Область техники
Настоящее изобретение относится к способу передачи заготовки, в частности кузова автомобиля с первой линии с подвижными плитами на вторую линию с подвижными плитами в технологической установке. Кроме того, изобретение относится к технологической установке (производственной линии) для серийного изготовления конструктивных узлов, в частности автомобилей.
Уровень техники
При серийном изготовлении автомобилей используют технологические установки, снабженные линиями с подвижными плитами. В пределах такой линии перемещаются подвижные плиты, которые могут, соответственно, удерживать кузов автомобиля. Вдоль линии с подвижными плитами производится возрастающая комплектация кузова. На линии с подвижными плитами транспортирование подвижных плит осуществляется, как правило, по прямой линии. Далее, две линии с подвижными плитами могут располагаться рядом друг с другом, при этом может возникать потребность в конце одной линии с подвижными плитами передавать подвижную плиту в начало другой линии с подвижными плитами. Эта передача представляет собой сравнительно сложный процесс.
Используемые в таких линиях подвижные плиты могут снабжаться платформой и подъемным столом, удерживаемым платформой. В то время как платформа перемещается по рейкам соответствующей линии с подвижными плитами, подъемный стол служит для приема соответствующего кузова автомобиля. Эти подвижные плиты подвергаются определенной степени износа и по этой причине они требуют периодического или возникающего в результате необходимости технического обслуживания или ремонта. При этом извлечение подвижной плиты, подлежащей техническому обслуживанию или ремонту, из линии для проведения требуемого технического обслуживания или ремонта, является сравнительно трудоемким процессом, так как для этого необходимо снять автомобиль с подвижной плиты.
Раскрытие изобретения
Настоящее изобретение направлено на решение задачи по созданию способа упрощения технического обслуживания отдельных подвижных плит технологической установки, снабженной двумя линиями с подвижными плитами.
Согласно изобретению данная задача решена с помощью объектов независимых пунктов формулы изобретения. Предпочтительные формы исполнения являются предметом зависимых пунктов формулы изобретения.
Изобретение основано на общей идее, заключающейся в том, чтобы подлежащую техническому обслуживанию или ремонту подвижную плиту при передаче с конечной позиции (станции) первой линии с подвижными плитами отвести на начальную позицию (станцию) второй линии с подвижными плитами или передать на позицию (станцию) технического обслуживания. Она может примыкать, например, против направления транспортирования второй линии с подвижными плитами к ее начальной позиции или в направлении транспортирования примыкать к первой линии с подвижными плитами на ее конечной позиции. Она может также примыкать поперек направления транспортирования соответствующей линии с подвижными плитами на конечной позиции или на начальной позиции. Так как подвижной плитой при передаче с конечной позиции первой линии на начальную позицию второй линии с подвижными плитами все равно необходимо манипулировать, то в рамках этого манипулирования можно осуществить перевод на позицию технического обслуживания и для этого не будут возникать слишком большие затраты. Этого можно достичь с помощью такой специальной разработки конечной позиции или начальной позиции, которая позволяет временно устанавливать соответствующую заготовку и, в частности, собранный в большой или меньшей степени кузов автомобиля в держатели, чтобы подлежащую техническому обслуживанию или ремонту «старую» подвижную плиту можно было перевести на позицию технического обслуживания и заменить другой или «новой» подвижной плитой. Новую подвижную плиту для этого целесообразно установить в положение готовности на позиции технического обслуживания подвижных плит. Под новой подвижной плитой следует понимать, например, подвижную плиту, которая была до этого подвергнута техническому обслуживанию или ремонту. В результате присоединения позиции технического обслуживания подвижных плит к конечной позиции первой линии с подвижными плитами или к начальной позиции второй линии с подвижными плитами отпадает необходимость трудоемкой транспортировки подлежащей ремонту подвижной плиты в пределах технологической территории. Кроме того, можно отказаться от отдельной позиции отвода или т.п., так как эта функция интегрирована на конечной позиции или, соответственно, на начальной позиции. В дальнейшем, такую позицию технического обслуживания можно объединить без каких-либо сложностей с технологической установкой, если в области соответствующей начальной позиции или в области соответствующей конечной позиции, в частности, против направления транспортирования второй линии с подвижными плитами и, соответственно, в направлении транспортирования первой линии с подвижными плитами будет для этой цели предусмотрено достаточно места.
Особо целесообразным является вариант осуществления, в котором позиция технического обслуживания подвижных плит снабжена двумя расположенными друг над другом позициями технического обслуживания для приема только одной подвижной плиты. В таком случае новая подвижная плита находится в положении готовности на первой приемной позиции для технического обслуживания, в то время как старая подвижная плита переводится на вторую приемную позицию для технического обслуживания.
При этом целесообразно разместить вторую приемную позицию для технического обслуживания над верхней приемной позицией для технического обслуживания, а именно, таким образом, что верхняя вторая приемная позиция для технического обслуживания, на которую переведена старая подвижная плита, пригодна для проведения работ по техническому обслуживанию с нижней стороны установленной на ней подвижной плиты, в то время как нижняя первая приемная позиция для технического обслуживания пригодна для проведения работ по техническому обслуживанию с верхней стороны установленной на ней подвижной плиты. Таким образом, обе приемные позиции можно использовать для проведения работ по техническому обслуживанию.
Начальная позиция или конечная позиция могут в соответствии с предпочтительным примером исполнения использоваться также и для того, чтобы переведенную на вторую приемную позицию для технического обслуживания старую подвижную плиту переводить на первую приемную позицию для технического обслуживания с той целью, что после ее технического обслуживания или ремонта она будет находиться в состоянии готовности в виде новой подвижной плиты.
Другие важные признаки и преимущества изобретения вытекают из зависимых пунктов формулы изобретения, из чертежей и соответствующего описания фигур со ссылками на чертежи.
