Изобретение относится к способу получения тонких элементов из сплава на основе циркония для ядерных реакторов с водяным охлаждением, среди последних, в частности, для реакторов, охлаждаемых водой под давлением.
Изобретение особенно широко применимо при производстве тонких полосовых материалов, из которых вырезают заготовки для получения конструкционных элементов для каркаса ядерной топливной сборки, в частности для изготовления пластин для решеток с поперечными связями для топливных стержней.
От таких конструкционных элементов требуется одновременно хорошая стойкость к охладителю, состоящему из высокотемпературной водной среды, незначительный произвольный рост при большом размере элемента и низкая ползучесть нагруженных элементов. Кроме того, способ получения тонких элементов не должен характеризоваться повышенным коэффициентом брака.
Целью изобретения в особенности является создание способа, который позволяет достичь решение указанных проблем именно при недопущении присутствия фазы βZr, оказывающей неблагоприятное воздействие, в окислительном веществе. Также его дополнительной целью является способ применения сплава на основе циркония, пригодного для изготовления трубчатой оболочки, соприкасающейся не только с водной средой, но и с топливом.
Уже предложены (ЕР-А-0 720 177) трубы из сплава на основе циркония с содержанием 50-250 ppm железа, 0,8-1,3 вес.% ниобия, менее 1600 ppm кислорода, менее 200 ppm углерода и менее 120 ppm кремния. Такой сплав сначала подвергают волочению, затем прокатывают в холодном состоянии, по меньшей мере, в четыре прохода (термин "прокатка" означает применительно к трубчатому материалу пропускание на оправке, к которой заготовка прижимается охватывающими роликами) или в несколько проходов с промежуточными термообработками при температуре 560-620°С.
При таких относительно низких температурах, оптимальных с точки зрения коррозионной стойкости для рекристаллизации сплава, которая необходима для проведения последующей прокатки в один проход в оптимальном режиме, требуется значительное время.
Способ согласно изобретению позволяет получать тонкие и плоские конструкционные элементы и способен применяться на непрерывной линии. Этим способом получают заготовку из сплава на основе циркония, содержащего помимо неизбежных примесей также 0,8-1,3 вес.% ниобия, 500-200 ppm кислорода и 5-35 ppm серы, а также по выбору Fe, Cr, V при общем содержании менее 0,25 вес.% и олово при содержании менее 300 ppm. Заготовка после закалки до β-состояния и горячей прокатки подвергается холодной прокатке, по меньшей мере, в три прохода с промежуточными термообработками в виде отжига, причем одна из таких промежуточных термообработок или предварительная термообработка перед первым проходом холодной прокатки проводится в течение длительного времени, по меньшей мере, в течение 2 часов, при температуре ниже 600°С и все необходимые термообработки, следующие за длительной термообработкой, осуществляют при температуре, как правило, от 610 до 620°С в течение не более 15 мин, как правило, в течение 2-10 мин.
Часто содержание кислорода составляет: 1100-1800 ppm, серы 10-35 ppm.
Заинтересованность в проведении "коротких" термообработок в течение не более 15 минут объясняется тем, что они могут проводиться в проходных печах. Однако в них может присутствовать температура, вызывающая появление фазы βZr, которая устраняется "длительной" термообработкой.
В первом варианте способа, согласно изобретению, количество проходов при холодной прокатке составляет только три. Первая промежуточная термообработка проводится при температуре свыше 620°С, при которой появляется фаза βZr, в течение короткого времени, соответствующего нахождению заготовки в проходной печи. Зато термообработка, предшествующая непосредственно конечной прокатке, проводится при низкой температуре, составляющей менее 600°С, в течение более 2 часов, причем ее возможно проводить в колпаковой печи. Такая операция исключает почти полностью фазу βZr. Обработка, в частности, при температуре ниже 560°С возможна, но при продолжительности, превышающей 5 часов.
