Изобретение относится к способам получения изопрена из изобутилена и формальдегида или веществ, являющихся его источниками, например, 4,4-диметил-1,3-диоксана и триметилкарбинола.
Изопрен находит широкое применение в качестве мономера для получения каучуков по свойствам, близким к натуральному, а также в органическом синтезе.
Известен ряд способов получения изопрена конденсацией изобутилена и формальдегида или веществ, являющихся его источниками, например, 4,4-диметил-1,3-диоксана и триметилкарбинола, в присутствии водного раствора кислотного катализатора, осуществляемых при повышенной температуре и повышенном давлении в одну или несколько ступеней контактирования, с отгонкой на последней ступени контактирования легкокипящей части продуктов реакции и воды в реакционно-разделительных аппаратах различной конструкции, как правило, включающих зону подвода тепла, реакционную зону, зону сепарации и контур циркуляции [патенты РФ №№2098398, 2128638, 2266888, 2261855, 2332394].
Наиболее близким к заявленному изобретению является способ получения изопрена, описанный в патенте РФ №2339605, заключающийся в жидкофазном взаимодействии триметилкарбинола или его водных растворов и формальдегида или веществ, являющихся его источниками, например, 4,4-диметил-1,3-диоксана, в присутствии водного раствора кислотного катализатора при повышенной температуре и давлении в одну или несколько ступеней контактирования с использованием на последней ступени контактирования реакционно-разделительного аппарата, включающего зону подвода тепла, реакционную зону и зону сепарации, отбора продуктов реакции и воды из зоны сепарации в виде парового потока с последующим охлаждением, конденсацией и разделением, выводом жидкого потока водного раствора катализатора на экстракцию с последующим возвратом в зону нагрева, причем давление в реакционной зоне поддерживают выше, чем давление насыщенных паров воды, соответствующее температуре в реакционной зоне, а давление в зоне сепарации выдерживают ниже, чем давление насыщенных паров воды, соответствующее температуре в реакционной зоне, осуществляя дросселирование реакционного потока при переходе из реакционной зоны в зону сепарации.
При этом в реакционной зоне поддерживают температуру 140-180°C и давление 0,8-2,5 МПа, а в зоне сепарации давление 0,12-1,2 МПа.
Используемый реакционно-разделительный аппарат содержит зону подвода тепла, зону контактирования и зону сепарации, которые могут быть выполнены в виде единого целого, либо составлять отдельные части аппарата.
К недостаткам известного способа получения изопрена следует отнести недостаточно высокие показатели процесса, а именно большие энергозатраты.
Технический результат, на достижение которого направлено изобретение, заключается в снижении энергозатрат.
Указанный технический результат достигается заявленным способом получения изопрена, заключающимся в жидкофазном взаимодействии изобутилена и формальдегида или веществ, являющихся их источниками, например, 4,4-диметил-1,3-диоксана и триметилкарбинола, в присутствии водного раствора кислотного катализатора при повышенной температуре и давлении в реакционно-разделительном аппарате, включающем зону подвода тепла, зону контактирования, зону сепарации и контур циркуляции, с отбором продуктов реакции и балансового количества воды из зоны сепарации в виде парового потока с последующим охлаждением, конденсацией и разделением, выводом отсепарированного от высококипящих органических соединений жидкого потока водного раствора катализатора, без охлаждения, в реакционную зону реакционно-разделительного аппарата и выводом остатка жидкого потока на экстракцию с последующим возвратом в зону нагрева, причем давление в зонах контактирования и сепарации поддерживают выше, чем давление насыщенных паров воды, соответствующее температуре контактирования, при этом реакционно-разделительный аппарат содержит последовательные зоны сепарации: выходящий из зоны контактирования реакционный поток подают в первую зону сепарации, из которой паровой поток подают в газовую часть второй зоны сепарации со снижением давления на 0,05-0,4 МПа и последующим выводом на охлаждение и конденсацию, а жидкий поток подают в жидкостную часть этой же (второй) зоны, из которой отсепарированный от высококипящих органических соединений жидкий поток возвращают в реакционно-разделительный аппарат (30-70% от общего потока жидкой фазы), а оставшуюся часть жидкого потока направляют на охлаждение, экстракцию и рециркулируют в реакционно-разделительный аппарат.
