Изобретение относится к металлургической или другой промышленности и может быть использовано при производстве окатышей.
Известен способ управления процессом грануляции, в котором для повышения выхода кондиционных окатышей измеряют содержание в окатышах крупной и мелкой некондиционных фракций, и в зависимости от их отношения осуществляют регулирование скорости вращения или угла наклона чашевого окомкователя к горизонту [1]. Этот способ требует одновременного измерения трех классов крупности окатышей, и система регулирования обладает большим временем запаздывания.
Известен также принятый за прототип способ регулирования процесса окомкования путем изменения скорости вращения гранулятора, угла наклона тарели к горизонту, добавки воды или связующего в зависимости от рассогласования между заданным и текущим значениями количества годных сырых окатышей и расхода шихты [2].
Недостатком этого способа является то, что контроль текущего значения количества годных сырых окатышей и производительность окомкователя даже при оптимальных значениях регулируемых параметров не позволяют получить годный класс узкого диапазона крупности и оптимизировать процесс, поскольку на выход годного класса оказывает существенное влияние скорость гранулообразования в самом окомкователе, характеризующегося неконтролируемыми параметрами. Кроме того, в данном способе необходимо первоначально устанавливать параметры работы окомкователя такими, при которых формируется «заданное количество годных сырых окатышей». Однако такой подход не является наилучшим ввиду того, что процесс гранулообразования является мало предсказуемым. Уменьшение выхода узкого класса крупности приводит к потере газопроницаемости обжигаемого слоя окатышей и соответствующему перерасходу топлива. Повышение доли некондиционных классов крупности обусловливает перерасход материалов и снижение качества товарной продукции.
Технической задачей изобретения является повышение выхода кондиционных окатышей.
Задача решается тем, что в известном способе, включающем изменение параметров процесса, выделяют и контролируют выход гранул размером 0,8-1,0 от значения верхнего предела крупности подрешетного продукта грохота и, после чего, изменением влажности шихты, производительности по шихте и частоте вращения окомкователя добиваются максимального количества выхода гранул.
Сущность изобретения состоит в том, что поскольку гранулы размером 0,8-1,0 от значения верхнего предела крупности подрешетного продукта грохота в последующем (и единственном) перемещении в окомкователе попадают в готовый продукт, то и условия, при которых образуется максимальное количество гранул, близких по размерам к верхнему пределу подрешетного продукта грохота, будут оптимальными. При этом выход окатышей годного класса также оптимален и диапазон размеров готовых окатышей сужается. Скорость гранулообразования в окомкователе определяется производительностью по исходной шихте, скоростью вращения окомкователя и процессами в самом окомкователе, такими как статистический характер наслаивания исходных частиц на зародыши гранул, неравномерность формирования и разрушения зародышей гранул. При большой производительности и скорости вращения окомкователя ограничением процесса является рост зародышей. При недостаточной скорости увеличения массы гранул потоком шихты выдавливаются из окомкователя окатыши разного размера, снижая выход кондиционных окатышей узкого класса крупности. В то же время при снижении производительности происходит увеличение времени пребывания материала в окомкователе, что приводит к снижению выхода кондиционной фракции. Следовательно, управление гранулообразованием при производстве окатышей за счет контроля выхода сформированных гранул размером 0,8-1,0 от значения верхнего предела подрешетного продукта грохота необходимо для оптимизации процесса.
Регулирование параметров для подбора заданного значения среднего диаметра окатышей известно. Однако в предлагаемом техническом решении регулирование скорости вращения и производительности по исходной шихте осуществляют после выделения и контроля выхода гранул размером 0,8-1,0 от верхнего предела подрешетного продукта грохота. Такое сочетание операций не известно и позволяет получать требуемый гранулометрический состав окатышей при максимальном выходе узкого класса кондиционной фракции. Предлагаемая совокупность и последовательность операций позволяет улучшить качество окатышей и повысить газопроницаемость слоя окатышей и соответственно снизить расход топлива при их упрочняющей термообработке.