Во втором варианте способа, согласно изобретению, проводят холодную прокатку в четыре прохода с короткими промежуточными отжигами между первыми двумя или тремя проходами при температуре, вызывающей появление фазы βZr. Затем фазу βZr удаляют продолжительным отжигом (в течение более 2 часов) при температуре ниже 600°С перед последней или предпоследней прокаткой, в зависимости от обстоятельств. Отжиг в течение 5 часов при температуре менее 560°С позволяет достичь аналогичный результат.
Еще в одном варианте способа предусматривается холодная прокатка за четыре прохода (или более) и продолжительная термообработка при температуре менее 600°С (часто при температуре менее 560°С) сразу после горячей прокатки. Все последующие отжиги проводят при температуре менее 620°С, они являются непродолжительными (менее 15 мин) и происходят в проходной печи.
В любом случае проводится заключительная операция по рекристаллизационному отжигу при достаточно низкой температуре с целью предупреждения появления фазы βZr, т.е. при температуре ниже 620°С.
Полученный при этом тонкий элемент представляет собой тонкий полосовой материал, который перед своим применением не подвергается более термометаллургической обработке, а лишь проходит такие операции, как правка, декапирование, контроль и резка.
В процессе изготовления могут применяться отжиговые печи проходного типа для проведения всех непродолжительных термообработок при повышенной температуре. Только отжиг на удаление фазы βZr имеет продолжительность в несколько часов, как правило от 5 до 15 часов, при температуре 520-580°С, например, в колпаковой печи.
