Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей и агломерата.
Известен способ получения окатышей, включающий подачу влажной шихты на загрузочную конвейерную ленту, содержащую окатыши циркуляционной нагрузки, загрузку шихты и окатышей циркуляционной нагрузки через загрузочный узел в барабанный окомкователь, окомкование шихты с получением окатышей размером 1-20 мм, классификацию окатышей с получением годных окатышей фракции 12-20 мм и окатышей циркуляционной нагрузки фракции 1-12 мм, транспортирование циркуляционной нагрузки к загрузочному узлу окомкователя и загрузку ее на загрузочную конвейерную ленту (см. Вегман Е.Ф. Окускование руд и концентратов, М.: Металлургия, 1984, с.234-235). Недостатком способа является низкая производительность барабанного окомкователя.
Наиболее близким по технической сущности и достигаемому результату является способ получения окатышей, включающий подачу влажной шихты на загрузочную конвейерную ленту, содержащую окатыши циркуляционной нагрузки, загрузку шихты и окатышей циркуляционной нагрузки через загрузочный узел в барабанный окомкователь, окомкование шихты с получением окатышей размером 1-20 мм, классификацию окатышей с получением годных окатышей фракции 12-20 мм и окатышей циркуляционной нагрузки фракции 1-12 мм, транспортирование циркуляционной нагрузки к загрузочному узлу окомкователя и загрузку ее на загрузочную конвейерную ленту (см. Ручкин И.Е. Производство железорудных окатышей. М.: Металлургия, 1976, с.75-80).
Недостатком способа является низкая производительность окомкователя. Она обусловлена тем, что в процессе получения окатышей на барабанном окомкователе образуется значительная циркуляционная нагрузка, представленная окатышами некондиционных размеров (фракция 1-12 мм) и достигающая 100-200% от массы кондиционных окатышей фракции 12-20 мм. На грохочение, транспортирование и доокомкование циркуляционной нагрузки затрачивается большое количество электрической энергии, что повышает себестоимость окатышей. Повысить производительность окомкования можно снижением циркуляционной нагрузки за счет напыления влажной шихты на мелкие фракции (1-6 мм) перед ее подачей в окомкователь.
Задачей изобретения является повышение производительности барабанного окомкователя.
Для достижения указанного технического результата в способе получения окатышей, включающем подачу влажной шихты на загрузочную конвейерную ленту, на которой располагаются окатыши циркуляционной нагрузки, загрузку шихты и окатышей циркуляционной нагрузки через загрузочный узел в барабанный окомкователь, окомкование шихты с получением окатышей фракции 1-20 мм, классификацию окатышей с получением годных окатышей фракции 12-20 мм и окатышей циркуляционной нагрузки фракции 1-12 мм, транспортирование циркуляционной нагрузки к загрузочному узлу окомкователя и загрузку ее на загрузочную конвейерную ленту, причем во время загрузки окатышей циркуляционной нагрузки на загрузочную конвейерную ленту окатыши дополнительно классифицируют на поток окатышей фракции 1-6 мм и на поток окатышей фракции 6-12 мм, при этом на загрузочную конвейерную ленту первоначально подают поток окатышей фракции 6-12 мм, после чего окатыши фракции 1-6 мм укладывают сверху слоем на вышеупомянутый поток окатышей, а влажную шихту подают двумя потоками, первый из которых вводят в поток сжатого газа с образованием газовлагошихтовой струи, которую ориентируют на слой окатышей фракции 1-6 мм.
Сущность изобретения заключается в следующем. Во время загрузки окатышей циркуляционной нагрузки на загрузочную конвейерную ленту ее дополнительно классифицируют (разделяют) на два потока окатышей: мелкую фракцию 1-6 мм и крупную фракцию 6-12 мм. После чего эти два потока окатышей послойно загружают на загрузочную конвейерную ленту в определенном порядке, причем первоначально загружают окатыши крупной фракции 6-12 мм, а сверху на них загружают окатыши фракции 1-6 мм. Таким образом, формируется двухслойная загрузка окатышей на загрузочную конвейерную ленту. Это необходимо для того, чтобы на поверхность мелких окатышей фракции 1-6 мм напылять влажную шихту сжатым воздухом. После напыления шихты размеры окатышей увеличиваются до размеров окатышей крупной фракции 6-12 мм, и тем самым доля окатышей фракции 6-12 мм увеличивается на 20%. После окомкования циркуляционной нагрузки, в которой доля мелких окатышей уменьшилась на 20%, а доля окатышей фракции 6-12 мм, напротив, увеличилась на 20%, выход кондиционных окатышей и производительность окомкователя увеличивается на 20%. При этом масса циркуляционной нагрузки снижается и затраты на ее транспортирование и доокомкование также уменьшаются. В результате повышения производительности и уменьшения затрат себестоимость окатышей снижается.