При этом в реакционной зоне поддерживают температуру 140-180°C и давление 0,8-1,6 МПа, а в зоне сепарации давление 0,4-1,2 МПа.
Используемый реакционно-разделительный аппарат может содержать как минимум две последовательные сепарационные зоны для предварительного разделения фаз и избирательного дросселирования одной из фаз. Рабочие параметры последовательных сепарационных зон будут отличаться.
Дросселирование потока из первой сепарационной зоны во вторую может осуществляться с помощью клапана регулятора давления, либо другими возможными методами создания перепада давления между зонами (установка запорно-регулирующей арматуры, трубопроводов малого сечения, создающих сопротивление потоку, и т.п.)
Подвод тепла в реакционную зону может осуществляться за счет внутренней поверхности теплообмена в зоне, либо с использованием выносных теплообменников и циркуляции реакционной массы через них.
Перемешивание реакционной массы в реакционной зоне может осуществляться с использованием механического или естественного движения потоков (мешалки, циркуляционные насосы, естественное движение потоков за счет разности плотностей или разности уровней), путем установки массообменных устройств и насадок или другими возможными методами.
Способ получения изопрена по изобретению позволяет оптимизировать энергозатраты в реакционно-разделительном аппарате и значительно их снизить за счет рециркуляции части водного раствора катализатора без охлаждения и предотвращения избыточного испарения воды, поддерживая оптимальное давление в реакторе и сепарационных зонах.
Пример 1.
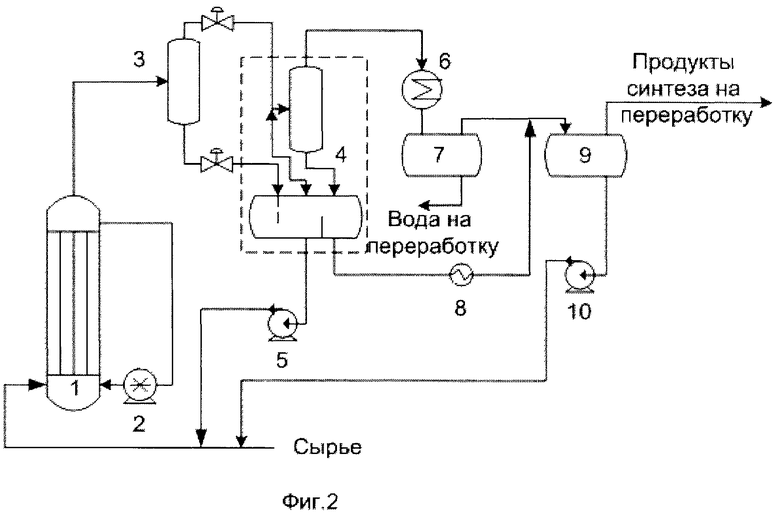
Принципиальная схема установки для осуществления способа согласно изобретению приведена на фиг.1.
Установка включает реактор 1, первую сепарационную зону 3, вторую сепарационную зону 4, холодильник-конденсатор 6, холодильник 8, емкость-отстойник 7, емкость-отстойник 9.
