Изобретение относится к технологии производства транспортерных лент на основе полимерных композиционных материалов и может быть использовано для изготовления легкорежимных бесконечных лент, эксплуатируемых в составе наклонных транспортеров.
Современные автоматизированные производственные линии имеют в своем составе наклонные транспортеры модульного типа для перемещения изделий на разные уровни. Танспортерные ленты в таких транспортерах имеют длину до 9-10 метров и для повышения производительности и сохранности перемещаемых грузов выполняются с различными по форме поперечными профилями, выполненными из эластомерного материала. Пример такого транспортера показан на фиг.1.
В настоящее время известен способ изготовления транспортерных лент с поперечными профилями для наклонных транспортеров, представленный на сайте http://combelt.ru / (см. страницу http://www.combelt.ru/catalog/components/group58/).
Технологический процесс изготовления транспортерной ленты по данному способу включает несколько самостоятельных операций:
1. Изготовление гладкого полотна (силовой основы) транспортерной ленты с покрытием из термопластичного материала.
2. Изготовление профилей из термопластичного материала.
3. Сварка профилей с материалом покрытия силовой основы методом воздействия токами высокой частоты.
4. Соединение транспортерной ленты в бесконечную.
Недостатками данного способа являются:
- высокая трудоемкость изготовления ленты, связанная с необходимостью сварки каждого профиля отдельно;
- необходимость использования специального сварочного оборудования, генерирующего токи высокой частоты;
- ограничение в применении материалов для изготовления ленты: необходимо использовать для изготовления покрытия и профилей только термопласты;
- возможность изготовления только двух форм профилей.
Известен также аналогичный способ изготовления ленты для наклонного транспортера, в котором поперечные профили изготавливаются из термопластичных полиуретана и поливинилхлорида и привариваются только к однотипному материалу, покрывающему силовую основу («Ремни и конвейерные ленты. Каталог 2001». Челябинск: Полиграфическое объединение «Книга», 2001, с.71, 72, 81). Данному способу присущи недостатки предыдущего аналога, кроме того, для него существует еще большее ограничение в выборе материала профиля для конкретного материала покрытия ленты.
Наиболее близким техническим решением, принятым в качестве прототипа, является способ формирования зубчатого ремня силового привода по заявке №200116560 с приоритетом 19.11.1999 г.
Данный способ основан на формовании в пресс-форме с выемками при высоких значениях давления и температуры армированного эластомера в плоский бесконечный ремень с наружной поверхностью, имеющей зубчатый профиль. Недостаток данного способа в том, что он применим для изготовления ремней и лент с профилями только небольшой длины и практически неосуществим для изготовления лент длиной более 5-6 м с высотой профилей до 70 мм из-за возникающих конструктивных особенностей и больших размеров пресс-формы. Для этого потребуется слишком сложное технологическое оборудование и большие энергозатраты на создание высоких значений давления и температуры.
Техническими задачами, на решение которых направлено предлагаемое изобретение, являются упрощение технологического процесса изготовления транспортерных лент с поперечными профилями, снижение трудоемкости и энергозатрат на их изготовление.
Поставленные задачи решаются тем, что:
1. Намотку первого слоя армирующей ткани производят с введением ее в выемки на поверхности оправки.
2. Формирование профилей осуществляют посредством установки в выемки поверх слоя ткани вкладышей из эластомерного материала, повторяющих форму и размеры выемок с размещенной в них тканью.
3. После демонтажа с оправки выполняют дополнительную операцию реверсирования поверхностей ленты.
