Изобретение относится к области сварки.
Из уровня техники известен способ контактной стыковой сварки заготовок, при котором нагревают зону контакта с оплавлением прилегающих торцов одной и другой заготовок при пропускании электрического тока и сообщают колебательные перемещения одной из заготовок в продольном и поперечном направлениях /Авт. свидетельство СССР 280717, 25.06.1976/.
В процессе реализации известного способа окислы металла частично остаются в зоне контакта заготовок, что снижает прочность соединения.
Изобретение направлено на решение задачи повышения прочности соединения за счет снижения количества окислов в зоне контакта заготовок.
Для решения задачи предложен способ контактной стыковой сварки заготовок, при котором нагревают зону контакта с оплавлением прилегающих торцов одной и другой заготовок при пропускании электрического тока и сообщают колебательные перемещения одной из заготовок относительно точки с одного края зоны контакта.
При осуществлении колебательного перемещения заготовки в процессе оплавления поворачивают ее на угол 4÷6 градусов относительно одного края зоны контакта заготовок и возвращают в исходное положение, а затем поворачивают ее на угол 4÷6 градусов относительно противоположного края зоны контакта заготовок и возвращают в исходное положение, после чего выполняют осадку прямолинейным перемещением упомянутой заготовки.
Одну из заготовок поворачивают на угол 4÷6 градусов и возвращают в исходное положение, а затем поворачивают в противоположном направлении на угол 4÷6 градусов и возвращают в исходное положение.
Проведенные исследования показали, что при меньших углах поворота значительное количество окислов остается внутри сварного соединения, а при больших поворота большие потери металла заготовок.
Выполняют осадку с усилием 400÷450 кН при скорости осадки 160÷200 мм/сек.
Используют заготовки из высокомарганцовистой стали.
Способ поясняется схемой положения заготовок в процессе сварки.
Способ контактной стыковой электрической сварки заключается в том, что одну заготовку 1 устанавливают в неподвижном токоподводящем зажиме, а другую заготовку 2 устанавливают в подвижном токоподводящем зажиме машины, включающей источник тока.
Подвижный токоподводящий зажим выполнен с возможностью поворота и прямолинейного перемещения в направлении неподвижного токоподводящего зажима с созданием усилия сжатия.
Сварка состоит из двух этапов - нагрева торцов деталей и их осадки.
При включенном источнике тока зажим с другой заготовкой 2 перемещают в направлении зажима с заготовкой 1 до начала оплавления прилегающих торцов при пропускании электрического тока через зону контакта.
Затем продолжают оплавление, но зажим с другой заготовкой 2 относительно точки с одного края зоны контакта поворачивают на угол 5 градусов в одном направлении (по часовой стрелке), выдавливая окислы металла в одном направлении, и возвращают в исходное положение, а затем поворачивают относительно точки с другого зоны в противоположном направлении (против часовой стрелки) на угол 5 градусов, выдавливая окислы металла в противоположном направлении, и возвращают в исходное положение.
Далее выполняют осадку другой заготовки с усилием 400÷450 кН при скорости осадки 160÷200 мм/сек в процессе прямолинейного перемещения зажима 2 в направлении неподвижного токоподводящего зажима 1.