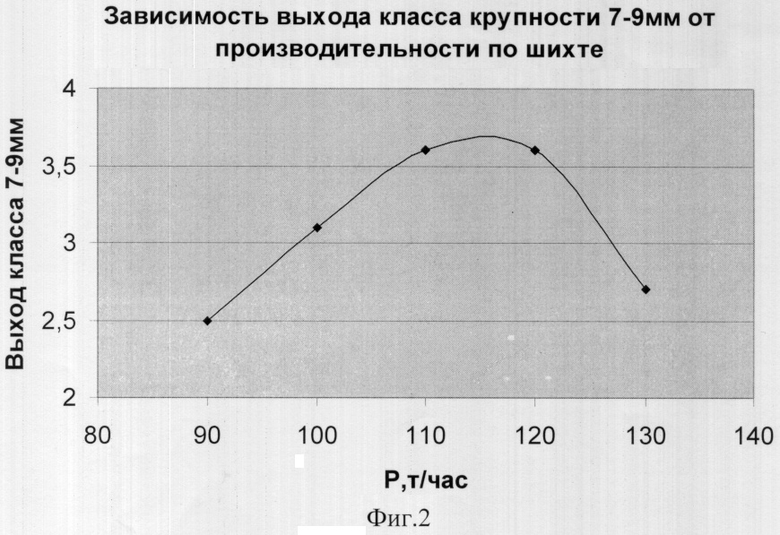
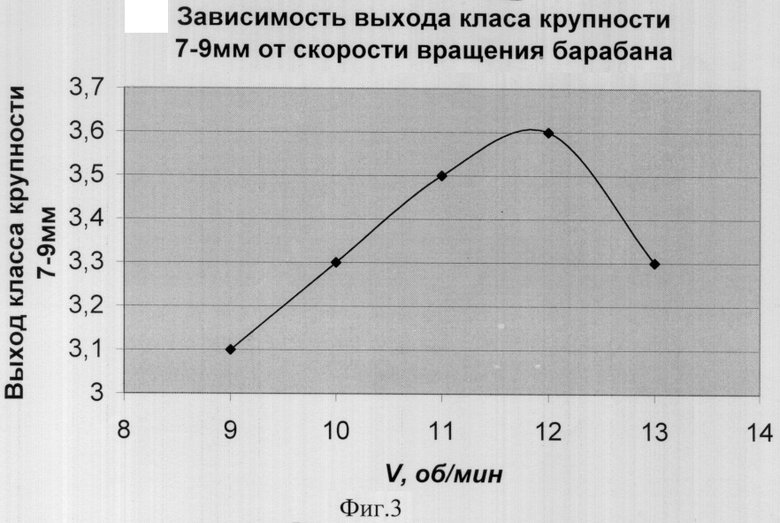
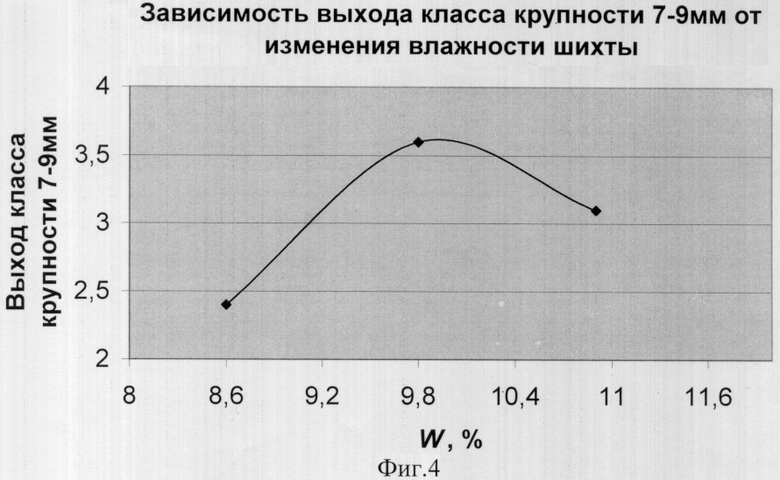
На фиг.1 изображена схема выделения класса крупности 7-9 мм, что составляет 0,8-1,0 от верхнего предела подрешетного продукта грохота, и осуществления способа управления процессом окомкования. На фиг.2 - график зависимости выхода класса крупности 7-9 мм от производительности по шихте, на фиг.3 - график зависимости выхода класса крупности 7-9 мм от скорости вращения окомкователя, на фиг.4 - график зависимости выхода класса крупности 7-9 мм от изменения влажности шихты.
Управление процессом окомкования по предлагаемому способу осуществляют следующим образом. Согласно схеме, показанной на фиг.1, из окомкователя 1 выгружается материал, включающий как готовую продукцию, так и промежуточный продукт. Все это поступает на первый грохот 2, где происходит выделение готового продукта 9, поступающего на обжиг по конвейеру 3. Промежуточный продукт 10 поступает на второй грохот 4, размер ячеек которого составляет 0,8 от размера ячеек первого грохота 2. Количество надрешетного продукта 11 второго грохота размером 0,8-1,0 от верхнего предела подрешетного продукта грохота 2 измеряется устройством 5 и сигнал, пропорциональный этому количеству, подается на блок 6, где формируется закон управления процессом окомкования таким образом, чтобы количество надрешетного продукта второго грохота 11 было максимальным. Подрешетный продукт первого и второго грохотов и надрешетный продукт второго грохота объединяются на конвейере 7 и подаются в качестве циркуляционной нагрузки конвейером 8 в область загрузки окомкователя исходной шихтой. После прохождения в окомкователе измеренный блоком 5 объем гранул выделяется первым грохотом в качестве готового продукта узкого класса крупности 9.
