Изобретение относится к области деревообработки, в частности к производству древесных плит.
Цель изобретения -- снижение покоробленности плит.
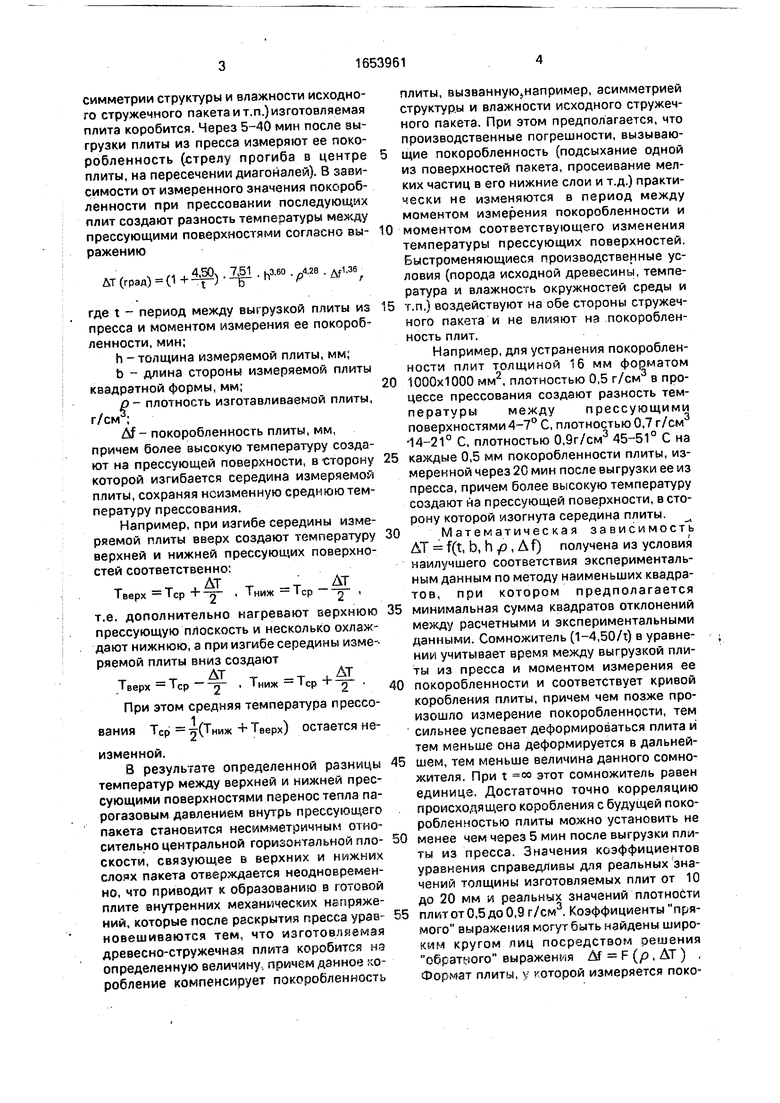
На чертеже представлены значения необходимой разности температуры между верхней и нижней прессующими поверхностями при их средней температуре 160° С в зависимости от покоробленности плиты форматом 1000x1000 мм2 толщиной 16 мм, измеренной через 20 мин после выгрузки ее из пресса.
На чертеже приняты следующие обозначения: Af - покоробленность плиты (стрела прогиба в центре плиты на пересечении
диагоналей), мм; AT- разность температуры между прессующими поверхностями, град; р- плотность готовой плиты, г/см .
Способ осуществляют следующим образом.