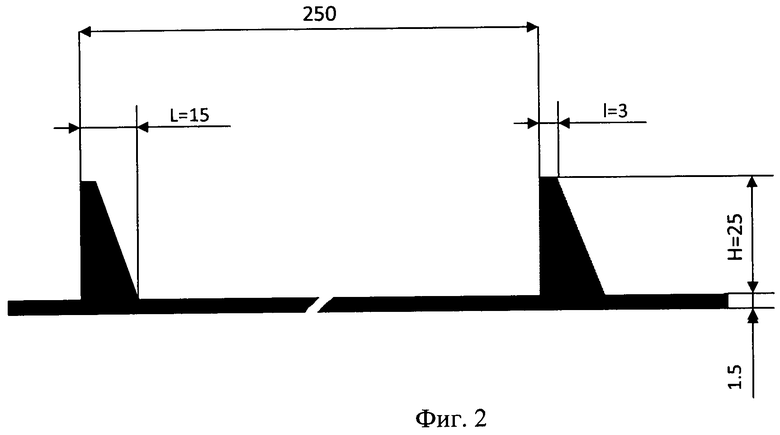
Суть предлагаемого изобретения поясняется прилагаемыми чертежами на примере изготовления бесконечной транспортерной ленты с поперечными профилями длиной 7500+10 мм, шириной 380+3 мм. Остальные геометрические параметры ленты показаны на фиг.2.
Процесс изготовления транспортерной ленты с поперечными профилями по предлагаемому способу основан на технологии намотки пропитанной связующим армирующей ткани на цилиндрическую оправку.
Для изготовления ленты использовались следующие материалы:
1. Ткань фильтровальная из синтетических нитей артикул 56207 ГОСТ 15978-93.
2. Эпоксидное эластичное связующее ФХБ-63 ТУ 6-02-1065-81.
3. Преполимер СКУ-ПФЛ-74 Ту 38-103.519-82.
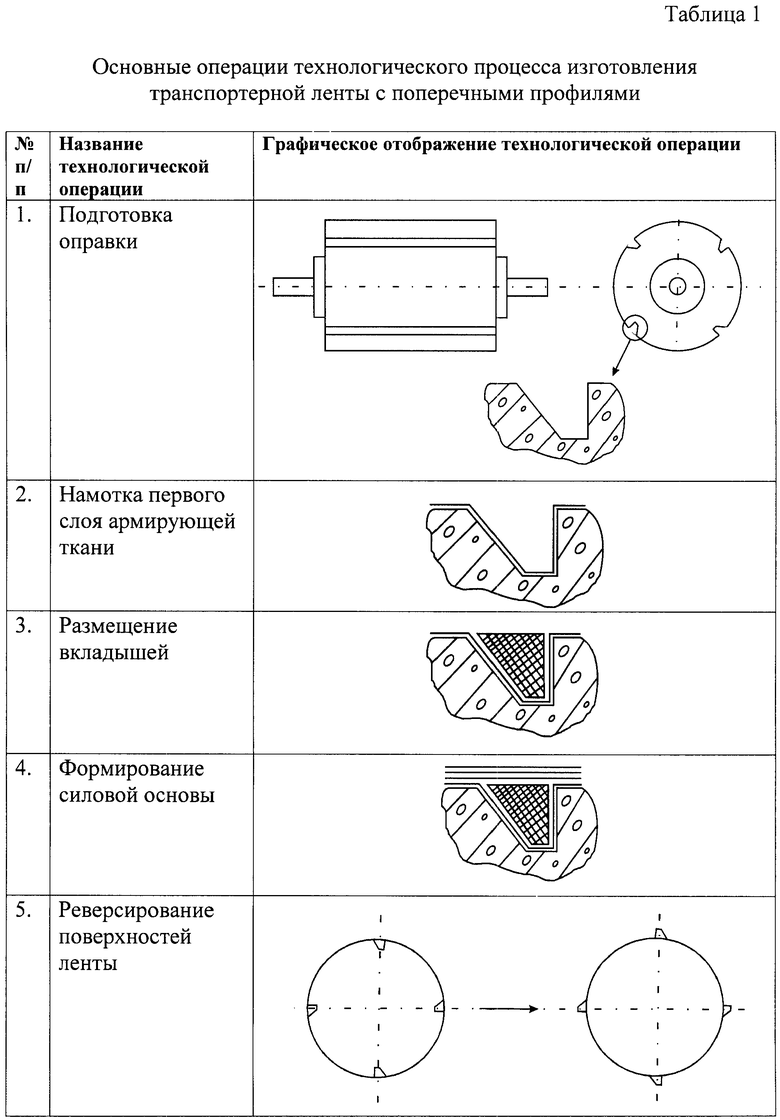
Технологический процесс изготовления ленты осуществлялся в следующей последовательности, схематично показанной в таблице.
