Предпосылки изобретения
Область техники, к которой относится изобретение
Изобретение относится к изготовлению и использованию высокотемпературных элементов двигателя или насоса с перемещающейся полостью и, более конкретно, к изготовлению и использованию двигателя или насоса, статоров или роторов, содержащих полимерную поверхность, имеющую температуру стеклования от 50 до 180°С для обеспечения упругости твердого полимера при работе и сохранения его твердости при низких температурах.
Известный уровень техники
Предпринято множество попыток покрытия поверхности элементов двигателя с перемещающейся полостью, как статоров, так и роторов, полимерами. Насколько известно заявителям, не было сделано ни одной попытки изготовить поверхность на любом из этих элементов из полимера или смеси полимеров с высокой температурой стеклования для обеспечения упругости поверхности только при рабочих температурах. Эффективность эксплуатации двигателя с перемещающейся полостью требует, чтобы, по меньшей мере, одна поверхность двигателя была достаточно упругой для неоднократного уплотнения против гидравлического давления текучей среды, проходящей через двигатель. Хотя большая часть данного описания относится к статорам, изготовленным из полимера с высокой температурой стеклования, преимущества такого изготовления могут быть реализованы посредством изготовления ротора с полимером с высокой температурой стеклования и формула изобретения и описание настоящего изобретения относятся к покрытию статоров и роторов и не ограничены ими.
Краткое описание настоящего изобретения
Согласно изобретению создан элемент привода с перемещающейся полостью, содержащий сердечник и винтовую полимерную поверхность, закрепленную на сердечнике, имеющую покрытие, ориентированную для зацепления с дополняющим элементом привода с перемещающейся полостью и имеющую температуру стеклования на, по меньшей мере, 20°С ниже запланированного рабочего температурного диапазона для элемента привода с перемещающейся полостью.
Сердечником может быть корпус ротора, и дополняющим элементом привода с перемещающейся полостью может быть статор, или сердечником может быть корпус статора, и дополняющим элементом привода с перемещающейся полостью может быть ротор. Полимер винтовой поверхности может быть выбран из группы, состоящей из, по существу, эпоксидных смол, полиимидов, полиэфиримидов, полиэфирэфиркетонов, поликетонов, феноло-альдегидных полимеров, полисульфонов или полифениленсульфидов.
Полимер винтовой поверхности может иметь одинаковую толщину поперечного сечения.
Полимер винтовой поверхности может иметь температуру стеклования от 50 до 180°С. Полимером винтовой поверхности может быть устойчивый к ползучести полукристаллический полимер.
Полимером винтовой поверхности может быть матрица из полимерного композита, усиленная материалами, выбранными из, по существу, группы, включающей в себя графитовые нитевидные кристаллы, нитридкремниевые нитевидные кристаллы, нитевидные кристаллы оксида алюминия, карбидокремниевые нитевидные кристаллы, волокна оксида алюминия, арамидные волокна, углеродные волокна, стекловолокна из стекла марки Е, борные волокна, карбидокремниевые волокна, стальную проволоку, молибденовую проволоку, вольфрамовую проволоку, наночастицы кремния, углеродные нанотрубки или углеродные нановолокна. Термин «нитевидный кристалл» используется для описания очень тонких монокристаллов, которые имеют большие отношения длины к диаметру. Из-за малого размера кристаллы имеют относительно высокую степень кристаллографического совершенства и являются, по существу, бездефектными, принимая во внимание их исключительную прочность. Волокна являются поликристаллическими или аморфными и имеют небольшие диаметры. Тонкие провода в течение длительного времени использовались в качестве армирующих материалов в полимерах и хорошо известны в данной области техники.
Материал покрытия для обеспечения уплотняющего зацепления с дополняющим элементом привода перед достижением высоких рабочих температур или для защиты винтовой поверхности может быть выбран из группы, состоящей из эластомеров или других полимеров.
Согласно изобретению создан статор электродвигателя с перемещающейся полостью, содержащий корпус статора, имеющий продольный канал, образующий внутреннюю поверхность, имеющую винтовое поперечное сечение, и полимерный слой, соединенный с внутренней поверхностью продольного канала, имеющий одинаковую толщину и состоящий из полимера, имеющего температуру стеклования от 50 до 180°С и образующего винтовой профиль для соединения с возможностью сжатия с ротором с перемещающейся полостью при рабочих температурах выше указанной температуры стеклования.
Согласно изобретению создан ротор электродвигателя с перемещающейся полостью, содержащий корпус ротора, имеющий наружную поверхность с поперечным сечением, не разделенным на лопасти по спирали, и полимерный слой, соединенный с наружной поверхностью корпуса ротора, образуя поперечное сечение, разделенное на лопасти по спирали, и состоящий из полимера, имеющего температуру стеклования от 50 до 180°С и образующего винтовой профиль для соединения с возможностью сжатия с внутренней поверхностью продольного канала корпуса статора с перемещающейся полостью при рабочих температурах выше указанной температуры стеклования.
Согласно изобретению создан способ изготовления статора электродвигателя с перемещающейся полостью, содержащий следующие стадии:
центрирование винтовой оправки, имеющей наружную поверхность с диаметром менее диаметра внутренней поверхности продольного канала корпуса статора, с зазором между наружной поверхностью оправки и внутренней поверхностью продольного канала корпуса статора;
заполнение зазора между наружной поверхностью оправки и внутренней поверхностью продольного канала корпуса статора полимером, имеющим температуру стеклования от 50 до 180°С;
закрепление полимера на внутренней поверхности продольного канала корпуса статора;
удаление оправки из корпуса статора;
покрытие указанного полимера материалом, имеющим температуру стеклования, отличную от температуры стеклования полимера,
при этом осуществляют выбор размеров полимера и материала покрытия для создания профиля внутренней поверхности продольного корпуса статора для обеспечения свободной посадки между статором и ротором при температуре окружающей среды таким образом, что внутренняя поверхность продольного канала статора и наружная поверхность ротора не зацепляются друг с другом до увеличения температуры, достаточного для создания натяга между ними.
Указанный полимер может быть материалом с высокой температурой стеклования, твердым при температуре окружающей среды и упругим при температурах на, по меньшей мере, 20°С выше его температуры стеклования.
Указанный полимер может быть выбран из группы, состоящей из, по существу, эпоксидных смол, полиимидов, полиэфиримидов, полиэфирэфиркетонов, поликетонов, феноло-альдегидных полимеров, полисульфона или полифениленсульфида.
