Область техники
Настоящее изобретение в общем имеет отношение к поршням и способам их изготовления, а более конкретно к узлам литейных форм для отливки поршней и к отлитым в них поршням.
Уровень техники
Уже известны поршни с кольцевым внешним поднутрением, расположенным непосредственно радиально внутри зоны расположения поршневых колец поршня. Поднутрение создает свешивающийся (консольный) участок зоны расположения поршневых колец, который, в свою очередь, создает проблемы при отливке (литье) поршня. Чтобы исключить механическую обработку поднутрения после операции литья, полость литейной формы должна иметь выступ или панель с отрицательной конфигурацией желательного поднутрения. Однако для того, чтобы извлечь или удалить отлитый поршень из полости литейной формы, панель должна быть полностью выведена из поднутрения и полости литейной формы. Так как соответствующая зона расположения поршневых колец образована радиально снаружи от поднутрения, панель не может быть просто перемещена радиально наружу в горизонтальном направлении. Кроме того, бобышки отверстия для поршневого пальца, отходящие от зоны расположения поршневых колец, образованы в процессе литья. Бобышки отверстия для поршневого пальца смещены друг от друга и расходятся наружу в боковом направлении от центральной оси поршня. Как таковые, бобышки отверстия для поршневого пальца не позволяют образующей поднутрение панели двигаться вниз, в вертикальном направлении. Поэтому, чтобы решить указанную проблему, известные узлы литейной формы содержат панель, которая может быть с поворотом выведена из полости литейной формы. Однако движение поворота панели ограничивает размер имеющегося поднутрения, которое может быть образовано в зависимости от размеров огибающей полости литейной формы.
Сущность изобретения
В соответствии с первым аспектом настоящего изобретения, предлагается узел литейной формы для отливки поршня, который имеет две полуформы, выполненные с возможностью перемещения в направлении друг к другу и друг от друга вдоль прямолинейной траектории, которая главным образом перпендикулярна продольной центральной оси поршня, между положением зацепления, чтобы создать по меньшей мере участок полости литейной формы для отливки внешнего периметра поршня, и положением расцепления, чтобы позволить извлечь поршень из полости литейной формы. Узел также имеет две оправки, выполненные с возможностью перемещения в направлении друг к другу вдоль сходящейся прямолинейной траектории, которая имеет наклон к указанной центральной оси, в положение зацепления между указанными двумя полуформами, чтобы образовать поднутрение для поршня. Две оправки выполнены с возможностью перемещения в направлении удаления друг от друга вдоль расходящейся прямолинейной траектории относительно указанной оси, в положение расцепления, чтобы позволить извлечь поршень вертикально вдоль указанной оси.
В соответствии с другим аспектом настоящего изобретения, предлагается способ отливки поршня. Способ предусматривает перемещение в положение зацепления двух первых оправок вдоль сходящейся прямолинейной траектории, имеющей наклон к центральной оси поршня, затем перемещение двух полуформ в направлении друг к другу в положение зацепления, чтобы создать по меньшей мере участок полости литейной формы, с указанными первыми оправками, введенными в указанную полость литейной формы, затем, введение заданного количества жидкого материала поршня в полость литейной формы и затвердевание жидкого материала поршня с образованием твердого поршня, имеющего верхнюю головку, образованного при помощи указанных полуформ и имеющего поднутрение в указанной верхней головке. После этого производят перемещение указанных первых оправок в направлении друг от друга по расходящейся прямолинейной траектории, имеющей наклон к указанной центральной оси, в положение расцепления, главным образом с выводом из полости литейной формы, и, наконец, перемещение указанных полуформ в положение расцепления и извлечение затвердевшего поршня из полости литейной формы.