Само собой разумеется, что указанные выше, и подлежащие еще объяснению ниже, признаки могут применяться не только в указанном сочетании, но также и в других сочетаниях, не выходя за рамки настоящего изобретения.
Предпочтительные варианты исполнения изобретения изображены на чертежах и в следующем ниже описании объясняются более подробно, при этом одинаковые позиции относятся к одинаковым или подобным, или с функциональной точки зрения одинаковым конструктивным элементам.
Краткий перечень чертежей
На чертежах, соответственно, схематически показано
Фиг.1-8 - вид в перспективе технологической установки в области передачи в различных состояниях.
Осуществление изобретения
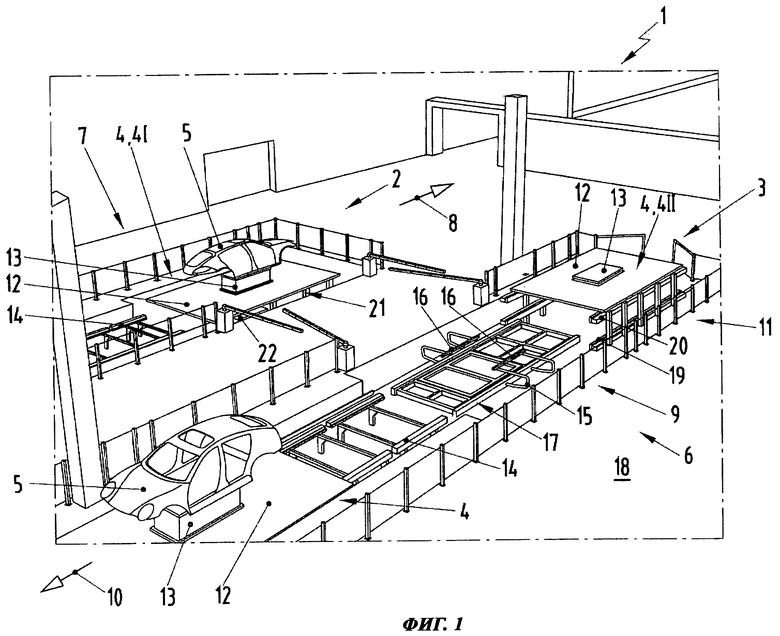
Согласно фиг.1-8 технологическая линия или установка 1 содержит первую линию 2 с подвижными плитами, а также вторую линию 3 с подвижными плитами. Технологическая установка 1 служит для серийного изготовления конструктивных элементов, которые, предпочтительно, представляют собой автомобили. Линии 2, 3 с подвижными плитами служат для транспортирования подвижных плит 4, которые могут удерживать, соответственно, заготовку 5. В данном примере заготовка 5 представляет собой кузова автомобиля, которые также обозначены позицией 5 и могут при этом представляться на различных стадиях готовности.
В показанной здесь области 6 передачи обе линии 2, 3 с подвижными плитами соединены между собой таким образом, что подвижная плита 4 с расположенной на ней заготовкой 5 может передаваться с первой линии 2 с подвижными плитами на вторую линию 3 с подвижными плитами.
В области 6 передачи первая линия 2 с подвижными плитами имеет конечную позицию 7. Направление транспортирования первой линия 2 с подвижными плитами обозначено стрелкой 8. В области 6 передачи вторая линия 3 с подвижными плитами имеет начальную позицию 9. Направление транспортирования второй линии 3 с подвижными плитами обозначено стрелкой 10.
Вторая линия 3 с подвижными плитами в этом варианте исполнения снабжена наряду с этим позицией 11 технического обслуживания подвижных плит или коротко позицией 11 технического обслуживания, которая при этом примыкает против направления 10 движения ко второй линии 3 с подвижными плитами возле ее начальной позиции 9. В качестве альтернативы позиция 11 технического обслуживания может примыкать также и в поперечном направлении 10 транспортирования второй линии 3 с подвижными плитами возле начальной позиции 9.
Во втором (не показанном здесь) варианте исполнения, в качестве альтернативы первая линия 2 с подвижными плитами может оснащаться такой позицией 11 технического обслуживания подвижных плит или коротко позицией 11 технического обслуживания, которая в таком случае в направлении 8 транспортирования первой линии 2 с подвижными плитами или поперек этому транспортированию примыкает к конечной позиции 7. Однако следующие далее варианты исполнения касаются изображенного на фигурах варианта осуществления, в котором позиция 11 технического обслуживания взаимодействует со второй линии 3 с подвижными плитами и, соответственно, с начальной позицией 9. Однако такие исполнения могут переноситься в значительной мере и на альтернативные варианты осуществления.
Подвижные плиты 4 снабжены, соответственно, платформой 12 и подъемным столом 13. Платформа 12 взаимодействует, например, с рейками 14 соответствующей линии 2, 3 с подвижными плитами, чтобы таким образом обеспечить перемещение или транспортирование соответствующей подвижной плиты 4. Подъемный стол 13 закреплен на платформе 12 и предназначен для приема заготовки 5. Далее подъемный стол 13 может применяться для регулирования подъема заготовки 5 относительно платформы 12.
Начальная позиция 9 снабжена удерживающей рамой 15, которая содержит, по меньшей мере, два держателя 16. Держатели 16 выполнены таким образом, что они также могут использоваться для размещения заготовки 5. Далее удерживающая рама 15 снабжена опорой 17 для размещения подвижной плиты 4. Удерживающая рама 15 может регулироваться по высоте, так что держатели 16 и опора 17 для плит могут опускаться и приподниматься относительно основания или пола 18.
Позиция 11 технического обслуживания снабжена двумя приемниками 19 и 20 для технического обслуживания, которые в следующем ниже описании будут обозначаться как первый приемник 19 для технического обслуживания и второй приемник 20 для технического обслуживания. В показанном варианте исполнения оба приемника 19 и 20 для технического обслуживания расположены друг над другом, при этом второй приемник 20 для технического обслуживания расположен над первым приемником 19 для технического обслуживания.
