Изобретение относится к способу оценки состояния процесса производства детали, обеспечивающего размеры взаимного расположения ее конструктивных элементов, предназначенному для принятия решения по управлению процессом производства деталей при управлении качеством производства методами статистического контроля, и может быть использовано во всех отраслях крупно - и мелкосерийного производства, где продукция на выходе процесса или на отдельных его стадиях изготавливается партиями или непрерывно, в частности этот способ может быть использован при проведении контрольных испытаний технологического оборудования, предназначенного для изготовления названных деталей.
В совершенствовании управления современным производством преобладают способы, в которых используются статистические методы управления качеством процессов, предназначенные для обеспечения и поддержания показателей качества продукции на приемлемом и стабильном уровне.
Названные способы широко используются на практике, описаны в технической литературе, их применение регламентируется рядом государственных и отраслевых стандартов по системам качества. Аналогичные заявляемому способы реализованы в вычислительных устройствах для управления процессом производства изделий по патентам РФ: № 2145731, кл. МПК G 06 G 1/06 2000 г. и № 2133980, кл. МПК G 06 F 17/18 1999 г., а также ГОСТ 51814.3-2001 и ГОСТ Р 50779.40-96 (ИСО 7870-93).
Наиболее подробно суть этих способов описана в ГОСТ Р 50779.4D-96 (ИСО 7870-93), принимаемом нами за прототип.
Известные способы управления производством, использующие статистические методы управления качеством процессов, содержат замеры фактических размеров на каждой детали некоторой контрольной выборки, занесение значений этих замеров в таблицу данных, сравнение данных таблицы замеров с границами допускаемых показателей возможностей контролируемого процесса, оценку процессов по случаям выхода значений замеров за названные границы и принятие решения о приемке оборудования или о возможности продолжения процесса или, в случае отрицательной оценки, о проведении корректирующих наладочных воздействий.
Недостатком известных способов является необъективное занижение показателей возможностей контролируемого процесса производства деталей, обеспечивающего размеры взаимного расположения их конструктивных элементов, что обусловлено погрешностями установки деталей при измерениях. Особенно это проявляется, когда размеры на чертеже привязаны к необработанным или недостаточно точным базам. Названные погрешности являются случайными и не имеют отношения к фактической точности взаимного расположения элементов детали, поэтому результаты замеров с такими погрешностями не позволяют объективно оценить показатели возможностей контролируемого процесса.
Техническое решение направлено на достижение более объективной оценки показателей возможностей контролируемого процесса производства деталей, обеспечивающего размеры взаимного расположения их конструктивных элементов путем исключения влияния погрешностей установки деталей при измерениях на результаты замеров размеров взаимного расположения конструктивных элементов.
Названная цель достигается тем, что в какой-либо известной системе компьютерного проектирования, содержащей технологию параметрического моделирования, строят абсолютную систему координат, в которой наносят точки, соответствующие номинальному значению расположения конструктивных элементов по чертежу, а также контрольные границы областей допускаемых отклонений положения этих точек от номинальных, форма которых зависит от вида допусков, установленных чертежом для этих элементов, а размеры этих областей зависят от величины допуска по чертежу и количества деталей в контрольной выборке, по количеству деталей в контрольной выборке строят нумерованные в соответствии с номером детали в выборке локальные системы координат, расположение которых определяют соответствующими каждой локальной системе координат переменными величинами расстояния их начал от осей координат абсолютной системы и углами поворота относительно нее, в каждой из локальных систем координат наносят точки, соответствующие фактически замеренным координатам расположения всех конструктивных элементов соответствующей детали из контрольной выборки, для каждой локальной системы координат с помощью компьютерной программы выполняют поиск оптимальных значений переменных величин ее положения относительно абсолютной системы координат, при которых наименьшая величина из расстояний всех точек, нанесенных в локальных системах координат, от контрольной границы, соответствующей каждой точке, считая отрицательными эти значения для точек, расположенных за пределами контрольных границ, принимает наибольшее значение, а диаграммы полей рассеяния строят по значениям координат в абсолютной системе точек, нанесенных в локальных системах координат в измененных положениях последних, соответствующих найденным оптимальным значениям переменных величин.
На фиг.1 изображен пример чертежного вида детали.
На фиг.2 и 3 - схема, отображающая зависимость результатов замеров координат от погрешностей установки деталей при измерениях.
На фиг.4 - схема расположения абсолютной системы координат с точками номинального положения отверстий и областями их допускаемых положений, и локальных систем координат с точками, соответствующими фактически замеренным координатам расположения отверстий.