В соответствии с еще одним аспектом настоящего изобретения, предлагается способ отливки поршня, который предусматривает перемещение двух первых оправок вдоль прямолинейной траектории в положение зацепления, затем, перемещение двух полуформ в положение зацепления, чтобы создать по меньшей мере участок полости литейной формы, с указанными первыми оправками, введенными в указанную полость литейной формы при их положении зацепления. После этого производят введение заданного количества жидкого материала поршня в полость литейной формы и затвердевание жидкого материала поршня с образованием твердого поршня, имеющего верхнюю головку, образованного при помощи указанных полуформ и имеющего поднутрение, образованное при помощи указанных первых оправок, причем указанное поднутрение расположено радиально внутри от зоны расположения поршневых колец указанной верхней головки, затем, перемещение указанных первых оправок линейно в положение расцепления, главным образом с выводом из полости литейной формы, и перемещение указанных полуформ в положение расцепления. Наконец осуществляют извлечение затвердевшего поршня из полости литейной формы.
Указанные ранее и другие аспекты, характеристики и преимущества изобретения будут более ясны из последующего детального описания его предпочтительных вариантов, приведенного со ссылкой на сопроводительные чертежи, на которых аналогичные детали имеют одинаковые позиционные обозначения, и из формулы изобретения.
Краткое описание чертежей
На фиг.1 показан вид в перспективе узла литейной формы в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
На фиг.2 показан вид в перспективе панели и направляющей узла литейной формы, показанного на фиг.1, показанных изолированно.
На фиг.3 показан вид в перспективе в разрезе узла литейной формы.
Подробное описание изобретения
На фиг.1-3 показан узел 20 литейной формы, сконструированный в соответствии с предпочтительным вариантом настоящего изобретения. Узел 20 литейной формы имеет салазки, называемые далее платформой 22, прикрепленные к основанию, называемому далее опорной поверхностью 24. Первая полуформа, называемая далее левой полуформой 26, в рабочем состоянии соединена с платформой 22, чтобы создать левый участок полости литейной формы. Противоположная полуформа, называемая далее правой полуформой 28, в рабочем состоянии соединена с платформой 22, чтобы создать правый участок полости литейной формы, противоположный левому участку. Левая и правая полуформы 26, 28 выполнены с возможностью линейного скольжения в направлении друг к другу и друг от друга вдоль платформы 22, между положением зацепления или закрытым положением и положением расцепления или открытым положением. При нахождении в положении зацепления, левая и правая полуформы взаимодействуют, чтобы образовать главным образом закрытую по окружности полость литейной формы относительно продольной центральной оси А. Полуформы 26, 28 имеют внутренние поверхности 27, 29 литейной формы (показанные без кольцевых канавок, которые, однако, могут быть выполнены в полуформах), позволяющие образовать внешний периферийный участок 21 поршня, в том числе головку поршня с кольцевым пояском, идущим радиально относительно центральной оси А. В расцепленном, открытом положении, левая и правая полуформы 26, 28 смещены друг от друга в боковом направлении на расстояние, достаточное для того, чтобы готовый поршень можно было извлечь вертикально из узла 20 литейной формы.
Узел 20 литейной формы содержит пару вторых оправок (первые оправки будут описаны далее), в том числе левую оправку (бобышку) отверстия для поршневого пальца, называемую далее левым выступом 30, который идет главным образом горизонтально от левой полуформы 26, и правую оправку (бобышку) отверстия для поршневого пальца, называемую далее правым выступом 32, который идет главным образом горизонтально от правой полуформы 28. Левый и правый выступы 30, 32 выполнены с возможностью перемещения между выдвинутым положением зацепления и втянутым положением расцепления. В положении зацепления, левый и правый выступы 30, 32 заходят в полость литейной формы, когда левая и правая полуформы 26, 28 введены в зацепление, чтобы образовать левое отверстие для поршневого пальца в левой бобышке отверстия для поршневого пальца, и правое отверстие для поршневого пальца в правой бобышке отверстия для поршневого пальца, соответственно. В положении расцепления, левый и правый выступы 30, 32 перемещаются в направлении удаления друг от друга на расстояние, достаточное для их вывода из полости литейной формы, чтобы облегчить извлечение поршня чисто в вертикальном направлении из узла 20 литейной формы вдоль оси А. Левый и правый выступы 30, 32 позволяют создавать отверстие для поршневого пальца любой литейной формы и могут сохранять свою соосность как в выдвинутом, так и во втянутом положениях.