Обе линии 2, 3 с подвижными плитами проходят, по меньшей мере, в области 6 передачи параллельно друг другу, при этом направления 8, 10 их транспортирования ориентированы в противоположном направлении друг против друга. С технологической точки зрения может возникнуть необходимость, чтобы заготовки 5 транспортировались постоянно в одном направлении, так что при передаче с первой линии 2 с подвижными плитами на вторую линию 3 с подвижными плитами их необходимо поворачивать. Заготовки 5, следовательно, кузова 5 необходимо по этой причине поворачивать на 180° относительно вертикальной оси. Для этой цели конечную позицию 7 можно снабдить рамой 21, которая также содержит опору 22 для установки плит и которая также может поворачиваться вокруг вертикальной оси. Также удерживающая рама 15 установлена с возможностью поворота вокруг вертикальной оси. Для задействования конечной позиции 7, на начальной позиции 9 предусмотрено управляющее устройство (не показано), которое встроено в систему управления технологической установки 1 (не показано).
Технологическую установку 1 в области 6 передачи рационально можно эксплуатировать следующим образом.
На фиг.1 показано исходное положение, в котором первая, несущая заготовку 5, подвижная плита 4I достигла конечной позиции 7. Первая подвижная плита 4I в это время еще ориентирована в направлении 8 транспортирования первой линии 2 с подвижными плитами. На позиции 11 технического обслуживания во втором приемнике 20 находится в состоянии готовности вторая подвижная плита 4II. Вторая подвижная плита 4II, новая и, соответственно, подвергнутая профилактическому обслуживанию и ремонту и находится в состоянии готовности для передачи для тех случаев, если подвижную плиту 4 первой линии 2 с подвижными плитами необходимо будет отремонтировать или подвергнуть техническому обслуживанию. Для этой цели она может быть отведена с помощью процесса передачи, который будет описан далее, или переведена на станцию 11 технического обслуживания. Поэтому в следующем ниже описании исходят из того, что достигнувшая конечной позиции 7 первая несущая плита 4I, подвергается техническому обслуживанию или ремонту до ее дальнейшего использования на второй линии 2 с подвижными плитами.
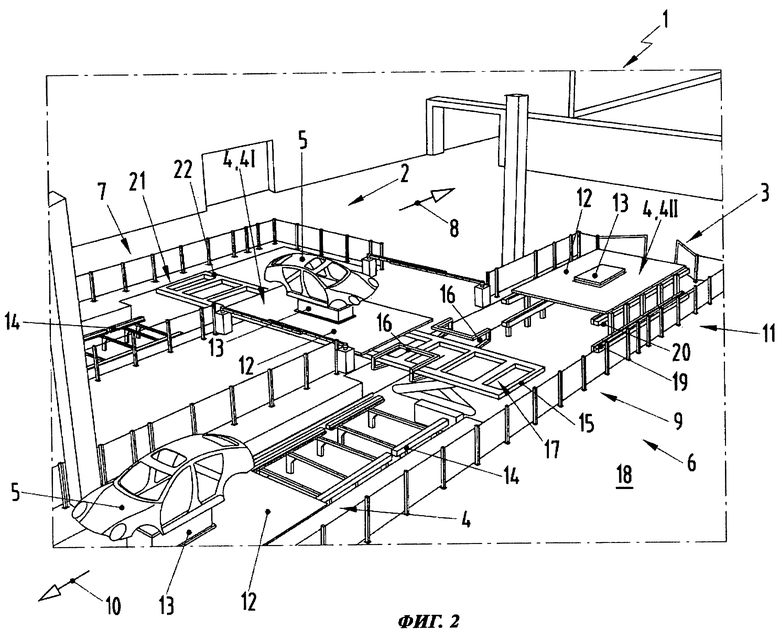
Согласно фиг.2 для передачи первой подвижной плиты 4I рама 21 конечной позиции 7 переводится из направления транспортирования 8 первой линии 2 с подвижными плитами в направление передачи. Одновременно удерживающая рама 15 начальной позиции 9 поворачивается из направления 10 транспортирования второй линии 3 с подвижными плитами в направление передачи. Обе удерживающие рамы 21, 15 поворачиваются при этом под углом 90°. В завершение опора 22 для установки плит удерживающей рамы 21 устанавливается по одной линии относительно опоры 17 для плит удерживающей рамы 15. Соответственно этому первая подвижная плита 4I может переводиться с удерживающей рамы 21 конечной позиции 7 на удерживающую раму 15 начальной позиции 9. Для этой цели первая подвижная плита 4I устанавливается на опору 17 удерживающей рамы 15. Держатели 16 при этом позиционированы таким образом, что они при поступлении первой подвижной плиты 4I подходят под заготовку 5.