Комплекс термообработок проводится в атмосфере инертного газа или в вакууме.
Присутствие серы в небольшом количестве снижает ползучесть при высоких температурах в водной среде. Содержание кислорода в диапазоне от 1000 до 1600 ppm является оптимальным. Оно может регулироваться тщательной и контролируемой добавкой двуокиси циркония.
Используемый сплав пригоден также для изготовления оболочек способом, предусматривающим прокатку в несколько проходов на роликовом пильгерном стане с промежуточными длительными термообработками при достаточно низкой температуре с целью предупреждения появления фазы βZr.
Тот же сплав, содержащий 5-35 ppm серы (в частности 10-35 ppm), позволяет также получать из слитков того же состава как плоские элементы, вырезаемые из тонкого полосового материала, так и трубчатые оболочки или направляющие трубы для ядерной топливной сборки.
Приведенные выше и другие признаки подробнее поясняются ниже в описании и частными способами осуществления изобретения, приводимыми в качестве не ограничивающих примеров. Описание ссылается на приложенные чертежи, на которых изображают:
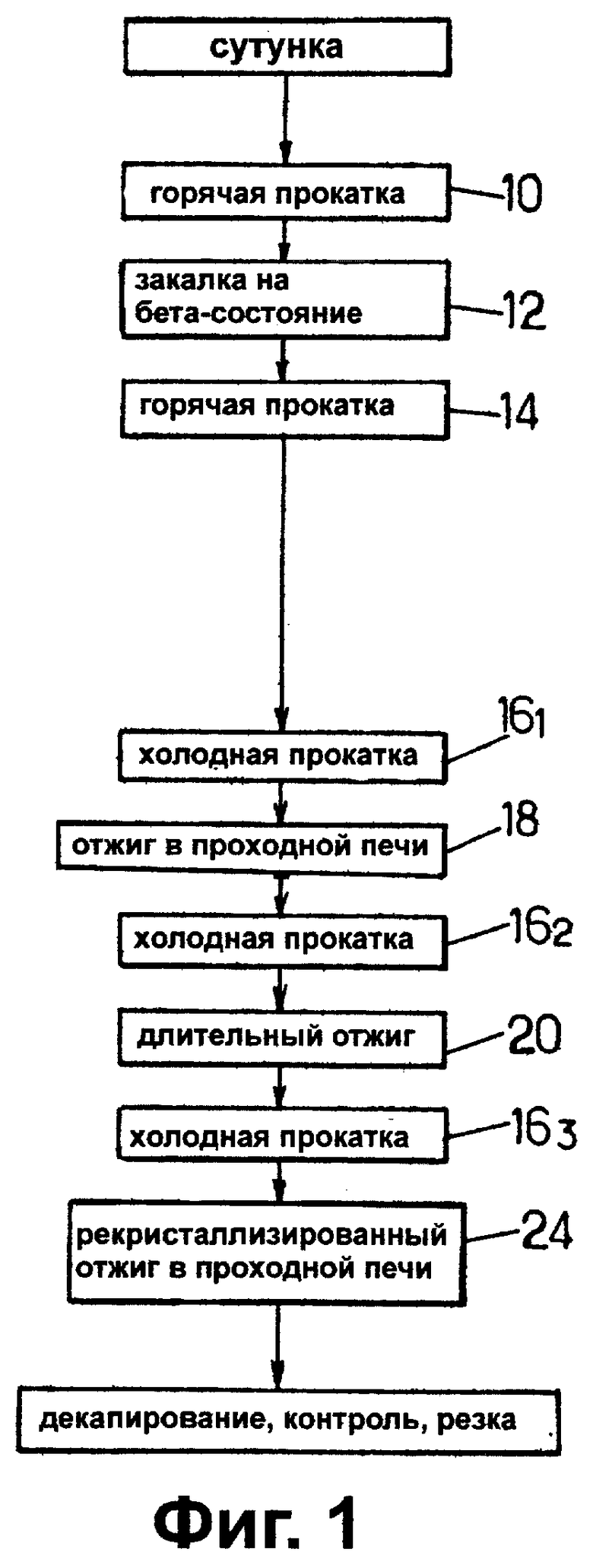
- фиг.1-3 органиграммы изготовления тонких полосовых материалов для пластин решеток ядерной топливной сборки;
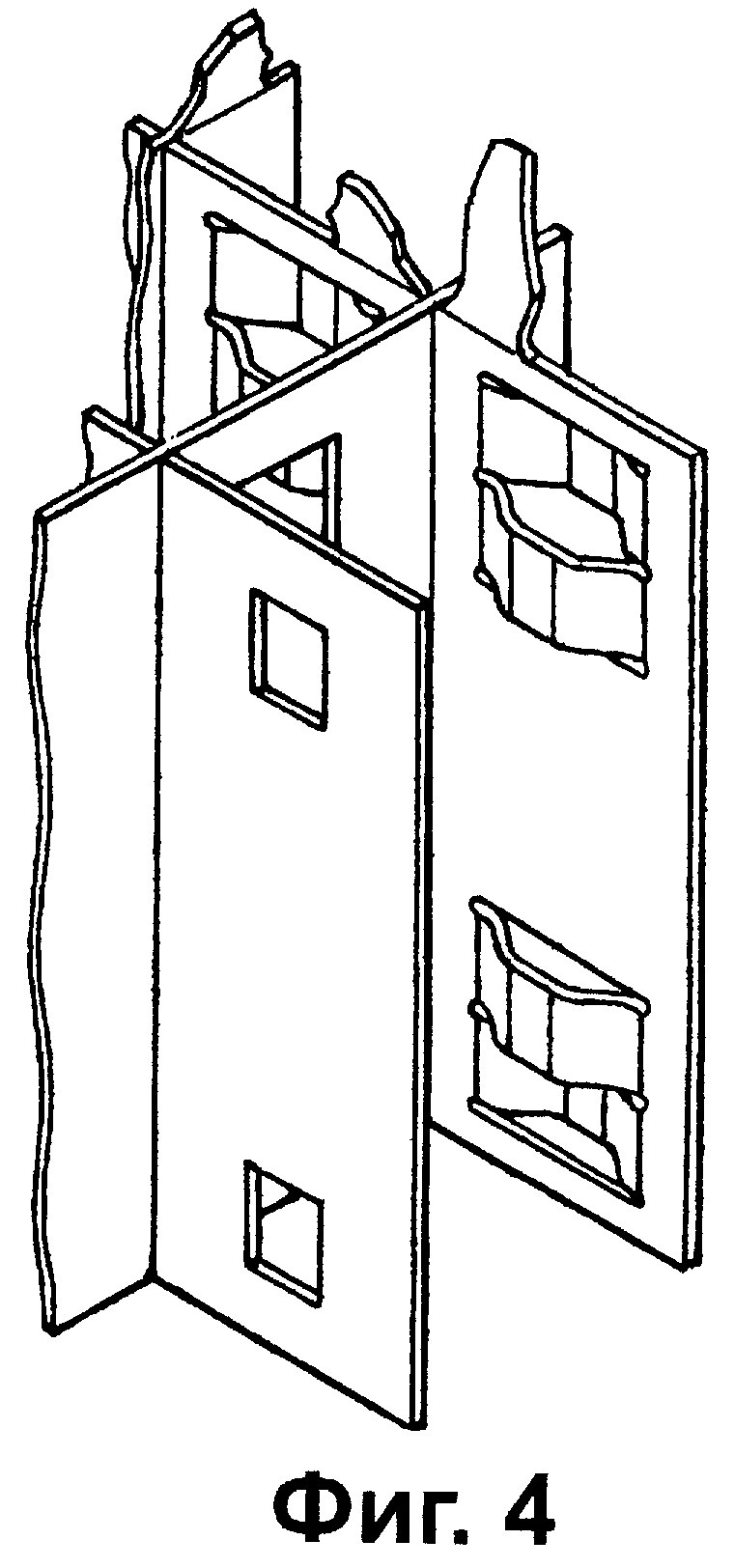
- фиг.4 схематически фрагмент пластины решетки, получаемой согласно изобретению.