Указанным полимером может быть устойчивый к ползучести полукристаллический полимер.
Указанным полимером может быть матрица из полимерного композита, усиленная материалами, выбранными, по существу, из группы, включающей в себя графитовые нитевидные кристаллы, нитридкремниевые нитевидные кристаллы, нитевидные кристаллы оксида алюминия, карбидокремниевые нитевидные кристаллы, волокна оксида алюминия, арамидные волокна, углеродные волокна, стекловолокна из стекла марки Е, борные волокна, карбидокремниевые волокна, стальную проволоку, молибденовую проволоку, вольфрамовую проволоку, наночастицы кремния, углеродные нанотрубки или углеродные нановолокна.
Способ может содержать дополнительный этап покрытия оправки разделительным агентом для обеспечения удаления оправки без повреждения поверхности отвержденного полимера.
Способ может содержать дополнительный этап покрытия внутренней поверхности продольного канала корпуса статора связующим агентом.
Согласно изобретению создан способ изготовления ротора электродвигателя с перемещающейся полостью, содержащий следующие этапы:
центрирование в форме сердечника ротора, имеющего наружную поверхность с диаметром менее диаметра внутренней поверхности продольного канала формы, с зазором между внутренней поверхностью продольного канала формы и наружной поверхностью сердечника ротора;
покрытие наружной поверхности сердечника ротора связующим агентом;
заполнение зазора между наружной поверхностью сердечника ротора и внутренней поверхностью продольного канала формы полимером, имеющим температуру стеклования от 50 до 180°С;
закрепление полимера на наружной поверхности сердечника ротора;
удаление ротора из формы;
введение сердечника ротора в продольный канал корпуса статора.
Указанным полимером может быть полимер с высокой температурой стеклования, твердый при температуре окружающей среды и упругий при температурах, по меньшей мере, на 20°С выше его температуры стеклования.
Указанный полимер может быть выбран из группы, состоящей из одного или нескольких следующих полимеров: эпоксидных смол, полиимидов, полиэфирэфиркетонов, поликетонов, феноло-альдегидных полимеров, полисульфона или полифениленсульфида.
Указанным полимером может быть устойчивый к ползучести полукристаллический полимер.
Уазанным полимером может быть матрица из полимерного композита, усиленная материалами, выбранными, по существу, из группы, включающей в себя графитовые нитевидные кристаллы, нитридкремниевые нитевидные кристаллы, нитевидные кристаллы оксида алюминия, карбидокремниевые нитевидные кристаллы, волокна оксида алюминия, арамидные волокна, углеродные волокна, стекловолокна из стекла марки Е, борные волокна, карбидокремниевые волокна, стальную проволоку, молибденовую проволоку, вольфрамовую проволоку, наночастицы кремния, углеродные нанотрубки или углеродные нановолокна.
Способ может содержать дополнительный этап покрытия внутренней поверхности продольного канала формы разделительным агентом для обеспечения удаления сердечника ротора без повреждения поверхности отвержденного полимера.
Краткое описание чертежей
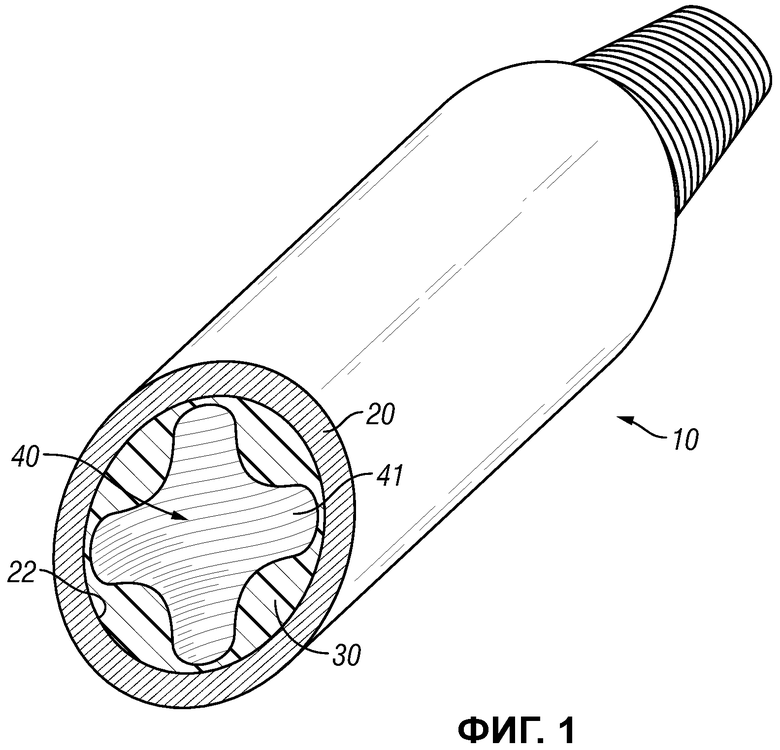
Фиг.1 изображает перспективный вид корпуса статора электродвигателя с перемещающейся полостью с поперечным сечением корпуса.
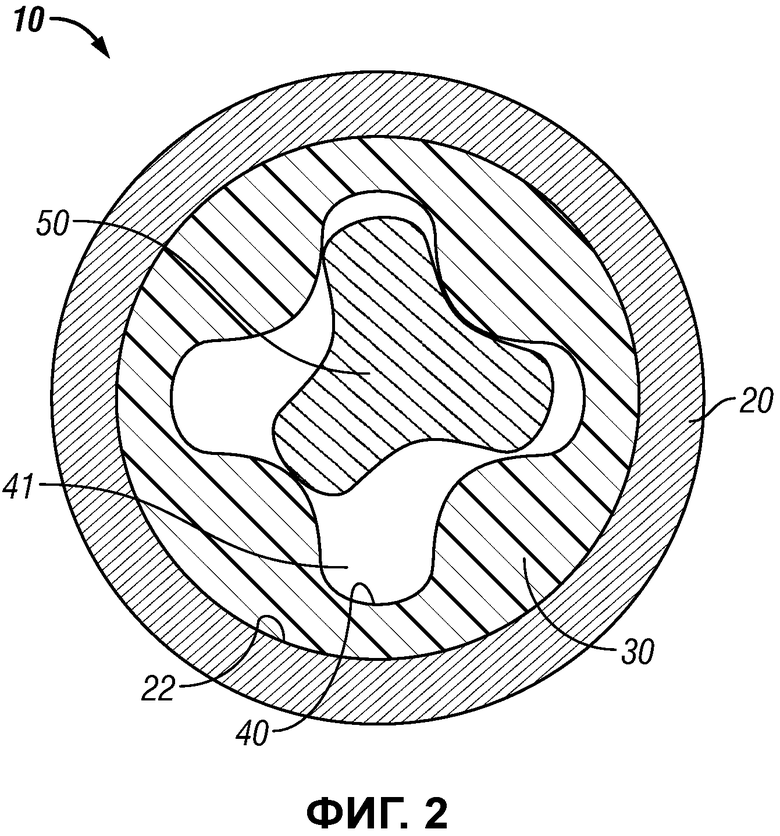
Фиг.2 - вид в разрезе корпуса статора электродвигателя с перемещающейся полостью.