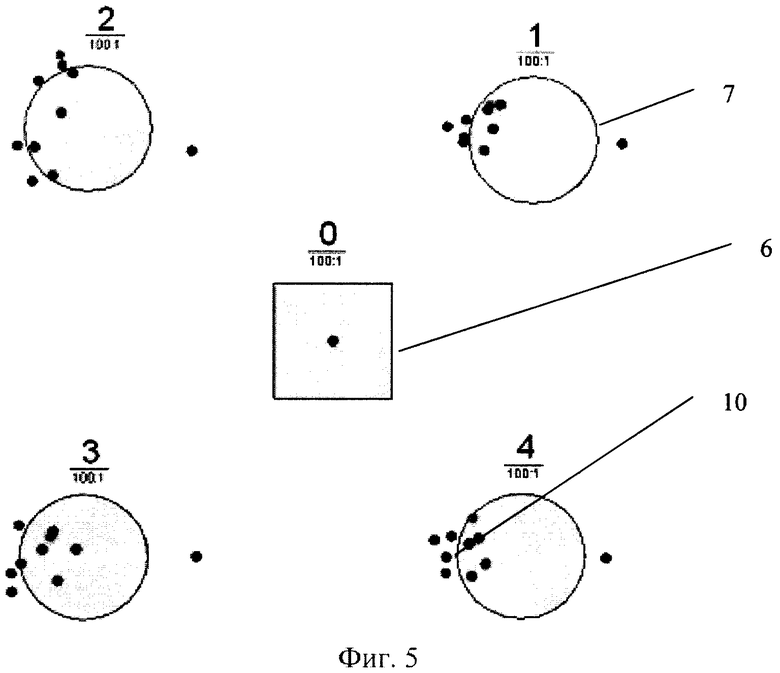
На фиг.5 - пример отображения контрольных границ и областей рассеяния результатов замеров до исключения погрешностей установки деталей при измерениях.
На фиг.6 - диаграммы полей рассеяния результатов замеров до исключения погрешностей установки деталей при измерениях.
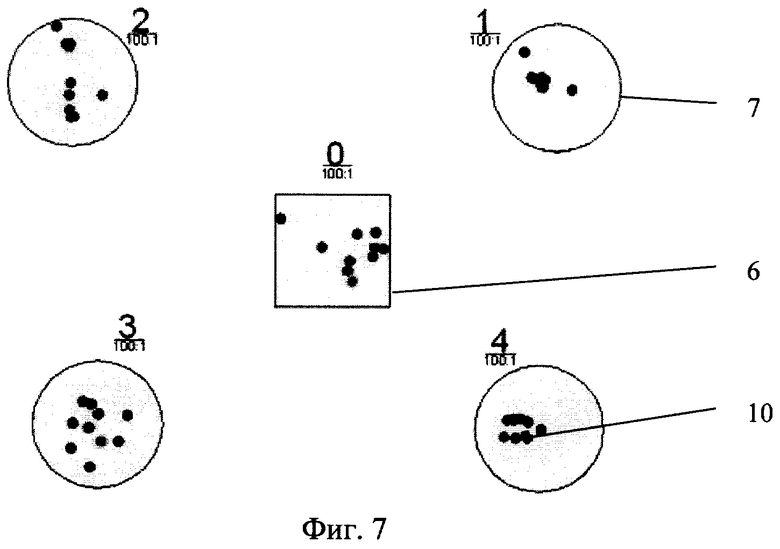
На фиг.7 - пример отображения контрольных границ и областей рассеяния результатов замеров после исключения погрешностей установки деталей при измерениях.
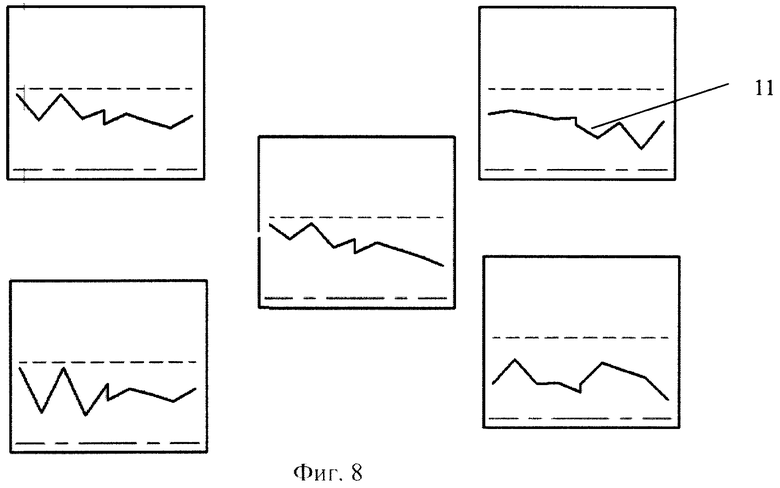
На фиг.8 - диаграммы полей рассеяния результатов замеров после исключения погрешностей установки деталей при измерениях.