1. Подготовка оправки:
- изготовление металло-гипсовой оправки диаметром 2390 мм и длиной рабочей части 1000 мм;
- выполнение выемок (канавок) заданной формы в гипсовом подслое параллельно оси оправки;
- размещение поверх гипсового подслоя разделительного слоя, например, фторопластовой пленки.
2. Намотка первого слоя армирующей ткани:
- размещение на поверхности оправки слоя пропитанной связующим армирующей ткани основными нитями в кольцевом направлении с введением его в выемки.
Ширина ткани 800 мм, толщина одного слоя пропитанной ткани 0,25 мм.
3. Размещение вкладышей:
- размещение в выемках поверх слоя ткани заранее изготовленных из эластичного материала вкладышей.
Вкладыши изготавливались методом свободного литья в форму преполимера уретанового СКУ-ПФЛ-74 с последующим отверждением. Размеры изготовленных вкладышей меньше размеров профилей (фиг.2) и соответственно выемок в гипсовом подслое оправки, на величину толщины ткани, т.е. для вкладышей H=24,75; L=9,5; l=2,5 (см. обозначения на фиг.2).
4. Формирование силовой основы транспортерной ленты:
- намотка армирующей ткани основными нитями в кольцевом направлении до заданной толщины силовой основы.
С учетом того, что первый (он же облицовочный) слой ткани также входит в силовую основу ленты, остается намотать 5 слоев пропитанной связующим ткани (0,25·6=1,5 (мм));
- размещение поверх намотанной заготовки ленты разделительного слоя, обкладных формующих листов и намотка технологической нити для создания контактного давления формования;
- отверждение в печи полимеризации при температуре 120°С в течение 4 часов;
- демонтаж технологической нити, обкладных листов и разделительного слоя;
- торцевание ножевым резцом на оправе краев ленты, разрезка на две ленты шириной по 380 мм;
- демонтаж ленты с оправки.
5. Реверсирование поверхностей транспортерной ленты:
- реверсирование поверхностей ленты осуществляется простым выворачиванием «наизнанку» ленты таким образом, чтобы внутренняя поверхность стала наружной.
Из-за небольшой толщины силовой основы транспортерной ленты и высокой деформационной способности материала ленты напряжения, возникающие в материале при реверсировании, незначительны и не влияют, как показали эксперименты, на ее работоспособность.
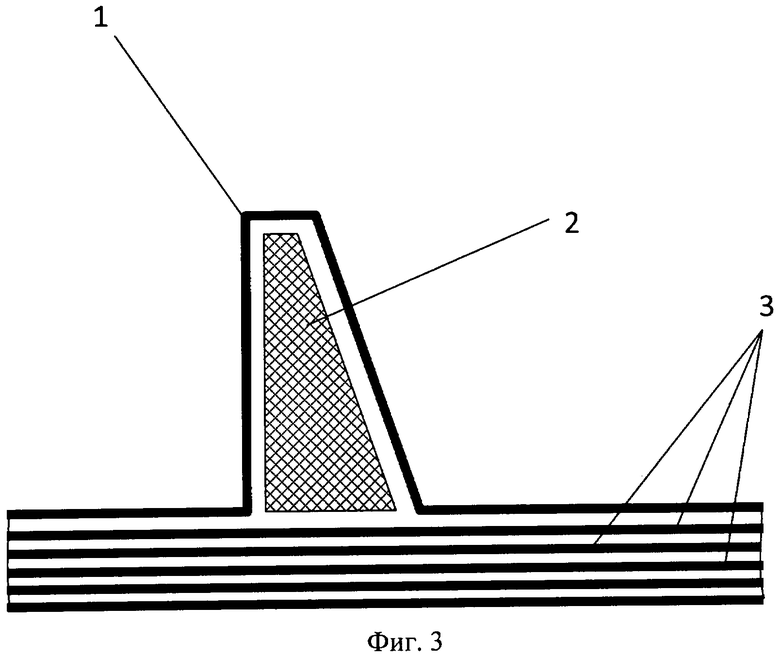
В результате реализации предлагаемого способа получается транспортерная лента с профилями, структура которой схематично показана на фиг.3, где 1 - первый (облицовочный) слой полимерного композиционного материала с эластичной полимерной матрицей, армированной тканью; 2 - вкладыш из эластичного материала; 3 - слои композиционного материала силовой основы. Как видно из чертежа облицовочный слой композиционного материала обеспечивает прочную связь вкладыша с силовой основой и формирует вместе с ним профиль ленты.