Процесс напыления влажной шихты на окатыши в рабочем пространстве тарельчатого окомкователя известен (см. Патент №2356951, Россия, МПК 7 C22B 1/24, Б.И. №15, опубл. 27.05.09). В предлагаемом техническом решении разработана новая схема формирования массы окатышей, существенно отличающаяся от известной. Она основана на напылении шихты на окатыши циркуляционной нагрузки, предварительно разделенной на два потока окатышей, которые послойно укладывают на загрузочную конвейерную ленту. Причем крупную фракция окатышей размером 6-12 мм укладывают на поверхность загрузочной ленты, а окатыши мелкой фракции 1-6 мм укладывают сверху и формируют верхний слой циркуляционной нагрузки. Напыление шихты осуществляют сжатым воздухом на горизонтальную поверхность окатышей мелкой фракции, движущихся на ленте в перекрестном токе к газовоздушной струе. Эти технологические признаки предложены впервые в технологии окомкования, применительно к барабанному окомкователю. Особенностью предлагаемого технического решения является то, что в процессе напыления влажной шихты на мелкие окатыши размером 1-6 мм в слое формируется вогнутая криволинейная полость, которая позволяет повысить коэффициент напыления шихты и использовать сжатый воздух более низкого давления.
Отличительные признаки способа получения окатышей, предложенные в заявленной последовательности, формируют новые положительные свойства: дополнительная классификация окатышей циркуляционной нагрузки; организация послойной загрузки окатышей циркуляционной нагрузки на загрузочную конвейерную ленту; напыление влажной шихты на верхний слой окатышей фракции 1-6 мм циркуляционной нагрузки, расположенные на движущейся загрузочной конвейерной ленте; формирование в слое окатышей криволинейной вогнутой полости, увеличивающей поверхность напыления; организация процесса роста массы окатышей циркуляционной нагрузки перед подачей их в окомкователь; повышение производительности окомкователя на 20-30% и снижение себестоимости окатышей на 10-15% за счет снижения энергозатрат при транспортировке циркуляционной нагрузки меньшего на 20% количества. Таким образом, предложенный способ получения окатышей удовлетворяет критериям новизны, промышленной применимости и соответствует изобретательскому уровню.
Способ получения окатышей реализуется с помощью устройства, показанного на фигуре.
Устройство содержит барабанный окомкователь 1, снабженный загрузочным узлом 2, разгрузочным узлом 3, и загрузочную конвейерную ленту 4. Влажная шихта загружается на загрузочную конвейерную ленту потоком 5 и потоком 6. Из разгрузочного узла выходят окатыши 7 размером 1-20 мм. Для классификации (разделение окатышей на фракции) устройство снабжено наклонным металлическим грохотом 8 с ячейкой 12×60 мм. Для транспортировки годных окатышей фракции 12-20 мм установлен транспортер 9. Для перемещения окатышей фракции 1-12 мм циркуляционной нагрузки установлены циркуляционные конвейеры 10, 11, 12. Для классификации окатышей циркуляционной нагрузки дополнительно установлен наклонный металлический грохот 13 с ячейкой 6×60 мм. После классификации формируется поток окатышей 14 размером 6-12 мм и поток окатышей 15 размером 1-6 мм, которые послойно укладываются на загрузочную конвейерную ленту. Для формирования газовлагошихтовой струи 16 служит струйный аппарат 17.