В трубную часть реактора 1, представляющего собой вертикальный кожухотрубчатый теплообменник, подают через распределительное устройство 21 т/ч сырья, содержащего 23 мас.% диметилдиоксана, 69 мас.% триметилкарбинола, 8 мас.% воды. Температуру в реакторе поддерживают 160°C. Туда же рециркулируют 4,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из сепарационной зоны 4, что составляет 30% от суммарного рециркулируемого потока водного раствора кислотного катализатора, с температурой 160°C и 10,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из емкости-отстойника 9 с температурой 45°C. Выходящий из реактора парожидкостный поток подают в сепарационную зону 3, откуда газовую фазу через клапан регулятора давления дросселируют в газовую часть сепарационной зоны 4. Пары продуктов реакции и непревращенного сырья, выходящие из сепарационной зоны 4, проходят холодильник-конденсатор 6, где они охлаждаются, конденсируются и поступают в емкость-отстойник 7, где расслаиваются на водный и органический слои. Давление в реакторе и сепарационной зоне 3 поддерживают 0,9 МПа. Давление в сепарационной зоне 4 поддерживают 0,85 МПа.
Поток жидких продуктов, представляющий собой смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят из сепарационной зоны 3 в сепарационную зону 4, где он расслаивается на водный и органический слои. Водный слой из сепарационной зоны 4 насосом 5 рециркулируют в реактор в количестве 4,5 т/ч. Органический слой, представляющий из себя смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят через холодильник 8 с температурой 45°С в емкость-отстойник 9, предварительно смешивая с органическим слоем, выходящим из емкости-отстойника 7, для экстракции высококипящих побочных продуктов, где происходит расслаивание на органический и водный слои. Водный слой из емкости-отстойника 9 в количестве 10,5 т/ч рециркулируют в реактор.
Органический слой из емкости-отстойника 9 направляют на переработку для выделения изобутилена, изопрена, триметилкарбинола, пирановой фракции и побочных продуктов. После переработки получают изопрен 3,8 т/ч, изобутилен 7,7 т/ч, который направляют на гидратацию, триметилкарбинол 1,4 т/ч, пирановую фракцию 0,8 т/ч, которую направляют на термокаталитическое разложение, высококипящие побочные продукты 1,3 т/ч. Снижение потребления тепловой энергии относительно известного способа составляет 0,3 Гкал/т изопрена.
Пример 2.
В трубную часть реактора 1, представляющего собой вертикальный кожухотрубчатый теплообменник, подают через распределительное устройство 21 т/ч сырья, содержащего 23 мас.% диметилдиоксана, 69 мас.% триметилкарбинола, 8 мас.% воды. Температуру в реакторе поддерживают 160°C. Туда же рециркулируют 10,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из сепарационной зоны 4, что составляет 70% от суммарного рециркулируемого потока водного раствора кислотного катализатора, с температурой 160°C и 4,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из емкости-отстойника 9 с температурой 45°C. Выходящий из реактора парожидкостный поток подают в сепарационную зону 3, откуда газовую фазу через клапан регулятора давления дросселируют в газовую часть сепарационной зоны 4. Пары продуктов реакции и непревращенного сырья, выходящие из сепарационной зоны 4, проходят холодильник-конденсатор 6, где они охлаждаются, конденсируются и поступают в емкость-отстойник 7, где расслаиваются на водный и органический слои. Давление в реакторе и сепарационной зоне С-1 поддерживают 0,9 МПа. Давление в сепарационной зоне С-2 поддерживают 0,85 МПа.
Поток жидких продуктов, представляющий собой смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят из сепарационной зоны 3 в сепарационную зону 4, где он расслаивается на водный и органический слои. Водный слой из сепарационной зоны 4 насосом 5 рециркулируют в реактор в количестве 10,5 т/ч. Органический слой, представляющий из себя смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят через холодильник 8 с температурой 45°C в емкость-отстойник 9, предварительно смешивая с органическим слоем, выходящим из емкости-отстойника 7, для экстракции высококипящих побочных продуктов, где происходит расслаивание на органический и водный слои. Водный слой из емкости-отстойника 9 в количестве 4,5 т/ч рециркулируют в реактор.
