Область техники
Настоящее изобретение относится к способу получения оптимизированного металлического листа из сплава на основе циркония. Изобретение относится также к способу получения дистанционирующей решетки для позиционирования топливных стержней в сборке тепловыделяющих элементов ядерных установок.
Предшествующий уровень техники
Дистанционирующие решетки обычно присутствуют во множестве мест вдоль пучков топливных стержней, они ограничивают решетки, через которые выступают стержни, и удерживают стержни на месте.
Дистанционирующие решетки могут изготавливаться разными способами. Один способ изготовления дистанционирующей решетки основан на использовании металлического листа из сплава на основе циркония. Металлический лист из сплава на основе циркония подвергают ряду стадий прокатки, причем между стадиями прокатки лист металла подвергается термообработкам, чтобы осуществить релаксацию и получить структуру сплава, которая облегчает следующие стадии прокатки. Однако металлический лист из сплава на основе циркония, полученный таким традиционным способом, будет из-за микроструктуры образованного таким образом материала иметь разную склонность к росту в разных направлениях металлического листа, когда подвергается облучению нейтронами, как в случае, когда он применяется как элемент дистанционирующей решетки в ядерных установках разного типа. Причина этого в том, что прокатка металлического листа приводит к предпочтительной ориентации структуры материала. В предположении, что металлический лист обычно плоский, наибольшая тенденция к росту будет на практике иметься в направлении, параллельном направлению прокатки, несколько меньшая тенденция к росту будет иметься в направлении плоскости листа, перпендикулярном направлению прокатки, и наименьшая тенденция к росту будет в нормальном направлении, то есть в направлении толщины металлического листа. Когда металлический лист подвергается нейтронному излучению, рост будет иметь место в том или в тех из этих направлений, которые наиболее подвержены росту, а соответствующая усадка будет иметь место в каком-то одном или во всех других направлениях. Это прямой результат того, что объем металлического листа остается постоянным при действии нейтронного излучения. На практике при нейтронном излучении металлический лист будет расти преимущественно в направлении прокатки, несколько меньше в направлении поперек прокатки, и усаживаться в направлении толщины.
Это создает проблему, когда такой металлический лист используется обычным путем для формирования стенок дистанционирующей решетки для позиционирования топливных стержней на АЭС. Более точно дистанционирующая решетка ограничивает ряд ячеек решетки, через которые идут топливные стержни и стенки которых образованы из указанного металлического листа. Таким образом, размер металлического листа увеличится в направлении поперек продольному направлению ячеек решетки, и одновременно уменьшается толщина стенок, что приводит к увеличению площади поперечного сечения ячеек решетки и образованию зазора между ее стенками и топливными стержнями. При неблагоприятных условиях, например при работе в ядерном реакторе с водой под давлением, топливные стержни будут позднее из-за указанного люфта подвергаться серьезному износу из-за участков дистанционирующей решетки, с которыми они соприкасаются вследствие вибрации. При длительной работе это может привести к образованию дыр в стенках топливных стержней и утечке радиоактивного материала в окружающую среду. Так как топливные стержни также сделаны из материала, подверженного росту, другой эффект, создающий люфт, будет возникать по мере уменьшения диаметра топливных стержней, когда они подвергаются нейтронному излучению.
В описании уровня техники в документе ЕР 0869197 В1 описан способ, который частично решает эту проблему. Направление листов, идущее перпендикулярно продольному направлению ячеек решетки, располагают так, чтобы это направление совпадало с направлением листов, идущим поперек направлению прокатки. Тем самым получен существенно меньший рост в этом направлении, но тем не менее рост получается все еще достаточно значительным, чтобы создавалась проблема с образованием зазора.
Эта проблема до некоторой степени решается посредством выбивания малых участков поверхности в стенках дистанционирующей решетки, причем указанные малые участки предусмотрены для того, чтобы опираться на топливные стержни как пружины, и продолжать упираться на последние, когда происходит рост. Однако циркониевые сплавы имеют несколько низкий предел текучести, чтобы быть полностью подходящими как пружинный материал, в соответствии с чем на практике малые участки способны компенсировать только такой зазор, который, вероятно, возникнет из-за уменьшения диаметра топливных стержней. Эти малые участки не способны компенсировать весь люфт, который образуется между стенками дистанционирующей решетки и наружными поверхностями топливных стержней из-за уменьшения диаметра и роста стенок дистанционирующей решетки. После первого из множества циклов облучения материал дистанционирующей решетки также уменьшался, в силу чего способность малых участков компенсировать уменьшение диаметра топливных стержней в последующих циклах существенно снижается.