Способ получения окатышей осуществляется следующим образом. В барабанный окомкователь 1 через загрузочный узел 2 с помощью загрузочной конвейерной ленты 4 подается влажная шихта, которая загружается на ленту потоком 5 и потоком 6. В процессе работы окомкователя на разгрузочном узле 3 образуются окатыши 7 фракции 1-20 мм. Для классификации окатышей служит наклонный металлический грохот 8, который выделяет кондиционные окатыши фракции 12-20 мм и окатыши фракции 1-12 мм циркуляционной нагрузки. Для транспортировки годных окатышей используют транспортер 9. Для транспортировки окатышей циркуляционной нагрузки служат циркуляционные конвейеры 10, 11, 12, которые подают окатыши фракции 1-12 мм к загрузочной конвейерной ленте 4. Между разгрузочным узлом циркуляционного конвейера 12 и загрузочной конвейерной лентой 4 дополнительно установлен наклонный металлический грохот 13 для классификации окатышей циркуляционной нагрузки. Грохот 13 установлен с наклоном к загрузочному узлу ленты 4 таким образом, чтобы после классификации на ленту 4 первоначально укладывались окатыши размером 6-12 мм. Окатыши размером 1-6 мм после классификации укладываются слоем на поверхность слоя окатышей размером 6-12 мм. В результате классификации циркуляционной нагрузки и организованной укладки окатышей потоков 14 и 15 на загрузочную ленту 4 формируется двухслойная загрузка окатышей. Такая схема укладки необходима для организации напыления влажной шихты потока 5 на поверхность окатышей размером 1-6 мм. Для напыления шихты сжатым воздухом формируется газовлагошихтовая струя 16 с помощью струйного аппарата 17. После напыления влажной шихты газовлагошихтовой струей 16 размеры окатышей фракции 1-6 мм циркуляционной нагрузки увеличиваются, а масса окатышей этого потока повышается на 20-30%. Таким образом, до начала окомкования масса и размеры самых мелких окатышей фракции 1-6 мм увеличиваются. После напыления шихты окатыши потока 15 с напыленным слоем, окатыши потока 14 фракции 6-12 мм и влажная шихта потока 6 загружаются в окомкователь 1.
Пример. Отработку способа получения окатышей проводили на установке, выполненной согласно технической схеме, представленной на фигуре. Для окомкования шихты использовали лабораторный барабанный окомкователь длиной 1,5 м и диаметром 0,25 м. В рабочее пространство окомкователя загружали 10 кг влажной шихты, содержащей концентрат Тейского месторождения и 1% бентонита. Влажность шихты составляла 8,5%. В результате окомкования получили 40% кондиционных окатышей фракции 12-20 мм и окатыши циркуляционной нагрузки фракции 1-12 мм в количестве 60%. После этого окатыши циркуляционной нагрузки вместе с шихтой загружали в барабанный окомкователь и окомковывали. Этот режим окомкования являлся базовым для сравнения. После окомкования определяли массу кондиционных окатышей и рассчитывали производительность окомкователя.
Для реализации предлагаемого способа получения окатышей окатыши циркуляционной нагрузки дополнительно классифицировали на два потока: окатыши фракции 1-6 мм и поток окатышей фракции 6-12 мм. После этого формировали двухслойную загрузку на конвейерную загрузочную ленту таким образом, чтобы окатыши циркуляционной нагрузки фракции 6-12 мм лежали внизу слоя, а окатыши фракции 1-6 мм располагались вверху слоя. На окатыши фракции 1-6 мм напыляли влажную шихту массой 2 кг с помощью струйного аппарата, диаметром 0,02 м, работающего на сжатом воздухе, давлением 0,15-0,25 МПа. После этого окатыши циркуляционной нагрузки, подвергнутые напылению, и оставшуюся часть шихты массой 8 кг загружали одновременно в рабочее пространство барабанного окомкователя. После окомкования определяли выход кондиционных окатышей и производительность окомкователя. В экспериментах исследовали влияние давления сжатого воздуха на производительность окомкователя. Результаты экспериментов показаны в таблице.
