичности и коррозионной стойкости обрабатываемого материала. Образующийся твердый дефектный газонасыщенный слой требует удаления механической обработкой или травлением, что приводит к значительным потерям металла и экономическим затратам. Для сохранения качественной поверхности заготовок и деталей при минимальных отходах металла необходимо применение защитных покрытий, предотвращающих окисление поверхностного слоя. Одновременно защитные материалы, используемые при горячей обработке металлов давлением, должны обеспечивать низкое сопротивление деформации за счет снижения трения, то есть играть роль и смазочных материалов.
Часто применяемым защитным материалом при горячей деформации и термообработке металлов и сплавов является покрытие из электрохимически осажденной меди [1,2] толщиной от 50 до 250 мкм. Довольно высокая температура плавления меди и отличные теплопроводящие свойства обеспечивают эффективную защиту поверхности многих металлов от окисления. Одновременно, медь, обладая низким сопротивлением деформации, является антифрикционным материалом и служит своеобразной смазкой при горячей деформации, снижая контактное трение между обрабатываемым материалом и инструментом. Однако применение электроосажденной меди в качестве защитно-смазочного материала требует использования специального оборудования для нанесения и следующего после обработки удаления покрытия, что приводит к значительным трудо- и энергозатратам.
Известен защитный (стеклометаллический) [3] материал на основе жидкого стекла с наполнителем из металлических порошков алюминия, железа, ферроалюминиевого сплава, размеры частиц которых обычно менее 100 мкм. Жидкое стекло служит хорошей связующей средой для таких порошков, позволяя получать стабильные суспензии, необходимые для нанесения защитного материала на поверхность. При этом процесс нанесения характеризуется малой трудоемкостью. Металлическая составляющая этих защитных материалов в процессе нагрева заготовок регламентированно окисляется, взаимодействуя с кислородом, и предотвращает проникновение кислорода к основному металлу, тем самым защищая его от окисления. Однако использование указанных металлических порошков имеет ряд недостатков. Так, работа с тонкодисперсным порошком алюминия требует принятия особых мер безопасности, т.к. он обладает высокой химической активностью даже при комнатной температуре. Порошки железа и ферроалюминия очень чувствительны к влажности окружающей среды, легко взаимодействуют с водой, подвергаются коррозии и слеживанию. Поэтому уже при комнатной температуре стеклометаллические смазочные материалы содержат достаточное количество окисленного алюминия и железа, что снижает их активность при взаимодействии с кислородом при дальнейшем нагреве и, следовательно, эффективность защиты основного металла от окисления при высоких температурах. Кроме того, при просушивании покрытия, которое проводится при температурах 100-150°С, наряду с удалением воды, содержащейся в жидком стекле, происходит взаимодействие алюминиевого и железного порошка с водой, что еще больше снижает возможность их активного взаимодействия с кислородом при дальнейшем использовании. При нагреве заготовок в температурном интервале >700°С, характерном для обработки титана, циркония, сплавов на их основе и сталей, окисление указанных порошковых наполнителей происходит довольно быстро, в значительной мере ограничивая эффективность выполнения ими защитной функции основного материала от окисления. К тому же формируемые при этом окислы алюминия и железа фактически являются твердыми абразивными материалами [4], приводящими к повышению сопротивления деформации в разделительном слое в условиях горячей деформации.
Задачей изобретения является создание экономичного и эффективного защитно-смазочного материала для термообработки и горячей деформации металлов и сплавов.
Поставленная задача решается в случае, когда защитно-смазочный материал для термообработки и горячей деформации заготовок из металлов и сплавов на основе жидкого стекла с наполнителем отличается от известного тем, что в качестве наполнителя используется порошок меди в количестве 20-70% мас., остальное - жидкое стекло.
Сущность изобретения заключается в следующем: использование в качестве наполнителя порошка меди, обладающего достаточно высокой химической стойкостью и антифрикционными свойствами, позволяет добиться получения эффективного защитно-смазочного материала.