Фиг.3 - подробный вид в разрезе корпуса статора.
Фиг.3А - альтернативный подробный вид в разрезе корпуса статора.
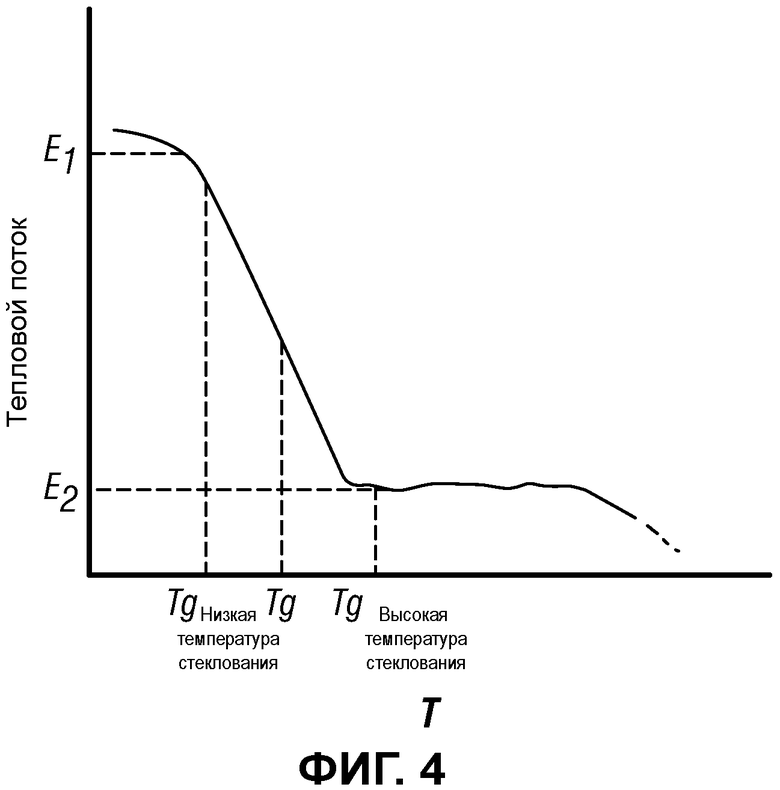
Фиг.4 - график дифференциальной сканирующей калориметрии, показывающий соответствующий диапазон температур стеклования для выбранного полимера.
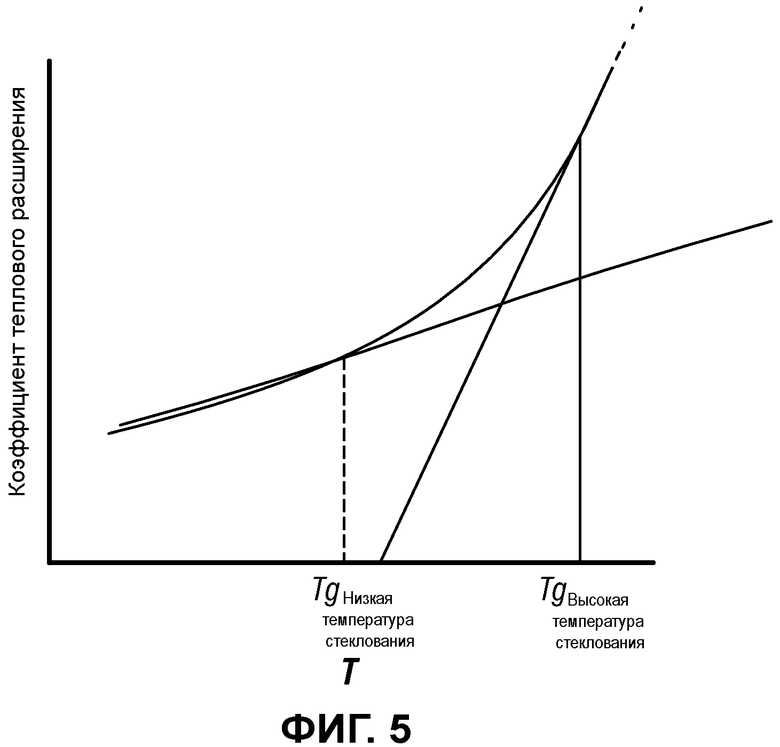
Фиг.5 - график термомеханического анализа, показывающего соответствующий диапазон температур стеклования для выбранного полимера.
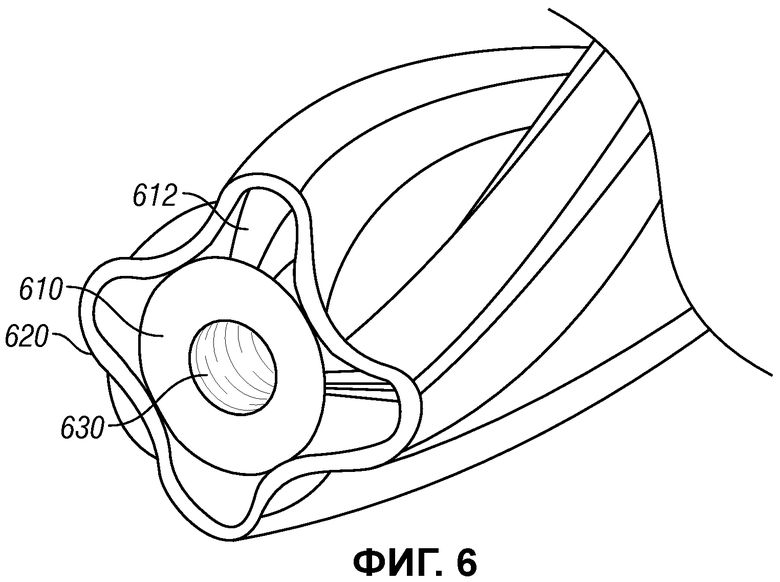
Фиг.6 - перспективный вид сбоку ротора, покрытого высокотемпературным полимером.