Изготовленная по предлагаемому способу транспортерная лента для наклонного транспортера прошла полный цикл испытаний, показав хорошую работоспособность.
Предлагаемый способ изготовления лент для наклонного транспортера в отличие от прототипа более прост, не требует специального сложного оборудования и создания высокого давления, не ограничивает выбор применяемых материалов, позволяет за один технологический цикл получать несколько лент, тем самым снижая трудоемкость их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| ОТВОД КРУТОИЗОГНУТЫЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206018C2 |
| КОНВЕЙЕРНАЯ ЛЕНТА | 2010 |
|
RU2436674C2 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2423059C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА ВЕРТИКАЛЬНОЙ КОЛОННЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2529206C1 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154766C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2001 |
|
RU2221183C2 |

Изобретение относится к технологии производства транспортерных лент на основе полимерных композиционных материалов и может быть использовано для изготовления легкорежимных бесконечных лент, эксплуатируемых в составе наклонных транспортеров. Техническим результатом заявленного изобретения являются упрощение технологического процесса изготовления транспортерных лент с поперечными профилями, снижение трудоемкости и энергозатрат на их изготовление. Технический результат достигается способом изготовления транспортерной ленты для наклонного транспортера, который включает ряд операций: создание силовой основы ленты намоткой на цилиндрическую оправку с выполненными на поверхности выемками пропитанной связующим армирующей ткани с введением ее первого слоя в выемки оправки; формирование на внутренней поверхности силовой основы поперечных профилей посредством размещения в выемках оправки поверх слоя ткани вкладышей; отверждение под давлением, демонтаж с оправки и реверсирование поверхностей транспортерной ленты. При этом для формирования поперечных профилей используют вкладыши, выполненные из отвержденного эластомерного материала и повторяющие форму и размеры выемок в оправке с размещенной в них тканью. 3 ил., 1 табл.
Способ изготовления транспортерной ленты для наклонного транспортера, включающий операции создания силовой основы ленты намоткой на цилиндрическую оправку с выполненными на поверхности выемками пропитанной связующим армирующей ткани с введением ее первого слоя в выемки оправки, формирования на внутренней поверхности силовой основы поперечных профилей посредством размещения в выемках оправки поверх слоя ткани вкладышей, отверждения под давлением, демонтажа с оправки и реверсирования поверхностей транспортерной ленты, отличающийся тем, что для формирования поперечных профилей используют вкладыши, выполненные из отвержденного эластомерного материала и повторяющие форму и размеры выемок в оправке с размещенной в них тканью.
| JP 10230550 A, 02.09.1998 | |||
| Способ разработки пластовых месторождений полезных ископаемых | 1981 |
|
SU1011858A1 |
| Способ сборки двухслойной бесконечной тяговой ленты | 1974 |
|
SU497160A1 |
| РЕМЕНЬ СИЛОВОГО ПРИВОДА | 1999 |
|
RU2224151C2 |
| DE 102004044218 A1, 16.03.2006 | |||
| Способ измерения коэффициента воздушного зазора асинхронной электрической машины | 1983 |
|
SU1249599A1 |
| US 5653656 A, 05.08.1997. | |||