Защитно-смазочный материал приготавливают в виде суспензии при перемешивании расчетного количества медного порошка в жидком стекле, затем наносят на поверхность заготовки механическим путем, например кистью. При этом медный порошок не взаимодействует с водой и кислородом воздуха вплоть до нагрева заготовки до температуры 185°С [5] и сохраняет способность активно взаимодействовать с кислородом при дальнейшем использовании при термообработке или горячей деформации. Кроме того, после приготовления суспензии каждая частица порошка оказывается окруженной жидким стеклом, что также защищает медь от дальнейшего окисления при температурах >185°С. При достаточно высоких температурах, порядка 700-800°С, вязкость жидкого стекла снижается и частицы медного порошка «оголяются» и начинается их постепенное окисление. Однако до этого момента полезные антифрикционные и защитные свойства чистой меди, как наполнителя защитно-смазочного материала, проявляются в гораздо большей степени, чем свойства известных наполнителей, например алюминия. Поэтому предлагаемый защитно-смазочный материал может быть использован при горячей деформации и термообработке титана, циркония, сплавов на их основе и сталей. После термообработки или горячей деформации, в результате снижения вязкости жидкого стекла и окисления большей части или всего медного порошка, уменьшается адгезия между защитно-смазочным и обрабатываемым материалом и защитно-смазочный материал легко удаляется с поверхности остывшего изделия.
Предлагаемое в изобретении количество тонкодисперсного порошка меди (20-70% масс.), вносимое в жидкое стекло для получения защитно-смазочного материала, обеспечивает необходимое сочетание полезных свойств медного порошка и жидкого стекла.
Введение в защитно-смазочный материал медного порошка в количестве, меньшем чем 20% масс., не обеспечивает необходимых защитно-смазочных свойств: покрытие получается неоднородным, тонким, с порами и проплешинами, в результате чего происходит его пробой и окисление поверхности покрываемого металла, кроме того не обеспечиваются требуемые антифрикционные свойства защитно-смазочного материала.
Увеличение содержания медного порошка выше 70% приводит к сильному загущению суспензии защитно-смазочного материала, снижению его адгезии с основой при нанесении и образованию покрытия неравномерной толщины, не обеспечивающего эффективной защиты поверхности от окисления.
Изобретение поясняется графическими материалами:
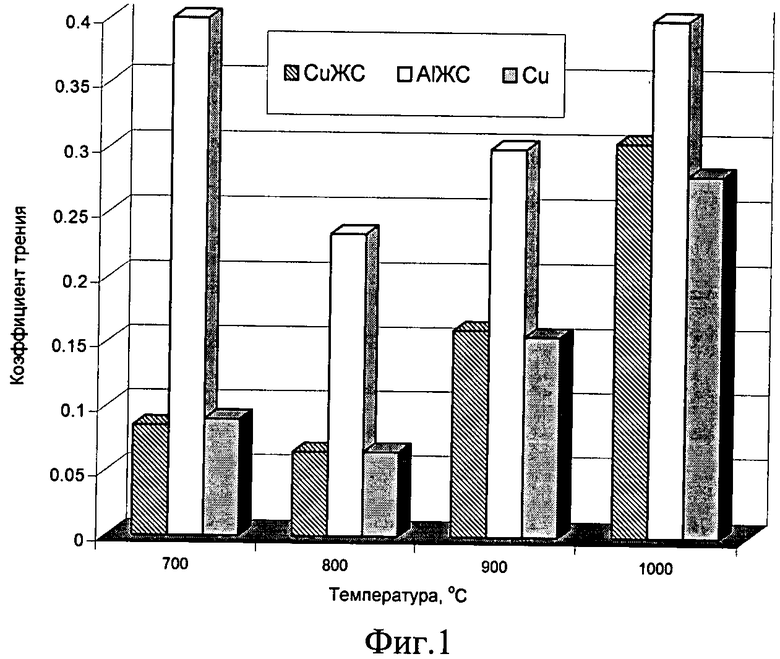
на фиг.1 приведена зависимость коэффициента трения при осадке кольцевых образцов из циркониевого сплава Э125 от температуры при использовании предлагаемого защитно-смазочного покрытия;
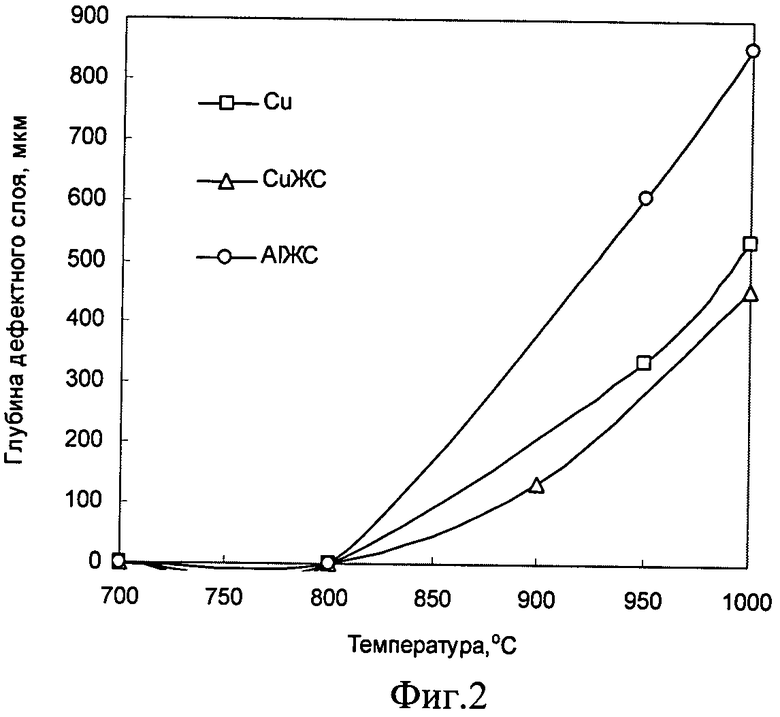
на фиг.2 приведена зависимость глубины дефектного газонасыщенного слоя, образующегося при осадке кольцевых образцов из циркониевого сплава Э125, от температуры при использовании предлагаемого защитно-смазочного покрытия.
На фиг.1, 2 приведены также для сравнения со свойствами предлагаемого защитно-смазочного покрытия (СиЖС) соответствующие зависимости, характеризующие свойства известных защитно-смазочных материалов: жидкого стекла, содержащего в качестве наполнителя алюминиевый порошок(AlЖС) и электрохимически осажденной меди (Cu).
Защитно-смазочный материал приготавливали в виде суспензии при перемешивании расчетного количества медного порошка, 50%, в жидком стекле. Для приготовления защитно-смазочного материала использовали жидкое стекло по ГОСТ 13078-81 и медный порошок электролитический по ГОСТ 4960-70.
Защитно-смазочный материал наносили на поверхность кольцевого образца из циркониевого сплава Э125. Защитно-смазочный материал наносили механическим путем - кистью. Образец просушивали для удаления воды, содержащейся в жидком стекле, при температуре 100-150°С.
Для сравнения исследовали кольцевые образцы из этого же сплава с нанесенным таким же образом защитно-смазочным материалом из жидкого стекла, содержащим в качестве наполнителя 50% алюминиевого порошка, а также электрохимически осажденной медью.
Наружный диаметр образцов составлял 24 мм, внутренний 12 мм, а высота 8 мм. Деформацию образцов осуществляли со скоростью 0,5 мм/мин на испытательной машине Shenck в изотермических условиях в интервале температур 700-1000°С. Осаживали по три образца на каждую экспериментальную точку. Для определения коэффициента трения использовали тарировочный график А.Мале и М.Кокрофта [5].
Результаты оценки коэффициента трения приведены на фиг.1. Можно видеть, что предлагаемый защитно-смазочный материал снижает коэффициент трения по сравнению с защитно-смазочным материалом с алюминиевым наполнителем примерно в 4 раза при температуре 700°С и на 20% при 1000°С. В то же время предлагаемый защитно-смазочный материал не уступает электрохимически осажденной меди по эффективности снижения трения при горячей деформации.