Узел 20 литейной формы также содержит третью оправку или оправку в виде бобышки отверстия для поршневого пальца, называемую далее нижним выступом 34 литейной формы, который в рабочем состоянии соединен с платформой 22 и расположен в целом по центру между левой и правой полуформами 26, 28, с возможностью перемещения вдоль оси узла литейной формы. Нижний выступ 34 литейной формы выполнен с возможностью перемещения относительно платформы 22 между поднятым положением зацепления и опущенным положением расцепления. В положении зацепления, нижний выступ 34 литейной формы выступает вверх в полость литейной формы и образует пространство, занимаемое выступом 34 между левой и правой бобышками отверстия для поршневого пальца поршня 21. В положении расцепления, нижний выступ 34 литейной формы опускается вниз и выходит из полости литейной формы, что дополнительно облегчает извлечение поршня 21 из узла 20 литейной формы. В соответствии с предпочтительным вариантом осуществления настоящего изобретения, нижний выступ 34 литейной формы образован в виде отдельных зеркальных левой и правой секций, причем указанные отдельные секции при необходимости могут быть выполнены с возможностью перемещения друг относительно друга между их положениями зацепления и расцепления. Нижний выступ 34 литейной формы и левая, и правая полуформы 26, 28 взаимодействуют, чтобы образовать бобышки отверстия для поршневого пальца, которые отходят от головки поршня, причем бобышки отверстия для поршневого пальца могут быть образованы с расхождением наружу, под углом к оси А.
Узел 20 литейной формы позволяет образовать поршень 21, имеющий поднутрение, причем поднутрение образовано непосредственно радиально внутри от зоны расположения поршневых колец, таким образом, что по меньшей мере участок зоны расположения поршневых колец и охладительный канал радиально совмещены друг с другом. Таким образом, по меньшей мере участок зоны расположения поршневых колец образует препятствие для прямого радиального доступа снаружи от поднутрения. Поднутрение главным образом является кольцевым и идет по центральной оси А поршня 21. Для того чтобы облегчить литье поднутрения поршня 21, узел 20 литейной формы содержит первую пару оправок или оправок охладительного канала, которые содержат левую оправку охладительного канала, называемую далее левой панелью 36, и правую оправку охладительного канала, называемую далее правой панелью 40. Левая и правая панели 36, 40 имеют вогнутые участки 42, 43, каждый из которых позволяет отливать половину поднутрения в виде готового охладительного канала без необходимости во вторичной механической обработке. Левая и правая панели 36, 40 выполнены с возможностью перемещения относительно платформы 22 и относительно левой и правой полуформ 26, 28, между выдвинутым положением зацепления и втянутым положением расцепления. В положении зацепления, левая и правая панели 36, 40 взаимодействуют с левой и правой полуформами 26, 28, чтобы создать конфигурацию поршня, содержащую поднутрение. В положении расцепления, левая и правая панели 36, 40 смещаются вниз относительно соответствующих левой и правой полуформ 26, 28 и поршня 21, что позволяет извлекать готовый поршень 21 из узла 20 литейной формы. Панели 36, 40 позволяют создавать поднутрение в вертикальном направлении глубиной 30 мм или больше, и поднутрение в горизонтальном направлении глубиной 12 мм или больше. Размер поднутрения не зависит от других размеров отливки.
За счет наличия поднутрений, образованных радиально внутри в зоне расположения поршневых колец, и расходящихся наружу бобышек отверстия для поршневого пальца, левая и правая панели 36, 40 не могут быть удалены от поршня 21 в чисто горизонтальном направлении или в чисто вертикальном направлении. Поэтому положение расцепления левой панели 36 расположено ниже и радиально наружу (относительно оси А) от положения зацепления. Положение расцепления правой панели 40 расположено ниже и радиально наружу от положения зацепления. Таким образом, левая и правая панели 36, 40 движутся в направлении друг к другу по сходящейся прямолинейной траектории, когда они перемещаются из положения расцепления в положение зацепления, и наоборот, движутся в направлении друг от друга по расходящейся прямолинейной траектории, когда они перемещаются из положения зацепления в положение расцепления. Левая и правая панели 36, 40 содержат противоположные, зеркальные отверстия 45, 47, позволяющие образовать каналы соответствующего размера для приема со скольжением левого и правого выступов 30, 32, когда они находятся между их положениями зацепления и расцепления.