Способ, стадии которого показаны на чертежах, был применен для получения тонких полосовых материалов толщиной от 0,4 до 0,6 мм для изготовления вырезанием и штамповкой на прессе пластин для решеток с отверстиями под пружину, как, например, это показано на фиг.4. Однако пружинами могут служить отштампованные части пластин.
Способ изготовления предусматривает сначала отливку слитка соответствующего состава. В некоторых случаях неоднородности приводят к получению слитка, отдельные участки которого, в частности концы, иногда периферийные участки, имеют содержание, выходящее за пределы разрешенных допусков. В таком случае соответствующие участки вырезаются.
Исследованные изделия представляют собой особые примеры, в которых полученное содержание ниобия составило от 1,01 до 1,03 вес.%, содержание серы от 15 до 28 ppm и содержание кислорода от 1280 до 1390 ppm. По всем другим элементам, присутствующим в качестве примесей, содержание составило менее следующих величин:
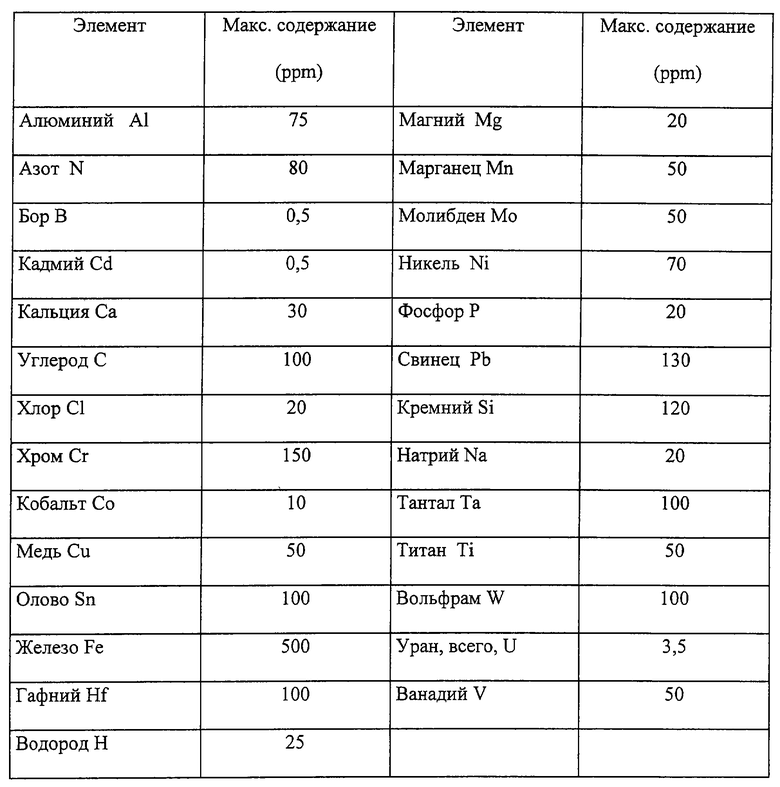
Из слитка получали прокаткой толстую сутунку, толщина которой в исследуемом случае составила 100 мм. После горячей прокатки 10, проводимой, как правило, при температуре от 930 до 960°С, толщина сутунки составила 30 мм. После прокатки изделие подвергали закалке 12 до β-состояния, как правило, с температуры от 1000 до 1200°С, и получали заготовку. Затем заготовку снова подвергали горячей прокатке 14, как правило, при температуре от 770 до 790°С.