Металлографические исследования структуры образцов после горячей деформации, с определением глубины дефектного газонасыщенного слоя, проводили на поперечных шлифах осаженных образцов из циркониевого сплава Э125 с помощью оптического микроскопа Axiovert 100A и программы оптической обработки изображений KSLite 300.
Результаты оценки глубины дефектного слоя приведены на фиг.2. Можно видеть, что предлагаемый защитно-смазочный материал снижает глубину дефектного слоя в горячедеформированных при температурах выше 800°С образцах из циркониевого сплава Э125 примерно в два раза по сравнению с защитно-смазочным материалом с алюминиевым наполнителем, обеспечивая защиту от окисления основного материала на уровне электрохимически осажденной меди.
При этом экономичность предлагаемого защитно-смазочного материала за счет простоты нанесения и удаления сравнима с экономичностью защитно-смазочного материала на основе жидкого стекла с алюминиевым наполнителем.
Источники информации, принятые во внимание
1. Солнцев С.С. Защитные покрытия металлов при нагреве. Справочное пособие. М.: Книжный дом «Либроком», 2009. - 248 с.
2. Дуглас Д. Металловедение циркония. Под ред. А.С.Займовского. - М.: Атомиздат, 1975. - 360 с.
3. Ажажа В.М., Вьюгов П.Н., Лавриненко С.Д., Линдт К.А., Мухачев А.П., Пилипенко Н.Н. Цирконий и его сплавы: технологии производства, области применения: Обзор. // Харьков: ННЦ ХФТИ. - 1998.
4. Энциклопедический словарь по металлургии: Спр-е изд-е, В 2-х т.Т.1: А-О / Н.П.Лякишев и др. - М.: «Интермет Инжиниринг». - 2000. - 412 с.
5. Кокрофт М.Г. Смазка и смазочные материалы: Смазка в процессах обработки металлов давлением. Пер. с англ. - М.: Металлургия, 1970. - 300 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2741047C1 |
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2756616C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЗАГОТОВКАХ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2415967C2 |
| Способ изготовления холоднокатаных трубных изделий из сплавов циркония с высокой коррозионной стойкостью (варианты) | 2023 |
|
RU2823592C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВОК ИЗ ХИМИЧЕСКИ АКТИВНЫХ ТУГОПЛАВКИХ МЕТАЛЛОВ IV И V ГРУПП ИЛИ СПЛАВОВ НА ИХ ОСНОВЕ ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2010 |
|
RU2457276C2 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798021C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| КОМПОЗИЦИОННАЯ ЗАГОТОВКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2220850C2 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798020C1 |
Изобретение относится к металлургии, в частности к защитно-смазочным материалам, используемым при термообработке и горячей деформации металлов и сплавов. Может использоваться при термообработке и горячей деформации титана, циркония, сплавов на их основе и сталей. Защитно-смазочный материал для термообработки и горячей деформации заготовок из металлов и сплавов содержит, мас.%: порошок меди 20-70, остальное - жидкое стекло. Материал обеспечивает снижение глубины дефектного слоя, повышение эффективности защиты, а также экономичность за счет простоты нанесения и удаления. 2 ил.
Защитно-смазочный материал для термообработки и горячей деформации заготовок из металлов и сплавов на основе жидкого стекла с наполнителем, отличающийся тем, что в качестве наполнителя используется порошок меди в количестве 20-70 мас.%, остальное - жидкое стекло.
| АЖАЖА В.М | |||
| и др | |||
| Цирконий и его сплавы: технологии производства, области применения: Обзор | |||
| - Харьков: ННЦ ХФТИ, 1998 | |||
| Стекло для защиты от окисления пористого металла | 1986 |
|
SU1395595A1 |
| Смазка для полугорячей штамповки металлов | 1982 |
|
SU1186633A1 |
| Смазка для горячего гидропрессования металлов | 1983 |
|
SU1113403A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 5710112 A, 20.01.1998. | |||