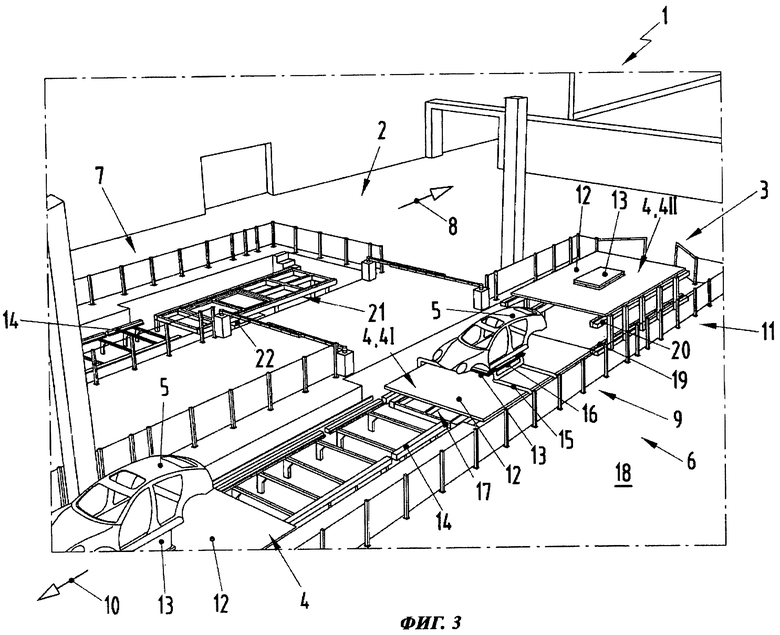
В положении согласно фиг.3 поворотная рама 21 и удерживающая рама 15 снова повернуты в соответствующие направления транспортирования 8 и соответственно 10. При этом заготовка в общей сложности поворачивается на 180°, то есть оборачивается. В заключение подъемный стол 13 первой подвижной плиты 4I может теперь опускаться, в результате чего заготовка 5 устанавливается на держатели 16 и подъемный стол 13 и тем самым вся первая подвижная плита 4I может освобождаться от заготовки 5. Удерживающая рама 15 находится при этом в своем нижнем положении, в котором ее опора 17 для плит располагается на одной линии с нижним или первым приемником 19 для технического обслуживания позиции 11 технического обслуживания.
В соответствии с фиг.4 первую подвижную плиту 4I можно перевести на первый приемник 19 для технического обслуживания таким образом, что она в последствии будет установлена под второй подвижной плитой 4II на позиции 11 технического обслуживания. В заключение можно поднять удерживающую раму 15, чтобы опору 17 для плит расположить на одной линии со вторым, верхним приемником 20 для технического обслуживания позиции 11 технического обслуживания.
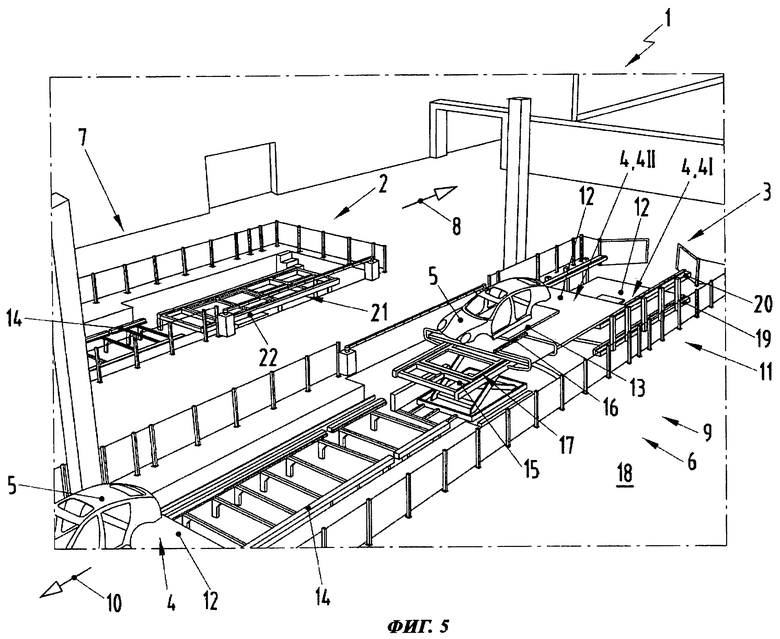
Затем, согласно фиг.5, вторую подвижную плиту 4II можно перевести из второго приемника 20 для технического обслуживания на опору 17 удерживающей рамы 15. Вторая подвижная плита 4II с опущенным подъемным столом 13 проходит при этом под держатели 16 с расположенной на них заготовкой 5.
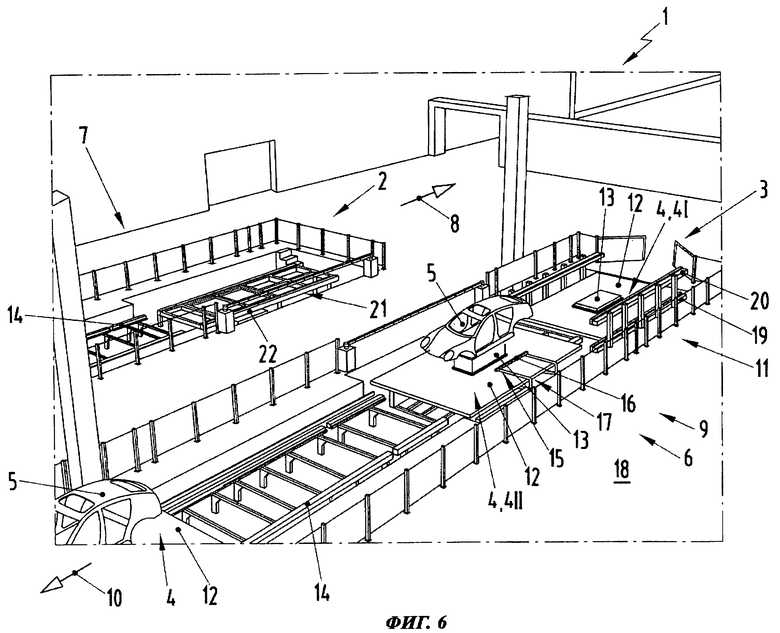
После этого, согласно фиг.6, может подниматься подъемный стол 13 второй подвижной плиты 4II так, что подъемный стол принимает заготовку 5 и поднимает ее с держателей 16. Они, таким образом, освобождаются от заготовки 5. Впоследствии вторая подвижная плита 4II удерживает заготовку 5.
При поднятии подъемного стола 13 может одновременно или со смещением во времени опускаться удерживающая рама 15, чтобы ориентировать свою опору 17 для плит относительно рейки 14 второй линии 3 с подвижными плитами, так что впоследствии вторая подвижная плита 4II может выдвигаться из начальной позиции 9 и переводиться до следующей позиции. Для этого вторая подвижная плита 4II выдвигается из опоры 17 для плит удерживающей рамы 15.