Документ US-A-4918710 описывает изготовление крестовой решетки для сборки тепловыделяющих элементов. Решетка сделана из сплава на основе циркония. Пластины или лист из сплава на основе циркония формуют холодным способом с пластинами в α+β состоянии циркония. Решетку можно также обработать в α-фазе. Опорные выступы для топливных стержней образуют резкой и тиснением пластин.
Изобретение согласно ЕР 0869197 В1 дает альтернативное решение проблемы абразивного износа топливных стержней о стенки дистанционирующей решетки из-за роста дистанционирующей решетки, когда она подвергается нейтронному излучению. В качестве решения документ ЕР 0869197 В1 дает способ, включающий этапы получения листа из сплава на основе циркония, проведение первой термообработки листа, включающей в себя β-закалку, проведение последующей термообработки листа в области температур α-фазы листа из сплава на основе циркония, и затем выбивание из листа участков, чтобы эти участки торчали из поверхности листа и формировали опорные поверхности для топливных стержней.
Недостаток способа, описанного в ЕР 0869197 В1, состоит в том, что оборудование для β-закалки относительно дорого.
Хотя решения предшествующего уровня техники обеспечили функционирование дистанционирующих решеток, все же желательно дать альтернативу дистанционирующим решеткам предшествующего уровня. Желательно также разработать способ получения дистанционирующих решеток, устраняя необходимость β-закалки.
Сущность изобретения
Целью настоящего изобретения является обеспечить способ получения оптимизированного металлического листа из сплава на основе циркония, не используя β-закалку, причем оптимизированный металлический лист, подвергаясь нейтронному излучению, обнаруживает малый рост по меньшей мере в одном направлении.
Другой целью настоящего изобретения является разработать способ получения дистанционирующей решетки для позиционирования топливных стержней в сборке тепловыделяющих элементов, в ядерной установке, не проводя β-закалки, причем эта дистанционирующая решетка, подвергаясь нейтронному излучению, обнаруживает малый рост в направлении, перпендикулярном топливным стержням.
Вышеуказанные цели достигаются способами согласно независимым пунктам формулы изобретения.
Дальнейшие преимущества достигаются отличительными признаками зависимых пунктов.
Основной идеей настоящего изобретения является разработать способ, которым, не проводя β-закалки, можно получить металлический лист, имеющий фактор Кернса, близкий к 0,33, по меньшей мере в одном направлении.
Согласно первому аспекту настоящего изобретения, дается способ получения оптимизированного металлического листа из сплава на основе циркония, причем оптимизированный металлический лист задает плоскость листа. Способ включает в себя этап получения металлического листа из сплава на основе циркония. Способ отличается тем, что он включает этапы по меньшей мере одной подготовительной холодной прокатки и окончательной холодной прокатки металлического листа, причем и подготовительная холодная прокатка и окончательная холодная прокатка проводятся в общем направлении прокатки с термообработкой металлического листа между подготовительной холодной прокаткой и окончательной холодной прокаткой, чтобы сплав на основе циркония частично рекристаллизовался, причем степень рекристаллизации при термообработке не превышает 90 процентов.
Со способом согласно первому аспекту изобретения можно без применения β-закалки получить фактор Кернса, близкий 0,33, перпендикулярно направлению прокатки в плоскости оптимизированного металлического листа. Таким образом, при строительстве установки для производства дистанционирующих решеток для топливных стержней в сборке тепловыделяющих элементов ядерного реактора можно избежать расходов на печи, подходящие для β-закалки.
Способ может также включать в себя по меньшей мере одну холодную прокатку до подготовительной холодной прокатки. Такие дополнительные холодные прокатки могут быть включены в способ без влияния на конечный результат - металлический лист, имеющий фактор Кернса, близкий 0,33, в направлении, перпендикулярном направлению прокатки в плоскости оптимизированного металлического листа.