Все операции являются общими для всех способов осуществления изобретения.
Пример 1 (фиг.1).
В данном случае проводилась холодная прокатка в три прохода. После горячей прокатки 14 проводилась холодная прокатка 161 и 162 в два первых прохода, в перерыве между которыми проводился отжиг 181 в отжиговой печи проходного типа, которая обеспечивает температурную выдержку только в течение не более 15 мин, как правило, приблизительно от двух до десяти минут. Это вынуждает применять повышенную температуру, составившую от 690 до 710°С, т.е. выше температуры перехода α/α, β. Переход на эти повышенные температуры ведет к появлению фаз βZr, которые впоследствие необходимо почти полностью удалить для повышения стойкости тонкого полосового материала к окислению.
Отжиг 181 проводился при около 700°С в течение около 4 минут.
Зато отжиг 20 на удаление фазы βZr проводился в колпаковой печи в течение 10-12 часов, вне производственной линии, при номинальной температуре 550°С.
После конечной холодной прокатки 163 проводился рекристаллизационный отжиг 24 при температуре ниже 620°С с целью предупреждения появления фазы βZr в значительном количестве. На практике такой отжиг может проводиться в проходной печи при времени выдержки от двух до десяти минут при температуре 610-620°С.
Тонкий полосовой материал, полученный после отжига 24, использовался без дополнительной термообработки. Его подвергали обычным операциям, таким как декапирование и контроль, затем при необходимости разрезали и штамповали для изготовления пружин или располагали на нем пружины, выполненные из другого материала, такого как сплав на основе никеля.