Органический слой из емкости-отстойника 9 направляют на переработку для выделения изобутилена, изопрена, триметилкарбинола, пирановой фракции и побочных продуктов. После переработки получают изопрен 3,8 т/ч, изобутилен 7,7 т/ч, который направляют на гидратацию, триметилкарбинол 1,4 т/ч, пирановую фракцию 0,8 т/ч, которую направляют на термокаталитическое разложение, высококипящие побочные продукты 1,3 т/ч. Снижение потребления тепловой энергии относительно известного способа составляет 0,5 Гкал/т изопрена.
Пример 3.
В трубную часть реактора 1, представляющего собой вертикальный кожухотрубчатый теплообменник, подают через распределительное устройство 21 т/ч сырья, содержащего 23 мас.% диметилдиоксана, 69 мас.% триметилкарбинола, 8 мас.% воды. Температуру в реакторе поддерживают 160°С. Туда же рециркулируют 7,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из сепарационной зоны 4, что составляет 50% от суммарного рециркулируемого потока водного раствора кислотного катализатора, с температурой 160°C и 7,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из емкости-отстойника 9 с температурой 45°C. Выходящий из реактора парожидкостный поток подают в сепарационную зону 3, откуда газовую фазу через клапан регулятора давления дросселируют в газовую часть сепарационной зоны 4. Пары продуктов реакции и непревращенного сырья, выходящие из сепарационной зоны 4, проходят холодильник-конденсатор 6, где они охлаждаются, конденсируются и поступают в емкость-отстойник 7, где расслаиваются на водный и органический слои. Давление в реакторе и сепарационной зоне 3 поддерживают 0,9 МПа. Давление в сепарационной зоне 4 поддерживают 0,85 МПа.
Поток жидких продуктов, представляющий собой смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят из сепарационной зоны 3 в сепарационную зону 4, где он расслаивается на водный и органический слои. Водный слой из сепарационной зоны 4 насосом 5 рециркулируют в реактор в количестве 7,5 т/ч. Органический слой, представляющий из себя смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят через холодильник 8 с температурой 45°C в емкость-отстойник 9, предварительно смешивая с органическим слоем, выходящим из емкости-отстойника 7, для экстракции высококипящих побочных продуктов, где происходит расслаивание на органический и водный слои. Водный слой из емкости-отстойника 9 в количестве 7,5 т/ч рециркулируют в реактор.
Органический слой из емкости-отстойника 9 направляют на переработку для выделения изобутилена, изопрена, триметилкарбинола, пирановой фракции и побочных продуктов. После переработки получают изопрен 3,8 т/ч, изобутилен 7,7 т/ч, который направляют на гидратацию, триметилкарбинол 1,4 т/ч, пирановую фракцию 0,8 т/ч, которую направляют на термокаталитическое разложение, высококипящие побочные продукты 1,3 т/ч. Снижение потребления тепловой энергии относительно известного способа составляет 0,4 Гкал/т изопрена.
Пример 4.
Принципиальная схема установки для осуществления способа согласно изобретению приведена на фиг.2.
Установка включает реактор 1, первую сепарационную зону 3, вторую сепарационную зону 4, в которой газовая и жидкостная части выполнены в отдельных аппаратах, холодильник-конденсатор 6, холодильник 8, емкость-отстойник 7, емкость-отстойник 9.
В трубную часть реактора 1, представляющего собой вертикальный кожухотрубчатый теплообменник, подают через распределительное устройство 21 т/ч сырья, содержащего 23 мас.% диметилдиоксана, 69 мас.% триметилкарбинола, 8 мас.% воды. Температуру в реакторе поддерживают 165°C. Туда же рециркулируют 4,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из сепарационной зоны 4, что составляет 30% от суммарного рециркулируемого потока водного раствора кислотного катализатора, с температурой 165°C и 10,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из емкости-отстойника 9 с температурой 45°C. Выходящий из реактора парожидкостный поток подают в сепарационную зону 3, откуда газовую фазу через клапан регулятора давления дросселируют в газовую часть сепарационной зоны 4. Пары продуктов реакции и непревращенного сырья, выходящие из сепарационной зоны 4, проходят холодильник-конденсатор 6, где они охлаждаются, конденсируются и поступают в емкость-отстойник 7, где расслаиваются на водный и органический слои. Давление в реакторе и сепарационной зоне 3 поддерживают 1,2 МПа. Давление в сепарационной зоне 4 поддерживают 0,8 МПа.