Направление прокатки при указанной по меньшей мере одной холодной прокатке до подготовительной холодной прокатки предпочтительно по существу такое же, как направление подготовительной холодной прокатки и окончательной холодной прокатки. При таком способе конечный результат оптимален.
Чтобы получить фактор Кернса, близкий к 0,33, степень рекристаллизации при термообработке должна быть 20-90 процентов.
Чтобы получить фактор Кернса как можно ближе к 0,33, степень рекристаллизации при термообработке предпочтительно составляет 40-60 процентов.
Уменьшение толщины при окончательной холодной прокатке может составлять 40-60 процентов от толщины металлического листа перпендикулярно плоскости листа до окончательной холодной прокатки. При такой степени холодной прокатки можно получить фактор Кернса, близкий к 0,33.
Уменьшение толщины во время подготовительной холодной прокатки может составлять 40-60 процентов от толщины металлического листа перпендикулярно плоскости листа до подготовительной холодной прокатки. Во время подготовительной холодной прокатки кристаллическая структура циркониевого сплава по меньшей мере частично разрушается. Оптимальный результат достигается при уменьшении на 40-60 процентов.
Во время термообработки, следующей за подготовительной холодной прокаткой, циркониевый сплав частично рекристаллизуется. Степень рекристаллизации зависит от температуры термообработки и длительности термообработки. Термообработку можно проводить в печи непрерывного действия или в печи периодического действия. В печи непрерывного действия металлический лист медленно движется через печь, тогда как в печи периодического действия металлический лист остается на месте.
Если термообработка проводится в печи непрерывного действия, то она проводится при температуре 580°С - 650°, предпочтительно при температуре 580°С - 630°С и наиболее предпочтительно при температуре 580°С - 600°С.
Упомянутые выше температуры подходят для печи непрерывного действия, в которой время термообработки ограничено. При упомянутых выше температурах термообработка предпочтительно проводится в течение 4-10 минут.
Когда термообработка проводится в печи периодического действия, длительность термообработки можно выбирать свободно. В печи периодического действия термообработка может проводиться при температуре 520°С - 560°С в течение 1-6 часов.
Сплав на основе циркония предпочтительно содержит по меньшей мере 96 весовых процентов циркония. В способе по изобретению можно также использовать циркониевые сплавы с более высоким содержанием циркония, но наилучшие результаты достигнуты при содержании циркония по меньшей мере 96 процентов.
Сплав на основе циркония может содержать любой из ряда других легирующих материалов.
Первым примером легирующего материала, допустимого для сплава на основе циркония в дистанционирующей решетке, является ниобий. В дистанционирующей решетке сплав на основе циркония может содержать 0,8-1,2 весовых процентов ниобия, предпочтительно 1,0-1,1 весовых процентов ниобия и наиболее предпочтительно 1,02-1,04 весовых процентов ниобия.
Вторым примером легирующего материала, допустимого для сплава на основе циркония в дистанционирующей решетке, является олово. В дистанционирующей решетке сплав на основе циркония может содержать 0,6-1,2 весовых процентов олова, предпочтительно 0,6-0,8 весовых процентов олова.
Третьим примером легирующего материала, допустимого для сплава на основе циркония в дистанционирующей решетке, является железо. В дистанционирующей решетке сплав на основе циркония может содержать 0,1-0,3 весовых процентов железа.
Сплав на основе циркония, использующийся в способе по изобретению, может содержать любую комбинацию легирующих материалов, упомянутых выше.
В предпочтительной реализации сплав на основе циркония содержит только олово, железо и ниобий. Любой дополнительный легирующий материал присутствует в концентрации ниже 0,05 весовых процентов.
Согласно второму аспекту настоящего изобретения, дается способ получения дистанционирующей решетки для позиционирования топливных стержней в сборке тепловыделяющих элементов ядерной установки, причем дистанционирующая решетка ограничивает ячейки решетки для топливных стержней. Способ отличается тем, что он включает этапы получения оптимизированного металлического листа по любому из предыдущих пунктов, резку оптимизированного металлического листа на металлические полосы, продольная ось которых перпендикулярна направлению прокатки, и размещение полос с образованием дистанционирующей решетки, так чтобы продольная ось полос шла перпендикулярно продольному направлению ячеек решетки.