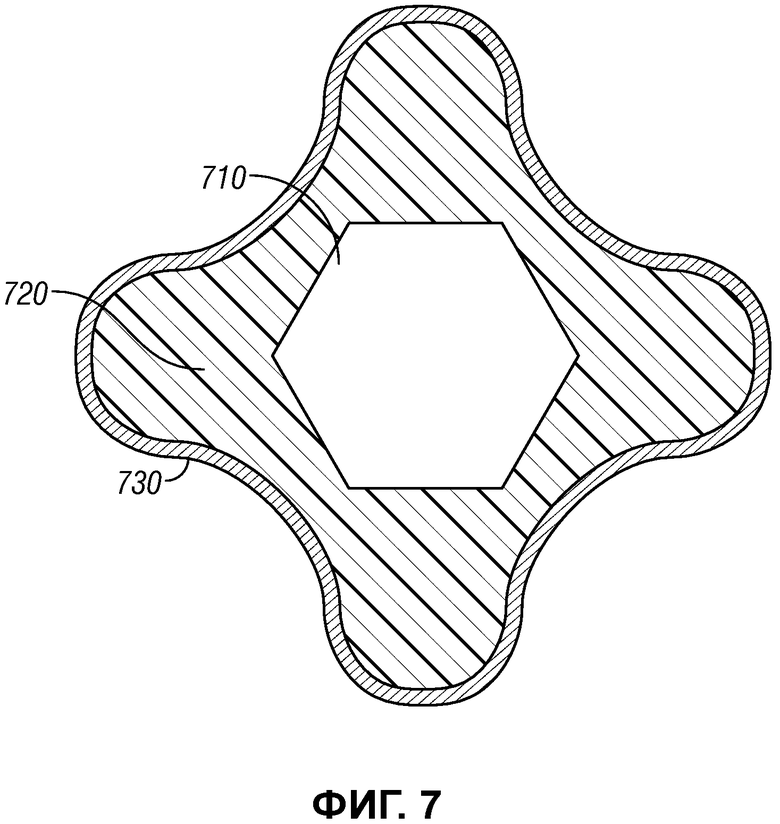
Фиг.7 - вид в разрезе другого варианта осуществления ротора, покрытого высокотемпературным полимером.
Подробное описание
На фиг.1 показан высокотемпературный статор 20 настоящего изобретения, содержащий корпус 10 статора и винтовые канавки 41, имеющие высокотемпературное полимерное покрытие через продольную ось 40 корпуса 10. Корпус 10 может быть выполнен из соответствующей стальной трубы или другого подходящего материала, хорошо известного в производстве по изготовлению электродвигателей с перемещающейся полостью, и разрезан для получения конечного наружного диаметра и длины, заданных для узла статора. Связующий агент, без ограничения такой как Cilbond 12Е/80Е, Cilbond 33А/В, Chemosil 211/, Chemosil 360, Chemosil NL411 с или без Chemosil 512, Chemlok 207/6254, Chemlok 205/220, Sartomer промежуточный слой TPU, нанесен на внутреннюю поверхность 22 статора для закрепления высокотемпературного полимера или композита на статоре. В других случаях такой связующий агент не будет требоваться, поскольку полимер легко соединяется с поверхностью. Например, эпоксидные смолы легко соединяются со сталью. Эти решения хорошо известны специалистам в данной области техники и могут быть осуществлены на основании выбора материалов, используемых для изготовления этих средств. Такие связующие агенты могут быть однослойными или многослойными в соответствии с конечными технологическими требованиями к полимеру, и выбор таких материалов, хорошо известных специалистам в данной отрасли, будет зависеть от выбора материалов для статора 20 и полимера 30, выбранного для соединения с внутренней частью статора 20 на поверхности 22.
Оправка (не показана) располагается в центре внутри стального корпуса 10 статора. Эта оправка обеспечивает конечный винтовой профиль и размер статора и обычно выполнена из стали или другого соответствующего материала и покрыта разделительным агентом, что аналогично хорошо известно в данной области техники. Конфигурация оправки образует внутренний профиль при производстве полимера, следовательно, конфигурация оправки обычно не будет такой же, как полость внутри статора после завершения процесса. Например, конструкция оправки будет предусматривать усадку во время отверждения полимера, сшивание или эффекты теплового расширения при охлаждении полимера и трубки 10 статора во время процесса изготовления (например, формования полимера). Разделительными смазками могут быть или временные разделительные агенты, такие как DuPont TraSys 423 или DuPont TraSys 307, оба из которых необходимо повторно наносить каждый раз перед формованием, или постоянный разделительный агент, такой как политетрафторэтилен из фторированного углеводорода или Apticote 460M из поэтона. Оправка используется для формирования внутренней части с выпуклой формой, и разделительный агент предотвращает или препятствует соединению полимера с поверхностью оправки. Каждый из этапов, описанных в данном документе, известен специалистам в данной области техники и не требует дополнительного объяснения для осуществления на практике специалистом настоящего изобретения.
Далее, зазор между внутренней поверхностью 22, которая также может быть покрыта связующим агентом, если необходимо, корпуса 20 статора и наружной поверхностью оправки, покрытой разделительным агентом, заполняется выбранным полимерным материалом. Этот полимерный материал может иметь разные формы. Например, многие полимеры являются доступными для таких применений в жидкой, пастообразной, порошкообразной или гранулированной форме для впрыска в форму. Соответствующая обработка полимера и способ отверждения могут сделать материал конкретным, но полагают, что все это известно специалисту в данной области техники. Например, литьевое формование для термопластичных полимеров, отливка из жидкого состояния для термоотвержающихся полимеров, подача самотеком, спрессовка порошка и тепловое отверждение хорошо известны специалистам в данной области изготовления. Высокотемпературными полимерами и композитами, которые могут использоваться без ограничения, являются эпоксидные смолы, полиимиды, полиэфиримиды, полиэфиркетоны, полиэфирэфиркетоны, поликетоны, феноло-альдегидные полимеры, полисульфон, полифениленсульфид, и подобные материалы, как полагают, являются важными для обеспечения эффективных рабочих характеристик готового статора 10, которые основаны на сетчатых или полукристаллических полимерах для ограничения ползучести во время работы электродвигателя с перемещающейся полостью.