Поток жидких продуктов, представляющий собой смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят из сепарационной зоны 3 в сепарационную зону 4, где он расслаивается на водный и органический слои. Водный слой из сепарационной зоны 4 насосом 5 рециркулируют в реактор в количестве 4,5 т/ч. Органический слой, представляющий из себя смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят через холодильник 8 с температурой 45°C в емкость-отстойник 9, предварительно смешивая с органическим слоем, выходящим из емкости-отстойника 7, для экстракции высококипящих побочных продуктов, где происходит расслаивание на органический и водный слои. Водный слой из емкости-отстойника 9 в количестве 10,5 т/ч рециркулируют в реактор.
Органический слой из емкости-отстойника 9 направляют на переработку для выделения изобутилена, изопрена, триметилкарбинола, пирановой фракции и побочных продуктов. После переработки получают изопрен 3,8 т/ч, изобутилен 7,7 т/ч, который направляют на гидратацию, триметилкарбинол 1,4 т/ч, пирановую фракцию 0,8 т/ч, которую направляют на термокаталитическое разложение, высококипящие побочные продукты 1,3 т/ч. Снижение потребления тепловой энергии относительно известного способа составляет 0,3 Гкал/т изопрена.
Пример 5.
В трубную часть реактора 1, представляющего собой вертикальный кожухотрубчатый теплообменник, подают через распределительное устройство 21 т/ч сырья, содержащего 23 мас.% диметилдиоксана, 69 мас.% триметилкарбинола, 8 мас.% воды. Температуру в реакторе поддерживают 165°C. Туда же рециркулируют 10,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из сепарационной зоны 4, что составляет 70% от суммарного рециркулируемого потока водного раствора кислотного катализатора, с температурой 165°C и 4,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из емкости-отстойника 9 с температурой 45°C. Выходящий из реактора парожидкостный поток подают в сепарационную зону 3, откуда газовую фазу через клапан регулятора давления дросселируют в газовую часть сепарационной зоны 4. Пары продуктов реакции и непревращенного сырья, выходящие из сепарационной зоны 4, проходят холодильник-конденсатор 6, где они охлаждаются, конденсируются и поступают в емкость-отстойник 7, где расслаиваются на водный и органический слои. Давление в реакторе и сепарационной зоне 3 поддерживают 1,2 МПа. Давление в сепарационной зоне 4 поддерживают 0,8 МПа.
Поток жидких продуктов, представляющий собой смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят из сепарационной зоны 3 в сепарационную зону 4, где он расслаивается на водный и органический слои. Водный слой из сепарационной зоны 4 насосом 5 рециркулируют в реактор в количестве 10,5 т/ч. Органический слой, представляющий из себя смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят через холодильник 8 с температурой 45°C в емкость-отстойник 9, предварительно смешивая с органическим слоем, выходящим из емкости-отстойника 7, для экстракции высококипящих побочных продуктов, где происходит расслаивание на органический и водный слои. Водный слой из емкости-отстойника 9 в количестве 4,5 т/ч рециркулируют в реактор.
Органический слой из емкости-отстойника 9 направляют на переработку для выделения изобутилена, изопрена, триметилкарбинола, пирановой фракции и побочных продуктов. После переработки получают изопрен 3,8 т/ч, изобутилен 7,7 т/ч, который направляют на гидратацию, триметилкарбинол 1,4 т/ч, пирановую фракцию 0,8 т/ч, которую направляют на термокаталитическое разложение, высококипящие побочные продукты 1,3 т/ч. Снижение потребления тепловой энергии относительно известного способа составляет 0,5 Гкал/т изопрена.