Далее с обращением к приложенным чертежам будут описаны предпочтительные варианты осуществления изобретения.
Краткое описание чертежей
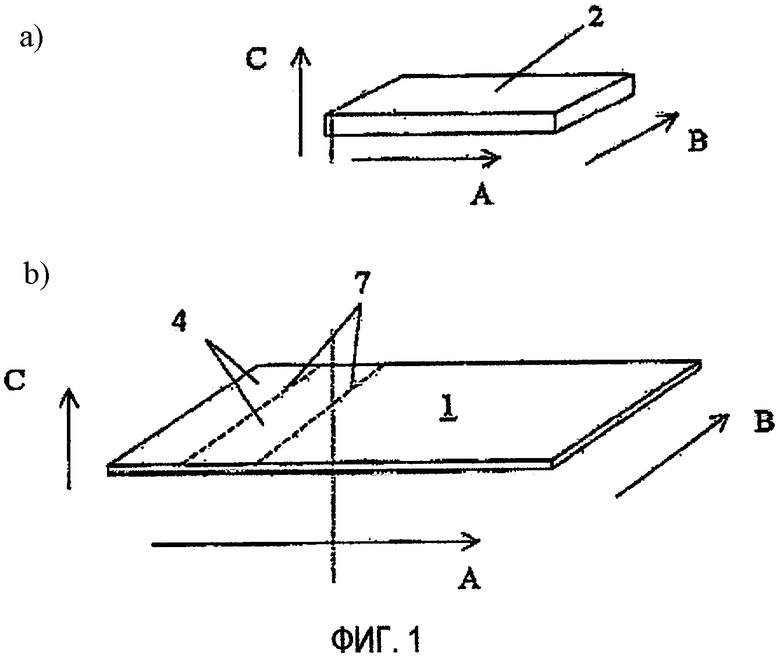
Фиг.1а показывает металлический лист, который используется в способе по одному варианту осуществления настоящего изобретения для получения оптимизированного металлического листа.
Фиг.1b показывает оптимизированный металлический лист, который был получен способом, соответствующим одному варианту осуществления настоящего изобретения.
Фиг.2 показывает дистанционирующую решетку в соответствии с одним вариантом осуществления настоящего изобретения.
Описание предпочтительных вариантов реализации
В дальнейшем описании предпочтительных вариантов реализации изобретения сходные детали на разных фигурах будут отмечены одинаковыми позициями для ссылок.
Фиг.1а показывает металлический лист 2, который используется в способе согласно одному варианту осуществления изобретения, для получения оптимизированного металлического листа 1. Фиг.1b показывает оптимизированный металлический лист 1, который был получен с применением способа по одному варианту осуществления настоящего изобретения. Металлический лист 2, как и оптимизированный металлический лист 1, имеет продольную ось А и поперечную ось В, которые вместе задают плоскость листа ВА. Металлический лист и оптимизированный металлический лист 1 имеет толщину вдоль толщинной оси С, перпендикулярной плоскости листа ВА.
Оптимизированный металлический лист 1 делают исходя из электрода из циркониевого сплава, который содержит приблизительно 0,8-1,2 весовых процентов ниобия, 0,1-0,3 весовых процентов железа и 0,6-0,8 весовых процентов олова в расчете на вес электрода и который был получен спрессовыванием циркониевых брикетов вместе с легирующими материалами. Электрод подвергают вакуумной плавке с получением отливки, которую затем плавят в вакууме по меньшей мере один раз, после чего отливку куют с получением материала толщиной 100-125 мм, который, в свою очередь, обрабатывают на станке и защищают поверхность. Затем материал подвергают β-закалке. Затем материал подвергается горячей прокатке в несколько этапов с образованием металлического листа 2. Число этапов и толщина после каждой горячей прокатки зависит от конечной толщины, какая желательна для металлического листа 2.
Материал может быть получен другими способами, отличными от описанного выше.