Для облегчения движения со скольжением левой и правой панелей 36, 40, левая панель 36 имеет идущее в боковом направлении левое ребро 44 основания, с направляющим элементом, который показан здесь, в качестве примера и без ограничения, как образованный в нем (в ребре) левый вырез 46, а правая панель 40 имеет идущее в боковом направлении правое ребро 48 основания, с направляющим элементом, который показан здесь, в качестве примера и без ограничения, как образованный в нем правый вырез 50. Направляющий зажим, который называют далее направляющей 52, расположен по центру между левой и правой панелями 36, 40. Направляющая 52 содержит противоположные направляющие элементы, которые показаны здесь, в качестве примера и без ограничения, как левый и правый направляющие рельсы 54, 56. Левый вырез 46 служит для приема со скольжением левого рельса 54, а правый вырез 50 служит для приема со скольжением правого рельса 56. Вырезы 46, 50 и соответствующие рельсы 54, 56 обеспечивают гладкое движение скольжения левой и правой панелей 36, 40 между их положениями зацепления и расцепления.
Для того чтобы дополнительно облегчить движение скольжения левой и правой панелей 36, 40, левая панель 36 соединена с тягой 58 левой панели на первом конце этой тяги. Тяга 58 левой панели соединена с левым исполнительным механизмом 60 на втором конце этой тяги. Левый исполнительный механизм 60 перемещает левую панель 36 между ее положениями зацепления и расцепления. Левый разъединитель 66 предусмотрен на втором конце тяги 58 левой панели для избирательного разъединения тяги 58 левой панели от левого исполнительного механизма 60. Аналогично, правая панель 40 соединена с тягой 62 правой панели на первом конце этой тяги. Тяга 62 правой панели соединена с правым исполнительным механизмом 64 на втором конце этой тяги. Правый исполнительный механизм 64 перемещает правую панель 40 между ее положениями зацепления и расцепления. Правый разъединитель 68 предусмотрен на втором конце тяги 62 правой панели для избирательного разъединения тяги 62 правой панели от правого исполнительного механизма 64. Левый и правый разъединители 66, 68 позволяют легко разъединять панели 36, 40 от узла 20 литейной формы для ремонта, технического обслуживания или замены.
Исполнительные механизмы 60, 64 могут быть выполнены в виде исполнительных механизмов любого подходящего типа, способных создавать линейное перемещение, например, в виде гидравлических, пневматических или механических исполнительных механизмов. Наличие тяг 58, 62 левой и правой панелей позволяет извлекать левую и правую панели 36, 40 из полости литейной формы, в то время как левая и правая полуформы 26, 28 находятся в их положении зацепления ранее в цикле литья. За счет этого снижается потенциал образования отходов, которые в противном случае могли бы возникать за счет сжатия отливаемого поршня относительно и в направлении панелей 36, 40. Исполнительные механизмы 60, 64 позволяют устанавливать левую и правую панели 36, 40 в их положение литья. Для обеспечения надежной, воспроизводимой и точной окончательной установки в заданное положение панелей 36, 40 для отливки поршня, левое и правое ребра 44, 48 вводят в зацепление и захватывают или блокируют при помощи левой и правой полуформ 26, 28, когда полуформы 26, 28 перемещаются из их положения расцепления в их положение зацепления при закрывании литейной формы.
Кольцо 70 соединено с платформой 22 и расположено соосно под направляющей 52. Кольцо 70 поддерживает направляющую 52 и имеет два сквозных канала для приема тяг 58, 62 левой и правой панелей. Тяги 58, 62 левой и правой панелей могут иметь гладкое движение скольжения через эти каналы за счет втулок или подшипников. Втулки или подшипники существенно снижают нагрузку на соединение между левым и правым направляющими рельсами 54, 56 и левым, и правым вырезами 46, 50 за счет исключения тенденции к скручиванию и заеданию. Наличие трех точек опоры за счет рельсов, вырезов и втулок или подшипников повышает стабильность движения скольжения панелей 36, 40 и их способность работать без производственного брака.