Пример 6.
В трубную часть реактора 1, представляющего собой вертикальный кожухотрубчатый теплообменник, подают через распределительное устройство 21 т/ч сырья, содержащего 23 мас.% диметилдиоксана, 69 мас.% триметилкарбинола, 8 мас.% воды. Температуру в реакторе поддерживают 165°C. Туда же рециркулируют 7,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из сепарационной зоны 4, что составляет 50% от суммарного рециркулируемого потока водного раствора кислотного катализатора, с температурой 165°C и 7,5 т/ч 6%-ного водного раствора ортофосфорной кислоты из емкости-отстойника 9 с температурой 45°C. Выходящий из реактора парожидкостный поток подают в сепарационную зону 3, откуда газовую фазу через клапан регулятора давления дросселируют в газовую часть сепарационной зоны 4. Пары продуктов реакции и непревращенного сырья, выходящие из сепарационной зоны 4, проходят холодильник-конденсатор 6, где они охлаждаются, конденсируются и поступают в емкость-отстойник 7, где расслаиваются на водный и органический слои. Давление в реакторе и сепарационной зоне 3 поддерживают 1,2 МПа. Давление в сепарационной зоне 4 поддерживают 0,8 МПа.
Поток жидких продуктов, представляющий собой смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят из сепарационной зоны 3 в сепарационную зону 4, где он расслаивается на водный и органический слои. Водный слой из сепарационной зоны 4 насосом 5 рециркулируют в реактор в количестве 7,5 т/ч. Органический слой, представляющий из себя смесь водного раствора ортофосфорной кислоты и высококипящих побочных продуктов, выводят через холодильник 8 с температурой 45°C в емкость-отстойник 9, предварительно смешивая с органическим слоем, выходящим из емкости-отстойника 7, для экстракции высококипящих побочных продуктов, где происходит расслаивание на органический и водный слои. Водный слой из емкости-отстойника 9 в количестве 7,5 т/ч рециркулируют в реактор.
Органический слой из емкости-отстойника 9 направляют на переработку для выделения изобутилена, изопрена, триметилкарбинола, пирановой фракции и побочных продуктов. После переработки получают изопрен 3,8 т/ч, изобутилен 7,7 т/ч, который направляют на гидратацию, триметилкарбинол 1,4 т/ч, пирановую фракцию 0,8 т/ч, которую направляют на термокаталитическое разложение, высококипящие побочные продукты 1,3 т/ч. Снижение потребления тепловой энергии относительно известного способа составляет 0,4 Гкал/т изопрена.
Показатели примеров осуществления предлагаемого способа сведены в таблицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2007 |
|
RU2339605C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2007 |
|
RU2330009C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2007 |
|
RU2332394C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2014 |
|
RU2575926C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2007 |
|
RU2341508C1 |
| Способ производства изопрена из изобутилена и формальдегида без выделения промежуточных продуктов | 2023 |
|
RU2828416C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2011 |
|
RU2458035C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1997 |
|
RU2128637C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2004 |
|
RU2261855C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1996 |
|
RU2106332C1 |