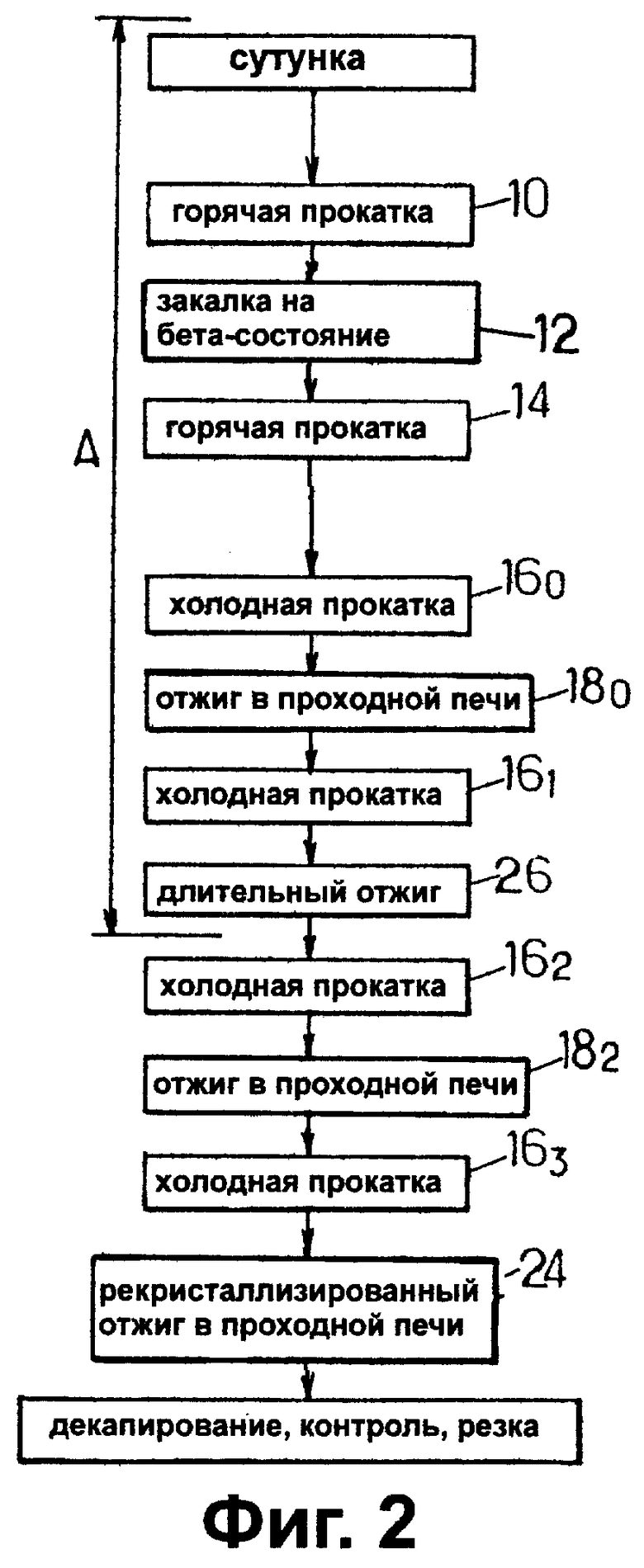
Пример 2 (фигура 2).
Способ, согласно примеру два, предусматривает холодную прокатку в четыре прохода. Ее применяли для получения тонкого полосового материала толщиной 0,425 и 0,6 мм.
Для получения этих обеих толщин проводили холодную прокатку 160, 161, 162, 163 в четыре прохода. Промежуточные отжиги 180 и 182 проводились в проходной печи при 700°С. Однако в этот раз длительная термообработка 26 при низкой температуре (ниже 560°С) предшествовала обоим последним проходам холодной прокатки 162 и 163. Отжиг 182 проводился при температуре ниже 620°С, например, при номинальной температуре 610°С, в течение нескольких минут. Конечный рекристаллизационный отжиг, а именно термообработка 24, может проводиться при 615°С в течение нескольких минут в проходной печи.
Все операции, указанные в А на фиг.2, являются одинаковыми для обеих конечных толщин. Последующие проходы холодной прокатки проводились при соответствующих степенях обжатия.
В варианте выполнения после холодной прокатки 162 проводился отжиг на почти полное удаление фазы βZr. С этой целью отжиг осуществлялся при температуре ниже 620°С. Отжиг в течение 5-15 часов при 520-580°С дал положительные результаты.
Описанный выше процесс может иметь варианты. Количество проходов при холодной прокатке может быть увеличено. Отжиг 26 на удаление фазы βZr может проводиться при температуре, которая тем ниже, чем продолжительнее время отжига.