Предлагаемый способ проверен следующим образом. На промышленном барабанном окомкователе Полтавского горнопромышленного объединения получали окатыши из железорудного концентрата, которые направлялись на обжиг. Размер готовых окатышей составлял 9-15 мм при среднем - 13,5 мм. Для оптимальной работы обжигового агрегата, согласно техническим нормам, требуются окатыши узкого класса крупности 9-13 мм, обеспечивающие высокую газопроницаемость слоя за счет однородности гранулометрического состава, со средним диаметром окатышей 12 мм. Окатыши такого размера после обжига имеют высокую прочность и истираемостойкость без существенного падения газопроницаемости слоя и производительности машины. Шихта, направляемая на окомкование, состояла из железорудного концентрата крупностью 97% класса минус 0,074 мм и 87,5% класса минус 0,050 мм, с содержанием бентонита 0,5% и 0,1% известняка (окатыши неофлюсованные). Влажность шихты составляла 9,7-9,8%.
Управление процессом окомкования осуществлялось следующим образом. После выхода на установившийся режим работы окомкователя отбирали представительные пробы подрешетного продукта грохота по стандартной методике, выделяли и фиксировали выход гранул минус 9 плюс 7 мм, т.е. размером от 0,8-1,0 от верхнего предела подрешетного продукта грохота. На выходе окомкователя роликовый грохот имел размер щели 9 мм. Через время, равное времени однократного прохождения материала в окомкователе, отбирали пробу готовых окатышей. Затем последовательно изменяли производительность относительно исходной, равной 110 т/ч на 10 и 20%. При этом фиксировали выход класса минус 9 плюс 7 мм и готовых окатышей. Скорость вращения барабана оставалась на начальном уровне 11 об/мин. Затем, установив производительность окомкователя равной 110 т/ч, изменяли скорость вращения окомкователя на 10 и 20%. При этом фиксировался выход гранул 7-9 мм и готовых окатышей. Аналогично провели измерения выхода класса минус 9 плюс 7 мм и готовых окатышей при изменении влажности шихты изменением содержания бентонита на 10% относительно исходного. Результаты представлены на фиг.2, 3 и 4 соответственно.
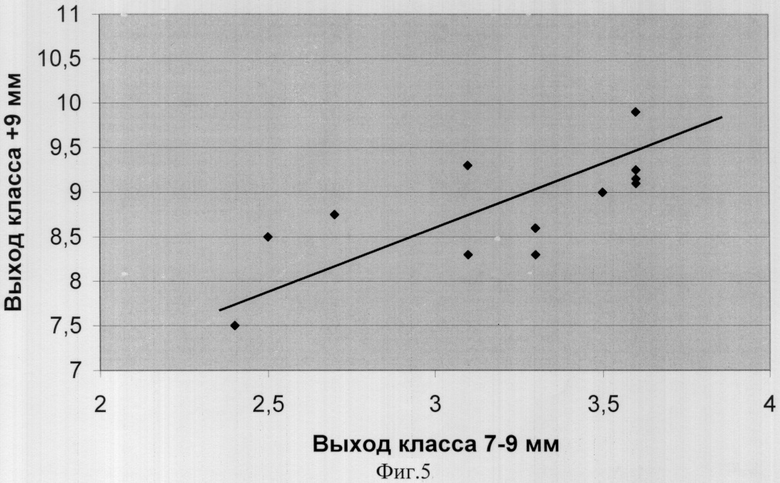
Из представленных графиков видно, что существует оптимальная область соотношения параметров, при которых процесс идет наилучшим образом и выход гранул максимален. В таблице приведены значения выхода классов надрешетных продуктов грохотов первого и второго, а на фиг.5 показана зависимость выхода готовых окатышей от выхода класса 0,8-1,0 от верхнего предела подрешетного продукта грохота 2.
Применение предложенного способа управления процессом окомкования сыпучих тонкоизмельченных материалов обеспечивает по сравнению с существующими способами следующие преимущества:
1) увеличение выхода окатышей кондиционного класса, снижение времени окомкования;
2) повышение газопроницаемости слоя окатышей и существенное снижение расхода топлива при их упрочняющей термообработке.