Направляющая 52 имеет основание, которое идет по окружности вдоль кольца 70. Направляющая 52 содержит рельсы 54, 56, которые смещены друг от друга радиально относительно оси А ориентировочно на 180 градусов, чтобы поддерживать противоположные концы левой и правой панелей 36, 40. Нижний выступ 34 литейной формы выступает в направлении вверх через отверстие 71 в центре кольца 70. Левый и правый рельсы 54, 56 идут в направлении вверх от кольца 70 и имеют наклон под углом друг к другу, образуя трапециевидный контур. Перемещение левой и правой панелей 36, 40 линейно в направлении удаления от поршня 21 вдоль соответствующего наклона рельсов 54, 56 позволяет избежать повреждения зоны расположения поршневых колец, которая расположена непосредственно радиально снаружи от поднутрения, образованного при помощи панелей 36, 40, а также позволяет избежать повреждения бобышек отверстия для поршневого пальца, которые расходятся наружу от центра поршня 21 в направлении панелей 36, 40. Прилежащий угол наклона рельсов 54, 56, предусмотренный в примерном варианте, является острым углом относительно оси А, что позволяет иметь компонент вертикального движения, достаточный для того, чтобы избежать нежелательного взаимодействия с зоной расположения поршневых колец, и компонент горизонтального движения, достаточный для того, чтобы избежать нежелательного взаимодействия с бобышками отверстия для поршневого пальца.
В соответствии с другим аспектом настоящего изобретения, предлагается способ отливки поршня 21 с использованием узла 20 литейной формы. Способ предусматривает литье поршня 21 за счет перемещения панелей 36, 40, имеющих желательную конфигурацию поднутрения, линейно вдоль рельсов 54, 56, в их положение зацепления по сходящейся траектории, наклонной к оси А. Перемещение панелей 36, 40 приводит панели 36, 40 в положение приема в полость литейной формы. Способ дополнительно предусматривает перемещение левой и правой полуформ 26, 28 линейно в направлении, главным образом перпендикулярном к оси А, в положение зацепления и расположения поблизости друг от друга, чтобы создать по меньшей мере участок полости литейной формы, периферийная конфигурация которого соответствует желательной конфигурации поршня. Полуформы 26, 28 вводят в зацепление с панелями 36, 40, чтобы произвести их надлежащую установку в заданное положение в полости литейной формы. Процесс зацепления включает в себя захват ребер 44, 48 полуформами 26, 28, когда полуформы 26, 28 перемещаются от их положения расцепления в их положение зацепления во время закрывания литейной формы. Следует иметь в виду, что привязка по времени движения левой и правой полуформ 26, 28 и левой, и правой панелей 36, 40 при необходимости может быть обратной, причем механизм захвата между панелями 36, 40 и полуформами 26, 28 может быть изменен. Кроме того, способ предусматривает перемещение левого выступа 30 через канал 45, образованный в левой панели 36, в целом перпендикулярно к оси А, чтобы образовать левое отверстие для поршневого пальца через левую бобышку 21 отверстия для поршневого пальца поршня, и перемещение правого выступа 32 через канал 47, образованный в правой панели 40, в целом соосно с левым выступом 30, чтобы образовать правое отверстие для поршневого пальца через правую бобышку 21 отверстия для поршневого пальца поршня. Дополнительно, способ предусматривает перемещение нижнего выступа 34 литейной формы в направлении вверх по оси А в положение поблизости от левой и правой полуформ 26, 28 и между левой и правой панелями 36, 40, чтобы создать пространство между левой и правой бобышками отверстия для поршневого пальца. Затем способ предусматривает введение заданного количества жидкого материала для литья поршня, такого как расплавленный металл, в полость литейной формы. Способ затем продолжают операцией затвердевания жидкого материала для литья поршня, чтобы образовать твердый поршень 21. После затвердевания расплавленного металла, способ затем предусматривает извлечение готового поршня 21 из полости литейной формы.