Нижний или первый приемник 19 позиции 11 для технического обслуживания задуман, в частности, таким образом, что на нем можно производить техническое обслуживание верхней стороны, расположенной на ней подвижной плиты 4, то есть в данном случае первой подвижной плиты 4I. После того, как такое техническое обслуживание или ремонт будет завершен, вторую подвижную плиту 4II можно перевести на верхний или второй приемник 20 для технического обслуживания. Это можно осуществить с помощью начальной позиции 9 или с помощью удерживающей рамы 15 в том случае, если там не находится другая подвижная плита 4.
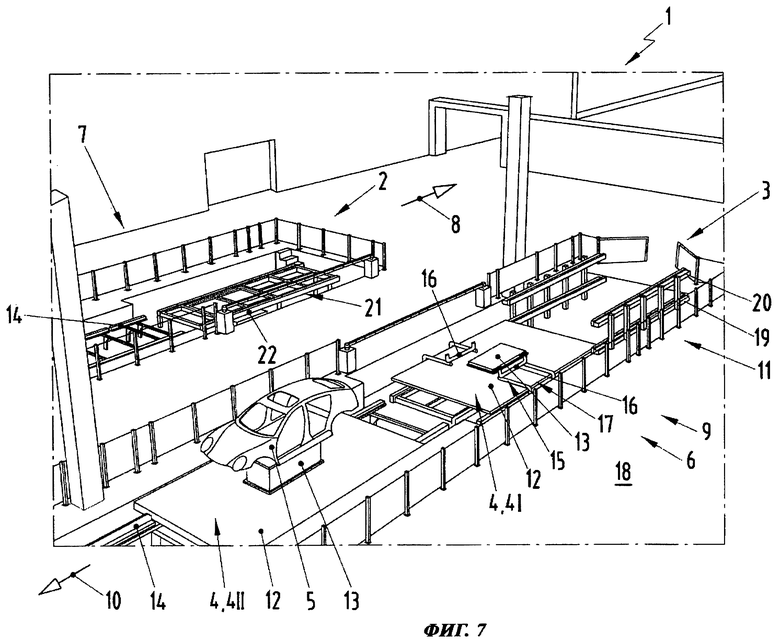
Как изображено на фиг.7, для смены приемников 19, 20 для технического обслуживания удерживающая рама 15 находится в своем опущенном положении, т.е. с одной стороны расположена на одной линии относительно рейки 14 второй линии 3 с подвижными плитами, а с другой стороны находится на одной линии с нижним или с первым приемником 19 для технического обслуживания. В соответствии с этим первая подвижна плита 4I первого приемника 19 для технического обслуживания может переводиться на опору 17 для плит удерживающей рамы 15. После этого удерживающая рама 15 может приподниматься, чтобы ориентировать свою опору 17 для плит относительно верхнего или второго приемника 20 для технического обслуживания позиции 11 для технического обслуживания.
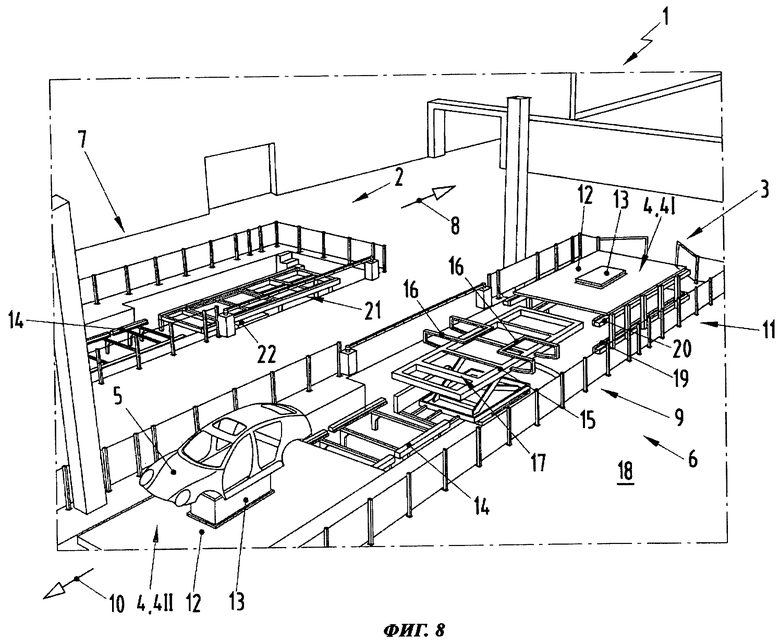
И в заключение, согласно фиг.8 первая подвижная плита 4I может из опоры 17 для плит удерживающей рамы 15 переводиться на верхний или второй приемник 20 для технического обслуживания позиции 11 для технического обслуживания. Этот верхний или второй приемник 20 для технического обслуживания задуман, в частности, таким образом, что он позволяет производить инспектирование и, соответственно, техническое обслуживание или ремонт нижней стороны, расположенной на ней подвижной плиты 4. И в результате этого, в частности, произвести техническое обслуживание первой подвижной плиты 4I с ее нижней стороны. Вслед за этим позиция техобслуживания 11 в своем втором приемнике 20 для технического обслуживания удерживает в состоянии готовности отремонтированную или подвергнутую техническому обслуживанию и в такой степени новую подвижную плиту 4, которую при необходимости можно заменить на другую, подлежащую техобслуживанию подвижную плиту 4. Как только удерживающая рама 15 снова опустится в свое нижнее положение, то в таком случае снова возникнет начальное состояние, как это показано на фиг.1. Соответственно этому может происходить следующая передача подвижной плиты 4 с первой линии 2 с подвижными плитами на вторую линию 3 с подвижными плитами, при этом снова может производиться замена подвижной плиты 4, если это необходимо с точки зрения технического обслуживания. Таким образом, прошедшая техническое обслуживание первая подвижная плита 4I, которая теперь находится в состоянии готовности на втором приемнике 20 для технического обслуживания позиции 11 техобслуживания, готова для следующего процесса передачи второй подвижной плиты 4II.