Необходима тщательность, в зависимости от отверждаемого полимерного материала, в выборе или материала для корпуса статора, или процесса отверждения, поскольку тепловое расширение корпуса статора и оправки во время процесса отверждения может влиять на конечную форму внутреннего профиля. Кроме того, разность коэффициентов теплового расширения между полимером и материалом корпуса статора является свойством, которое обеспечивает избирательное зацепление полимерной поверхности с наружной поверхностью ротора для формирования эффективного электродвигателя или насоса после достижения полимером своей температуры Tg стеклования. Подобным образом, если поверхность выполнена на наружной поверхности ротора, как более полно описано ниже, необходимо тщательно выбирать полимер с соответствующей температурой стеклования и коэффициентом теплового расширения для свободной установки статора при температуре окружающей среды для уплотнения электродвигателя или насоса с перемещающейся полостью во время работы при ожидаемых более высоких температурах. Поскольку предполагается, что настоящий вариант осуществления предназначен для обслуживания нефтяных и газовых скважин, имеющих рабочие температуры от 70 до 230°С, используется полимер с высокой температурой стеклования от 50 до 180°С.
Затем, полимерное покрытие или внутренний слой отверждается после введения его в зазор между оправкой и наружным корпусом 20 статора 10 для придания постоянного винтового профиля внутренней поверхности статора 10. Такое отверждение может быть выполнено посредством теплового отверждения, излучения или, если полимерное покрытие заливается в расплавленном состоянии, посредством соответствующего охлаждения для термопластмасс. Любой вид электромагнитного излучения от инфракрасного до высоких частот энергии за пределами ультрафиолетового излучения может использоваться в соответствии с требованием к отверждению полимера или композита, выбранных для этой цели. Например, отверждение УФ-излучением самых обычных эпоксисоединений выполняется при длине волны 300-325 нм, хотя для эпоксисилоксанов требуется излучение более высокой энергии, имеющее длину волны менее 255 нм.
Изготовленный таким образом статор 10 может использоваться с известными роторами. Из-за разности коэффициентов теплового расширения между корпусом 20 в виде стальной трубы (обычно от 15 до 20 ppm/°C) и полимером (обычно в несколько раз больше коэффициента теплового расширения стали), внутренний профиль статора 10 может быть выполнен для обеспечения посадки с большим зазором между статором и ротором при температуре окружающей среды или низких температурах по сравнению с рабочей температурой. При достижении рабочих температур полимерное покрытие будет расширяться больше корпуса 20 статора, приводя к расширению полимера в осевом направлении внутрь профиля статора, таким образом, уплотняя посадку между ротором 50, изображенным схематично на фиг.2, и статором 10. Кроме того, при рабочих температурах в нефтяных и газовых скважинах, полимер с высокой температурой стеклования становится упругим, поскольку он проходит через свою зону температуры стеклования и, таким образом, обеспечивает подходящие механические свойства для уплотнения полостей электродвигателя с перемещающейся полостью. Посадка между ротором и статором при температуре окружающей среды является свободной, и их поверхности не зацепляются друг с другом. При повышении до рабочей температуры разность коэффициентов теплового расширения будет создавать взаимное влияние, таким образом, заставляя систему работать «эффективно». Рабочее уплотнение между статором и ротором увеличивается при рабочих температурах, поскольку при этой температуре высокотемпературный полимер имеет температуру выше своей температуры стеклования (следовательно, он находится в своем высокоэластичном состоянии), приводя к высокоэффективному электродвигателю с перемещающейся полостью. Понятно, что этот способ, хотя предназначен для использования для буровых работ в нефтяных и газовых скважинах с использованием электродвигателя с перемещающейся полостью, может быть применен для насосных установок, в которых рабочая температура закачиваемых материалов находится в пределах высокоэластического плато полимера, используемого на внутренней поверхности статора, без отхода от сущности или цели настоящего изобретения. Кроме того, указанный способ не ограничивается конкретными конфигурациями, изображенными на чертежах, и может быть применен для электродвигателя или насоса типа Муано.
Расчетная посадка с большим зазором между статором 10 и ротором 50 имеет дополнительное преимущество в обеспечении легкого и эффективного введения ротора 50 внутрь профиля статора при температурах окружающей среды. Если посадка является плотной, ротор 50 можно все еще вводить за счет повышения температуры статора 10 до приблизительно температуры стеклования полимера 30 статора.
На фиг.2 показан статор 10, имеющий стальной трубчатый корпус 20 с, по существу, круговой внутренней поверхностью 22. Внутренняя поверхность 22 покрыта связующим агентом, оправка (не показана) расположена в центре и введена в полимерный материал 30, причем при удалении оправки существует внутреннее продольное отверстие 40, имеющее винтовой профиль 41. Стандартный ротор 50, используемый в электродвигателях с перемещающейся полостью, может быть введен для укомплектования электродвигателя или насоса.
На фиг.3 показан пятилопастной статор 20, имеющий внутреннюю круговую поверхность 22 и полимерное покрытие 30, приспособленное для использования с четырехлопастным ротором (не показан). Полимерный внутренний слой или покрытие 30 сформировано на внутренней поверхности 22 статора 20 и соединено с ней при помощи способов, более полно описанных в заявке фирмы Шлюмбергер №92.1136, находящейся в стадии рассмотрения, которая включена в данный документ в ее полном объеме путем ссылки.
В качестве альтернативы, другой пятилопастной статор 23 может быть сформирован или обработан на станке с винтовой внутренней поверхностью 24, как более подробно показано на фиг.3А, и полимерное покрытие 32, имеющее одинаковую толщину, может быть сформировано и соединено с винтовой внутренней поверхностью 24 для использования, кроме того, с четырехлопастным ротором (не показан).
Полимерная поверхность статора 30 состоит из полимера или смеси полимеров, имеющих температуру стеклования, по меньшей мере, 20°С и, предпочтительно, от 40 до 50°С ниже средней рабочей температуры бурового раствора на прогнозной глубине скважины, так что когда рабочая температура повышается до температуры стеклования статора, полимерный внутренний слой становится упругим, обеспечивая высокоэффективное уплотнение, образуемое между лопастями ротора и винтовыми лопастями внутренней поверхности статора, что хорошо известно в данной области техники. Температура стеклования, необходимая для реализации данного изобретения, находится в диапазоне от 50 до 180°С.
Винтовой ротор (не показан) выполнен с наружным диаметром, меньшим диаметра полимерного внутреннего слоя 30, на внутренней поверхности корпуса статора при всех температурах ниже температуры стеклования полимерного покрытия, таким образом, обеспечивая быструю сборку электродвигателя при температурах окружающей среды.