Опытные работы показали целесообразность использования одной и другой заготовок из высокомарганцовистой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1650387A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ТРУБ | 1972 |
|
SU426773A1 |
| Способ стыковой сварки | 1975 |
|
SU650753A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| Машина для автоматической стыковой сварки | 1950 |
|
SU93589A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Сварочная установка для контактной стыковой сварки | 1974 |
|
SU531690A1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| Приспособление к контактной стыковой сварочной машине для автоматизации процесса предварительного нагрева и оплавления | 1947 |
|
SU74290A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2007 |
|
RU2366550C1 |
Изобретение может быть использовано при контактной стыковой электрической сварке заготовок, например из высокомарганцовистой стали. Нагревают зону контакта с оплавлением прилегающих торцов одной и другой заготовок при пропускании электрического тока. Сообщают колебательные перемещения одной из заготовок в процессе оплавления. Для выдавливания окислов из зоны контакта осуществляют колебательные перемещения путем поворота заготовки на угол 4-6 градусов относительно одного края зоны контакта заготовок с возвращением ее в исходное положение. Затем поворачивают заготовку на угол 4-6 градусов относительно противоположного края зоны контакта заготовок и возвращают ее в исходное положение. Выполняют осадку прямолинейным перемещением заготовки. Усилие осадки составляет 400÷450 кН при скорости осадки 160÷200 мм/сек. Изобретение позволяет повысить прочность соединения за счет снижения количества окислов в зоне контакта заготовок. 3 з.п. ф-лы, 1 ил.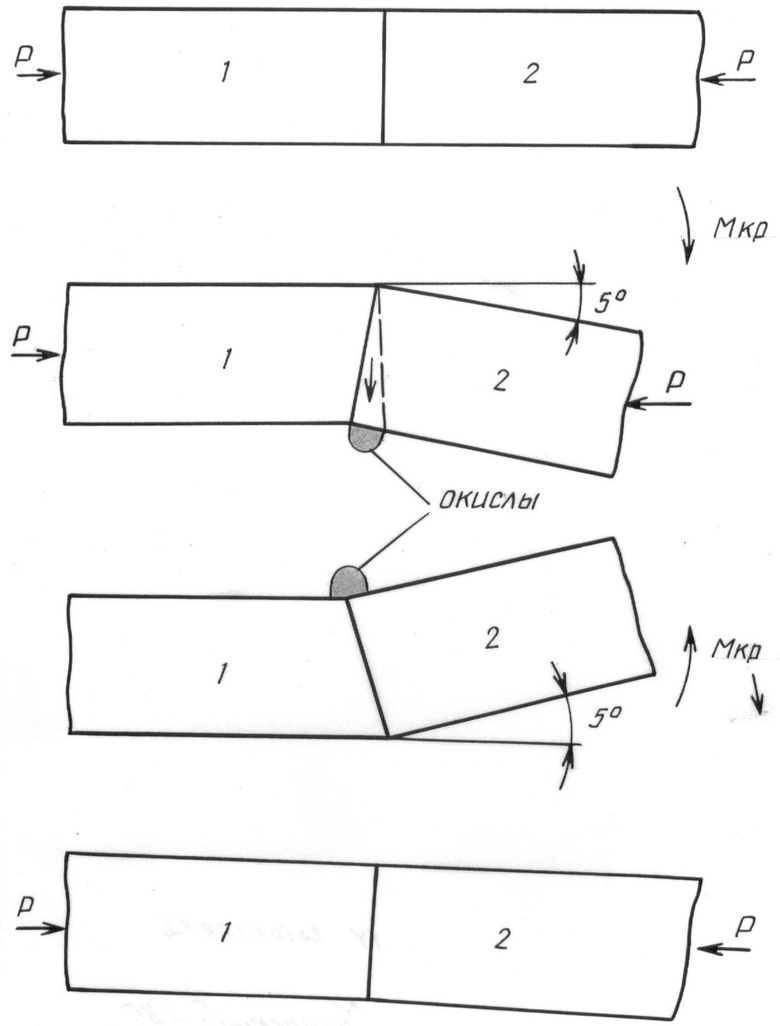
1. Способ контактной стыковой электрической сварки, при котором нагревают зону контакта с оплавлением прилегающих торцов одной и другой заготовок при пропускании электрического тока, и сообщают колебательные перемещения одной из заготовок, отличающийся тем, что при осуществлении колебательного перемещения заготовки в процессе оплавления поворачивают ее на угол 4-6° относительно одного края зоны контакта заготовок и возвращают в исходное положение, а затем поворачивают ее на угол 4-6° относительно противоположного края зоны контакта заготовок и возвращают в исходное положение, после чего выполняют осадку прямолинейным перемещением упомянутой заготовки.
2. Способ сварки по п.1, отличающийся тем, что выполняют осадку с усилием 400÷450 кН, при скорости осадки 160÷200 мм/с.
3. Способ сварки по п.2, отличающийся тем, что используют заготовки из стали.
4. Способ сварки по п.3, отличающийся тем, что используют заготовки из высокомарганцовистой стали.
| Способ контактной электросварки оплавлением | 1969 |
|
SU280717A1 |
| Способ контактной стыковой сварки сопротивлением | 1973 |
|
SU542603A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1650387A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Стиральная машина | 1920 |
|
SU1614A1 |
| Электронагреватель для контактной сварки труб из термопластов | 1984 |
|
SU1224169A1 |
| JP 60187480 A, 24.09.1985. | |||