В том случае, если позиция 11 техобслуживания, в соответствии с упомянутым выше альтернативным решением, приблизится в направлении 8 транспортирования первой линии 2 с подвижными плитами или в поперечном направлении к ней к конечной позиции 7 первой линии 2 с подвижными плитами, тогда вместо начальной позиции 9 конечная позиция 7 будет оснащаться удерживающей рамой 15, которая содержит держатели 16, подъем которых можно регулировать. В таком случае начальная позиция 9 вместо конечной позиции 7 оснащается простой рамой 21 без держателей 16 и, в частности, подъем которой не может регулироваться. Замена первой подвижной плиты 4I на вторую подвижную плиту 4II, находящуюся в позиции 11 техобслуживания в состоянии готовности, производится в таком случае перед передачей заготовки 5 с конечной позиции 7 на начальную позицию 9, так что для этой передачи уже используется вторая подвижная плита 4II. В остальном способы осуществляются соответствующим образом или технологические установки 1 имеют соответствующее конструктивное исполнение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ АВТОМОБИЛЕЙ | 2009 |
|
RU2415046C1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Устройство для взъерошивания обувной заготовки верха обуви | 1986 |
|
SU1835250A1 |
| Устройство для подачи листового материала в рабочую зону пресса | 1979 |
|
SU824534A1 |
| Нагревательная установка | 1981 |
|
SU998536A1 |
| ПЕРЕДАТОЧНОЕ УСТРОЙСТВО И ПРЕДНАЗНАЧЕННАЯ ДЛЯ НЕГО ПРИВОДНАЯ СИСТЕМА ДЛЯ МНОГОПОЗИЦИОННЫХ ПРЕССОВ С АВТОМАТИЧЕСКОЙ ПЕРЕДАЧЕЙ ОБРАБАТЫВАЕМЫХ ЗАГОТОВОК С ОДНОЙ ПОЗИЦИИ НА ДРУГУЮ | 1988 |
|
RU2020073C1 |
| СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ИЗ ВОЛОКНИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2715834C2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ПЕЧИ ИЛИ ПЕКАРНОЙ КАМЕРЫ | 2007 |
|
RU2414127C2 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
Изобретения относится к области машиностроения, а именно к способам передачи заготовки и к технологической установке для серийного изготовления конструктивных элементов. Согласно первому способу кузова автомобилей передают с первой линии с подвижными плитами на вторую линию с подвижными плитами на технологической установке. При этом первую подвижную плиту, несущую заготовку с первой конечной позиции первой линии с подвижными плитами передают на начальную позицию второй линии с подвижными плитами так, что заготовка наезжает на держатели начальной позиции. В начальной позиции первую подвижную плиту и заготовку регулируют относительно друг друга по высоте, так что заготовку принимают держателями и освобождают от первой подвижной плиты. Первую подвижную плиту переводят в позицию техобслуживания плит, которая граничит с начальной позицией. Вторую подвижную плиту из позиции техобслуживания плит переводят на начальную позицию. На второй начальной позиции вторую подвижную плиту и заготовку регулируют по высоте относительно друг друга, так что заготовка принимается второй подвижной плитой и освобождается с держателей. Несущую заготовку вторую подвижную плиту выводят из начальной позиции в направлении транспортирования второй линии с подвижными плитами. Согласно второму способу заготовка переезжает держатели конечной позиции. В конечной позиции заготовка принимается держателями и освобождается от первой подвижной плиты. Первую подвижную плиту переводят в позицию техобслуживания плит, которая граничит с конечной позицией. Вторую подвижную плиту переводят из позиции техобслуживания плит в конечную позицию. В конечной позиции заготовка принимается второй подвижной плитой и освобождается с держателей. Технологическая установка содержит первую линию с подвижными плитами для перемещения подвижных плит, вторую линию с подвижными плитами для перемещения подвижных плит, при этом соответствующая подвижная плита снабжена платформой и размещенным на этой платформе перемещаемым подъемным столом для приема заготовки. Подъемный стол обеспечивает регулирование по высоте заготовки относительно платформы. Начальная позиция или конечная позиция снабжена удерживающей рамой, которая имеет регулировку по высоте. Позиция технического обслуживания подвижных плит граничит с начальной позицией или с конечной позицией и снабжена первым и вторым приемниками для технического обслуживания для приема подвижной плиты. Достигается упрощение технического обслуживания подвижных плит технологической установки. 3 н. и 15 з.п. ф-лы, 8 ил.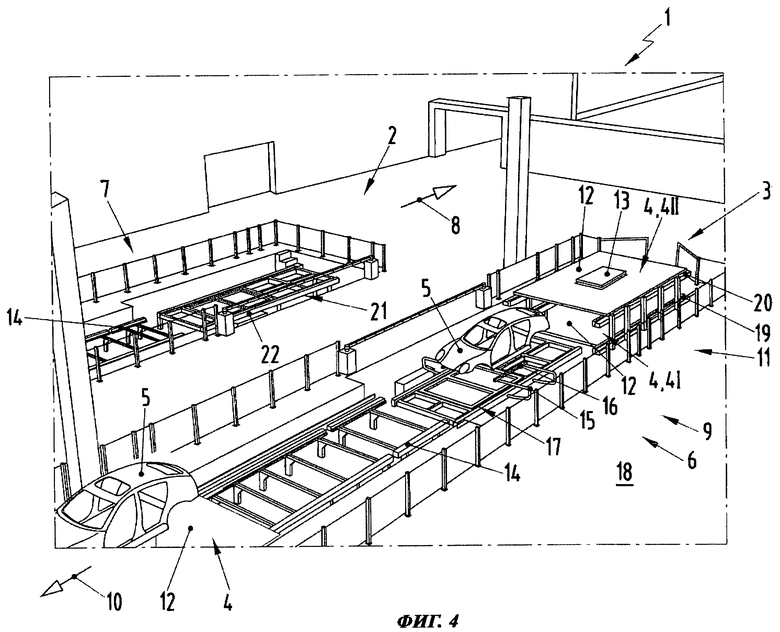
1. Способ передачи заготовки, в частности, кузова автомобиля с первой линии (2) с подвижными плитами на вторую линию (3) с подвижными плитами на технологической установке (1), при котором
- первую подвижную плиту (4I), несущую заготовку (5), с первой конечной позиции (7) первой линии (2) с подвижными плитами передают на начальную позицию (9) второй линии (3) с подвижными плитами так, что заготовка (5) наезжает на держатели (16) начальной позиции (9),