Металлический лист 2, полученный в соответствии с приведенным выше описанием, подвергается затем по меньшей мере одной подготовительной холодной прокатке. Направление подготовительной холодной прокатки соответствует продольной оси А. Толщина металлического листа 2 уменьшается вдоль толщинной оси С.Уменьшение толщины при подготовительной холодной прокатке составляет 40-60 процентов от толщины металлического листа вдоль оси С до подготовительной холодной прокатки. После подготовительной холодной прокатки металлический лист 2 подвергается термообработке, так что сплав на основе циркония частично рекристаллизуется. Термообработка проводится в печи непрерывного действия в течение 4-10 минут при температуре 580-650°С, предпочтительно при температуре 580-630°С и наиболее предпочтительно при температуре 580-600°С. Степень рекристаллизации при термообработке составляет 20-90 процентов, предпочтительно 40-60 процентов. После термообработки металлический лист 2 подвергается окончательной холодной прокатке до конечных размеров. Направление окончательной холодной прокатки соответствует продольной оси А. Уменьшение толщины во время окончательной холодной прокатки составляет 40-60 процентов от толщины металлического листа 2 вдоль оси С до окончательной холодной прокатки. Тем самым получают оптимизированный металлический лист 1. Оптимизированный металлический лист 1, полученный в соответствии с описанным способом, имеет фактор Кернса, близкий к 0,33, вдоль поперечной оси В.
Перед подготовительной холодной прокаткой можно включать дополнительные холодные прокатки. За такими дополнительными холодными прокатками следуют термообработки, чтобы рекристаллизовать циркониевый сплав в листовом металле 2 до следующей дополнительной холодной прокатки или до подготовительной холодной прокатки.
Согласно альтернативному варианту осуществления, процесс термообработки между подготовительной холодной прокаткой и окончательной холодной прокаткой проводится в печи периодического действия в течение 1-6 часов при температуре 520-590°С.
Фигура 2 показывает дистанционирующую решетку 3 в соответствии с одним вариантом осуществления настоящего изобретения. Дистанционирующая решетка 3 содержит ряд металлических полос 4, которые образуют ячейки 5 решетки для топливных стержней. Ячейки 5 решетки задают продольное направление 6. Металлические полосы 4 были образованы из оптимизированного металлического листа 1 путем резки оптимизированного металлического листа 1 по линиям 7, как показано на фиг.1, А, так что продольная ось В металлических полос 4 совпадает с поперечной осью В оптимизированного металлического листа 1, и таким образом перпендикулярна продольной оси А оптимизированного металлического листа 1. Металлические полосы 4 расположены в дистанционирующей решетке 3 так, чтобы продольная ось металлических полос 4 была перпендикулярной продольному направлению 6 ячеек 5 решетки. Фактор Кернса дистанционирующей решетки 3 вдоль продольной оси металлических полос и перпендикулярно продольному направлению 6 ячеек 5 решетки близок к 0,33.
Когда дистанционирующая решетка 3 по изобретению используется в ядерном реакторе, она будет подвергаться нейтронному излучению и будет расти из-за нейтронного излучения. Однако размер дистанционируюшей решетки в направлении, перпендикулярном продольному направлению ячеек 5 решетки, будет сохраняться благодаря тому, что фактор Кернса дистанционирующей решетки в этом направлении близок к 0,33.
Описанные варианты осуществления могут быть скорректированы разными путями, не отклоняясь от сути и объема настоящего изобретения, которое ограничено только формулой изобретения.
Например, не требуется, чтобы циркониевый сплав включал все легирующие материалы, упомянутые выше.
Достаточно, чтобы циркониевый сплав включал один из упомянутых выше легирующих материалов.