Промышленно изготовленную сосновую стружку смешивают со связующим, например с карбамидоформальдегидной смолой, формируют из смеси известным способом трех- или однослойный стружечный ковер и производят прессование плиты между прессующими поверхностями с одинаковой температурой 160-230° С. Полученную древесно-стружечную плиту подают на охлаждение. В результате неизбежных технологических погрешностей (например, неа ел
CJ
о о
симметрии структуры и влажности исходного стружечного пакетаит.п.)изготовляемая плита коробится. Через 5-40 мин после выгрузки плиты из пресса измеряют ее поко- робленность (стрелу прогиба в центре плиты, на пересечении диагоналей). В зависимости от измеренного значения покороб- ленности при прессовании последующих плит создают разность температуры между прессующими поверхностями согласно выражению
х-г / N t 450 . h3 60 о428 Af ДТ (град) (1 + -г-) -%- n P °
где t - период между выгрузкой ппиты из пресса и моментом измерения ее покороб- ленности, мин;
h - толщина измеряемой плиты, мм;
b - длина стороны измеряемой плиты квадратной формы, мм;
р- плотность изготавливаемой плиты, г/см5;
Af- покоробленность плиты, мм, причем более высокую температуру создают на прессующей поверхности, в сторону которой изгибается середина измеряемой плиты, сохраняя неизменную среднюю температуру прессования.
Например, при изгибе середины измеряемой плиты вверх создают температуру верхней и нижней прессующих поверхностей соответственно:
Т-Т 4-ЛТ Т-Т -ЛТ
I верх - I ср т- -к- , I ниж - I ср 2 ,
т.е. дополнительно нагревают верхнюю прессующую плоскость и несколько охлаждают нижнюю, а при изгибе середины изме-- ряемой плиты вниз создают
AT т , AT I ниж - I со г
- Т
верх - ср п . i ниж - 1 ср о При этом средняя температура прессования Тср (Тниж + Тверх)
остается неизменной.
В результате определенной разницы температур между верхней и нижней прессующими поверхностями перенос тепла парогазовым давлением внутрь прессующего пакета становится несимметричным относительно центральной горизонтальной плоскости, связующее в верхних и нижних слоях пакета отверждается неодновременно, что приводит к образованию в готовой плите внутренних механических напряжений, которые после раскрытия пресса уравновешиваются тем, что изготовляемая древесно-стружечная плита коробится на определенную величину причем данное коробление компенсирует покоробленность
плиты, вызванную,например, асимметрией структуры и влажности исходного стружечного пакета. При этом предполагается, что производственные погрешности, вызываю5 щие покоробленность (подсыхание одной из поверхностей пакета, просеивание мелких частиц в его нижние слои и т.д.) практически не изменяются в период между моментом измерения покоробленности и
10 моментом соответствующего изменения температуры прессующих поверхностей. Быстроменяющиеся производственные условия (порода исходной древесины, температура и влажность окружностей среды и
15 т.п.) воздействуют на обе стороны стружечного пакета и не влияют н покоробленность плит.
Например, для устранения покоробленности плит толщиной 16 мм форматом
20 1000x1000 мм2, плотностью 0,5 г/см3 в процессе прессования создают разность температуры
между
прессующими
поверхностями 4-7 С, плотностью 0,7 г/см 14-21° С, плотностью 0,9г/см3 45-51° С на
5 каждые 0,5 мм покоробленности плиты, измеренной через 20 мин после выгрузки ее из пресса, причем более высокую температуру создают на прессующей поверхности, в сторону которой изогнута середина плиты.
0Математическая зависимость
ДТ f(t, b, h p , Af) получена из условия наилучшего соответствия экспериментальным данным по методу наименьших квадратов, при котором предполагается
5 минимальная сумма квадратов отклонений между расчетными и экспериментальными данными. Сомножитель (1-4,50/t) в уравнении учитывает время между выгрузкой плиты из пресса и моментом измерения ее
0 покоробленности и соответствует кривой коробления плиты, причем чем позже произошло измерение покоробленности, тем сильнее успевает деформироваться плита и тем меньше она деформируется в дальней5 шем, тем меньше величина данного сомножителя. При t 00 этот сомножитель равен единице. Достаточно точно корреляцию происходящего коробления с будущей поко- робленностью плиты можно установить не
0 менее чем через 5 мин после выгрузки плиты из пресса. Значения коэффициентов уравнения справедливы для реальных значений толщины изготовляемых плит от 10 до 20 мм и реальных значений плотности
5 плит от 0,5 до 0,9 г/см3. Коэффициенты прямого выражения могут быть найдены широки - кругом лиц посредством решения обратного выражения Af F (р, ДТ ) . Формат плиты, которой измеряется покоробленность, учитывается введением длины плиты в знаменатель уравнения, так как величина покоробленности подчиняется условию подобия, т.е. у плиты форматом, например, 1000x1000 мм величина покоробленности в 2 раза больше, чем у плиты форматом 500x500 мм2 при прочих равных условиях.