Изобретение относится к способу получения изопрена путем жидкофазного взаимодействия изобутилена и формальдегида или веществ, являющихся их источниками, например 4,4-диметил-1,3-диоксана и триметилкарбинола, в присутствии водного раствора кислотного катализатора при температуре 140-180°С и давлении 0,8-1,6 МПа в реакционно-разделительном аппарате, включающем зону подвода тепла, зону контактирования, последовательные зоны сепарации, контур циркуляции реакционной массы с отбором продуктов реакции и балансового количества воды из зоны сепарации в виде парового потока с последующим охлаждением, конденсацией и разделением, выводом жидкого потока водного раствора катализатора на экстракцию и последующим возвратом в зону нагрева, причем давление в реакционной зоне поддерживают выше, чем давление насыщенных паров воды, соответствующее температуре в реакционной зоне, характеризующемуся тем, что давление в зонах сепарации поддерживают выше, чем давление насыщенных паров воды, соответствующее температуре контактирования, при этом выходящий из зоны контактирования реакционный поток направляют в первую зону сепарации без дросселирования, из которой паровой поток поступает в газовую часть второй зоны сепарации со снижением давления на 0,05-0,4 МПа с последующим выводом на охлаждение и конденсацию, а жидкий поток из первой зоны сепарации направляют в жидкостную часть второй зоны сепарации, из которой 30-70% отсепарированного от высококипящих органических соединений жидкого потока возвращают в реакционно-разделительный аппарат, а остальную часть жидкого потока направляют на охлаждение, экстракцию и рециркулируют в реакционно-разделительный аппарат. Изобретение направлено на снижение энергозатрат. 2 ил., 6 пр., 1 табл.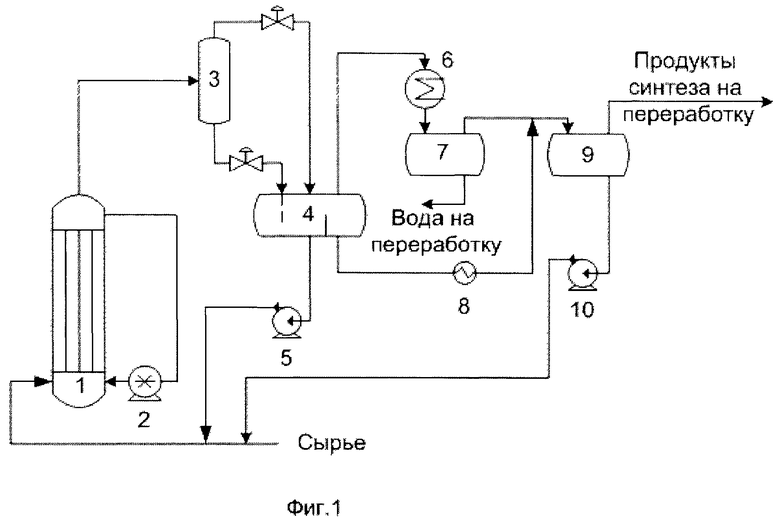
Способ получения изопрена путем жидкофазного взаимодействия изобутилена и формальдегида или веществ, являющихся их источниками, например, 4,4-диметил-1,3-диоксана и триметилкарбинола, в присутствии водного раствора кислотного катализатора при температуре 140-180°С и давлении 0,8-1,6 МПа в реакционно-разделительном аппарате, включающем зону подвода тепла, зону контактирования, последовательные зоны сепарации, контур циркуляции реакционной массы с отбором продуктов реакции и балансового количества воды из зоны сепарации в виде парового потока с последующим охлаждением, конденсацией и разделением, выводом жидкого потока водного раствора катализатора на экстракцию и последующим возвратом в зону нагрева, причем давление в реакционной зоне поддерживают выше, чем давление насыщенных паров воды, соответствующее температуре в реакционной зоне, отличающийся тем, что давление в зонах сепарации поддерживают выше, чем давление насыщенных паров воды, соответствующее температуре контактирования, при этом выходящий из зоны контактирования реакционный поток направляют в первую зону сепарации без дросселирования, из которой паровой поток поступает в газовую часть второй зоны сепарации со снижением давления на 0,05-0,4 МПа с последующим выводом на охлаждение и конденсацию, а жидкий поток из первой зоны сепарации направляют в жидкостную часть второй зоны сепарации, из которой 30-70% отсепарированного от высококипящих органических соединений жидкого потока возвращают в реакционно-разделительный аппарат, а остальную часть жидкого потока направляют на охлаждение, экстракцию и рециркулируют в реакционно-разделительный аппарат.
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2003 |
|
RU2258690C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2007 |
|
RU2339605C1 |
| US 4061680 A, 06.12.1977. | |||