Выбор полимерного покрытия, имеющего соответствующий диапазон температуры стеклования, является важным для успешного осуществления настоящего изобретения. Температурой Tg стеклования является температура, ниже которой физические свойства аморфных материалов изменяются до некоторой степени, подобно свойствам кристаллической фазы (застеклованное состояние), и выше которой ведут себя подобно вязким жидкостям (высокоэластичное состояние). Выше температуры стеклования, вторичные нековалентные связи между полимерными цепями становятся слабыми в сравнении с тепловым движением, и полимер становится высокоэластичным и способным упруго или «пластично» деформироваться без разрушения и будет способен восстанавливаться большей частью после деформации при устранении приложенного напряжения.
Полное обсуждение температуры стеклования требует понимания механизмов механических потерь (колебательные и резонансные моды) конкретных функциональных групп и молекулярных группировок. Факторы, такие как термообработка и молекулярные перегруппировки, вакансии, индуцированное напряжение и другие факторы, влияющие на состояние материала, могут оказывать воздействие на температуру стеклования. В полимерах температура стеклования представлена как температура, при которой свободная энергия Гиббса является такой, что энергия активации для совместного перемещения значительного количества элементов полимера превышена. Это обеспечивает перемещение молекулярных цепочек относительно друг друга при приложении усилия. Введение добавок укрепляет молекулярную связь и, следовательно, увеличивает температуру стеклования. Как показано на фиг.4, тепловой поток снижается при достижении температуры стеклования и остается плоским в пределах некоторого диапазона температур, пока полимер не выкристаллизуется или не расплавится (когда полимер не является сетчатым с химическими поперечными связями). Этот плоский участок называется высокоэластическим плато.
Рабочая температура элементов, таких как статоры или роторы, будет такой, что она падает от Tg + 20°С до температуры ниже температуры Tm плавления высокотемпературного полимера, если этот полимер плавится. Специалистам в данной области техники ясно, что температура Tm плавления должна быть установлена для выбранного полимера таким образом, чтобы оставаться намного выше обычного рабочего диапазона электродвигателя с перемещающейся полостью. Если рабочая температура достигла температуры Tm плавления, электродвигатель выйдет из строя. При работе в этих температурных условиях, тогда высокотемпературный полимер будет иметь некоторые каучукоподобные механические свойства. Кроме того, как указано выше, его коэффициенты теплового расширения будут такими, что посадка между ротором и статором уплотняется, в основном из-за относительной разности между коэффициентом теплового расширения стального корпуса статора и полимерной поверхностью на элементе.
На фиг.5 показан альтернативный способ отображения температуры стеклования, называемый методом термомеханического анализа. Термомеханический анализ измеряет изменение коэффициента теплового расширения, когда полимер переходит из стеклообразного состояния в высокоэластическое состояние с соответствующим изменением объема свободных молекул. Диапазон соответствующих температур для полимера 30, выбранного для этого статора электродвигателя с перемещающейся полостью, должен входить в диапазон от Tg(низкая) до Tg(высокая) на фиг.4 и 5 и дополнительно должен быть выбран таким образом, чтобы на, по меньшей мере, 20°С и, предпочтительно, 50-80°С быть ниже ожидаемых рабочих температур электродвигателя с перемещающейся полостью.
Дифференциальная сканирующая калориметрия измеряет тепловое воздействие, а термомеханический анализ измеряет физическое воздействие. Оба способа допускают, что воздействие происходит в узком диапазоне нескольких градусов температуры. Поскольку измерение полимера или смеси является важным, оба измерения должны быть доступны при выборе соответствующего полимера с высокой температурой стеклования для использования в настоящем изобретении. Измерение физических характеристик полимерной поверхности обеспечивает соответствующее исполнение эффективного электродвигателя для ожидаемой рабочей температуры устройства.
Температура стеклования может быть уменьшена за счет добавления пластификаторов в полимерную матрицу. Небольшие молекулы пластификатора внедряются между полимерными цепями, увеличивая расстояние и свободный объем, обеспечивающий перемещения цепей относительно друг друга при одинаковых низких температурах. Если пластмасса с некоторыми заданными характеристикам имеет слишком высокую температуру стеклования, она может вступать в соединение с другой в композиционном материале с температурой стеклования ниже температуры предполагаемого использования. В качестве альтернативы, особенно в случае термоотверждающихся материалов могут быть добавлены соответствующие исходные химические материалы (мономеры), и химический состав исходной смеси может быть изменен для адаптации температуры стеклования к заданной температуре (например, оказывать влияние на стехиометрию между полимером и отверждающим агентом, использовать пластификаторы, использовать трех- или четырехфункциональные сшивающие отверждающие агенты, что находится в пределах практического опыта инженера-конструктора по материалам и может быть приспособлено для использования в данной заявке). Все эти способы хорошо известны в данной области техники.
Соответствующие полимеры могут быть выбраны, но не ограничиваясь этим, из нижеследующих: эпоксидных смол, полиимидов, полиэфирэфиркетонов, полиэфиркетонов, поликетонов, феноло-альдегидных полимеров, полифениленсульфида и полисульфонов. Смеси полимеров могут быть выполнены посредством сочетания этих материалов и других, что хорошо известно в отрасли промышленных химикатов, для обеспечения соответствующего диапазона температуры стеклования для смеси.
Подобным образом, ротор электродвигателя с перемещающейся полостью может быть покрыт полимером с высокой температурой стеклования и использоваться в корпусе статора электродвигателя. На Фиг.6 показан вид указанного ротора. Сердечник 610 введен и отцентрирован в форме (не показана), которая имеет соответствующий винтовой профиль, что хорошо известно специалистам в области изготовления роторов. Кроме того, связующий агент может быть нанесен на сердечник 610 и полимер 620, прикрепленный к ротору между наружной поверхностью 612 сердечника 610 и внутренней поверхностью формы (не показана). Внутренняя поверхность формы может также быть покрыта соответствующим разделительным агентом для минимизации прилипания полимера к форме после отверждения, что было описано выше для способа изготовления статора. Центральное продольное отверстие 630 выполнено в сердечнике 610 и позволяет сердечнику иметь вакуум, втянутый с наружной поверхности 612 через отверстия в сердечнике 610 для введения полимерного слоя в зацепление во время отверждения полимера, что известно в данной области техники. Форма должна быть также выполнена для получения диаметра готового ротора, имеющего полимерное покрытие с высокой температурой стеклования после отверждения, с немного меньшим внутренним диаметром по сравнению с диаметром статора при температуре окружающей среды, так что после достижения рабочей температуры, ротор будет эффективно расширяться и зацепляться с внутренней поверхностью статора для уплотнения, при необходимости, для обеспечения эффективной работы электродвигателя.