Для того чтобы извлечь поршень 21 из полости литейной формы, способ предусматривает перемещение левого и правого выступов 30, 32 из полости литейной формы в их положение расцепления, и, преимущественно, перемещение полуформ 26, 28 по меньшей мере частично в направлении их положения расцепления, в боковом направлении, по линейной траектории, из положения их расположения поблизости друг от друга. Кроме того, процесс извлечения предусматривает перемещение панелей 36, 40 линейно в направлении наружу вниз и в сторону, с удалением радиально от оси А и от готового поршня, по сходящимся траекториям, созданным при помощи рельсов 54, 56, что позволяет перемещать панели 36, 40 из полости литейной формы и выводить их из зацепления с полуформами 26, 28. Перемещение панелей 36, 40 производят за счет перемещения со скольжением тяг 58, 62, соединенных с соответствующими панелями 36, 40 и проходящих через каналы в опорном кольце 70. Следует иметь в виду, что любые подходящие линейные исполнительные механизмы могут быть использованы, как уже было описано здесь выше, для перемещения различных описанных здесь выше компонентов литейной формы. Наконец, способ предусматривает извлечение твердого (готового) поршня 21 из узла 20 литейной формы.
Несмотря на то что были описаны некоторые предпочтительные варианты осуществления изобретения, совершенно ясно, что в них специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТЛИВКИ ПОРШНЯ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИТОГО ПОРШНЯ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2579863C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| ОБЛЕГЧЕННАЯ КОНСТРУКЦИЯ ПОРШНЯ ДИЗЕЛЬНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2664721C2 |
| Литейная оснастка преимущественно для формовки цельнолитых секторов пресс-форм | 1983 |
|
SU1186354A1 |
| ДВИГАТЕЛЬ С КАЧАЮЩИМИСЯ ПОРШНЯМИ | 1997 |
|
RU2161703C1 |
| Способ производства поршней для двигателей внутреннего сгорания с нирезистовым кольцом | 2024 |
|
RU2828524C1 |
| Гидравлическая система управления механизмом запирания машины литья под давлением | 1980 |
|
SU1152706A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И СМАЗКИ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2022 |
|
RU2789316C1 |
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |


Литейная форма содержит две полуформы, выполненные с возможностью перемещения в направлении друг к другу и друг от друга вдоль прямолинейной траектории, перпендикулярной продольной центральной оси поршня. В положении замыкания полуформ создается участок полости литейной формы для отливки внешнего периметра поршня. Для извлечения поршня из полости литейной формы полуформы приводятся в положение размыкания. Литейная форма имеет две оправки, выполненные с возможностью перемещения вдоль прямолинейной траектории в положение зацепления между двумя полуформами, чтобы образовать поднутрение в поршне. Две оправки выполнены с возможностью перемещения в положение расцепления, чтобы позволить извлечь поршень вертикально вдоль указанной оси. Упрощается изготовление поршней, имеющих поднутрение охладительного канала. 2 н. и 15 з.п. ф-лы, 3 ил.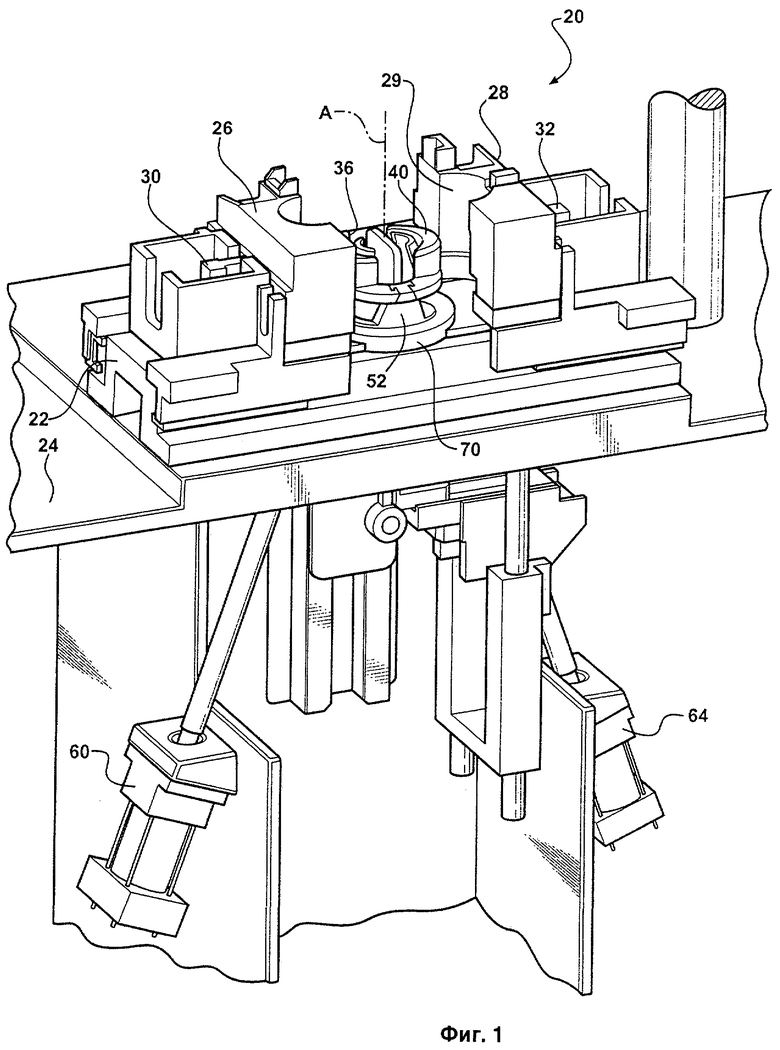