- в начальной позиции (9) первую подвижную плиту (4I) и заготовку (5) регулируют относительно друг друга по высоте, так что заготовка (5) принимается держателями (16) и освобождается от первой подвижной плиты (4I),
первую подвижную плиту (4I) переводят в позицию (11) техобслуживания плит, которая граничит с начальной позицией (9),
- вторую подвижную плиту (4II) из позиции техобслуживания (11) плит переводят на начальную позицию (9), при этом вторая подвижная плита (4II) наезжает на держатели (16),
- на второй начальной позиции (9) вторую подвижную плиту (4II) и заготовку (5) регулируют по высоте относительно друг друга, так что заготовка (5) принимается второй подвижной плитой (4II) и освобождается с держателей (16),
- несущую заготовку (5) вторую подвижную плиту (4II) выводят из начальной позиции (9) в направлении транспортирования (10) второй линии (3) с подвижными плитами.
2. Способ по п.1, отличающийся тем, что позиция (11) техобслуживания плит снабжена двумя расположенными друг над другом приемниками (19, 20) для технического обслуживания для размещения соответственно одной подвижной плиты (4), при этом вторую подвижную плиту (4II) подготавливают в приемнике (20) для технического обслуживания, в то время как первую подвижную плиту (4I) переводят в другой приемник (19) для технического обслуживания.
3. Способ по п.2, отличающийся тем, что
- для перевода первой подвижной плиты (4I) из приемника (18) для технического обслуживания во второй приемник (20) для технического обслуживания первую подвижную плиту (4I) из первого приемника (19) для технического обслуживания сначала переводят в начальную позицию (9) или конечную позицию (7), которые граничат с позицией (11) техобслуживания,
- что первую подвижную плиту (4I) и приемники (19, 20) для технического обслуживания регулируют относительно друг друга по высоте, так что вслед за этим первая подвижная плита (4I) может быть переведена во второй приемник (20) для технического обслуживания.
4. Способ по п.2 или 3, отличающийся тем, что второй приемник (20) для технического обслуживания расположен над первым приемником (19) для технического обслуживания и пригоден для проведения профилактических работ с нижней стороны соответственно установленной на ней подвижной плиты (4), в то время как первый приемник (19) пригоден для проведения профилактических работ с верхней стороны соответственно установленной на ней подвижной плиты (4).
5. Способ по любому из пп.1-3, отличающийся тем, что первую подвижную плиту (4I) при передаче с конечной позиции (7) на начальную позицию (9) сначала на конечной позиции (7) поворачивают под первым углом вокруг вертикальной оси таким образом, чтобы произошла установка в положение из направления (8) транспортирования первой линии (2) с подвижными плитами в направление передачи из конечной позиции (7) в начальную позицию (9), при этом первую подвижную плиту (4I) на начальной позиции (9) поворачивают под вторым углом вокруг вертикальной оси, чтобы произошла установка из положения передачи в положение транспортирования (10) второй линии (3) с подвижными плитами.
6. Способ по п.5, отличающийся тем, что
- первый угол составляет 90°, и/или
- второй угол составляет 90°, и/или
- направление (10) транспортирования второй линии (3) с подвижными плитами по отношению направления (8) транспортирования первой линии (2) с подвижными плитами изменяют на 180°.
7. Способ передачи заготовки, в частности, кузова автомобиля с первой линии (2) с подвижными плитами на вторую линию (3) с подвижными плитами на технологической установке (1), при котором
- первую подвижную плиту (4I), несущую заготовку (5), на конечной позиции (7) первой линии (2) с подвижными плитами устанавливают так, что заготовка (5) переезжает держатели (16) конечной позиции (7),
- в конечной позиции (7) первую подвижную плиту (4I) и заготовку (5) регулируют относительно друг друга по высоте, так что заготовка (5) принимается держателями (16) и освобождается от первой подвижной плиты (4I),
- первую подвижную плиту (4I) переводят в позицию (11) техобслуживания плит, которая граничит с конечной позицией (7),
- вторую подвижную плиту (4II) переводят из позиции (11) техобслуживания плит в конечную позицию (7), при этом вторая подвижная плита (4II) наезжает на держатели (16),
- в конечной позиции (7) вторую подвижную плиту (4II) и заготовку (5) регулируют по высоте относительно друг друга, так что заготовка (5) принимается второй подвижной плитой (4II) и освобождается с держателей (16),
- несущую заготовку (5) вторую подвижную плиту (4II) с конечной позиции (7) передают в начальную позицию (9) второй линии (3) с подвижными плитами и в направлении транспортирования (10) второй линии (3) с подвижными плитами выводят из упомянутой начальной позиции (9).