На фиг.7 показан другой вариант осуществления ротора, покрытого полимером с высокой температурой стеклования, изображенного в поперечном сечении. Этот ротор содержит цельный сердечник 710, покрытый соответствующим полимером 720 с высокой температурой стеклования, который затем порывается тонким наружным слоем 730, выбранным из других типов эластомерных материалов, металла или других полимеров. Наружный слой 730 обеспечивает защитную оболочку вокруг ротора во время установки и начальной работы ротора. Шестиугольная форма сердечника 710 усиливает полимер от поперечных сил, испытываемых сердечником при зацеплении со стенкой статора во время работы. Фактическое поперечное сечение центрального сердечника не ограничивается данной формой, и также могут использоваться квадратная, прямоугольная, треугольная, восьмиугольная, круглая, овальная и другие формы. Использование альтернативных сердечников уменьшает общие затраты на изготовление, поскольку не требуется точная обработка на станке сердечника ротора для получения конечной винтовой формы. Однако формирование винтового ротора или статора и покрытие винтового сердечника полимером или смесью полимеров с высокой температурой стеклования также входит в объем приведенных формулы изобретения и описания.
Выше раскрыты многочисленные варианты осуществления изобретения и их альтернативы. Хотя описание раскрывает лучший вариант осуществления настоящего изобретения, предлагаемый изобретателями, раскрыты не все возможные альтернативы. По этой причине объем и пределы настоящего изобретения не ограничиваются вышеупомянутым описанием, а широко определены в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОР | 1993 |
|
RU2125757C1 |
| СПОСОБ ФОРМОВАНИЯ РОТОРА ЭЛЕКТРОВИНТОВОЙ УСТАНОВКИ И РОТОР ЭЛЕКТРОВИНТОВОЙ УСТАНОВКИ (ВАРИАНТЫ) | 2008 |
|
RU2493369C2 |
| УСИЛЕННЫЙ ГРАФЕНОМ ЭЛАСТОМЕРНЫЙ СТАТОР | 2015 |
|
RU2678265C2 |
| СТАТОР И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2008 |
|
RU2451838C2 |
| Статор винтовой гидромашины | 2023 |
|
RU2828283C1 |
| НАФОРМОВЫВАНИЕ НА ПЛАСТИНУ СТАТОРА | 2014 |
|
RU2666777C2 |
| Способ изготовления забойного двигателя | 2018 |
|
RU2733589C1 |
| ПОРОШКОВЫЕ МЕТАЛЛОПОЛИМЕРНЫЕ КОМПОЗИТЫ | 2008 |
|
RU2459687C2 |
| Способ получения карбидокремниевого волокна для армирования композиционных материалов | 2022 |
|
RU2787495C1 |
| Способ изготовления статора электрической машины | 2023 |
|
RU2800000C1 |

Изобретение относится к изготовлению и использованию высокотемпературных элементов двигателя или насоса с перемещающейся полостью и, более конкретно, к изготовлению и использованию двигателя или насоса, статоров или роторов, содержащих полимерную поверхность. Изобретение предлагает элемент электродвигателя или насоса с перемещающейся полостью, такой статор или ротор, который содержит полимерную поверхность с высокой температурой стеклования на элементе, которая становится упругой при ожидаемой рабочей температуре электродвигателя или насоса или ниже ее и твердой при температурах окружающей среды. Изобретение предлагает также способы изготовления статора 23 и ротора с указанными характеристиками поверхности. Поскольку поверхность становится упругой, насос с перемещающейся полостью работает эффективно при температурах выше температуры стеклования выбранной полимерной поверхности. 5 н. и 19 з.п. ф-лы, 8 ил.
1. Элемент привода с перемещающейся полостью, содержащий сердечник и винтовую полимерную поверхность, закрепленную на сердечнике, имеющую покрытие, ориентированную для зацепления с дополняющим элементом привода с перемещающейся полостью и имеющую температуру стеклования на, по меньшей мере, 20°С ниже спланированного рабочего температурного диапазона для элемента привода с перемещающейся полостью.
2. Элемент привода с перемещающейся полостью по п.1, в котором сердечником является корпус ротора, и дополняющим элементом привода с перемещающейся полостью является статор.
3. Элемент привода с перемещающейся полостью по п.1, в котором сердечником является корпус статора, и дополняющим элементом привода с перемещающейся полостью является ротор.
4. Элемент привода с перемещающейся полостью по п.1, в котором полимер винтовой поверхности выбран из группы, состоящей из, по существу, эпоксидных смол, полиимидов, полиэфиримидов, полиэфирэфиркетонов, поликетонов, феноло-альдегидных полимеров, полисульфонов или полифениленсульфидов.
5. Элемент привода с перемещающейся полостью по п.1, в котором полимер винтовой поверхности имеет одинаковую толщину поперечного сечения.
6. Элемент привода с перемещающейся полостью по п.1, в котором полимер винтовой поверхности имеет температуру стеклования от 50°С до 180°С.
7. Элемент привода с перемещающейся полостью по п.1, в котором полимером винтовой поверхности является устойчивый к ползучести полукристаллический полимер.
8. Элемент привода с перемещающейся полостью по п.1, в котором полимером винтовой поверхности является матрица из полимерного композита, усиленная материалами, выбранными, по существу, из группы, включающей в себя графитовые нитевидные кристаллы, нитридкремниевые нитевидные кристаллы, нитевидные кристаллы оксида алюминия, карбидокремниевые нитевидные кристаллы, волокна оксида алюминия, арамидные волокна, углеродные волокна, стекловолокна из стекла марки Е, борные волокна, карбидокремниевые волокна, стальную проволоку, молибденовую проволоку, вольфрамовую проволоку, наночастицы кремния, углеродные нанотрубки или углеродные нановолокна.
9. Элемент привода с перемещающейся полостью по п.1, в котором материал покрытия полимерной поверхности выбран из эластомеров или других полимеров.