Способ описывается на примере управления процессом обработки на агрегатном станке с многошпиндельными головками детали 1 (фиг.1), содержащей центральное отверстие 2 и четыре отверстия 3, расположенные по углам детали 1, а также две перпендикулярные между собой стороны 4 и 5. Взаимное расположение отверстий 2 и 3 и боковых сторон 4 и 5 регламентировано размерами в прямоугольной системе координат XY0 на рабочем чертеже детали. Рабочий чертеж используется при управлении процессом производства деталей (в материалах заявки не приведен). Расстояние сторон 4 и 5 от центра отверстия 2 задано свободными размерами L1 и L2 без допусков вдоль осей Х и Y координатой системы. Расположение центра отверстия 2 относительно центра правого верхнего (на фиг.1) отверстия 3 задано двумя размерами вида А±Δа и В±Δb, где
А и В - номинальные размеры расстояний центра отверстия 2 от отверстия 3 по осям Х и Y, (см. на фиг.1);
Δа и Δb - симметричные допуски на размеры А и В.
При таком задании размеров и допусков область 6 допускаемых отклонений центра отверстия 2 от номинального положения имеет форму прямоугольника со сторонами, равными 2Δа и 2Δb.
Взаимное расположение центров отверстий 3 задано на чертеже (фиг.1) номинальными размерами вида 
 (рамочками обозначают размеры, общий позиционный допуск которых назначается на размере диаметра отверстий), при этом рабочим чертежом установлен позиционный диаметральный допуск ⊘δb. При таком задании размеров и допусков области 7 допускаемых отклонений от номинального положения центров отверстий 3 имеют форму окружностей диаметром, равным δb.
(рамочками обозначают размеры, общий позиционный допуск которых назначается на размере диаметра отверстий), при этом рабочим чертежом установлен позиционный диаметральный допуск ⊘δb. При таком задании размеров и допусков области 7 допускаемых отклонений от номинального положения центров отверстий 3 имеют форму окружностей диаметром, равным δb.
Управление процессом обработки осуществляется статистическим методом с применением системы компьютерного проектирования T-FLEX CAD российской компании "Топ Системы" (www.topsystems.ru) официальная торговая марка T-FLEX Paramitric CAD. При этом обрабатывают (или отбирают обработанную) на станке некоторую контрольную партию деталей (выборку); проводят измерение фактически полученных при обработке на станке размеров на всех деталях выборки; заносят значения замеров в таблицу данных, после чего сравнивают данные таблицы с границами допускаемых показателей возможностей контролируемого процесса и производят оценку процесса по случаям выхода значений замеров за названные границы.
Стандартами предприятия АО "АВТОВАЗ" регламентировано требование обеспечения показателей возможностей процессов Ср≥1,33 и Сpk≥1,33, где:
Ср - индекс воспроизводимости процесса, отражающий его изменчивость по отношению к полю допуска;
Cpk - индекс воспроизводимости процесса, отражающий его изменчивость и настроенность на центр поля допуска.
Для поставщиков оборудования установлены более жесткие приемочные нормы Ср≥1,67. Исходя из этих требований определяются количество деталей в выборке и контрольные границы как часть поля допуска. Для приемки нового оборудования контрольные границы регламентировано устанавливать равными половине допусков, определенных на чертеже. Результаты испытания нового оборудования считаются положительными, когда контролируемые размеры не выходят за пределы контрольных границ.
Из условия приемочных норм в ОАО "АВТОВАЗ" для нового оборудования контрольные границы 6 устанавливаются для центра отверстия 2 в виде прямоугольника со сторонами Δа и Δb, а контрольные границы 7 для центров отверстий 3 - как окружности диаметром δb/2.