1. Узел литейной формы для отливки поршня, содержащий две полуформы, выполненные с возможностью перемещения в направлении друг к другу и друг от друга вдоль прямолинейной траектории, которая перпендикулярна продольной центральной оси поршня, между положением зацепления, чтобы создать по меньшей мере участок полости литейной формы для отливки внешнего периметра поршня, и положением расцепления, чтобы позволить извлечь поршень из полости литейной формы; и
две оправки, выполненные с возможностью перемещения в направлении друг к другу вдоль сходящейся прямолинейной траектории, которая имеет наклон к указанной центральной оси, в положение зацепления между указанными двумя полуформами, чтобы образовать поднутрение для поршня, причем указанные оправки выполнены с возможностью перемещения в направлении удаления друг от друга вдоль расходящейся прямолинейной траектории относительно указанной оси, в положение расцепления, чтобы позволить извлечь поршень вертикально вдоль указанной оси.
2. Узел литейной формы по п.1, в котором полуформы имеют внутреннюю поверхность литейной формы, позволяющую образовать зону расположения поршневых колец радиально снаружи от указанного поднутрения.
3. Узел литейной формы по п.2, в котором полуформы образуют смещенные в боковом направлении друг от друга бобышки отверстия для поршневого пальца, идущие под углом к указанной оси поршня, причем указанный угол не позволяет оправкам перемещаться в направлении удаления от поршня в вертикальном направлении.
4. Узел литейной формы по п.1, в котором каждая из оправок имеет ребро с направляющим элементом, идущее наружу в боковом направлении и выполненное с возможностью захвата при помощи соответствующей одной указанной полуформы, чтобы устанавливать оправки относительно полости литейной формы.
5. Узел литейной формы по п.4, который дополнительно содержит направляющую, расположенную по центру между оправками, которая имеет два обращенных в противоположные стороны направляющих элемента, предназначенных для приема со скольжением соответствующего одного из направляющих элементов оправок, для перемещения оправок линейно между указанными положениями зацепления и расцепления.
6. Узел литейной формы по п.5, в котором направляющие элементы оправок представляют собой вырезы, образованные в указанных ребрах, а направляющие элементы направляющей представляют собой направляющие рельсы, размер которых позволяет вводить их со скольжением в указанные вырезы.