10. Статор электродвигателя с перемещающейся полостью, содержащий корпус статора, имеющий продольный канал, образующий внутреннюю поверхность, имеющую винтовое поперечное сечение, и полимерный слой, соединенный с внутренней поверхностью продольного канала, имеющий одинаковую толщину и состоящий из полимера, имеющего температуру стеклования от 50°С до 180°С и образующего винтовой профиль для соединения с возможностью сжатия с ротором с перемещающейся полостью при рабочих температурах выше указанной температуры стеклования.
11. Ротор электродвигателя с перемещающейся полостью, содержащий корпус ротора, имеющий наружную поверхность с поперечным сечением, не разделенным на лопасти по спирали, и полимерный слой, соединенный с наружной поверхностью корпуса ротора, образуя поперечное сечение, разделенное на лопасти по спирали, и состоящий из полимера, имеющего температуру стеклования от 50°С до 180°С и образующего винтовой профиль для соединения с возможностью сжатия с внутренней поверхностью продольного канала корпуса статора с перемещающейся полостью при рабочих температурах выше указанной температуры стеклования.
12. Способ изготовления статора электродвигателя с перемещающейся полостью, содержащий следующие стадии: центрирование винтовой оправки, имеющей наружную поверхность с диаметром менее диаметра внутренней поверхности продольного канала корпуса статора, с зазором между наружной поверхностью оправки и внутренней поверхностью корпуса статора; заполнение зазора между наружной поверхностью оправки и внутренней поверхностью продольного отверстия корпуса статора полимером, имеющим температуру стеклования от 50°С до 180°С; закрепление полимера на внутренней поверхности продольного канала корпуса статора; удаление оправки из корпуса статора; покрытие указанного полимера материалом, имеющим температуру стеклования, отличную от температуры стеклования полимера, при этом осуществляют выбор размера полимера и материала покрытия для создания профиля внутренней поверхности продольного корпуса статора для обеспечения свободной посадки между статором и ротором при температуре окружающей среды таким образом, что внутренняя поверхность продольного канала статора и наружная поверхность ротора не зацепляются друг с другом до увеличения температуры, достаточного для создания натяга между ними.
13. Способ по п.12, в котором указанный полимер является материалом с высокой температурой стеклования, твердым при температуре окружающей среды и упругим при температурах на, по меньшей мере, 20°С выше его температуры стеклования.
14. Способ по п.12, в котором указанный полимер выбран из группы, состоящей из, по существу, эпоксидных смол, полиимидов, полиэфиримидов, полиэфирэфиркетонов, поликетонов, феноло-альдегидных полимеров, полисульфона или полифениленсульфида.
15. Способ по п.12, в котором указанным полимером является устойчивый к ползучести полукристаллический полимер.
16. Способ по п.12, в котором указанным полимером является матрица из полимерного композита, усиленная материалами, выбранными, по существу, из группы, включающей в себя графитовые нитевидные кристаллы, нитридкремниевые нитевидные кристаллы, нитевидные кристаллы оксида алюминия, карбидокремниевые нитевидные кристаллы, волокна оксида алюминия, арамидные волокна, углеродные волокна, стекловолокна из стекла марки Е, борные волокна, карбидокремниевые волокна, стальную проволоку, молибденовую проволоку, вольфрамовую проволоку, наночастицы кремния, углеродные нанотрубки или углеродные нановолокна.
17. Способ по п.12, который содержит дополнительный этап покрытия оправки разделительным агентом для обеспечения удаления оправки без повреждения поверхности отвержденного полимера.
18. Способ по п.12, который содержит дополнительный этап покрытия внутренней поверхности продольного канала корпуса статора связующим агентом.
19. Способ изготовления ротора электродвигателя с перемещающейся полостью, содержащий следующие этапы: центрирование в форме сердечника ротора, имеющего наружную поверхность с диаметром менее диаметра внутренней поверхности продольного канала формы с зазором между внутренней поверхностью формы и наружной поверхностью сердечника ротора; покрытие наружной поверхности сердечника ротора связующим агентом; заполнение зазора между наружной поверхностью сердечника ротора и внутренней поверхностью формы полимером, имеющим температуру стеклования от 50°С до 180°С; закрепление полимера на наружной поверхности сердечника ротора; удаление ротора из формы; введение сердечника ротора в продольный канал корпуса статора.
20. Способ по п.19, в котором указанным полимером является полимер с высокой температурой стеклования, твердый при температуре окружающей среды и упругий при температурах, по меньшей мере, на 20°С выше его температуры стеклования.
21. Способ по п.19, в котором указанный полимер выбран из группы, состоящей из одного или нескольких следующих полимеров: эпоксидных смол, полиимидов, полиэфирэфиркетонов, поликетонов, феноло-альдегидных полимеров, полисульфона или полифениленсульфида.
22. Способ по п.19, в котором указанным полимером является устойчивый к ползучести полукристаллический полимер.
23. Способ по п.19, в котором указанным полимером является матрица из полимерного композита, усиленная материалами, выбранными, по существу, из группы, включающей в себя графитовые нитевидные кристаллы, нитридкремниевые нитевидные кристаллы, нитевидные кристаллы оксида алюминия, карбидокремниевые нитевидные кристаллы, волокна оксида алюминия, арамидные волокна, углеродные волокна, стекловолокна из стекла марки Е, борные волокна, карбидокремниевые волокна, стальную проволоку, молибденовую проволоку, вольфрамовую проволоку, наночастицы кремния, углеродные нанотрубки или углеродные нановолокна.
24. Способ по п.19, который содержит дополнительный этап покрытия внутренней поверхности продольного канала формы разделительным агентом для обеспечения удаления сердечника ротора без повреждения поверхности отвержденного полимера.
| УСТАНОВКА ДЛЯ ОБЕЗЗАРАЖИВАНИЯ ЖИДКОСТЕЙ КОМПЛЕКСНЫМ ВОЗДЕЙСТВИЕМ ФИЗИЧЕСКИХ ФАКТОРОВ | 2013 |
|
RU2541779C2 |
| Кулисно-рычажный механизм для воспроизведения кривых | 1986 |
|
SU1406016A1 |
| ОПТИЧЕСКАЯ СИСТЕМА ТЕПЛОВИЗИОННОГО ПРИБОРА С ДВУМЯ ПОЛЯМИ ЗРЕНИЯ | 2019 |
|
RU2722623C1 |
| ОБОЙМА ВИНТОВОГО НАСОСА И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2304728C1 |
| РОТОР ВИНТОВОЙ ГИДРОМАШИНЫ | 2003 |
|
RU2228443C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2001 |
|
RU2183543C1 |