В процессе измерения детали 1 устанавливаются в измерительные средства с базированием по сторонам 4 и 5, при этом возникают погрешности установки, зависящие от качества поверхностей и взаимного расположения сторон 4 и 5 детали 1, dx, dy и da в средствах измерения, где:
dx и dy - смещения точки 0' пересечения сторон 4 и 5 относительно начала координат 0 измерительной системы, (фиг.3),
da - угловое смещение детали (перекос) относительно измерительной системы, (фиг.3).
Эти погрешности имеют случайный характер, фактическая точность взаимного расположения отверстий 2 и 3 от них не зависит, но они влияют на результаты замеров отклонений центров отверстий от номинальных положений.
На фиг.2 показана схема измерения размеров взаимного расположения отверстий 2 и 3 на одной детали при нулевых значениях погрешностей установки dx, dy и da, т.е. в случае, когда стороны 4 и 5 детали 1 строго взаимно перпендикулярны и их поверхности идеально плоские, а на фиг.3 приведена эта схема измерения в неидеальном случае, когда неровностями сторон 4 и 5 и отклонениями их от взаимной перпендикулярности обусловлены погрешности dx, dy и da установки при измерениях (контрольные границы и погрешности условно увеличены).
Точки x2, y2, x3 и y3 - проекции центров контрольных границ 6 и 7 на оси координат измерительной системы, Ра;
точки x2', y2', x3' и y3' - проекции центров замеренных отверстий 2 и 3 на оси координат измерительной системы;
расстояния  и
и  - соответствуют номинальным размерам А и В на фиг.1;
- соответствуют номинальным размерам А и В на фиг.1;
расстояния  и
и  - замеренные значения размеров А±Δа и В±Δb на фиг.1.
- замеренные значения размеров А±Δа и В±Δb на фиг.1.
Из схем на фиг.2 и 3 очевидно, что замеренные значения отличаются при одном и том же фактическом размере межцентрового расстояния между этими отверстиями.
Таким образом отметим, что погрешности установки деталей при измерениях влияют на результаты оценки фактических значений отклонений центров отверстий от их номинальных положений, причем даже при сравнительно малых величинах погрешностей установки их влияние может быть существенным и приводить к неправильной оценке показателей возможности процесса.
Полное пооперационное описание предлагаемого способа в порядке выполнения действий во времени может быть охарактеризовано следующим образом.
- на оборудовании изготавливают партию деталей 1 (именуемую в дальнейшем как "контрольная выборка") или производят ее отбор в процессе производства;
- детали 1 в контрольной выборке нумеруют и маркируют;
- измеряют координаты центров отверстий 2 и 3, используя для установки при измерениях стороны 4 и 5 детали 1;
- результаты замеров вносят в таблицу, каждая строка которой содержит номер детали, номер отверстия и координаты центра этого отверстия по осям Х и Y;
- в системе компьютерного проектирования, содержащей технологию параметрического моделирования, строят абсолютную систему координат 8 (фиг.4);
- в абсолютной системе 8 наносят точки, X00, Y00 и X0i, Y0i соответствующие номинальному положению центров отверстий 2 и 3, где
X00, Y00 - координаты номинального положения центра отверстия 2;
X0i, Y0i - координаты номинального положения центра i-го отверстия 3;
- по существующим правилам, в зависимости от количества деталей в выборке и вида допуска, определяют контрольные границы прямоугольной 6 и круглых 7 областей допускаемых отклонений координат центров отверстий 2 и 3 от их номинальных положений, позволяющие оценить показатели возможностей контролируемого процесса;
- в абсолютной системе координат 8 наносят в реальном масштабе (на схеме показано утрированно) контрольные границы 6 с центром в точке X00, Y00 и контрольные границы 7 с центрами в точках X0i, Y0i;
- строят локальную систему координат 9, смещение начала и угол поворота которой относительно абсолютной системы координат 8 определяется специальными переменными dx, dy, и da, которые вводятся в систему;
- дополнительно вводят в систему переменную j, соответствующую номеру детали в выборке;
- в локальной системе координат 9 в реальном масштабе наносят точки Xj0, Yj0 и Xji, Yji, координаты каждой из которых задают с помощью специальных выражений, позволяющих компьютерной системе считывать из таблицы в строке, соответствующей номеру детали j и номеру отверстия в этой детали, соответствующему номеру точки в локальной системе координат (на фиг.4 показано для j=1),
где
Xj0, Yj0 - координаты замеренного положения отверстия 2 j-й детали в выборке;
Xji, Yji - координаты замеренного положения центра i-го отверстия 3 j-й детали в выборке,
- используя функцию компьютерной системы "спецификация", создают новую таблицу расчетных значений координат центров отверстий, в которую автоматически заносятся значения координат точек Xj0, Yj0 и Xji, Yji в абсолютной системе 8;