Для простоты на фиг.2 показана дистанционирующая решетка, имеющая всего 9 ячеек. Можно предусмотреть дистанционирующую решетку с любым желательным числом ячеек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ ЗАГОТОВКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ ПЛОСКАЯ ЗАГОТОВКА И РЕШЕТКА РЕАКТОРА АЭС, ВЫПОЛНЕННАЯ ИЗ ЭТОЙ ЗАГОТОВКИ | 2004 |
|
RU2351687C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ ЗАГОТОВКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ ПЛОСКАЯ ЗАГОТОВКА И ЭЛЕМЕНТ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА АЭС, ИЗГОТОВЛЕННЫЙ ИЗ ПЛОСКОЙ ЗАГОТОВКИ | 2004 |
|
RU2350684C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЭЛЕМЕНТОВ ИЗ СПЛАВА НА ОСНОВЕ ЦИРКОНИЯ И ПЛАСТИНЫ, ПОЛУЧАЕМЫЕ ЭТИМ СПОСОБОМ | 2000 |
|
RU2239892C2 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798021C1 |
| ТРУБКА ДЛЯ ЯДЕРНОЙ ТОПЛИВНОЙ СБОРКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ТРУБКИ | 1996 |
|
RU2172527C2 |
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ, УСТОЙЧИВЫЙ К ТЕКУЧЕСТИ И КОРРОЗИИ ПОД ДЕЙСТВИЕМ ВОДЫ И ПАРА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЕ В ЯДЕРНОМ РЕАКТОРЕ | 1997 |
|
RU2199600C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ ПОДГРУППЫ ТИТАНА И СПЛАВОВ НА ИХ ОСНОВЕ | 2013 |
|
RU2529257C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310009C2 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2382114C1 |
Изобретение относится к области металлургии, в частности к получению дистанционирующей решетки для позиционирования топливных стержней в сборке тепловыделяющих элементов ядерных установок. Способ получения металлического листа (1) из сплава на основе циркония с фактором Кернса, близким к 0,33, в направлении, перпендикулярном направлению прокатки, для изготовления дистанционирующей решетки. Металлический лист (1) имеет продольную ось А, поперечную ось В, определяющие плоскость листа (BA). Способ включает этап получения листа (2) из сплава на основе циркония, причем лист (2) подвергают по меньшей мере одной подготовительной холодной прокатке и окончательной холодной прокатке, которые проводят в одном направлении вдоль продольной оси (А). Осуществляют термообработку листа (2) между подготовительной и окончательной прокаткой с обеспечением частичной рекристаллизации сплава на основе циркония со степенью не более 90%. Способ получения дистанционирующей решетки (3), которая ограничивает ячейки решетки (5) для топливных стержней. Осуществляют резку листа (1) на полосы (4) так, чтобы их продольные оси (В) были перпендикулярны направлению прокатки. Размещают полосы (4) так, чтобы образовать дистанционирующую решетку (3), чтобы продольные оси (В) металлических полос (4) находились перпендикулярно продольному направлению (6) ячеек (5) решетки. В металлическом листе обнаруживается малый рост по меньшей мере в одном направлении. 2 н. и 25 з.п. ф-лы, 2 ил.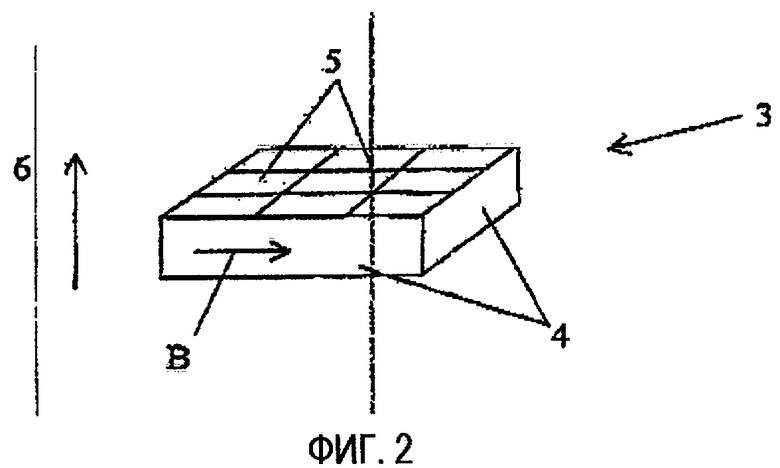
1. Способ получения металлического листа (1) из сплава на основе циркония с фактором Кернса близким к 0,33 в направлении, перпендикулярном направлению прокатки, для изготовления дистанционирующей решетки для позиционирования топливных стержней в сборке тепловыделяющих элементов ядерной установки, причем металлический лист (1) имеет продольную ось А, поперечную ось В, определяющие плоскость листа (ВА), причем способ включает в себя этап получения листа (2) из сплава на основе циркония, отличающийся тем, что металлический лист (2) подвергают по меньшей мере одной подготовительной холодной прокатке и окончательной холодной прокатке, причем подготовительную и холодную прокатку проводят в одном направлении вдоль продольной оси (А), и осуществляют термообработку металлического листа (2) между подготовительной холодной прокаткой и окончательной холодной прокаткой с обеспечением частичной рекристаллизации сплава на основе циркония, причем степень рекристаллизации составляет не более 90%.