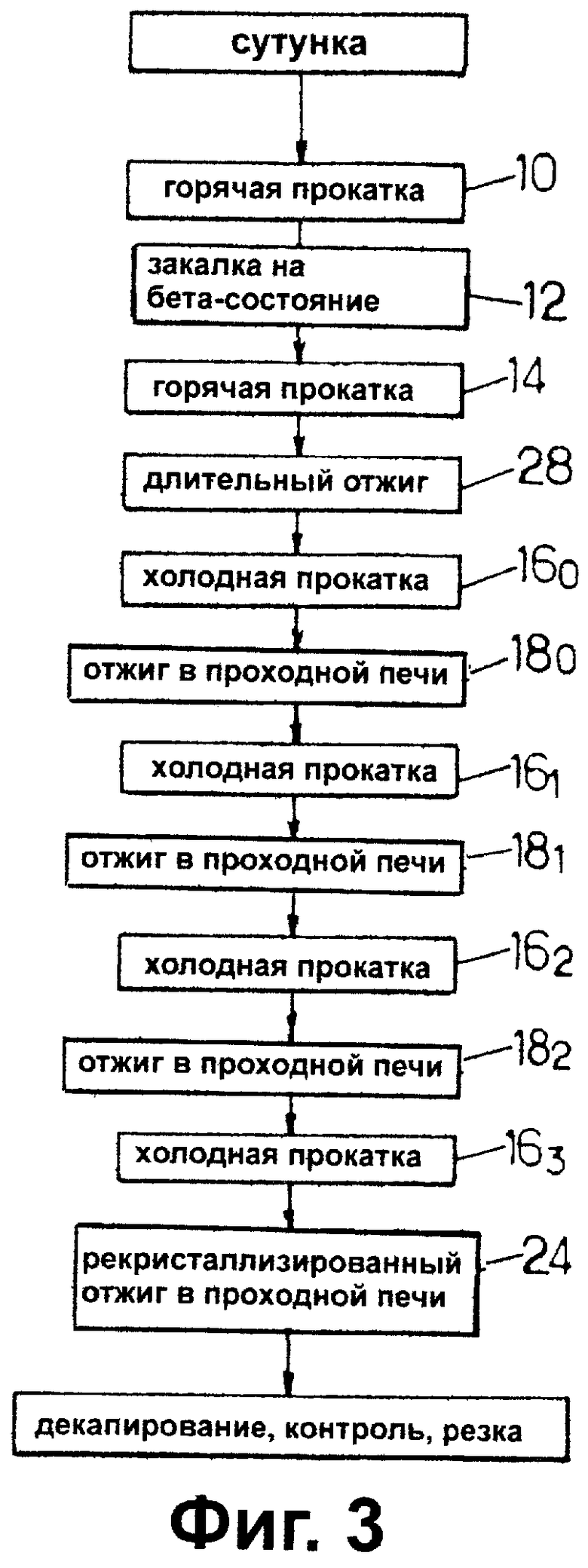
Пример 3 (фиг.3)
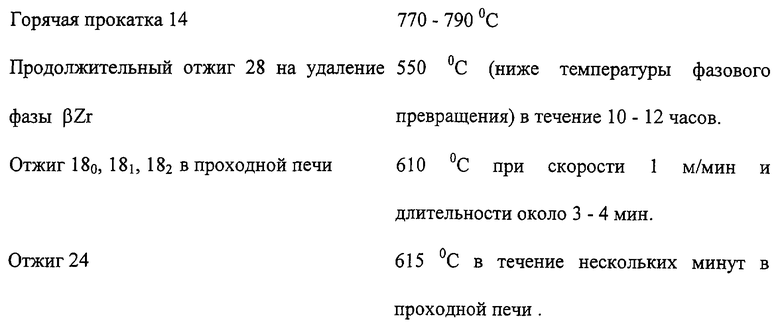
В другом варианте осуществления способа согласно изобретению предусмотрена холодная прокатка в четыре прохода. Однако отжиг 28 при низкой температуре и длительном времени на удаление фазы βZr предшествует холодной прокатке. В этом случае используют в частности следующие температуры (базовыми являются температуры, приведенные для фиг.3):
Тонкий полосовой материал, полученный способом согласно изобретению, был подвергнут металлургическим исследованиям и испытаниям.
Распределение интерметаллических включений дисперсное и однообразное. Исследования под электронным микроскопом показали наличие нескольких рядов выделений βNb, обусловленных отжигами 18. Зато выделения βZr присутствовали в виде следов и были единичными.
Факторы Кернса, полученные для полосового материала толщиной 0,425 мм, составили 0,09 в продольном направлении прокатки, 0,23 в поперечном направлении и 0,68 в нормальном направлении, они очень сопоставимы с факторами рекристаллизованного Циркалоя-4. Испытания проводились с целью определения равномерной коррозии под действием облучения.
Максимальная толщина окисного слоя, образовавшегося при коэффициенте распада (burn-up) 62 ГВт·сутки/т, составила менее 27 мкм, что меньше величины, отмеченной для направляющих труб из рекристаллизованного Циркалоя-4 и для ненапряженного полосового материала из Циркалоя-4.