- поочередно для каждой детали в контрольной выборке, изменяя в системе значение переменной j, устанавливают для точек Xj0, Yj0 и Хji, Yji значения замеренных координат в локальной системе координат 9, после чего с помощью специальной функции компьютерной системы "оптимизация" организуют, путем ввода в систему специальных выражений и необходимых граничных условий, поиск оптимальных значений переменных dx, dy и da, при которых наибольшее значение принимает наименьшая величина из всех расстояний каждой точки Xj0, Yj0 и Xji, Yji, нанесенной в локальной системе координат 9, от соответствующей этой точке контрольных границ 6 или 7, считая отрицательными величины расстояний для точек Xj0, Yj0 и Хji, Yji, расположенных за пределами контрольных границ 6 или 7, при этом положение локальной системы координат 9 изменяется в соответствии с изменениями переменных величин dx, dy и da;
- с помощью компьютерной системы автоматически пересчитываются данные таблицы расчетных значений координат центров отверстий 2 и 3, таким образом для каждой конкретной детали 1 результаты замеров корректируются с исключением из них погрешностей установки dx, dy и da, внесенных при измерении;
- состояние системы запоминается как фрагмент под именем, соответствующим номеру замеренной детали;
- начиная с изменения в системе переменной j, эту операцию производят с остальными замерами;
- после обработки всех замеров создают сводную модель замеров, для этого на построенную ранее абсолютную систему координат 8 с нанесенными контрольными границами 6 и 7, в которой предварительно удаляют остальные построения, наносят все фрагменты, полученные выше с откорректированными положениями точек Xj0, Yj0 и Xji, Yji, с помощью функции "спецификация" данные таблиц всех фрагментов автоматически объединяются в одну сводную таблицу, в которой погрешности установки, внесенные при измерениях, исключены. Точки Xj0, Yj0 и Xji, Yji, из всех фрагментов замеров образуют поля рассеяния 10 (фиг.5 и 7);
- для визуализации границ 6 и 7 с полями рассеяния 10 в сводной модели с помощью компьютерной системы организуется их просмотр в большом масштабе в специальных окнах просмотра или на отдельно отображаемых выносных. На фиг.5 для описываемого примера показано отображение полей рассеяния 10 до проведения оптимизации, для сравнения на фиг.7 показано, как это выглядит после исключения погрешностей установки при измерениях;
- по данным сводной таблицы строятся графики 11 полей рассеяния 10 (фиг.6 и 8);
- осуществляют оценку процесса по случаям выхода значений пересчитанных изложенным выше образом замеров за контрольные границы 6 и 7 по отображаемым на экране дисплея полям рассеяния 10, а также анализируя сводную таблицу и графики 11.
Предложенный способ позволяет обеспечить более объективную оценку показателей возможностей контролируемого процесса производства деталей, при котором выполняются размеры взаимного расположения их конструктивных элементов за счет исключения влияния погрешностей установки деталей при измерениях на результаты замеров размеров взаимного расположения конструктивных элементов деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ИЗГОТАВЛИВАЕМОЙ ШТАМПОВОЙ ОСНАСТКИ | 2010 |
|
RU2448826C2 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ИМЕЮЩИХ КРУГЛЫЕ СЕЧЕНИЯ | 2007 |
|
RU2348006C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ТОЧНОСТИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА "ТЕЛО ВРАЩЕНИЯ" | 2011 |
|
RU2471145C1 |
| СПОСОБ СБОРКИ ПО ОДНОИМЕННЫМ РАЗМЕРНЫМ ГРУППАМ РАВНОГО КОЛИЧЕСТВА ДЕТАЛЕЙ ОДНОЙ РАЗМЕРНОЙ ГРУППЫ | 2020 |
|
RU2745990C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| Способ обработки зубчатых колес | 2018 |
|
RU2677473C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТЕЙ ГИБКОЙ УПРУГОЙ ТОНКОСТЕННОЙ ДЕТАЛИ | 1988 |
|
RU2035687C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ЦЕНТРА ОТВЕРСТИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2667666C1 |
| СПОСОБ СОСТАВЛЕНИЯ КАРТ ИЗМЕРЕННЫХ ВЕЛИЧИН | 1998 |
|
RU2207750C2 |