Источники информации
1. Авторское свидетельство СССР №771176, кл. С22В 1/16, 1980.
2. Патент на изобретение №2026378, кл. С22В 1/24, опубл. 1995.01.09
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОКОМКОВАНИЯ В ЧАШЕВОМ ОКОМКОВАТЕЛЕ | 1991 |
|
RU2026378C1 |
| Способ управления процессом производства окатышей | 1981 |
|
SU1011717A1 |
| Способ производства окатышей и устройство для его реализации | 1982 |
|
SU1027249A1 |
| СПОСОБ ПОДГОТОВКИ АГЛОМЕРАЦИОННОЙ ШИХТЫ К СПЕКАНИЮ | 1995 |
|
RU2095435C1 |
| Способ получения окатышей из переувлажненных материалов | 1980 |
|
SU933760A1 |
| Способ получения окатышей | 1987 |
|
SU1452854A1 |
| Окомкователь | 1986 |
|
SU1388686A1 |
| Способ подготовки агломерационной шихты к спеканию | 1981 |
|
SU1027245A1 |
| СПОСОБ ПРОИЗВОДСТВА АГЛОМЕРАТА | 2008 |
|
RU2407810C2 |
| Способ окомкования агломерационной шихты | 1981 |
|
SU1006526A1 |
Изобретение относится к окомкованию сыпучих материалов, в основном для железорудных шихт. Шихту подают в окомкователь, осуществляют контроль выхода сформированных гранул и изменение параметров процесса: влажности шихты, производительности по шихте и частоты вращения окомкователя для обеспечения максимального количества выхода готовых гранул. Из окомкованной шихты выделяют грохочением и осуществляют контроль выхода гранул размером 0,8-1,0 от значения верхнего предела крупности подрешетного продукта грохота, после чего изменяют упомянутые параметры процесса. Изобретение позволит повысить выход окатышей кондиционного класса, снизить время окомкования. 1 табл., 5 ил.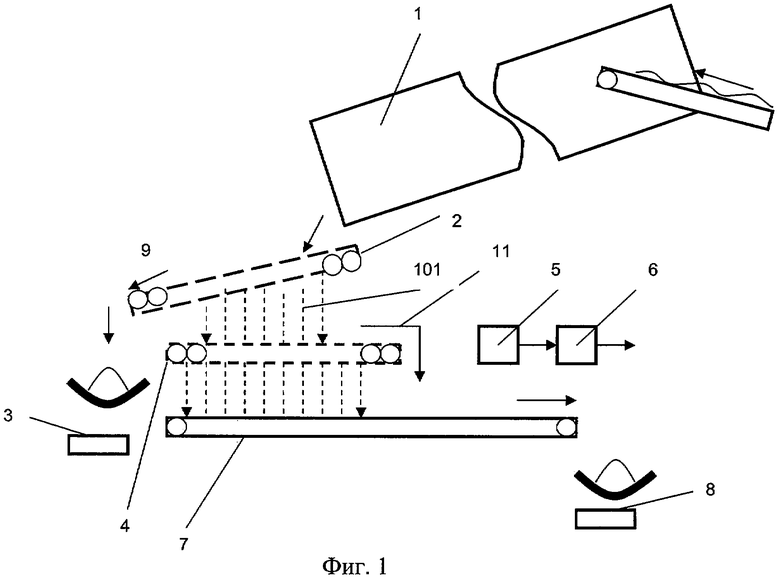
Способ управления процессом окомкования сыпучих тонкоизмельченных материалов, включающий подачу шихты в окомкователь, контроль выхода сформированных гранул и изменение параметров влажности шихты, производительности по шихте и частоты вращения окомкователя для обеспечения максимального количества выхода готовых гранул, отличающийся тем, что из окомкованной шихты выделяют грохочением и осуществляют контроль выхода гранул размером 0,8-1,0 от значения верхнего предела крупности подрешетного продукта грохота, после чего изменяют упомянутые параметры.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОКОМКОВАНИЯ В ЧАШЕВОМ ОКОМКОВАТЕЛЕ | 1991 |
|
RU2026378C1 |
| Способ управления процессом производства окатышей | 1981 |
|
SU1011717A1 |
| Способ получения крупногранулированной агломерационной шихты | 1987 |
|
SU1504274A1 |
| US 4134944 А, 16.01.1979 | |||
| КСЕНДЗОВСКИЙ В.Р | |||
| Автоматизация процессов производства окатышей | |||
| - М.: Металлургия, 1971, с.163-168. | |||