2. Способ по п.1, включающий также по меньшей мере одну холодную прокатку до подготовительной холодной прокатки.
3. Способ по п.2, в котором направление прокатки при указанной по меньшей мере одной холодной прокатке до подготовительной холодной прокатки, по существу, такое же, как направление подготовительной холодной прокатки и окончательной холодной прокатки.
4. Способ по любому из предыдущих пунктов, в котором степень рекристаллизации при термообработке составляет по меньшей мере 20%.
5. Способ по любому из предыдущих пунктов, в котором степень рекристаллизации при термообработке составляет по меньшей мере 40%.
6. Способ по любому из предыдущих пунктов, в котором степень перекристаллизации при термообработке не превышает 60%.
7. Способ по любому из предыдущих пунктов, в котором уменьшение толщины при окончательной холодной прокатке составляет 40-60% от толщины металлического листа (2) перпендикулярно плоскости листа (ВА) до окончательной холодной прокатки.
8. Способ по любому из предыдущих пунктов, в котором уменьшение толщины при подготовительной холодной прокатке составляет 40-60% от толщины металлического листа (2) перпендикулярно плоскости листа (ВА) до подготовительной холодной прокатки.
9. Способ по любому из предыдущих пунктов, в котором термообработка проводится в печи непрерывного действия.
10. Способ по п.9, в котором термообработка проводится при температуре 580°С - 650°.
11. Способ по п.9 или 10, в котором термообработка проводится при температуре 580-630°С.
12. Способ по пп.9, 10 или 11, в котором термообработка проводится при температуре 580-600°С.
13. Способ по любому из пп.9-12, в котором термообработка проводится в течение 4-10 мин.
14. Способ по любому из пп.1-5, в котором термообработка проводится в печи периодического действия.
15. Способ по п.14, в котором термообработка проводится при температуре 520-590°С.
16. Способ по п.14 или 15, в котором термообработка проводится в течение 1-6 ч.
17. Способ по любому из предыдущих пунктов, в котором сплав на основе циркония содержит по меньшей мере 96 вес.% циркония.
18. Способ по любому из предыдущих пунктов, в котором сплав на основе циркония содержит ниобий.
19. Способ по п.18, в котором сплав на основе циркония содержит 0,8-1,2 вес.% ниобия.
20. Способ по п.18 или 19, в котором сплав на основе циркония содержит 1,0-1,1 вес.% ниобия.
21. Способ по пп.18, 19 или 20, в котором сплав на основе циркония содержит 1,02-1,04 вес.% ниобия.
22. Способ по любому из предыдущих пунктов, в котором сплав на основе циркония содержит олово.
23. Способ по п.22, в котором первый сплав на основе циркония содержит 0,6-1,2 вес.% олова.
24. Способ по п.22 или 23, в котором сплав на основе циркония содержит 0,6-0,8 вес.% олова.
25. Способ по любому из предыдущих пунктов, в котором сплав на основе циркония содержит железо.
26. Способ по п.25, в котором сплав на основе циркония содержит 0,1-0,3 вес.% железа.
27. Способ получения дистанционирующей решетки (3) для позиционирования топливных стержней в сборке тепловыделяющих элементов ядерной установки, причем дистанционирующая решетка (3) ограничивает ячейки решетки (5) для топливных стержней, отличающийся тем, что осуществляют резку металлического листа (1), полученного по любому из пп.1-26, на металлические полосы (4) так, чтобы их продольные оси (В) были перпендикулярны направлению прокатки, и размещают металлические полосы (4) так, чтобы образовать дистанционирующую решетку (3), чтобы продольные оси (В) металлических полос (4) находились перпендикулярно продольному направлению (6) ячеек (5) решетки.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЭЛЕМЕНТОВ ИЗ СПЛАВА НА ОСНОВЕ ЦИРКОНИЯ И ПЛАСТИНЫ, ПОЛУЧАЕМЫЕ ЭТИМ СПОСОБОМ | 2000 |
|
RU2239892C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| RU 2184795 C2, 20.06.2001 | |||
| US 5223055 A, 29.06.1993. | |||