Изобретение относится к способу оценки состояния процесса производства деталей, обеспечивающего размеры взаимного расположения их конструктивных элементов, и может быть использовано во всех отраслях производства крупно- и мелкосерийного производства. Технический результат - повышение достоверности контроля деталей. Способ управления процессом производства деталей, обеспечивающий размеры взаимного расположения конструктивных элементов деталей, содержит замер координат расположения этих элементов на каждой детали некоторой контрольной выборки, занесение значений этих координат в таблицу данных, сравнение данных таблицы замеров с границами допускаемых показателей возможностей контролируемого процесса, оценку процесса по случаям выхода значений замеров за названные границы. Для этого в системе компьютерного проектирования, содержащей технологию параметрического моделирования, строят абсолютную систему координат, в которой наносят точки, соответствующие номинальному значению расположения конструктивных элементов по чертежу, а также контрольные границы областей допускаемых отклонений положения этих точек от номинальных, форма которых зависит от вида допусков, установленных чертежом для этих элементов, а размеры этих областей зависят от величины допуска по чертежу и количества деталей в контрольной выборке. По количеству деталей в контрольной выборке строят нумерованные в соответствии с номером детали в выборке локальные системы координат, расположение которых определяют соответствующими каждой локальной системе координат переменными величинами расстояния их центров от осей координат абсолютной системы и углами поворота относительно нее, в каждой из локальных систем координат наносят точки, соответствующие фактически замеренным координатам расположения всех конструктивных элементов соответствующей детали из контрольной выборки. Для каждой локальной системы координат с помощью компьютерной программы выполняют поиск оптимальных значений переменных величин ее положения относительно абсолютной системы координат, при которых наименьшая величина из расстояний всех точек, нанесенных в локальных системах координатах, от контрольной границы, соответствующей каждой точке, считая отрицательными эти значения для точек, расположенных за пределами контрольных границ, принимает наибольшее значение. Диаграммы полей рассеяния строят по значениям координат в абсолютной системе точек, нанесенных в локальных системах координат в измененных положениях последних, соответствующих найденным оптимальным значениям переменных величин. 8 ил.
Способ оценки состояния процесса производства деталей, обеспечивающего размеры взаимного расположения конструктивных элементов деталей, содержащий замер координат расположения этих элементов на каждой детали некоторой контрольной выборки, занесение значений этих координат в таблицу данных, сравнение данных таблицы замеров с границами допускаемых показателей возможностей контролируемого процесса, оценку процесса по случаям выхода значений замеров за названные границы, отличающийся тем, что в какой-либо известной системе компьютерного проектирования, содержащей технологию параметрического моделирования, строят абсолютную систему координат, в которой наносят точки, соответствующие номинальному значению расположения конструктивных элементов по чертежу, а также контрольные границы областей допускаемых отклонений положения этих точек от номинальных, форма которых зависит от вида допусков, установленных чертежом для этих элементов, а размеры этих областей зависят от величины допуска по чертежу и количества деталей в контрольной выборке, по количеству деталей в контрольной выборке строят нумерованные в соответствии с номером детали в выборке локальные системы координат, расположение которых определяют соответствующими каждой локальной системе координат переменными величинами расстояния их центров от осей координат абсолютной системы и углами поворота относительно нее, в каждой из локальных систем координат наносят точки, соответствующие фактически замеренным координатам расположения всех конструктивных элементов соответствующей детали из контрольной выборки, для каждой локальной системы координат с помощью компьютерной программы выполняют поиск оптимальных значений переменных величин ее положения относительно абсолютной системы координат, при которых наименьшая величина из расстояний всех точек, нанесенных в локальных системах координат, от контрольной границы, соответствующей каждой точке, считая отрицательными эти значения для точек, расположенных за пределами контрольных границ, принимает наибольшее значение, а диаграммы полей рассеяния строят по значениям координат в абсолютной системе точек, нанесенных в локальных системах координат в измененных положениях последних, соответствующих найденным оптимальным значениям переменных величин.
| Радиоприемник | 1936 |
|
SU50779A1 |
| Статистические методы, Контрольные карты, Общее руководство и введение, М., Госстандарт России, 17.10.1996, с.2-5, 18, 19 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИНДИКАТОРА ПОКАЗАТЕЛЯ КАЧЕСТВА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 1999 |
|
RU2220030C2 |
| 0 |
|
SU402840A1 | |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТЕЙ ИЗГОТОВЛЕНИЯ ДЕТАЛИ НА ТОКАРНОМ СТАНКЕ | 2000 |
|
RU2190503C2 |