Произвольный рост полосового материала, полученного указанным способом, которое было замерено при 350°С, очень близок к сплаву Циркалой-4 при ползучести около 6.10Е20 нейтронов, см-2. На основе этой величины было отмечено явление насыщения, такое как произвольный рост, составивший почти половину произвольного роста Циркалоя-4 при ползучести 25.10Е20 нейтронов, см-2.
Повышение образования гидрида по сравнению с Циркалоем-4 является также весьма существенным, поскольку коэффициент поглощения водорода снизился приблизительно на половину.
В том случае, когда имеется намерение использовать один и тот же сплав для изготовления оболочек и пластин, то предпочтительно ввести в сплав в целом 0,03-0,25 вес.% железа, с одной стороны, и по меньшей мере хром и ванадий, с другой стороны. Предпочтительно, чтобы соотношение Fe/(Cr+V) составило по меньшей мере 0,5. Также может оказаться эффективным добавка олова для повышения стойкости оболочек в литиевой среде.
Очевидно, что возможно применять длительную термообработку на разных стадиях производственного цикла, но при условии, что не будет проводиться никакая последующая обработка при температуре, вызывающей появление фазы βZr.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ДЛЯ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА ИЗ ТАКОГО СПЛАВА | 2000 |
|
RU2261486C2 |
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ДЛЯ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА ИЗ ТАКОГО СПЛАВА | 2000 |
|
RU2261487C2 |
| ТРУБКА ДЛЯ ЯДЕРНОЙ ТОПЛИВНОЙ СБОРКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ТРУБКИ | 1996 |
|
RU2172527C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ ИЗ ТОНКИХ ПЛОСКИХ ЗАГОТОВОК | 1997 |
|
RU2194774C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ ИЗ ТИТАНОВОГО СПЛАВА Ti-3Al-2,5V | 2014 |
|
RU2583566C1 |
| ВЫСОКОПРОЧНЫЙ ТОНКИЙ ЛИТОЙ ПОЛОСОВОЙ ПРОДУКТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2530596C2 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РАСПРЕДЕЛЕНИЯ ИНГИБИТОРОВ ПРИ ПРОИЗВОДСТВЕ ПОЛОСОВОЙ ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2001 |
|
RU2279488C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ НИКЕЛЕВЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2011 |
|
RU2460824C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ПЕРЕМЕННОЙ ТОЛЩИНЫ И ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ ЛЕНТА | 2014 |
|
RU2661313C2 |
Изобретение относится к атомной технике. Сущность изобретения: способ получения плоских тонких элементов заключается в том, что формируют заготовку из сплава, содержащего кроме циркония и неизбежных примесей 0,8-1,3 вес.% ниобия, 500-2000 ppm кислорода и 5-35 ppm серы, при возможном суммарном содержании до 0,25 вес.% железа, хрома, ванадия, а также до 300 ppm олова. Проводят его закалку до β-состояния и горячую прокатку для получения заготовки, которую прокатывают в холодном состоянии, по меньшей мере, в три прохода с промежуточными термообработками в виде отжига. Одну из этих промежуточных термообработок или предварительную термообработку, предшествующую первому проходу при холодной прокатке, проводят в течение длительного времени, по меньшей мере, в течение 2 часов, при температуре от 520 до 600°С. Все возможные последующие термообработки осуществляют при температуре ниже 620°С в течение не более 15 минут. Способ получения тонких пластин для решетки ядерной топливной сборки заключается в том, что получают тонкий элемент, и из такого элемента вырезают и штампуют пластину. Преимущества изобретения заключаются в исключении образования фазы βZr и уменьшении коэффициента брака. 2 н. и 11 з.п. ф-лы, 1 табл., 4 ил.
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2032760C1 |
| СПОСОБ ОБРАБОТКИ ЦИРКОНИЯ | 1991 |
|
RU2021537C1 |
| 0 |
|
SU246986A1 | |
| МОБИЛЬНАЯ ТОПЛИВОРАЗДАТОЧНАЯ СТАНЦИЯ | 2012 |
|
RU2575764C2 |