8. Способ по п.7, отличающийся тем, что позиция (11) техобслуживания плит снабжена двумя расположенными друг над другом приемниками (19, 20) для технического обслуживания для размещения соответственно одной подвижной плиты (4), при этом вторую подвижную плиту (4II) подготавливают в приемнике (20) для технического обслуживания, в то время как первую подвижную плиту (4I) переводят в другой приемник (19) для технического обслуживания.
9. Способ по п.8, отличающийся тем, что
- для перевода первой подвижной плиты (4I) из приемника (18) для технического обслуживания во второй приемник (20) для технического обслуживания первую подвижную плиту (4I) из первого приемника (19) для технического обслуживания сначала переводят в начальную позицию (9) или конечную позицию (7), которые граничат с позицией (11) техобслуживания,
- что первую подвижную плиту (4I) и приемники (19, 20) для технического обслуживания регулируют относительно друг друга по высоте, так что вслед за этим первая подвижная плита (4I) может быть переведена во второй приемник (20) для технического обслуживания.
10. Способ по п.8 или 9, отличающийся тем, что второй приемник (20) для технического обслуживания расположен над первым приемником (19) для технического обслуживания и пригоден для проведения профилактических работ с нижней стороны соответственно установленной на ней подвижной плиты (4), в то время как первый приемник (19) пригоден для проведения профилактических работ с верхней стороны соответственно установленной на ней подвижной плиты (4).
11. Способ по любому из пп.7-9, отличающийся тем, что первую подвижную плиту (4I) при передаче с конечной позиции (7) на начальную позицию (9) сначала на конечной позиции (7) поворачивают под первым углом вокруг вертикальной оси таким образом, чтобы произошла установка в положение из направления (8) транспортирования первой линии (2) с подвижными плитами в направление передачи из конечной позиции (7) в начальную позицию (9), при этом первую подвижную плиту (4I) на начальной позиции (9) поворачивают под вторым углом вокруг вертикальной оси, чтобы произошла установка из положения передачи в положение транспортирования (10) второй линии (3) с подвижными плитами.
12. Способ по п.11, отличающийся тем,
- что первый угол составляет 90°, и/или
- что второй угол составляет 90°, и/или
- что направление (10) транспортирования второй линии (3) с подвижными плитами по отношению направления (8) транспортирования первой линии (2) с подвижными плитами изменяют на 180°.
13. Технологическая установка для серийного изготовления конструктивных элементов, в частности, кузовов автомобиля,
- с первой линией (2) с подвижными плитами для перемещения подвижных плит (4), которые могут удерживать одну заготовку (5), в частности, кузов автомобиля, и снабженной конечной позицией (7),
- со второй линией (3) с подвижными плитами для перемещения подвижных плит (4), которые могут удерживать одну заготовку (5), в частности, кузова автомобиля, и снабженной начальной позицией (9),
при этом
- соответствующая подвижная плита (4) снабжена платформой (12) и размещенным на этой платформе (12) перемещаемым подъемным столом (13) для приема заготовки (5),
- подъемный стол (13) обеспечивает регулирование по высоте заготовки (5) относительно платформы (12),
- начальная позиция (9) или конечная позиция (7) снабжена удерживающей рамой (15), которая содержит держатели (16) для приема заготовки (5) и опору (17) для приема подвижной плиты (4) и которая может регулироваться по высоте,
- в результате регулирования по высоте подъемного стола (13) установленная на опоре (17) для плит удерживающей рамы (15) подвижной плиты (4) заготовка (5) может опускаться на держателях (16) и подниматься держателями (16),
- позиция (11) технического обслуживания подвижных плит граничит с начальной позицией (9) или с конечной позицией (7), которая снабжена расположенными друг над другом первым приемником (19) для технического обслуживания для приема подвижной плиты (4) и вторым приемником (20) для технического обслуживания для приема подвижной плиты (4).
14. Технологическая установка по п.13, отличающаяся тем, что в результате регулирования по высоте удерживающей рамы (15) опора (17) для плит удерживающей рамы (15) может устанавливаться по одной линии попеременно с первым приемником (19) для технического обслуживания или со вторым приемником (20) для технического обслуживания позиции (11) для технического обслуживания таким образом, что подвижная плита с начальной позиции (9) или с конечной позиции (7) может переводиться на позицию (11) для технического обслуживания и наоборот.
15. Технологическая установка по п.13, отличающаяся тем, что конечная позиция (7) или начальная позиция (9) снабжена рамой (21) с опорой (22) для размещения плит, выполненной с возможностью вращения вокруг вертикальной оси, чтобы повернуть установленную на опоре (17) подвижную плиту (4) относительно направления (8, 10) транспортирования соответствующей линии (2, 3) для подвижных плит под углом (первым углом).
16. Технологическая установка по любому из пп.13-15, отличающаяся тем, что удерживающая рама (15) начальной позиции (9) или конечной позиции (7) выполнена с возможностью вращения вокруг вертикальной оси, чтобы повернуть установленную на опоре (17) подвижную плиту (4) относительно направления (10) транспортирования второй линии (3) для подвижных плит под углом (вторым углом).
17. Технологическая установка по любому из пп.13-15, отличающаяся тем, что линии (2, 3) для подвижных плит относительно их направления (8, 10) транспортирования, по меньшей мере, в области конечной позиции (7) и начальной позиции (9) установлены параллельно относительно друг друга.
18. Технологическая установка по любому из пп.13-15, отличающаяся тем, что содержит устройство управления для осуществления способа по любому из пп.1-12.
| DE 10221733 A1, 27.11.2003 | |||
| DE 102007007478 B3, 29.05.2008 | |||
| АВТОМАТИЧЕСКАЯ МОДУЛЬНАЯ СИСТЕМА ДЛЯ ПЕРЕМЕЩЕНИЯ И ОБРАБОТКИ КУЗОВОВ ТРАНСПОРТНЫХ СРЕДСТВ | 2001 |
|
RU2265544C2 |