7. Узел литейной формы по п.1, который дополнительно содержит оправку в виде бобышки отверстия для поршневого пальца, выполненную с возможностью перемещения вдоль указанной оси между указанными полуформами, между положением зацепления внутри полости литейной формы, чтобы образовать пространство между левой и правой бобышками отверстия для поршневого пальца поршня, и положением расцепления вне указанной полости литейной формы, чтобы позволить извлечь поршень.
8. Узел литейной формы по п.7, в котором оправка в виде бобышки отверстия для поршневого пальца имеет зеркальные левую и правую секции, выполненные с возможностью перемещения относительно друг друга между положениями зацепления и расцепления.
9. Узел литейной формы по п.7, который дополнительно содержит две оправки в виде бобышки отверстия для поршневого пальца, выполненные с возможностью перемещения друг к другу вдоль прямолинейной траектории, перпендикулярно к указанной продольной центральной оси поршня, в положение зацепления внутри указанной полости литейной формы, чтобы образовать отверстия для поршневых пальцев в двух бобышках отверстия для поршневого пальца, и выполненные с возможностью перемещения друг от друга в положение расцепления вне указанной полости литейной формы, чтобы позволить извлечь поршень из полости литейной формы.
10. Узел литейной формы по п.9, в котором оправки содержат сквозные каналы для приема со скольжением через них оправок отверстия для поршневого пальца.
11. Способ отливки поршня, включающий в себя следующие операции:
перемещение в положение зацепления двух первых оправок вдоль сходящейся прямолинейной траектории, имеющей наклон к центральной оси поршня;
перемещение двух полуформ в направлении друг к другу в положение зацепления, чтобы создать по меньшей мере участок полости литейной формы, с указанными первыми оправками, введенными в указанную полость литейной формы;
введение заданного количества жидкого материала поршня в полость литейной формы;
затвердевание жидкого материала поршня с образованием поршня, имеющего верхнюю головку, образованного при помощи указанных полуформ и имеющего поднутрение, образованное при помощи указанных первых оправок, причем указанное поднутрение находится в указанной верхней головке;
перемещение первых оправок в направлении друг от друга по расходящейся прямолинейной траектории, имеющей наклон к указанной центральной оси, в положение расцепления с выводом из полости литейной формы;
перемещение указанных полуформ в положение расцепления; и
извлечение затвердевшего поршня из полости литейной формы.
12. Способ по п.11, который дополнительно предусматривает перемещение полуформ вдоль прямолинейной траектории, перпендикулярно к указанной центральной оси, между положениями зацепления и расцепления.
13. Способ по п.12, который дополнительно предусматривает перемещение полуформ в блокирующее зацепление с первыми оправками в положении зацепления.
14. Способ по п.11, который дополнительно предусматривает перемещение двух вторых оправок в направлении друг к другу вдоль прямолинейной траектории, перпендикулярно к указанной центральной оси, через отверстия в первых оправках, и формирование отверстий для поршневых пальцев в двух бобышках отверстия для поршневого пальца около вторых оправок.
15. Способ по п.14, который дополнительно предусматривает перемещение третьей оправки соосно вдоль указанной оси в полость литейной формы и формирование пространства, занятого указанной третьей оправкой, между бобышками отверстия для поршневого пальца.
16. Способ по п.11, который дополнительно предусматривает использование направляющей вдоль указанной оси, причем указанная направляющая имеет направляющие элементы, зеркально расположенные относительно указанной оси и имеющие наклон к ней, и перемещение со скольжением первых оправок вдоль направляющих элементов между положениями зацепления и расцепления.
17. Способ по п.16, который дополнительно предусматривает использование первых оправок с направляющими элементами для скользящего зацепления с направляющими элементами на направляющей.
| Металлическая форма для литья деталей типа поршней с полостью в днище | 1976 |
|
SU616054A1 |
| Пресс-форма для литья поршней | 1984 |
|
SU1271645A1 |
| US 4206799 A, 10.06.1980 | |||
| US 4695421 A, 22.09.1987 | |||
| US 5295804 A, 22.03.1994. | |||