Как видно из приведенных данных, способ получения окатышей, основанный на дополнительной классификации окатышей циркуляционной нагрузки с получением потока окатышей размером 1-6 мм и потока окатышей размером 6-12 мм, послойной загрузке окатышей на загрузочную конвейерную ленту, причем окатыши размером 1-6 мм укладывают сверху слоем на окатыши размером 6-12 мм, напылении влажной шихты струйным аппаратом на слой окатышей фракции 1-6 мм, позволяет повысить производительность барабанного окомкователя на 6,8-16,5% (абс.) и прочность окатышей на 0,6-2,5% (отн.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2005 |
|
RU2278172C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2007 |
|
RU2356951C1 |
| Способ получения окатышей | 2023 |
|
RU2804975C1 |
| Способ получения окатышей | 2015 |
|
RU2612102C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2009 |
|
RU2402619C1 |
| Способ получения окатышей | 1987 |
|
SU1452854A1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2005 |
|
RU2297461C1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2008 |
|
RU2397258C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2018 |
|
RU2679853C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2012 |
|
RU2505611C1 |
Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей. Влажную шихту подают на загрузочную конвейерную ленту с расположенными окатышами циркуляционной нагрузки. Осуществляют загрузку шихты и окатышей циркуляционной нагрузки через загрузочный узел в барабанный окомкователь, окомкование с получением окатышей фракции 1-20 мм. Проводят классификацию с получением годных окатышей фракции 12-20 мм и окатышей циркуляционной нагрузки фракции 1-12 мм, и транспортирование окатышей циркуляционной нагрузки к загрузочному узлу окомкователя, и загрузку на загрузочную конвейерную ленту. Окатыши циркуляционной нагрузки загружают на загрузочную конвейерную ленту с дополнительной классификацией на поток окатышей циркуляционной нагрузки фракции 1-6 мм и на поток окатышей циркуляционной нагрузки фракции 6-12 мм. При этом на загрузочную конвейерную ленту первоначально подают поток окатышей циркуляционной нагрузки фракции 6-12 мм, после чего окатыши циркуляционной нагрузки фракции 1-6 мм укладывают сверху слоем на вышеупомянутый поток окатышей. А влажную шихту подают двумя потоками, первый из которых вводят в поток сжатого газа с образованием газовлагошихтовой струи, которую ориентируют на слой окатышей фракции 1-6 мм. Изобретение позволит повысить производительность окомкователя. 1 ил., 1 табл., 1 пр.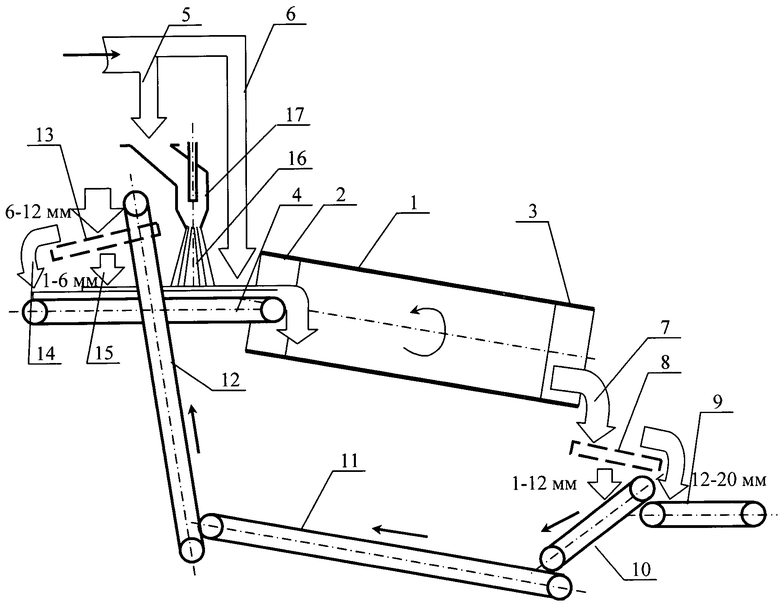
Способ получения окатышей, включающий подачу влажной шихты на загрузочную конвейерную ленту с расположенными окатышами циркуляционной нагрузки, загрузку шихты и окатышей циркуляционной нагрузки через загрузочный узел в барабанный окомкователь, окомкование с получением окатышей фракции 1-20 мм, классификацию окатышей с получением годных окатышей фракции 12-20 мм и окатышей циркуляционной нагрузки фракции 1-12 мм, транспортирование окатышей циркуляционной нагрузки к загрузочному узлу окомкователя и загрузку их на загрузочную конвейерную ленту, отличающийся тем, что окатыши циркуляционной нагрузки загружают на загрузочную конвейерную ленту с дополнительной классификацией на поток окатышей циркуляционной нагрузки фракции 1-6 мм и на поток окатышей циркуляционной нагрузки фракции 6-12 мм, при этом на загрузочную конвейерную ленту первоначально подают поток окатышей циркуляционной нагрузки фракции 6-12 мм, после чего окатыши циркуляционной нагрузки фракции 1-6 мм укладывают сверху слоем на вышеупомянутый поток окатышей, а влажную шихту подают двумя потоками, первый из которых вводят в поток сжатого газа с образованием газовлагошихтовой струи, которую ориентируют на слой окатышей фракции 1-6 мм.
| Способ получения сырых железорудных окатышей в барабанных окомкователях | 1981 |
|
SU1084320A1 |
| Способ управления процессом производства окатышей | 1981 |
|
SU1011717A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОКОМКОВАНИЯ СЫПУЧИХ ТОНКОИЗМЕЛЬЧЕННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2322519C2 |
| Способ получения сырых окатышей | 1979 |
|
SU850710A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| СПОСОБ ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ | 2007 |
|
RU2353644C1 |