Использование изобретения обеспечивает по сравнению с существующими способами исключение такого трудноусгра- нимого дефекта, как покоробленность плит, что позволяет экономить сырье на калибрование и шлифование плит при устранении данного дефекта. Кроме того, возможно со- кращение выдержки плит в штабеле, что дает экономию производственных площадей.
Формула изобретения Способ изготовления древесно-стру- жечных плит, включающий смешивание стружки со связующим, формирование стружечного ковра и прессование плит между прессующими поверхностями с одинаковой температурой,отличающийся тем. что, с целью снижения покоробленности плит, не менее чем через 5 мин после выгрузки плиты из пресса измеряют величину и направление ее покоробленности и в процессе прессования последующих плит создают разность температур между прессующими поверхностями согласно выражению
ДТ (1+450). 7.51
tfeoyze
Af
1.36
где t - период между выгрузкой плиты из пресса и моментом измерения покоробленности, мин;
h - толщина плиты, мм;
b - длина плиты, мм;
р- плотность плиты, г/см ;
Af- покоробленность плиты, мм, причем более высокую температуру создают на прессующей поверхности, прилегающей к пластине плиты, в сторону котор изогнута ее середина, при сохранении средней температуры прессования.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесностружечных плит | 1989 |
|
SU1653960A1 |
| Способ изготовления древесностружечных плит | 2018 |
|
RU2708323C1 |
| Пресс для непрерывного изготовления древесностружечных плит | 1985 |
|
SU1299799A1 |
| Пресс для изготовления древесностружечных плит | 1988 |
|
SU1544569A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2011 |
|
RU2453428C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2012 |
|
RU2508193C1 |
| Машина для формирования стружечного ковра | 1985 |
|
SU1289689A1 |
| Пресс для изготовления древесно-стружечных плит | 1990 |
|
SU1743874A1 |
| Способ изготовления облицованных древесно-стружечных плит | 1984 |
|
SU1353602A1 |
| Устройство управления температурным режимом обогреваемого пресса | 1986 |
|
SU1521600A1 |
Изобретение относится к области деревообработки, в частности к производству древесных плит. Цель изобретения - снижение покоробленности плит. Для этого сосновую стружку смешивают со связующим, например карбамидоформальдегид- ной смолой, формируют из смеси известным способом трех- или однослойный стружечный ковер. Производят прессование плиты между прессующими поверхностями с одинаковой температурой 160-230° С. Через 5-40 мин после выгрузки плиты из пресса измеряют ее покоробленность, в зависимости от величины которой при прессовании последующих плит создают разность температуры между прессующими поверхностями согласно выражению AT (град) (1 + 4|0) 1 h360 -р4 28 Af1 3« , где t - период между выгрузкой плиты из пресса и моментом измерения ее покоробленности, мин; h - толщина измеряемой плиты, мм; b - длина стороны измеряемой плиты квадратной формы, мм; р - плотность изготовляемой плиты, г/см ; Af- покоробленность плиты, мм. При этом более высокую температуру создают на прессующей поверхности, в сторону которой изгибается середина измеряемой плиты, сохраняя неизменной среднюю температуру прессования. 1 ил. Ё
80
,ЗГ/см3
60
I
20
0,5
,1г/см
7
/
,5г/сн3
1,0
1,52.0
uf.H
| 1972 |
|
SU415175A1 | |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Шварцман Г.М, Производство древес- но-стружечных плит | |||
| -М.: Лесная промышленность, 1977, с.240. | |||
